Изобретение относится к области вооружения и экипировки, к
разработкам средств защиты и может быть использовано для изготовления бронешлемов из слоистых полимерных композиционных материалов с демпферами на подтулейном устройстве.
Известна пулезащитная каска и способ ее изготовления по патенту ФРГ №2334 941 от 31.10.72 г., МКИ F41H 1/04.
Известен бронешлем и способ его изготовления по заявке Великобритании №2 148 185, от 30.05.1985 г., МКИ B3B 7/08.
Известен способ изготовления бронешлема по патенту RU №2224207 от 2004.02.20 МПК7 F41H 1/02.
Известна внутренняя оснастка бронешлема по патенту RU №2223683 от 2004.02.20 МПК7 F41H 1/02.
Известен способ склейки ткани термопластичным материалом по патенту RU №22132272 от 26.12.1997, МПК7 D41B 9/46.
Известен способ изготовления термоклеевого прокладочного материала по патенту RU №2425612 от 27.07.2010, МПК7 A41D 27/08.
Известна адгезионная композиция для дублирования синтетических тканей по патенту RU №2311436 от 09.06.2005, МПК7 C09J 7/04.
В описании к патенту FR 2421361 А1, 26.10.1979, МПК7 F41H 1/04 (2006.01) раскрыт способ изготовления бронешлема и бронешлем.
Известен способ изготовления бронешлема и бронешлем по патенту RU 2365854 C2 от 03.08.2007, МПК7 F41H 1/04.
Известные способы изготовления бронешлема из полимерных композитов заключаются в том, что между куполообразной защитной оболочкой и подшлемником располагают демпфер в виде равномерно расположенных эластичных элементов с изменением их жесткости по толщине.
Известные бронешлемы из полимерных композитов содержат куполообразную защитную оболочку, подшлемник и расположенный между ними демпфер в виде равномерно расположенных эластичных элементов с изменением их жесткости по толщине.
Известные бронешлемы и способы их изготовления описаны в различных областях техники, например, в области бронезащиты, в швейном и текстильном производстве, в области изготовления адгезионных материалов для склейки тканей и т.д. В связи с этим указанные объекты определяют общий уровень техники и не являются релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники, а формулы предлагаемых изобретений составлены без явного деления на ограничительные и отличительные части.
Недостатки общего известного уровня техники для способа заключаются в следующем:
- в низкой технологичности и низком качестве изготовления из-за отсутствия возможности создания и поддержания с высокой точностью заданной температуры прессования;
- в низкой технологичности из-за сложности извлечения изделия из формы;
- в низкой технологичности и низком качестве изготовления из-за низкой комфортности применения при отсутствии контакта с защищаемым объектом «мягкого» ворса и отсутствия возможности обтягивания демпфера без морщин и складок;
- в низкой технологичности и низком качестве изготовления из-за низкой комфортности применения при отсутствии «мягкости» при малых деформациях демпфера, а также из-за низкой эффективности демпфирования при жестком ударном воздействии на защищаемый объект при максимальной деформации демпфера;
- в низкой технологичности и низком качестве клеевого соединения материалов;
- в низкой технологичности из-за прилипания материала к металлической рамке при извлечении изделия из формы;
- в низкой технологичности изготовления из-за сложности обеспечения температурных параметров при наличии теплоотвода, а также в низом качестве изделия из-за искажения его формы, в частности формы основания;
- в низкой технологичности замены подушек из-за крепления липучки по всей площади основания и отсутствия места приложения усилия для разрыва липучки и отрыва подушки;
- в низком качестве изделия из-за «провисания» трикотажа в процессе прессования, а после извлечения из формы - возникновения его поверхностных дефектов (морщин и сладок);
Недостатки общего известного уровня техники для устройства заключаются в следующем:
- в низкой комфортности применения при отсутствии «мягкости» при малых деформациях демпфера, а также из-за низкой эффективности демпфирования при жестком ударном воздействии на защищаемый объект при максимальной деформации демпфера;
- в низкой комфортности применения при контакте объекта с подушкой из-за отсутствия на ней «мягкого» ворса и возникновения дефектов (морщин и складок) при прессовании из-за отсутствия эластичного растяжения ее материала;
- в низкой надежности работы из-за низкой надежности крепления подушек с микрокрючками липучки;
- в низкой надежности работы из-за низкой прочности крепления основания и оболочки подушки между собой;
- в низкой технологичности конструкции из-за в низкой технологичности замены подушек при креплении липучки по всей площади основания и отсутствия места приложения усилия для разрыва липучки и отрыва подушки;
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка более технологичной конструкции бронешлема, повышенной надежности работы и комфортности применения.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в следующем:
- в повышении технологичности и качества изготовления за счет возможности создания и поддержания с высокой точностью заданной температуры прессования;
- в повышении технологичности за счет облегчения извлечения изделия из формы;
- в повышении технологичности и качества изготовления за счет повышения комфортности применения при контакте с защищаемым объектом «мягкого» ворса и возможности обтягивания демпфера без морщин и складок;
- в повышении технологичности и качества изготовления за счет повышения комфортности применения при «мягкости» пенополиуретана при малых деформациях демпфера, а также за счет повышения эффективности демпфирования при исключении жесткого ударного воздействия на защищаемый объект при максимальной деформации демпфера, когда включается в работу более жесткий пенополипропилен;
- в повышении технологичности и качества изготовления за счет частичного расплавления полиэфирных волокон и сплавлением и внедрением их в структуру при склейке материалов;
- в повышении технологичности за счет отсутствия прилипания материала к металлической рамке при извлечении изделия из формы;
- в повышении технологичности изготовления за счет обеспечения температурных параметров при исключении теплоотвода, также технический результат заключается в повышении качества изделия за счет исключения искажения его формы, в частности формы основания;
- в повышении технологичности замены подушек за счет снижения прочности на отрыв липучки в площади фланца более чем на 50% при неполном зацеплении микрокрючков подушки и обеспечения места и способа приложения усилия для дальнейшего разрыва липучки и отрыва подушки;
- в повышении качества изделия за счет обеспечения стесненного объемного сжатия демпфера в процессе прессования, а после извлечения из формы - растяжения трикотажа с устранением его поверхностных дефектов (морщин и сладок);
Технический результат устройства, который может быть получен при решении технической задачи, заключается в следующем:
- в повышении комфортности применения за счет «мягкости» пенополиуретана при малых деформациях демпфера, а также в повышении надежности работы за счет повышения эффективности демпфирования при исключении жесткого ударного воздействия на защищаемый объект при максимальной деформации демпфера, когда включается в работу более жесткий пенополипропилен;
- в повышении комфортности применения при контакте объекта с «мягким» ворса трикотажа и при отсутствии на нем дефектов (морщин и складок) за счет его эластичного растяжения при прессовании;
- в повышении надежности работы за счет надежности крепления подушек при прочности полиамидного ворса для скрепления с микрокрючками липучки;
- в повышении надежности работы за счет повышения прочности крепления основания и оболочки подушки между собой;
- в повышении технологичности конструкции за счет повышения технологичности замены подушек при снижении прочности на отрыв липучки в площади фланца более чем на 50% благодаря неполному зацеплению микро-крючков подушки и обеспечению места и способа приложения усилия для дальнейшего разрыва липучки и отрыва подушки;
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления бронешлема из полимерных композитов, при котором внутри куполообразной защитной каски закрепляют подтулейное устройство, на которое прикрепляют ленты липучки с микрокрючками, на которой, в свою очередь, закрепляют подушки, которые прессуют в форме, для чего на холодной плите пресса располагают матрицу формы из термоизоляционного материала с выемкой для формирования оболочки подушки и ступенькой для фланца подушки, в ступеньку по всей ее площади, укладывают металлическую рамку, затем разделительную рамку, в выемку матрицы заглубляют ворсом наружу оболочку из полиэфирного ворсового трикотажа, располагая его также на рамках для формирования материала фланца и за рамками для припуска, в оболочку устанавливают демпфер из пластин пенополиуретана и пенополипропилена, на демпфер, трикотажный фланец оболочки и припуск укладывают клеевой флизелин с полиэфирными волокнами, затем, ворсом наружу, на флизелин также с формированием материала фланца основания и припуска укладывают основание подушки из полиамидной ворсовой ткани, на фланец которой укладывают идентичные разделительную, затем металлическую рамки, а внутрь рамок, по всей площади проема, укладывают термоизоляционную пластину, форму накрывают нагретой плитой пресса, выдерживают под реализованным в площади рамок давлением, обеспечивая прессование фланца со склейкой трикотажа и полиамидного материала за счет частичного расплавления трикотажа и флизелина и внедрения его в структуру полиамидного материала, а также обеспечивая полупластичность волокон ворса полиамидного материала с их остаточными деформациями до высоты (20-50)% их первоначального размера в площади фланца, извлекают подушку из формы, обрезают припуски по наружной кромке металлической рамки, и закрепляют подушки полиамидным ворсом на микрокрючках липучки.
Высоту ступеньки матрицы выполняют на (20-30)% меньше суммарной толщины рамок, трикотажа и полиамидного материала, термоизоляционную пластину выполняют толщиной равной суммарной толщине разделительной рамки и металлической рамки, а выемку матрицы выполняют с обеспечением превышения суммарной толщины пластин демпфера суммы размеров глубины этой выемки, толщин разделительной рамки и металлической рамки на (7-10)%, при этом матрицу и термоизоляционную пластину выполняют из твердой древесины, например, дуба.
Плиту пресса нагревают до температуры (165±10)°C, выдерживают под реализуемым в площади рамок давлением (15±5) кг/см в течение (45-60) секунд, при этом для изготовления металлических рамок берут пластину из углеродистой стали, например, стали 45 толщиной (3-3,5) мм, а разделительных рамок - из пластин фторопласта толщиной (0,3-0,5) мм.
Поставленная задача с достижением технического результата для устройства решается за счет того, что бронешлем из полимерных композитов, включает куполообразную защитную каску внутри которой закреплено подтулейное устройство, к которому прикреплены ленты липучки с микрокрючками, на которой, в свою очередь, ворсом основания закреплены подушки, каждая из которых выполнена из упомянутого плоского основания и выпуклой оболочки, склеенных с по их фланцам с образованием фланца подушки, с размещением в их полости демпфера из пластины пенополиуретана и пластины пенополипропилена, сопряженного с основанием подушки, причем оболочка выполнена из ворсового полиэфирного трикотажа с ворсом наружу, а основание - из полиамидной ворсовой ткани, при этом склейка выполнена с помощью клеевого флизелина с полиэфирными волокнами с частичным расплавлением этих волокон и трикотажа с внедрением флизелина в структуру полиамидного материала, а прессование - с частичными остаточными деформациями волокон ворса этого материала до высоты (20-50)% их первоначального размера в площади фланца.
Отличительными признаками способа являются следующие признаки:
- подушки прессуют в форме, для чего на холодной плите пресса располагают матрицу формы из термоизоляционного материала с выемкой для формирования оболочки подушки и ступенькой для фланца подушки - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления за счет возможности создания и поддержания с высокой точностью заданной температуры прессования;
- в ступеньку по всей ее площади, укладывают металлическую рамку, затем разделительную рамку - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления за счет возможности создания в зоне прессования и поддержания с высокой точностью заданной температуры, а также за счет облегчения извлечения изделия из формы;
- в выемку матрицы заглубляют ворсом наружу оболочку из полиэфирного ворсового трикотажа, располагая его также на рамках для формирования материала фланца и за рамками - для припуска - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления за счет повышения комфортности применения при контакте с защищаемым объектом «мягкого» ворса и возможности обтягивания демпфера без морщин и складок;
- в оболочку устанавливают демпфер из пластин пенополиуретана и пенополипропилена - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления за счет повышения комфортности применения при «мягкости» пенополиуретана при малых деформациях демпфера, а также за счет повышения эффективности демпфирования при исключении жесткого ударного воздействия на защищаемый объект при максимальной деформации демпфера, когда включается в работу более жесткий пенополипропилен;
- на демпфер, трикотажный фланец оболочки и припуск укладывают клеевой флизелин с полиэфирными волокнами - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления за счет частичного расплавления полиэфирных волокон и сплавлением и внедрением в структуру при склейке материалов;
- ворсом наружу, на флизелин также с формированием материала фланца основания и припуска укладывают основание подушки из полиамидной ворсовой ткани, на фланец которой укладывают идентичные разделительную, затем металлическую рамки - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления за счет повышения прочности клеевого соединения при обеспечении параметров прессования, а также за счет повышения удобства извлечения изделия из формы (отсутствия прилипания материала к металлической рамке);
- внутрь рамок, по всей площади проема, укладывают термоизоляционную пластину - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления за счет обеспечения температурных параметров при исключении теплоотвода, также технический результат заключается в повышении качества изделия за счет исключения искажения его формы, в частности формы основания;
- форму накрывают нагретой плитой пресса, выдерживают под реализованным в площади рамок давлением, обеспечивая прессование фланца со склейкой трикотажа и полиамидного материала за счет частичного расплавления трикотажа и флизелина и внедрения его в структуру полиамидного материала - признаки существенные, предусматривают наличие новых операций, новые параметры операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления за счет повышения надежности клеевого соединения;
- обеспечивая полупластичность волокон ворса полиамидного материала с их остаточными деформациями до высоты (20-50)% их первоначального размера в площади фланца - признаки существенные, предусматривают новые параметры операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности замены подушек за счет снижения прочности на отрыв липучки в площади фланца более чем на 50% при неполном зацеплении микрокрючков с деформированным ворсом основания подушки и обеспечения места и способа приложения усилия для дальнейшего разрыва липучки и отрыва подушки;
- высоту ступеньки матрицы выполняют на (20-30)% меньше суммарной толщины рамок, трикотажа и полиамидного материала, термоизоляционную пластину выполняют толщиной равной суммарной толщине разделительной рамки и металлической рамки - признаки существенные, предусматривают наличие новых операций, новые параметры операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления за счет обеспечения параметров прессования;
- выемку матрицы выполняют с обеспечением превышения суммарной толщины пластин демпфера суммы размеров глубины этой выемки, толщин разделительной рамки и металлической рамки на (7-10)% - признаки существенные, предусматривают наличие новых операций, новые параметры операций, новое их выполнение направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет обеспечения стесненного объемного сжатия демпфера в процессе прессования, а после извлечения из формы - растяжения трикотажа с устранением его поверхностных дефектов (морщин и сладок);
- матрицу и термоизоляционную пластину выполняют из твердой древесины, например, дуба - признаки существенные, предусматривают наличие новых операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления за счет обеспечения параметров прессования;
- плиту пресса нагревают до температуры (165±10)°C, выдерживают под реализуемым в площади рамок давлением (15±5) кг/см в течение (45-60) секунд, при этом для изготовления металлических рамок берут пластину из углеродистой стали, например, стали 45 толщиной (3-3,5) мм, а разделительных рамок - из пластин фторопласта толщиной (0,3-0,5) мм - признаки существенные, предусматривают наличие новых операций, новые параметры операций, новое их выполнение с применением нового материала, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления за счет обеспечения параметров прессования, причем температура греющей плиты, давление в площади прессования, время выдержки, материалы и толщины элементов формы подобраны опытным путем.
Отличительными признаками устройства являются следующие признаки:
- с размещением в полости подушки демпфера из пластины пенополиуретана и пластины пенополипропилена, сопряженного с основанием подушки - признаки существенные, предусматривают наличие новых элементов, их новое взаимное расположение, новую взаимосвязь и обоснованное применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение комфортности применения за счет «мягкости» пенополиуретана при малых деформациях демпфера, а также на повышение надежности работы за счет повышения эффективности демпфирования при исключении жесткого ударного воздействия на защищаемый объект при максимальной деформации демпфера, когда включается в работу более жесткий пенополипропилен;
- оболочка выполнена из ворсового полиэфирного трикотажа с ворсом наружу - признаки существенные, предусматривают наличие новых элементов, их новое взаимное расположение и обоснованное применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение комфортности применения при контакте объекта с «мягким» ворса трикотажа и при отсутствии на нем дефектов (морщин и складок) за счет его эластичного растяжения при прессовании;
- основание - из полиамидной ворсовой ткани - признаки существенные, предусматривают наличие новых элементов и обоснованное применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет надежности крепления подушек при прочности полиамидного ворса для скрепления с микрокрючками липучки;
-склейка выполнена с помощью клеевого флизелина с полиэфирными волокнами с частичным расплавлением этих волокон и трикотажа с внедрением флизелина в структуру полиамидного материала - признаки существенные, предусматривают наличие новых элементов, новую взаимосвязь и обоснованное применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет повышения прочности крепления основания и оболочки подушки между собой;
- с частичными остаточными деформациями волокон ворса этого материала до высоты (20-50)% их первоначального размера в площади фланца - признаки существенные, предусматривают наличие новых элементов, новую форму и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности конструкции за счет повышения технологичности замены подушек при снижении прочности на отрыв липучки в площади фланца более чем на 50% благодаря неполному зацеплению микрокрючков с деформированным ворсом основания подушки и обеспечению места и способа приложения усилия для дальнейшего разрыва липучки и отрыва подушки;
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технических решений критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения является результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы бронешлемов без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует о их соответствию критерию «изобретательский уровень».
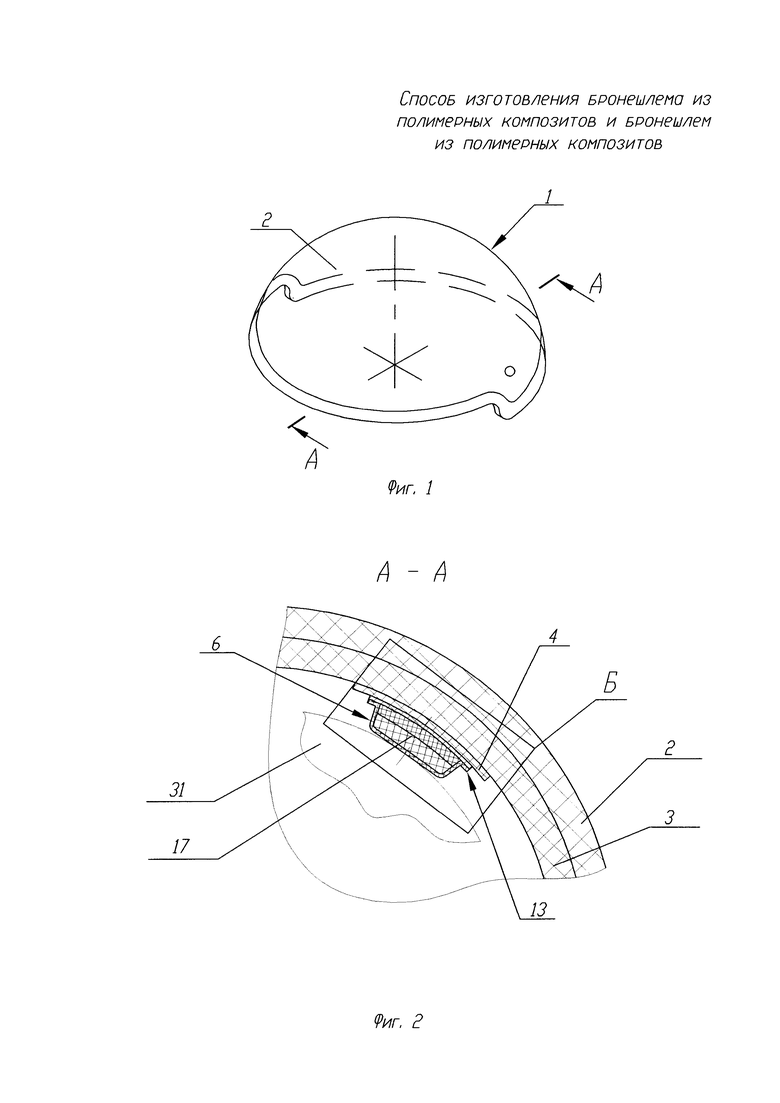
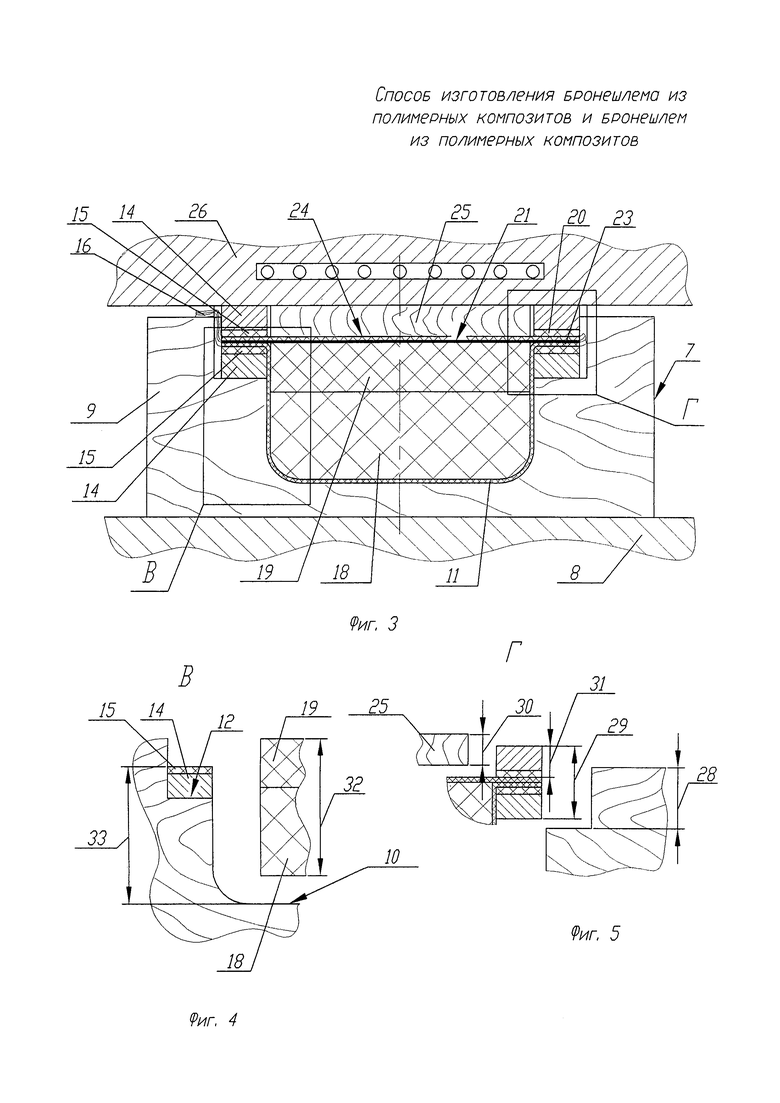
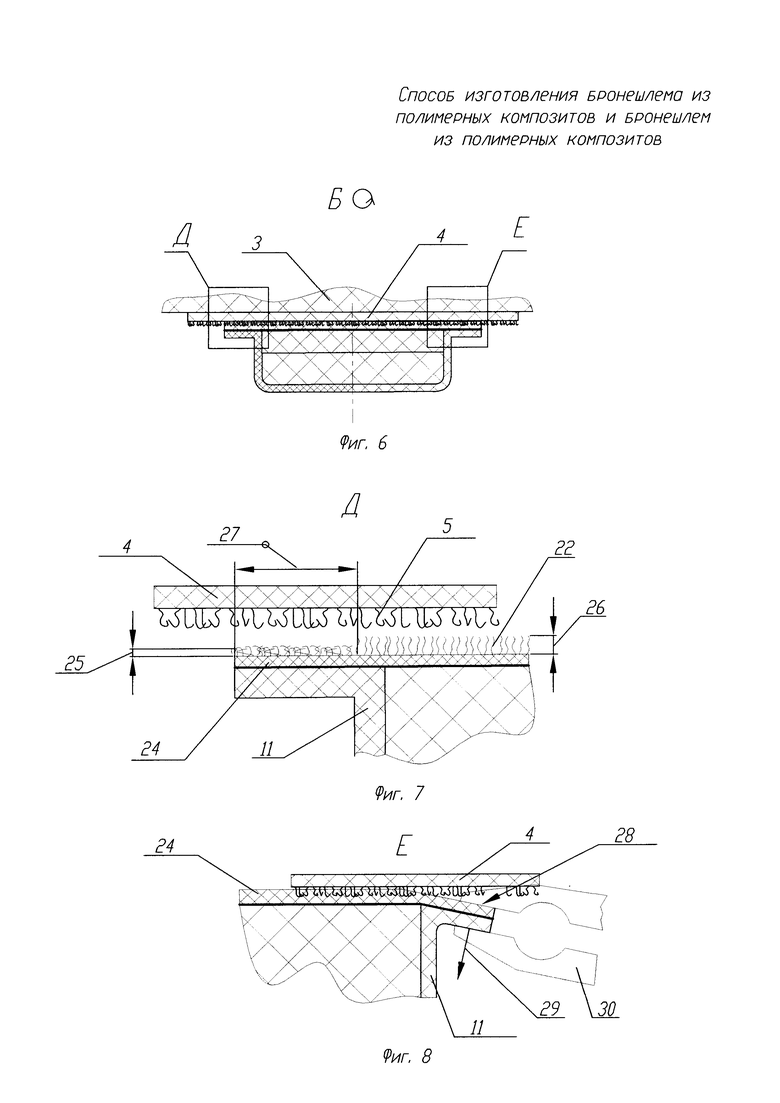
Сущность изобретений поясняется чертежами, где на фиг. 1 представлен общий вид бронешлема, на фиг. 2 - продольный разрез бронешлема, на фиг. 3 - общий вид прессования подушки, на фиг. 4 - сечение формы по выемке и пластинам демпфера, на фиг. 5 - сечение по оболочке, основанию подушки и по ступеньке и рамкам формы, на фиг. 6 - поперечное сечение подушки, на фиг. 7 - сечение фланца подушки с деформированным ворсом основания, на фиг. 8 - сечение фланца подушки в месте приложения усилия разрыва липучки со способом отрыва подушки.
Способ изготовления бронешлема 1 из полимерных композитов, при котором внутри куполообразной защитной каски 2 закрепляют подтулейное устройство 3, на которое прикрепляют ленты липучки 4 с микрокрючками 5, на которой, в свою очередь, закрепляют подушки 6, которые прессуют в форме 7 для чего на холодной плите 8 пресса располагают матрицу 9 формы 7 из термоизоляционного материала с выемкой 10 для формирования оболочки 11 подушки 6 и ступенькой 12 для фланца 13 подушки 6, в ступеньку 12 по всей ее площади, укладывают металлическую рамку 14, затем разделительную рамку 15, в выемку 10 матрицы 9 заглубляют ворсом наружу оболочку 11 из полиэфирного ворсового трикотажа, располагая его также на рамках 14, 15 для формирования материала фланца 13 и за рамками для припуска 16, в оболочку 11 устанавливают демпфер 17 из пластин пенополиуретана 18 и пенополипропилена 19, на демпфер 17, трикотажный фланец 20 оболочки 11 и припуск 16 укладывают клеевой флизелин 21 с полиэфирными волокнами, затем, ворсом 22 наружу, на флизелин 21 также с формированием материала фланца 23 основания 24 и припуска 16 укладывают основание 24 подушки 6 из полиамидной ворсовой ткани, на фланец 23 которой укладывают идентичные разделительную 15, затем металлическую 14 рамки, а внутрь рамок, по всей площади проема, укладывают термоизоляционную пластину 25, форму 7 накрывают нагретой плитой 26 пресса, выдерживают под реализованным в площади рамок давлением, обеспечивая прессование фланца со склейкой трикотажа и полиамидного материала за счет частичного расплавления трикотажа и флизелина 21 и внедрения его в структуру полиамидного материала, а также обеспечивая полупластичность волокон ворса 22 полиамидного материала с их остаточными деформациями до высоты 25 (20-50)% их первоначального размера 26 в площади 27 фланца 23, извлекают подушку 6 из формы 7, обрезают припуски 16 по наружной кромке металлической рамки 14, и закрепляют подушки 6 полиамидным ворсом 22 на микрокрючках 5 липучки 4.
Высоту 28 ступеньки 12 матрицы 9 выполняют на (20-30)% меньше суммарной толщины 29 рамок 14, 15, трикотажа и полиамидного материала, термоизоляционную пластину 25 выполняют толщиной 30 равной суммарной толщине 31 разделительной рамки 15 и металлической рамки 14, а выемку 10 матрицы 9 выполняют с обеспечением превышения суммарной толщины 32 пластин демпфера суммы размеров 33 глубины этой выемки, толщин разделительной рамки и металлической рамки на (7-10)%, при этом матрицу 9 и термоизоляционную пластину 25 выполняют из твердой древесины, например, дуба.
Плиту 26 пресса нагревают до температуры (165±10)°C, выдерживают под реализуемым в площади рамок 14 и 15 давлением (15±5) кг/см в течение (45-60) секунд, при этом для изготовления металлических рамок 14 берут пластину из углеродистой стали, например, стали 45 толщиной (3 - 3,5) мм, а разделительных рамок 15 - из пластин фторопласта толщиной (0,3 -0,5) мм.
Бронешлем 1 из полимерных композитов, включает куполообразную защитную каску 2 внутри которой закреплено подтулейное устройство 3, к которому прикреплены ленты липучки 4 с микрокрючками 5, на которой, в свою очередь, ворсом 22 основания 24 закреплены подушки 6, каждая из которых выполнена из упомянутого плоского основания 24 и выпуклой оболочки 11, склеенных с по их фланцам 20 и 23 с образованием фланца 13 подушки 6, с размещением в их полости демпфера 17 из пластины пенополиуретана 18 и пластины пенополипропилена 19, сопряженного с основанием 24 подушки 6, причем оболочка 11 выполнена из ворсового полиэфирного трикотажа с ворсом наружу, а основание 24 - из полиамидной ворсовой ткани, при этом склейка выполнена с помощью клеевого флизелина 21 с полиэфирными волокнами с частичным расплавлением этих волокон и трикотажа с внедрением флизелина 21 в структуру полиамидного материала, а прессование - с частичными остаточными деформациями волокон ворса 22 этого материала до высоты 25 (20-50)% их первоначального размера 26 в площади 27 фланца 23.
Пример конкретного исполнения способа заключается в том, что при прессовании подушки 6, форму 7 накрывают нагретой до (165±5)°C плитой 26 пресса, выдерживают под реализованным в площади рамок давлением, обеспечивая прессование фланца 13 со склейкой трикотажа и полиамидного материала за счет частичного расплавления полиэфирных волокон с температурой плавления 167°C трикотажа и флизелина 21 и внедрения его в структуру нагретого полиамидного материала. При этом за счет нагрева полиамидных волокон более чем до половины их температуры плавления (температура плавления полиамида 257°C) обеспечивают полупластичность волокон ворса 22 полиамидного материала с их остаточными деформациями до высоты 25 (20-50)% их первоначального размера 26 в площади фланца 13.
Для замены подушки 6 за счет неполного зацепления микрокрючков 5 с деформированным ворсом 22 до высоты 25 основания 24 подушки 6 в площади фланца 13 обеспечивают место 28 приложения усилия 29 для дальнейшего разрыва липучки и отрыва подушки 6 с помощью специального инструмента 30.
Пример конкретного исполнения бронешлема 1 заключается в том, что пластина 19 демпфера 17 выполнена из прессованного из вспененных гранул пенопропилена PolyBlok ЕРР 4010 повышенной жесткости, а пластина 18 - из эластичного пенополиуретана LR 5580 с «памятью формы», что исключает ударное внешнее воздействие на защищаемый бронешлемом объект 31.
Работает бронешлем 1 следующим образом. При слабом наружном воздействии на бронешлем 1 сохраняется комфортность для защищаемого объекта за счет «мягкости» пенополиуретана при малых деформациях демпфера 17, при снятии воздействия бронешлем 1 возвращается в исходное положение, за счет «памяти формы» пластины 18 демпфера 17. При критическом наружном воздействии при максимальной деформации демпфера, включается в работу более жесткий пенопропилен, и за счет высокой эффективности демпфирования энергия воздействия поглощается подушками 6, исключая жесткое ударное воздействия на защищаемый объект 31. При этом, благодаря прочности клеевого соединения оболочки 11 с основанием 24 и прочности полиамидных волокон 22 основания 24, скрепленных с микрокрючками 5 ленты липучки 4, подушки 6 сохраняют свою целостность и местоположение, подтверждая высокую надежность работы бронешлема.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию бронешлема с повышенной надежностью работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний бронешлемов, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2564970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2007 |
|
RU2365854C2 |
| БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2329751C2 |
| Способ изготовления бронепреграды из полимерных композитов и бронепреграда из полимерных композитов | 2018 |
|
RU2706370C1 |
| Способ изготовления бронепанели из слоистых полимерных композитов для защиты верхней части лица и бронепанель из слоистых полимерных композитов для верхней части лица | 2016 |
|
RU2626218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2005 |
|
RU2309044C1 |
| Способ изготовления бронещита из полимерных композиционных материалов и бронещит из полимерных композиционных материалов | 2018 |
|
RU2707160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
Изобретение относится к области вооружения и экипировки, к разработкам средств защиты и может быть использовано для изготовления бронешлемов из слоистых полимерных композиционных материалов с демпферами на подтулейном устройстве. Предложен способ, при котором внутри куполообразной защитной каски закрепляют подтулейное устройство. На него прикрепляют ленты липучки с микрокрючками, на которой, в свою очередь, закрепляют подушки. Подушки прессуют в форме (7). Для этого на холодной плите (8) пресса располагают матрицу (9) формы (7) из термоизоляционного материала с выемкой для формирования оболочки (11) подушки и ступенькой для фланца подушки. В ступеньку по всей ее площади, укладывают металлическую рамку (14), затем разделительную рамку (15). В выемку матрицы (9) заглубляют ворсом наружу оболочку (11) из полиэфирного ворсового трикотажа. Трикотаж располагают также на рамках (14) и (15) для формирования материала фланца. За рамками (14) и (15) для припуска (16) в оболочку (11) устанавливают демпфер из пластин пенополиуретана (18) и пенополипропилена (19). На демпфер, трикотажный фланец (20) оболочки (11) и припуск (16) укладывают клеевой флизелин (21) с полиэфирными волокнами. На флизелин (21) ворсом наружу с формированием материала фланца (23) основания (24) и припуска (16) укладывают основание (24) подушки из полиамидной ворсовой ткани. На фланец (23) укладывают идентичные разделительную (15), затем металлическую (14) рамки. Внутрь рамок (14) и (15), по всей площади проема, укладывают термоизоляционную пластину (25). Форму (7) накрывают нагретой плитой (26) пресса и выдерживают под реализованным в площади рамок давлением. Обеспечивают прессование фланца со склейкой трикотажа и полиамидного материала за счет частичного расплавления трикотажа и флизелина (21) и внедрения его в структуру полиамидного материала. Также обеспечивают полупластичность волокон ворса полиамидного материала с их остаточными деформациями до высоты 20%-50% от их первоначального размера в площади фланца (23). Извлекают подушку из формы (7). Обрезают припуски (16) по наружной кромке металлической рамки (14). Закрепляют подушки полиамидным ворсом на микрокрючках липучки. Предлагается также бронешлем из полимерных композитов. Обеспечивается более технологичная конструкция бронешлема, повышенной надежности работы и комфортности применения. 2 н. и 2 з.п. ф-лы, 8 ил.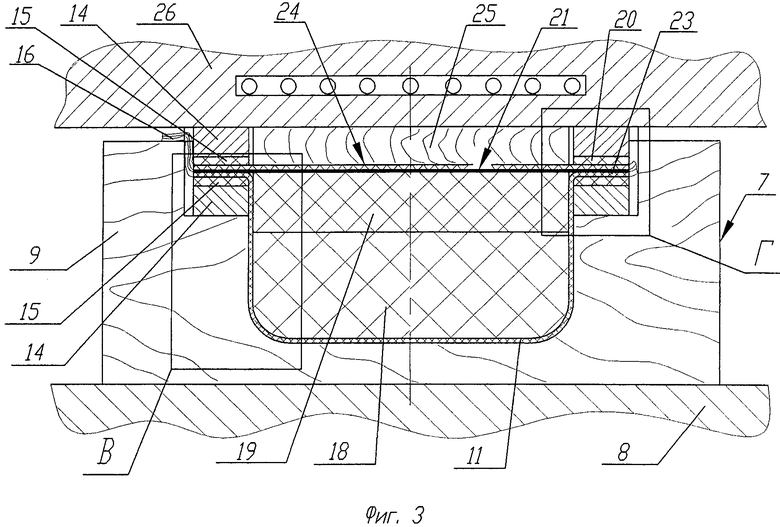
1. Способ изготовления бронешлема из полимерных композитов, при котором внутри куполообразной защитной каски закрепляют подтулейное устройство, на которое прикрепляют ленты липучки с микрокрючками, на которой, в свою очередь, закрепляют подушки, которые прессуют в форме, для чего на холодной плите пресса располагают матрицу формы из термоизоляционного материала с выемкой для формирования оболочки подушки и ступенькой для фланца подушки, в ступеньку по всей ее площади укладывают металлическую рамку, затем разделительную рамку, в выемку матрицы заглубляют ворсом наружу оболочку из полиэфирного ворсового трикотажа, располагая его также на рамках для формирования материала фланца и за рамками для припуска, в оболочку устанавливают демпфер из пластин пенополиуретана и пенополипропилена, на демпфер, трикотажный фланец оболочки и припуск укладывают клеевой флизелин с полиэфирными волокнами, затем, ворсом наружу на флизелин также с формированием материала фланца основания и припуска укладывают основание подушки из полиамидной ворсовой ткани, на фланец которой укладывают идентичные разделительную, затем металлическую рамки, а внутрь рамок, по всей площади проема, укладывают термоизоляционную пластину, форму накрывают нагретой плитой пресса, выдерживают под реализованным в площади рамок давлением, обеспечивая прессование фланца со склейкой трикотажа и полиамидного материала за счет частичного расплавления трикотажа и флизелина и внедрения его в структуру полиамидного материала, а также обеспечивая полупластичность волокон ворса полиамидного материала с их остаточными деформациями до высоты (20-50)% их первоначального размера в площади фланца, извлекают подушку из формы, обрезают припуски по наружной кромке металлической рамки и закрепляют подушки полиамидным ворсом на микрокрючках липучки.
2. Способ, по п. 1, отличающийся тем, что высоту ступеньки матрицы выполняют на (20-30)% меньше суммарной толщины рамок трикотажа и полиамидного материала, термоизоляционную пластину выполняют толщиной, равной суммарной толщине разделительной рамки и металлической рамки, а выемку матрицы выполняют с обеспечением превышения суммарной толщины пластин демпфера суммы размеров глубины этой выемки, толщин разделительной рамки и металлической рамки на (7-10)%, при этом матрицу и термоизоляционную пластину выполняют из твердой древесины, например дуба.
3. Способ, по п. 1, отличающийся тем, что плиту пресса нагревают до температуры (165±10)°С, выдерживают под реализуемым в площади рамок давлением (15±5) кг/см2 в течение (45-60) секунд, при этом для изготовления металлических рамок берут пластину из углеродистой стали, например стали 45 толщиной (3-3,5) мм, а разделительных рамок - из пластин фторопласта толщиной (0,3-0,5) мм.
4. Бронешлем из полимерных композитов, изготовленный способом по п. 1, включающий куполообразную защитную каску, внутри которой закреплено подтулейное устройство, к которому прикреплены ленты липучки с микрокрючками, на которой, в свою очередь, ворсом основания закреплены подушки, каждая из которых выполнена из упомянутого плоского основания и выпуклой оболочки, склеенных по их фланцам с образованием фланца подушки, с размещением в их полости демпфера из пластины пенополиуретана и пластины пенополипропилена, сопряженного с основанием подушки, причем оболочка выполнена из ворсового полиэфирного трикотажа с ворсом наружу, а основание - из полиамидной ворсовой ткани, при этом склейка выполнена с помощью клеевого флизелина с полиэфирными волокнами с частичным расплавлением этих волокон и трикотажа с внедрением флизелина в структуру полиамидного материала, а прессование - с частичными остаточными деформациями волокон ворса этого материала до высоты (20-50)% их первоначального размера в площади фланца.
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| US 8850612 B1, 07.10.2014 | |||
| АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2421361C1 |

