ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к способам и структурам для скрепления концов нитей, таких как проволоки, устройств, применимых для размещения в анатомических структурах, и полученные в результате устройства. Примерами таких устройств могут служить плетеные саморасширяющиеся стенты.
2. ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Примеры устройств, пригодных для введения в анатомическую структуру, созданных из одной или нескольких нитей, раскрыты в патенте США № 6007574; 6419694; 7018401 и заявках на патент США № 2005/0049682, 2006/0116752, введенные в данное описание путем ссылок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Некоторые варианты осуществления настоящих способов содержат прикрепление соединяющей структуры к первому концевому участку нити устройства, предназначенного для введения в анатомическую структуру и прикрепления соединяющей структуры ко второй концевой части нити устройства, при этом первая и вторая концевые части нити по существу расположены на одной линии, соединяющая структура не является нитью устройства, а устройство содержит одну или несколько нитей, содержащих никель или титан. В некоторых вариантах осуществления длина соединяющей структуры составляет менее чем 25; 24; 23; 22; 21; 20; 19; 18; 17; 16; 15; 14; 13; 12; 11; 10; 9; 8; 7; 6; 5; 4; 3; 2; 1; 0,9; 0,8; 0,7; 0,6; 0,5; 0,4; 0,3; 0,2 или 0,1 процент длины устройства; это может быть верно для каждой используемой соединяющей структуры. Соединяющая структура может иметь проходное отверстие до ее прикрепления к первому или второму участкам нитей, и она может быть расположена в прямом контакте с первой или второй концевыми частями нитей перед прикреплением. Устройство может представлять собой стент (например, стент, сплетенный из множества нитей), или любое другое медицинское устройство, подходящее для применения в лечении пациентов, такое как фильтр или обтуратор. Устройство может быть саморасширяющимся. Устройство может иметь два или более конца устройства (таких как два конца прямого стента или три конца раздвоенного стента), и каждый конец устройства может образоваться изгибами нитей, при этом изгибы нитей данного конца устройства по форме аналогичны (например, аналогичны по существу), по меньшей мере, друг другу, а в некоторых примерах всем изгибам нитей всех концов устройства, так чтобы один конец устройства выглядел очень похожим на другой конец устройства или концы устройства. Количество используемых соединяющих структур может соответствовать количеству нитей (например, проволок), которые использовались для создания устройства, и они могут быть размещены на одной линии по оси (параллельно продольной оси устройства) или они могут быть аксиально смещены друг от друга и располагаться по окружности устройства. Скрепление может быть достигнуто привариванием (например, лазерной сваркой) соединяющей структуры к первому концевому участку нити для формирования первого участка сварки и привариванием соединяющей структуры ко второму концевому участку нити для формирования второго участка сварки. Два участка сварки могут быть отделены друг от друга и не связаны ни с какими другими участками сварки. В некоторых вариантах осуществления два концевых участка нити непосредственно контактируют друг с другом, а в других вариантах осуществления они непосредственно не контактируют друг с другом. Концевые участки нити могут по существу располагаться на одной линии друг с другом (конец-в-конец) или они могут располагаться бок о бок (что можно охарактеризовать как нахлест). В некоторых вариантах осуществления соединяющая структура представляет собой часть материала, отделенного от первого концевого участка нити и от второго концевого участка нити, и, когда используется сварка для скрепления, располагается в прямом контакте с обоими концевыми участками нитей перед началом сварки. В некоторых вариантах осуществления некоторые или все стадии скрепления приводят к тому, что данная половина данной нити прикрепляется только к одной другой нити или только к другой половине той же самой нити. В некоторых вариантах осуществления соединяющая структура располагается под нитью, с которой пересекается. В некоторых вариантах осуществления все используемые соединяющие структуры располагаются таким же образом. В некоторых вариантах осуществления ни соединяющая структура, ни концевые участки нити, к которым она прикрепляется, не подвергаются стадии шлифования после завершения скрепления. В некоторых вариантах осуществления, в которых устройство сплетено из множества нитей таким образом, что пересечения нитей создаются, образуя тупые углы, которые увеличиваются, когда устройство сжимается по оси из свободного положения, каждое отверстие устройства (в отличие от просветов, которые ограничиваются продольным проходным отверстием или проходными отверстиями устройства) образуется, по меньшей мере, тремя пересечениями нитей, при этом каждое пересечение нитей образуется двумя пересекающимися участками нитей. В некоторых вариантах осуществления соединяющая структура, ближайшая к конкретному концу устройства («конец устройства»), отделена от всех концов устройства (даже на участке ближайшего к соединяющей структуре конца устройства, о котором идет речь) по меньшей мере, одним пересечением нитей (в некоторых вариантах осуществления, по меньшей мере, двумя пересечениями нитей; в некоторых вариантах осуществления, по меньшей мере, тремя пересечениями нитей; в некоторых вариантах осуществления, по меньшей мере, четырьмя пересечениями нитей; в некоторых вариантах осуществления, по меньшей мере, пятью пересечениями нитей) в направлении (например, по оси), которое по существу параллельно продольной оси устройства.
Некоторые варианты осуществления настоящих способов включают приваривание соединяющей структуры к первому концевому участку нити устройства, предназначенного для введения в анатомическую структуру, и приваривание соединяющей структуры ко второму концевому участку нити устройства, при этом соединяющая структура не является нитью устройства, и устройство содержит одну или несколько нитей, содержащих никель или титан.
Настоящие устройства могут иметь одну или несколько нитей и быть сконфигурированными для введения в анатомическую структуру. В некоторых вариантах осуществления настоящие устройства содержат соединяющую структуру, прикрепленную к двум различным концевым участкам нитей, которые по существу размещены на одной линии по отношению друг к другу, при этом два различных концевых участка нитей содержат никель и титан, и соединяющая структура не является нитью устройства. В некоторых вариантах осуществления настоящие устройства содержат соединяющую структуру, приваренную к двум различным концевым участкам нитей, при этом два различных концевых участка нитей содержат никель и титан, и соединяющая структура не является нитью устройства. Устройство может представлять собой стент или любое другое медицинское устройство, подходящее для применения в лечении пациентов, такое как фильтр или обтуратор. Количество используемых соединяющих структур может соответствовать количеству нитей (например, проволок), которое имеет устройства, и они могут быть размещены на одной линии по оси (параллельно продольной оси сплетенного устройства), или они могут быть аксиально смещены друг от друга и располагаться по окружности устройства. Концевые участки нитей в каждой паре, скрепленные (например, приваренные) с определенным соединяющим устройством, могут быть по существу размещены на одной линии друг с другом, или они могут располагаться бок о бок друг с другом (что можно охарактеризовать как нахлест). В некоторых вариантах осуществления длина соединяющей структуры составляет менее чем 25; 24; 23; 22; 21; 20; 19; 18; 17; 16; 15; 14; 13; 12; 11; 10; 9; 8; 7; 6; 5; 4; 3; 2; 1; 0,9; 0,8; 0,7; 0,6; 0,5; 0,4; 0,3; 0,2 или 0,1 процент длины устройства; это может быть верно для каждой используемой соединяющей структуры. Соединяющая структура может быть сконфигурирована таким образом, чтобы иметь проходное отверстие перед ее прикреплением к первому или второму участкам нитей, и она может быть расположена в прямом контакте с первым или вторым концевыми участками нитей, перед тем как быть скрепленной (например, сваренной). Устройство может представлять собой стент (например, стент, сплетенный из множества нитей) или любое другое медицинское устройство, подходящее для применения в лечении пациентов, такое как фильтр или обтуратор. Устройство может быть саморасширяющимся. Устройство может иметь два или более конца устройства (таких как два конца прямого стента или три конца раздвоенного стента), и каждый конец устройства может образоваться изгибами нитей, при этом изгибы нитей данного конца устройства по форме аналогичны (например, аналогичны по существу), по меньшей мере, друг другу, а в некоторых примерах всем изгибам нитей всех концов устройства, так чтобы один конец устройства был очень похожим на другой конец устройства или концы устройства. Количество используемых соединяющих структур может соответствовать количеству нитей (например, проволок), которые использовались для создания устройства, и они могут быть расположены на одной линии по оси (параллельно продольной оси устройства) или они могут быть аксиально смещены друг от друга и располагаться по периферии устройства. Соединяющая структура может быть прикреплена к первому концевому участку нити с помощью сварки, что формирует первый участок сварки, соединяющая структура может быть прикреплена ко второму концевому участку нити с помощью сварки, что формирует второй участок сварки, и первый и второй участки сварки непосредственно не связаны друг с другом другими участками сварки. Два участка сварки могут быть отделены друг от друга и не связаны никакими другими участками сварки. В некоторых вариантах осуществления два концевых участка нити непосредственно касаются друг друга, а в других вариантах осуществления они непосредственно не контактируют друг с другом. В некоторых вариантах осуществления соединяющая структура представляет собой часть материала, отделенного от первого концевого участка нити и от второго концевого участка нити, и, когда используется сварка для прикрепления соединяющей структуры к данным концевым участкам нитей, она располагается в прямом контакте с обоими концевыми участками нитей перед началом сварки. В некоторых вариантах осуществления заданная половина заданной нити устройства прикрепляется только к одной другой нити или только к другой половине той же самой нити. В некоторых вариантах осуществления соединяющая структура располагается под нитью, которая пересекает ее сверху. В некоторых вариантах осуществления все используемые соединяющие структуры располагаются таким же образом. В некоторых вариантах осуществления ни соединяющая структура, ни концевые участки нитей, к которым она прикрепляется, не нуждаются в стадии шлифования после скрепления. В некоторых вариантах осуществления, в которых устройство сплетено из множества нитей так, что пересечения нитей создаются, определяя тупые углы, которые увеличиваются, когда устройство сжимается по оси из свободного положения, каждое отверстие устройства (в отличие от просветов, которые ограничиваются продольным проходным отверстием или проходными отверстиями устройства) образуется, по меньшей мере, тремя пересечениями нитей, и каждое пересечение нитей образуется двумя пересекающимися участками нитей. В некоторых вариантах осуществления соединяющая структура, ближайшая к конкретному концу устройства («конец устройства»), отделена от всех концов устройства (даже на участке ближайшего к соединяющей структуре конца устройства, о котором идет речь) по меньшей мере, одним пересечением нитей, в некоторых вариантах осуществления, по меньшей мере, двумя пересечениями нитей, в некоторых вариантах осуществления, по меньшей мере, тремя пересечениями нитей, в некоторых вариантах осуществления, по меньшей мере, четырьмя пересечениями нитей, в некоторых вариантах осуществления, по меньшей мере, пятью пересечениями нитей) в направлении (например, по оси), которое по существу параллельно продольной оси устройства.
Любой вариант осуществления настоящих способов и устройств может состоять или, по сути, состоять, а не включать/содержать/вмещать/иметь, из описанных этапов и/или конструктивных особенностей.
Подробности, связанные с данными и другими вариантами осуществления, представлены ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующие чертежи иллюстрируются в качестве примера и не предназначены для ограничения. Упоминание одинаковых позиций не обязательно указывает на одинаковую структуру. Точнее, упоминание одинаковых позиций может использоваться для указания аналогичных конструктивных признаков или признаков с аналогичными функциями. Чтобы не перегружать фигуры, каждый конструктивный признак каждого варианта осуществления указан не на каждой фигуре, на которой представлен данный вариант осуществления.
Фиг.1 показывает вариант участка устройства, предназначенного для введения в анатомическую структуру, на стадии создания, при этом свободные концы нитей расположены на одном конце устройства; сверху в центральной части фигуры показан хомут, который удерживает устройство на подстилающей поверхности и не является частью устройства.
Фиг.2 показывает вариант участка устройства, предназначенного для введения в анатомическую структуру на стадии создания, при этом половина свободных концов нитей заплетена обратно, а другая половина осталась с одного конца устройства.
Фиг.3 показывает вариант участка устройства после сплетения, показанного на фиг.1, и обратного заплетения, показанного на фиг.2, и содержит количество соединяющих структур, равное количеству использованных для его создания нитей, в частности, одна соединяющая структура сварена лазерным лучом с каждой из шести различных пар концевых частей нитей устройства, по существу размещенных на одной линии (для каждой из шести соединяющих структур).
Фиг.4А и 4В показывают варианты участков других устройств, аналогичных устройству, показанному на фиг.3.
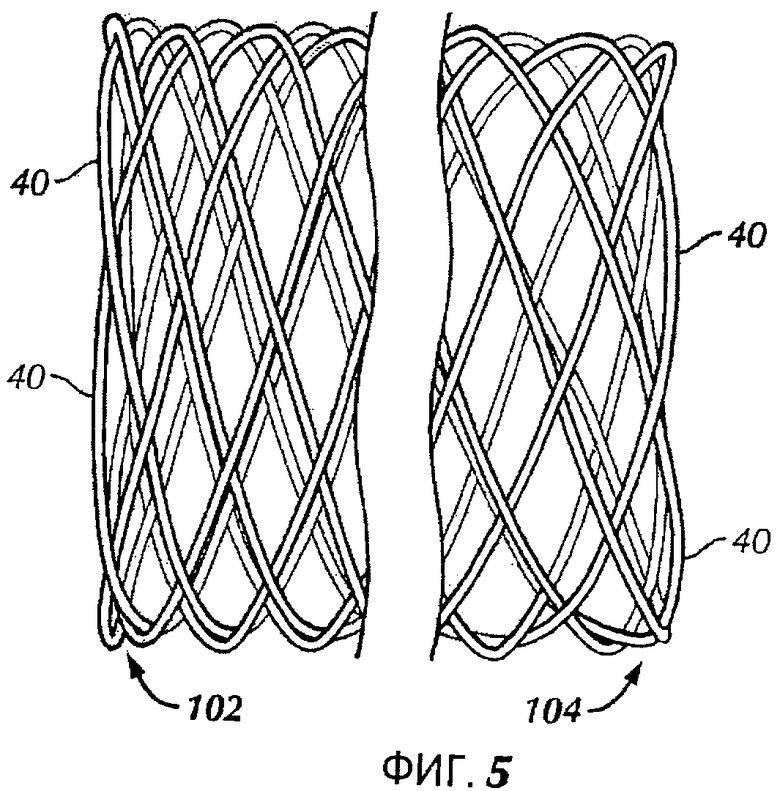
Фиг.5 показывает конфигурацию концов устройства (и сходство ограничивающих их изгибов нитей), подобного устройству, показанному на фиг.3 и 4.
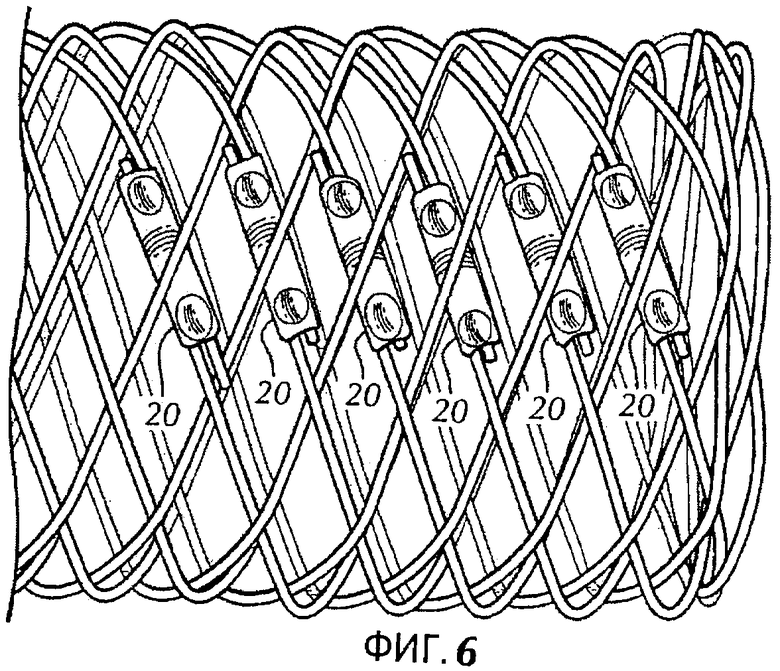
Фиг.6 показывает вариант участка устройства, имеющего соединяющую структуру, расположенную по осевой линии и скрепляющую два концевых участка нитей, расположенных внахлест.
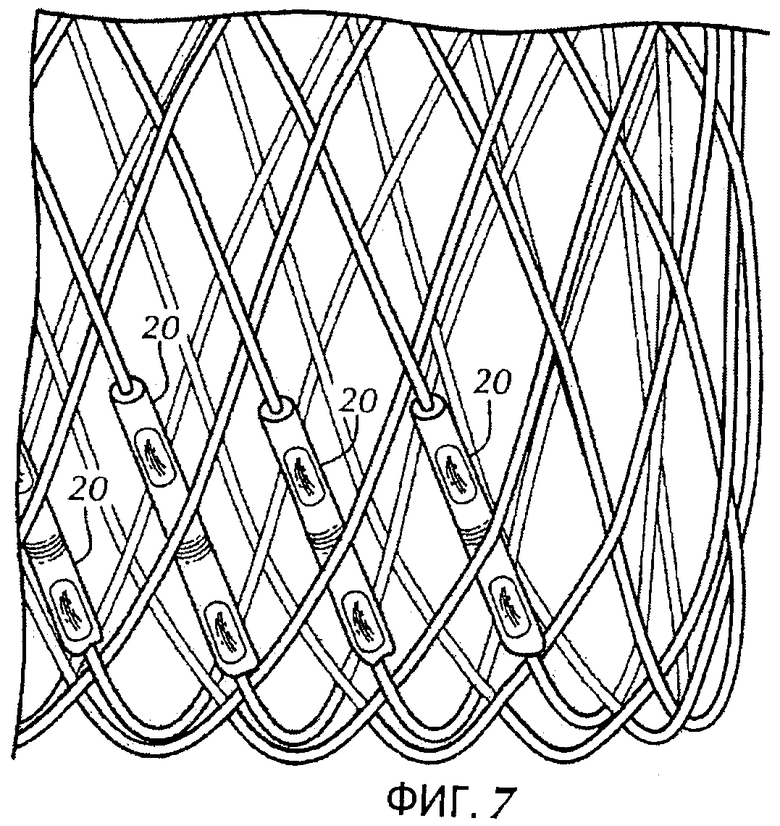
Фиг.7 показывает вариант участка устройства, имеющего соединяющую структуру, расположенную по осевой линии и скрепляющую концевые участки нитей, каждый из которых по существу расположен на осевой линии.
Фиг.8 показывает вариант участка устройства, подобного устройству, показанному на фиг.6, за исключением того, что соседние соединяющие структуры размещены отдельно друг от друга по периферии устройства, при этом выделены две самые дальние из показанных соединяющих структур.
Фиг.9 показывает вариант участка устройства подобного устройству, показанному на фиг.7, за исключением того, что соседние соединяющие структуры размещены отдельно друг от друга по длине окружности устройства.
Фиг.10А изображает одну соединяющую структуру, скрепляющую два концевых участка нити, по существу расположенных на одной линии.
Фиг.10В изображает одну соединяющую структуру, скрепляющую два концевых участка нити, расположенных внахлест друг к другу.
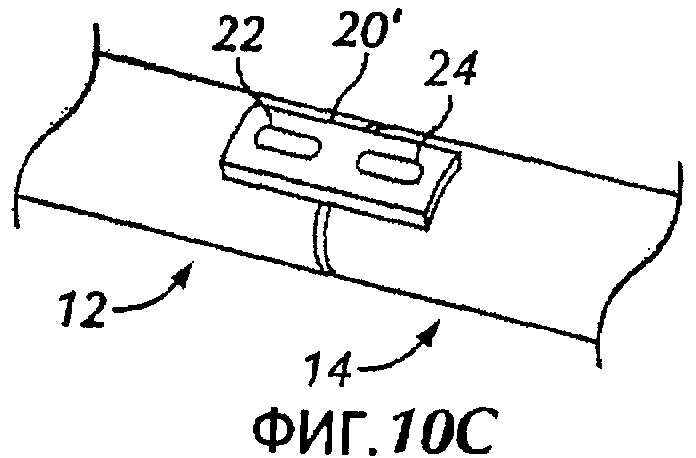
Фиг.10С изображает еще один вариант осуществления соединяющей структуры, скрепляющей два концевых участка нити, по существу расположенных на одной линии.
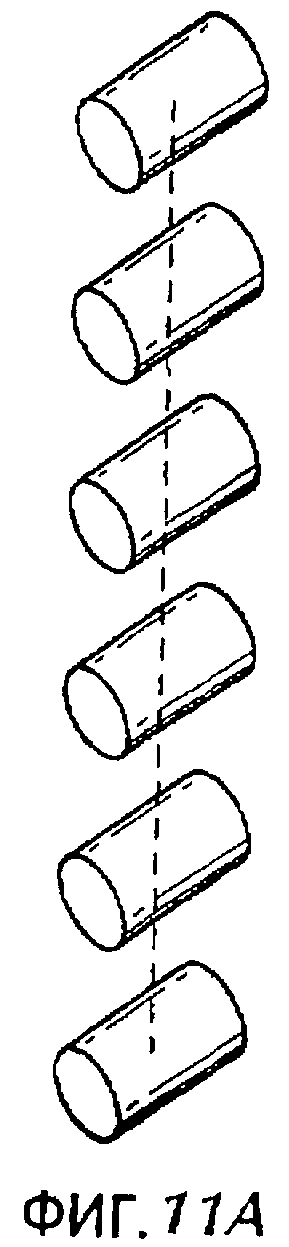
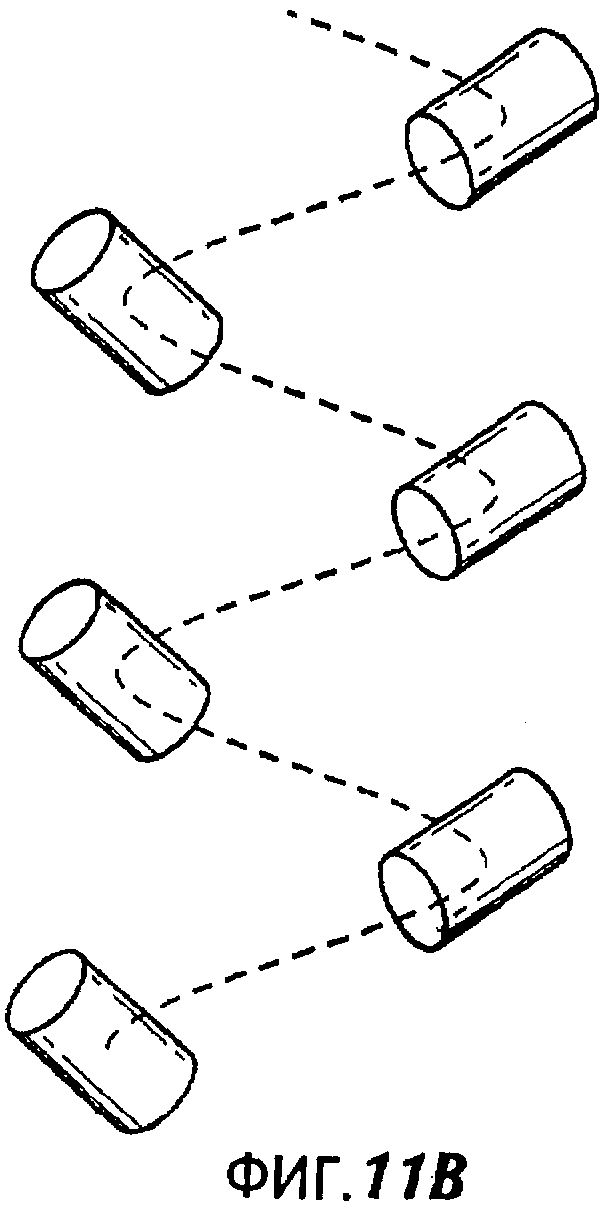
Фиг.11А и 11В представляют собой схематично представленное изображение различных вариантов размещения соединяющих структур для такого устройства, как плетеный стент.
Фиг.12 показывает вариант лазерной сварочной системы, которая может быть использована для создания устройств, показанных на фиг.2-9.
Фиг.13 представляет собой таблицу, представляющую пример значений внутреннего диаметра, внешнего диаметра и длины нитиноловых соединяющих структур, которые могут быть использованы для заданной величины диаметра нитиноловой проволоки заданного размера шестинитевого плетеного стента, и далее представляет пример установок для сварочной системы LASAG, идентифицированной ниже (кубический фут в час в стандартных условиях).
Фиг.14А иллюстрирует определенные параметры области сварки, созданной сваркой, которая прикрепляет указанную соединяющую структуру к указанной нити.
Фиг.14В представляет собой таблицу, содержащую примеры значений параметров, указанных на фиг.14А, и другие параметры стента, созданного в соответствии с настоящим способом.
ОПИСАНИЕ ИЛЛЮСТРИРУЕМЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Термины «включать» и любые производные от включать, такие как «включает» и «включающий», «иметь» и любые производные от иметь, такие как «имеет» и «имеющий», «вмещать» и любые производные от вмещать, такие как «вмещает» и «вмещающий», и «содержать», и любые производные от содержать, такие как «содержит» и «содержащий», являются открытыми глаголами-связками. В результате устройство или способ, которые «включают», «имеют», «вмещают» или «содержат» один или несколько элементов, обладают этими одним или несколькими элементами, но не ограничены обладанием только этими одним или несколькими элементами или стадиями. Также как элемент устройства или стадия способа, которые «включают», «имеют», «вмещают» или «содержат» одну или более особенности, обладают этими одной или более особенностями, но не ограничены обладанием только этими одной или более особенностями. Кроме того, структура, сконфигурированная определенным способом, по меньшей мере, должна быть сконфигурирована этим способом, но может быть также сконфигурирована не определенным точно способом или способами.
Любой вариант осуществления любого из настоящих способов и устройств может состоять или, по сути, состоять, а не включать/содержать/вмещать/иметь, из описанных этапов и/или конструктивных особенностей. Таким образом, и в качестве примера, в то время как некоторые варианты осуществления настоящих способов включают приваривание соединяющей структуры к первому концевому участку нити устройства, сконфигурированного для введения в анатомическую структуру, и приваривание соединяющей структуры ко второму концевому участку нити устройства, при этом соединяющая структура не является нитью устройства, и устройство содержит одну или несколько нитей, которые содержат никель и титан, другие варианты осуществления, по сути, состоят или состоят из приваривания соединяющей структуры к первому концевому участку нити устройства, сконфигурированного для введения в анатомическую структуру, и приваривания соединяющей структуры ко второму концевому участку нити устройства, при этом соединяющая структура не является нитью устройства, и устройство содержит одну или несколько нитей, которые содержат никель и титан.
Термины «по существу» или «приблизительно» определяются, по меньшей мере, как близкий к заданному значению или состоянию (предпочтительно в пределах 10%, более предпочтительно в пределах 1% и наиболее предпочтительно в пределах 0,1%).
Настоящие способы могут использоваться для скрепления двух нескрепленных концов нитей устройства, сконфигурированного для введения в анатомическую структуру. Начальный процесс, используемый для создания устройства, может заключать сварку - как технику сварки, раскрытую в патентах США № 6,792,979 и 7,048,14, включенных в данное описание путем ссылки, или любые другие процессы, которые приводят к скреплению, по меньшей мере, двух нескрепленных концов нитей. При использовании сварки подходящей оплеточной машиной, которую можно использовать, является Steeger 24 Carrier Horizontal Fine Wire Carrier Braider HS 140-24-IH, производимой Steeger США (Спартанбург, Южная Калифорния). Устройство может быть создано из одной или нескольких нитей и может иметь множество конфигураций, таких как стент (например, один с двумя концами или многоногий стент с более чем двумя концами), обтуратор или фильтр. Концы нитей могут скрепляться с соединяющей структурой, которая содержит проходное отверстие (такое как маленький канал), в который могут вставляться концы нитей с противоположных сторон и которые привариваются (например, лазерной сваркой), к концевым участкам нитей, вставленным в нее. Однако не нужно, чтобы соединяющая структура охватывала концы нитей, как делает маленький канал. Вместо этого в других вариантах осуществления соединяющая структура может включать плоскую полоску, к которой прикрепляются концы нитей, или полоску с контуром, как у участка маленького отверстия. Кроме того, хотя лазерная сварка обсуждается ниже как предпочтительная соединяющая технология, могут использоваться и другие технологии, включая (но, не ограничиваясь) электронно-лучевую сварку, контактную электросварку, сварку вольфрамовым электродом в инертном газе, сварку плавящимся электродом в инертном газе, обжатие, пайку легкоплавким припоем, пайку твердым припоем и склеивание.
Соединяющая структура может быть сделана из такого же материала, как концевой участок нити, к которой она прикрепляется (например, никель-титановая соединяющая структура может использоваться для соединения вместе двух никель-титановых концевых участков нитей), или она может быть сделана из другого материала или материалов (например, соединяющая структура из нержавеющей стали может использоваться для соединения вместе двух никель-титановых концевых участков нитей).
В вариантах осуществления, в которых плетение производилось из никель-титановой проволоки (никель - 56,0 процентов от общего веса композиции; титан - оставшаяся часть композиции), и завершено начальное плетение, устройство (при желании, с сердечником, на котором оно формировалось) может быть подвергнуто термической обработке в соответствии с информацией в Таблице 1 ниже.
Устройство может иметь свободные концы нитей, расположенные на некоторых или на всех концах устройства во время тепловой обработки в данном режиме. Фиг.1 показывает вариант устройства 100, которое имеет одну или несколько нитей и предназначено для введения в анатомическую структуру. Устройство 100, которое представляет собой стент, было создано плетением в соответствии со способом, раскрытым в патенте США № 7018401, из шести нитей (проволок), которые обладают двенадцатью половинами 10. Не существует свободных концов нитей на не показанном конце устройства 100. Каждая половина нити была прикреплена (см. фиг.3) только к одной другой половине нити (которая относится или к той же, или к другой нити).
После данной тепловой обработки устройство может быть немедленно остужено в деионизированной воде до охлаждения. Далее, свободные концы нитей устройства могут быть, при желании, обратно заплетены и затем прокалены в соответствии с информацией в той же таблице и немедленно остужены в деионизированной воде до охлаждения. Фиг.2 показывает устройство 100 после того, как половина двенадцати свободных концов нитей была обратно заплетена.
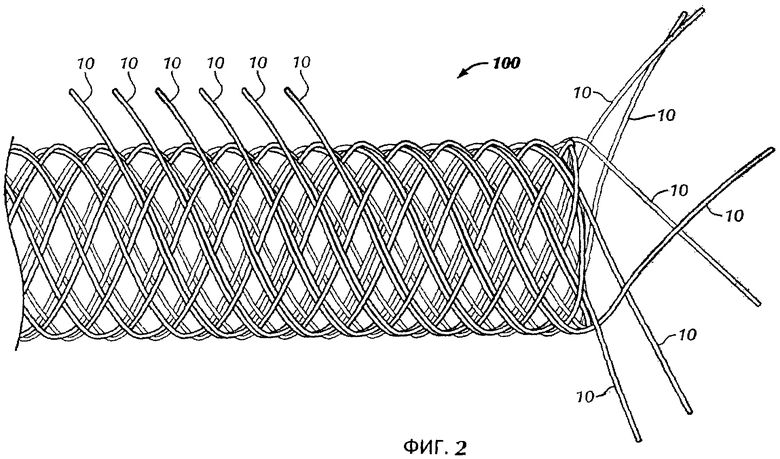
Далее, одна или более соединительных структур (например, соединительная структура, содержащая никель и титан, например 55,8 процентов от общего веса композиции никель и титан оставшаяся часть композиции) могут быть присоединены к концевым участкам нитей сплетенного устройства в любом желаемом месторасположении по длине устройства. Перед тем, как установить соединяющую(ие) структуру(ы) в устройство, может быть вставлен сердечник таким образом, чтобы точно был выставлен внутренний диаметр устройства. Как только соединяющие структуры установлены по желанию, они могут быть прикреплены к концевым участкам нитей любой подходящей техникой, такой как лазерная сварка (которая более детально описана ниже). Фиг.3-4В показывают примеры устройства 100 после того, как соединяющие структуры 20 были введены в контакт с парой концевых участков нитей и затем приварены к данным концевым участкам нитей, с использованием лазерной сварки, как описано ниже. Фиг.5 изображает два конца 102 и 104 устройства варианта устройства 100, созданного с помощью плетения, обратного плетения и техники скрепления соединяющими структурами, что привело к производству устройства, показанного на фиг.1-4В и 6-9, и показывает, что каждый из концов 102 и 104 устройства (конец устройства 104 представляет собой ближайший конец устройства к использованным соединяющим структурам) определяется изгибом нитей 40 (не все из которых показаны), имеющих по существу подобную форму.
Как показано на фиг.3 и 4А, в некоторых вариантах осуществления соединяющая структура, ближайшая к конкретному концу устройства (например, крайняя справа соединяющая структура 20, показанная на данных фигурах), может быть отделена от этого конца устройства, по меньшей мере, одним или большим пересечением нитей. В варианте осуществления, показанном на данных фигурах, крайняя справа соединяющая структура 20 отделена от конца устройства, по меньшей мере, тремя пересечениями нитей (которые изображены круговыми значками 30) по линии 40, которая по существу параллельна продольной оси 50 устройства 100. Крайняя справа соединяющая структура отделена от указанного конца устройства, по меньшей мере, одним или несколькими отверстиями устройства, в частности, по меньшей мере, тремя отверстиями устройства (отверстия 45 устройства обведены контуром на фигурах, чтобы показать, что такие отверстия (также называемые ячеистые отверстия) определяются пересечениями нитей, в частности пересечением четырех нитей, за исключением концевых рядов отверстий устройства, которые определяются только тремя пересечениями нитей (так, все отверстия устройства варианта устройства 100, показанного на фигуре, определяются, по меньшей мере, тремя пересечениями нитей)). Кроме того, данная крайне правая соединяющая структура формирует четвертое от указанного конца устройства пересечение 30 нитей по линии 40 и располагается под нитью устройства 10, проходящей над ним. Каждая из других соединяющих структур 20 также располагается под нитью устройства 10, проходящей над ним. Перед скреплением концы нитей, к которым указанная соединяющая структура прикрепляется, могут быть обрезаны (если необходимо) таким образом, чтобы они были расположены по существу по центру под нитью, проходящей над соединяющей структурой; следовательно, соединяющая структура будет по существу частично расположена в центре их пересечения, как реально показано на фиг.3-4В для соединяющих структур 20.
Используемые соединяющие структуры (для стентов, количество соединяющих структур будет предпочтительно равно количеству нитей) могут быть аксиально расположены на одной линии, как соединяющие структуры, показанные на фиг.3, 4А, 4В, 6 и 7, или они могут быть расположены отдельно друг от друга по оси и располагаться по окружности устройства, как соединяющие структуры 20, показанные на фиг.8 и 9. Резаком, используемым для обрезания концов нитей, может быть Резак торговой марки Erem® Модель 576ТХ (карбидовый резак) или 503ETST (карбидовый резак с поперечной головкой), который поставляется Cooper Hand Tools (Cooper Industries, LLC). Учитывая маленький размер устройства, в процессе обрезания концов нитей и установки соединяющей структуры может быть использован микроскоп.
Примеры соединяющих структур для объединения или соединения двух концов нитей, которые могут быть от разных нитей или от одной нити, и пример расположения концевых участков нитей, скрепляемых ими, показан на фиг.10А-10С. Фиг.10А показывает соединяющую структуру 20, прикрепленную к концевому участку 12 и 14 нитей с помощью стыкового соединения или стыковой конфигурации, в результате данного расположения концевые участки 12 и 14 нитей по существу расположены на одной линии друг с другом. Соединяющая структура 20 прикрепляется сваркой к концевому участку 12 нити, что образует первый участок 22 сварки и прикрепляется сваркой к концевому участку 14 нити, что образует второй участок 24 сварки. Как показано, первый участок 22 сварки не связан со вторым участком 24 сварки другим участком сварки; два участка сварки размещены отдельно друг от друга и разделены. Кроме того, два концевых участка нитей, показанные на этих фигурах, не находятся в прямом контакте друг с другом (есть небольшой пробел между их концами), хотя в других вариантах осуществления они находятся в прямом контакте друг с другом. Вариант соединяющей структуры 20, показанный на фиг.10А, имеет проходное отверстие, которое существует перед прикреплением соединяющей структуры к любому концевому участку нити, и проходное отверстие установлено по размеру, чтобы принять одну нить устройства.
Фиг.10В показывает соединяющую структуру 20, прикрепленную к концевым участкам 12 и 14 нитей с помощью соединения внахлест или конфигурации внахлест; данная конфигурация также может называться наложение. В результате два концевых участка нити располагаются рядом друг с другом вместо конец-в-конец. Хотя в этом варианте осуществления показан небольшой промежуток между ними, в других вариантах осуществления между ними присутствует прямой контакт бок о бок. Два участка 22 и 24 сварки имеют такие же особенности, как у участков сварки варианта осуществления на фиг.10А, они не связаны друг с другом другим участком сварки; они расположены отдельно друг от друга и отделены. Хотя места сварки, которые образуют два участка сварки, схематично показанные на фиг.10В, направлены только на один концевой участок нитей каждое, они оба могут быть применимы к обоим концевым участкам нитей, как было показано для мест сварки, образовавших участки сварки на примере фиг.6. Вариант соединяющей структуры 20, показанной на фиг.10В, имеет проходное отверстие, существовавшее перед прикреплением соединяющей структуры к любому концевому участку нити, и проходное отверстие установлено по размеру, чтобы принять две нити устройства.
Фиг.10С показывает еще один вариант осуществления одной из настоящих соединяющих структур, соединяющей структуры 20,, которая прикреплена к первому концевому участку 12 нити и ко второму концевому участку 14 нити двумя местами сварки, которые образуют первый и второй участки 22 и 24 сварки. Соединяющая структура 20, не имеет проходного отверстия; вместо этого она сконфигурирована как участок трубчатой конструкции (например, как арочная накладка, хотя в других вариантах осуществления накладка плоская).
Фиг.11А является схематичным изображением, показывающим, что соединяющие структуры 20 для указанного устройства могут аксиально располагаться по одной линии. Фиг.11В показывает, что они могут располагаться по спирали, то есть с односторонним их аксиальным смещением друг от друга по окружности (с интервалом в 60 градусов).
Для плетеных стентов, изготовленных из нитиноловых проволок (56,0 процентов от общего веса композиции никель и титан оставшаяся доля композиции), соединяющие структуры, изготовленные из того же типа нитинола (55,8 процентов от общего веса композиции никель и титан оставшаяся доля композиции), могут использоваться для соединения концов различных нитей с использованием лазерной сварки, такой как импульсная лазерная сварка. Пример подходящей системы лазерной сварки показан на фиг.12 и содержит LASAG импульсный Nd:YAG (Неодимовый:Иттриевый Алюминиевый Гранат) «EasyWelder» лазерная система из серии SLS 200 (LASAG, Швейцария).
Для стента, изготовленного из шести нитиноловых проволок (никель - 56,0 процентов от общего веса композиции; титан - оставшаяся доля общей композиции), могут быть использованы шесть нитиноловых соединяющих структур (никель - 55,8 процентов от общего веса композиции; титан - оставшаяся доля общей композиции). Таблица на фиг.13 представляет пример значений внутреннего диаметра, внешнего диаметра и длины нитиноловых соединяющих структур, которые могут быть использованы для заданной величины диаметра нитиноловой проволоки для заданного размера шестинитевого плетеного стента, и далее представляет пример установок для сварочной системы LASAG, идентифицированной ниже (стандартный кубический фут в час в стандартных условиях).
Далее следует описание способа прикрепления соединяющих структур к парам проволочных концевых участков термически обработанного в соответствии со способом, описанным выше, шестипроволочного плетеного нитинолового стента с помощью процесса, который хотя бы частично автоматизирован (а в других вариантах осуществления автоматизирован полностью) с использованием сварочной системы LASAG, описанной выше.
Стент был частично заплетен назад (например, вручную), что означает, что шесть из 12 проволочных концов вплетены обратно в стент.
Начиная с любого подходящего пересечения проволок (например, четвертого или пятого пересечения проволок от конца, который был обратно заплетен), проволочные концы обрезаются, как было описано выше, таким образом, чтобы концы проволок вошли в контакт под пересекаемой проволокой.
Соединяющие устройства надеваются на проволочные концы и центрируются по пересекаемой проволоке, в то время как внутренний диаметр стента точно выставлен с помощью сердечника.
Соединяемый участок стента прикрепляется к сердечнику с помощью пружинного зажима для предотвращения взаимного смещения между стентом и сердечником, чтобы точно выставить внутренний диаметр стента и соблюсти соответствующее расположение проволочных концевых участков внутри соединяющей структуры.
Собранный и закрепленный на сердечнике стент затем помещается в лазерную сварочную установку, и первая соединяющая структура устанавливается на одной прямой с горизонтальным визиром на визуальном экране установки.
Активизируется сварочная программа для размеров свариваемого стента (примеры приводятся ниже).
У оператора запрашивается выставление визира на одну линию с верхним левым углом соединения. Выставив на одну линию, оператор нажимает стартовую клавишу, и создается левый сварочный шов. Далее установка перемещается, и запрашивает у оператора выставление визира на одну линию с верхним правым углом. Выставив на одну линию, оператор нажимает стартовую клавишу, и создается правый сварочный шов. Затем установка перемещается к верхнему левому углу второго соединения и процесс повторяется. Все повторяется, пока все 12 сварок не будут закончены.
Параметры для свариваемого участка 24 заданной соединяющей структуры 20 одного из настоящих устройств (конкретно плетеного стента, как показанный на фиг.1-4В) указаны на фиг.14А, и пример значений этих параметров описан на фиг.14В. Ниже Таблица 2 приводит пример значений параметров трубчатой соединяющей структуры в соответствии с «Кодом Соединяющей Структуры», описанных на фиг.14В.
Если не описано другое, допустимыми отклонениями для значений на фиг. 14В являются следующие: Х.=±1; .Х=±,5; .ХХ=±,25; .ХХХ=±,125. Если не описано другое, допустимыми отклонениями для значений в Таблице 2 являются следующие: .Х=±,030; .ХХ=±,010; .ХХХ=±,005.
Так, взяв первый ряд фиг.14В в качестве примера, заданный стент с внутренним диаметром 4,0 мм и длиной 40 мм, изготовленный из нитиноловых проволок (как те, что описаны выше), имеющих 0,006 дюйма в диаметре, мог быть изготовлен с трубчатыми соединяющими структурами (код -01), каждая из которых имеет внутренний диаметр 0,0070 дюйма, наружный диаметр 0,0100 дюйма и длину 0,070 дюйма, с параметрами А, В и С участка сварки, произведенной с помощью лазерной сварки, который скрепляет эту соединяющую структуру с одной из конкретных проволок, имеющего параметры А=0,010 дюйма, В=0,005 дюйма и С=0,010 дюйма.
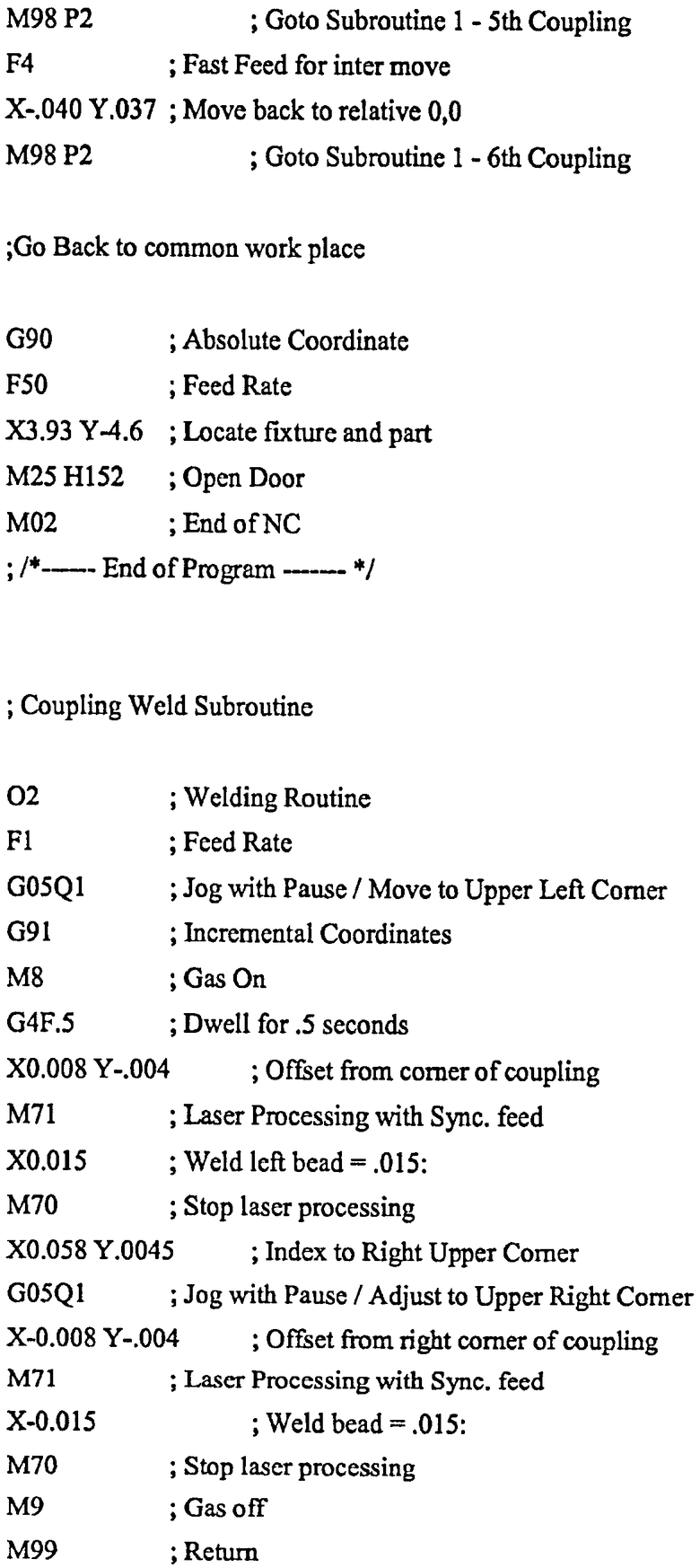
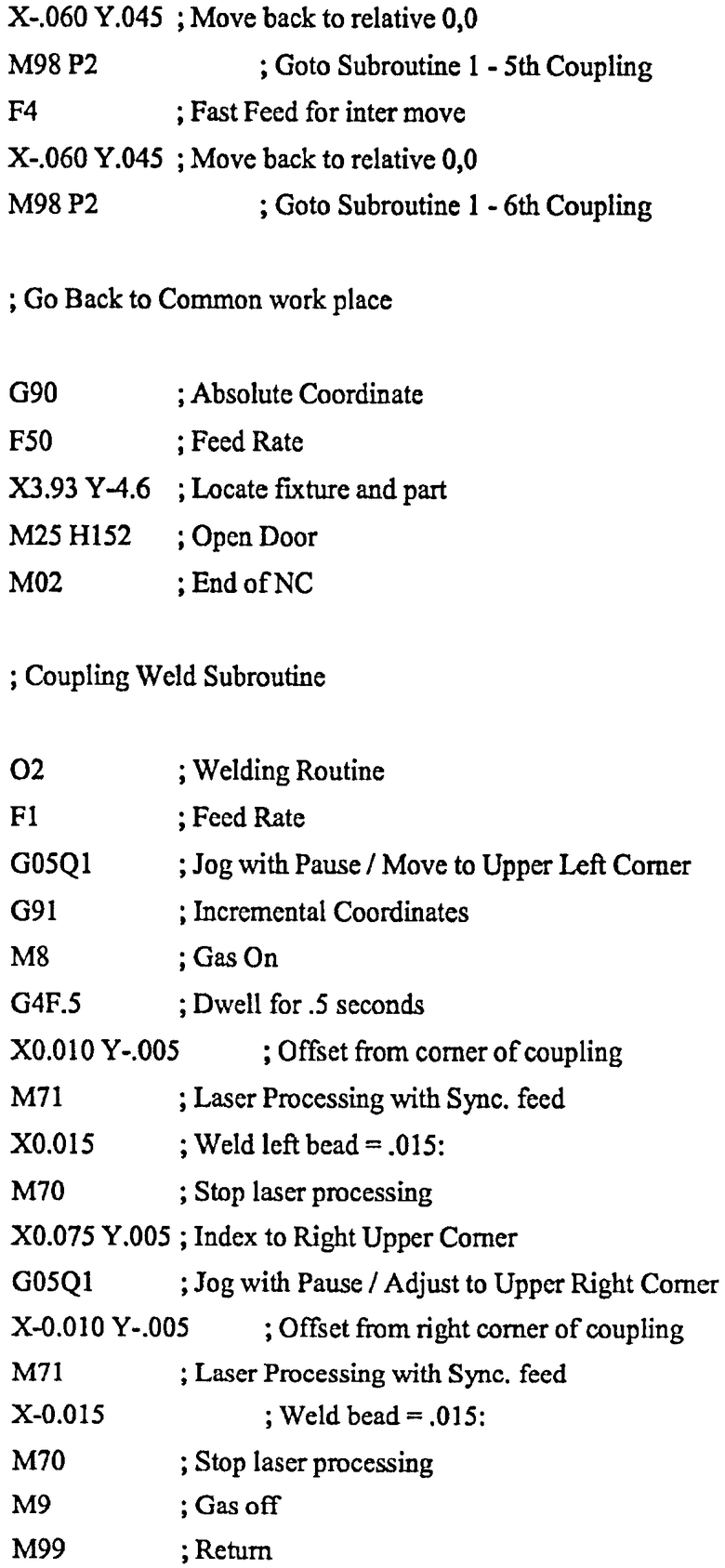
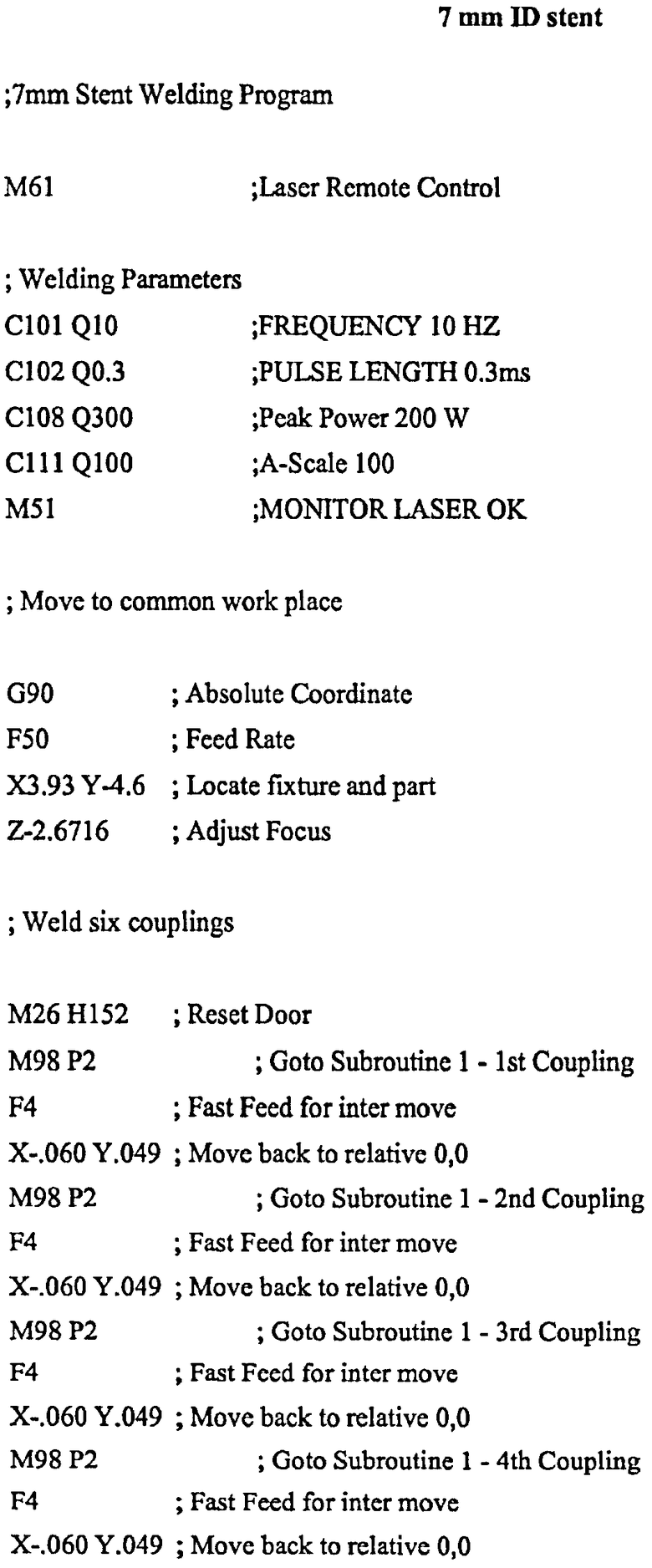
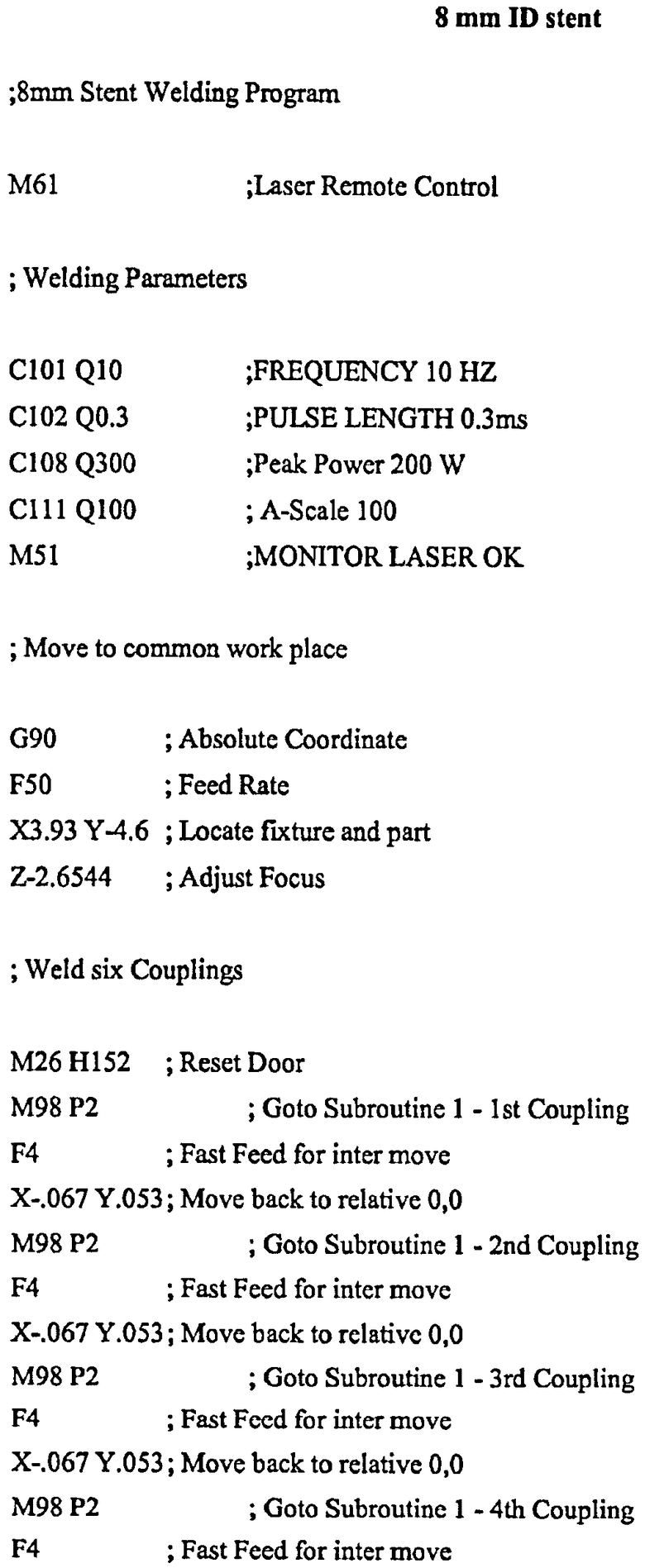
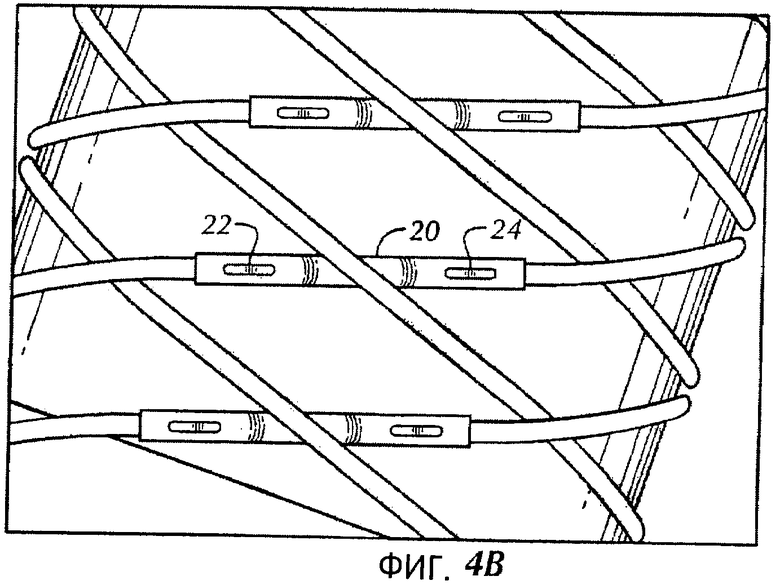
Следующие последовательности, написанные стандартным в отрасли цифровым кодом, могут быть использованы для программирования сварочной системы LASAG, указанной выше, для применения в создании соединений встык, использующихся описанными выше соединяющими структурами для нитиноловых стентов различных размеров (получаемых при использовании никель-титанового сплава, описанного выше), перечисленных перед каждой следующей последовательностью:









Должно подразумеваться, что настоящие способы и создаваемые с их помощью устройства не предназначены для ограничения конкретными формами изобретения. Предпочтительно они охватывают все модификации, эквиваленты и варианты, подпадающие под объем притязаний формулы изобретения. Например, несмотря на то, что устройства, иллюстрируемые в фигурах, сплетены из множества нитей, в других вариантах осуществления настоящие способы могут быть применены для устройств, сплетенных или, другими словами, созданных только из одной нити материала (такого как нитиноловая проволока). Более того, несмотря на то, что в фигурах показаны стенты, другие устройства, подходящие для размещения в анатомической структуре, такие как фильтры и обтураторы, могут иметь свободные концы нитей, объединенные в соответствии с настоящими методами.
Формула изобретения не должна интерпретироваться как содержащая ограничения средство-плюс- или стадия-плюс-функция, если такое ограничение не указано ясно в изложенной формуле изобретения использованием фраз «средство для» или «стадия для» соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ САМОРАСШИРЯЮЩЕГОСЯ СТЕНТА | 2007 |
|
RU2593980C2 |
| УСТРОЙСТВО ДЛЯ ПРОДВИЖЕНИЯ СТЕНТОВ | 2007 |
|
RU2599873C2 |
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ ПРОДВИЖЕНИЯ СТЕНТОВ | 2007 |
|
RU2454974C2 |
| СИСТЕМА ДОСТАВКИ СТЕНТА С УЗЛОМ ТОЛКАТЕЛЯ | 2011 |
|
RU2564085C2 |
| МАГНИТОНАВИГАЦИОННАЯ КАТЕТЕРНАЯ СИСТЕМА ДЛЯ СОЗДАНИЯ ЭНДОВАСКУЛЯРНЫХ МЕЖСОСУДИСТЫХ АНАСТОМОЗОВ | 2018 |
|
RU2662414C1 |
| УСТРОЙСТВО РЕЖУЩЕГО БАЛЛОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2528966C2 |
| Способ изготовления сосудистого импланта из сплавов с эффектом памяти формы, сплетенного единой нитью | 2019 |
|
RU2727031C1 |
| МИКРОФИКСАТОРЫ ДЛЯ ФИКСАЦИИ УСТРОЙСТВ НА ТКАНЯХ ТЕЛА | 2013 |
|
RU2602682C2 |
| МНОГОСЛОЙНЫЕ ПЛЕТЕНЫЕ КОНСТРУКЦИИ ДЛЯ ОККЛЮЗИИ СОСУДИСТЫХ ДЕФЕКТОВ | 2007 |
|
RU2446773C2 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПОРОКОВ СЕРДЦА И ПЕРЕКРЫТИЯ ПРОСВЕТОВ КРОВЕНОСНЫХ СОСУДОВ | 2003 |
|
RU2221524C1 |










Изобретение относится к способам и структурам для скрепления концов нитей, таких как проволоки, устройств, применимых для размещения в анатомических структурах, и полученные в результате устройства. Примерами таких устройств могут служить плетеные саморасширяющиеся стенты. Способ формирования саморасширяющегося стента содержит изгиб множества нитей для образования первых изгибов нити и частей нити на обеих сторонах каждого первого изгиба нити, причем каждая часть нити имеет конец. Сплетание частей нити, включающее в себя изгиб для образования вторых изгибов нити. Обратное заплетание некоторых концевых участков нити. Прикрепление каждой из множества соединяющих структур к одной паре концевых участков нити. Количество соединяющих структур равно количеству нитей. Соединяющие структуры не являются нитями. Указанное прикрепление содержит расположение на одной линии пар концевых участков нити конец к концу. Саморасширяющийся стент содержит множество нитей и множество соединительных структур. Нити включают в себя, каждая, часть нити на обеих сторонах первого изгиба нити. Каждая часть нити имеет конец. Части нити сплетены. Некоторые части нити включают второй изгиб нити и заплетены назад. Пары концевых участков нити расположены на одной линии конец к концу. Соединительные структуры не являются нитями. Их количество равно количеству нитей. Каждая соединительная структура прикреплена к одной паре концевых участков нити. 2 н. и 34 з.п. ф-лы, 14 ил., 2 табл.
1. Способ формирования саморасширяющегося стента, содержащий изгиб множества нитей для образования первых изгибов нити и частей нити на обоих сторонах каждого первого изгиба нити, причем каждая часть нити имеет конец, сплетание частей нити, включающее в себя изгиб для образования вторых изгибов нити и обратное заплетание некоторых концевых участков нити, и прикрепление каждой из множества соединяющих структур к одной паре концевых участков нити, при этом количество соединяющих структур равно количеству нитей, соединяющие структуры не являются нитями, и указанное прикрепление содержит расположение на одной линии пар концевых участков нити конец к концу.
2. Способ по п.1, дополнительно содержащий термообработку стента перед обратным заплетанием некоторых концевых участков нити.
3. Способ по п.1 или 2, дополнительно содержащий термообработку стента после обратного заплетания некоторых концевых участков нити.
4. Способ по п.1, в котором сплетание частей нити является машинным сплетанием.
5. Способ по п.1 или 4, в котором обратное заплетание некоторых концевых участков нити является ручным заплетанием.
6. Способ по п.1, в котором прикрепление каждой соединяющей структуры к концевым участкам нити содержит ее приваривание к ним.
7. Способ по п.6, в котором приваривание каждой соединяющей структуры к концевым участкам нити содержит лазерную сварку.
8. Способ по п.6 или 7, в котором приваривание каждой соединяющей структуры к концевым участкам нити содержит формирование, по меньшей мере, двух не контактирующих друг с другом участков сварки.
9. Способ по одному из пп.1, 2, 4, 6, 7, дополнительно содержащий непосредственный контакт концевых участков нити с каждой соединяющей структурой до ее прикрепления к ним.
10. Способ по одному из пп.1, 2, 4, 6, 7, в котором обратное заплетание некоторых концевых участков нити содержит их прохождение, по меньшей мере, двумя пересечениями нити от конца стента.
11. Способ по одному из пп.1, 2, 4, 6, 7, дополнительно содержащий обрезку частей нити после их сплетания.
12. Способ по одному из пп.1, 2, 4, 6, 7, в котором концевые участки нити в каждой их паре являются концами различных нитей.
13. Способ по одному из пп.1, 2, 4, 6, 7, в котором концевые участки нити в каждой их паре являются концами одной нити.
14. Способ по одному из пп.1, 2, 4, 6, 7, в котором нити содержат Нитинол.
15. Способ по одному из пп.1, 2, 4, 6, 7, в котором соединяющие структуры содержат Нитинол.
16. Способ по одному из пп.1, 2, 4, 6, 7, в котором соединяющие структуры расположены по одной линии в осевом направлении стента.
17. Способ по одному из пп.1, 2, 4, 6, 7, в котором, по меньшей мере, две соединяющие структуры смещены относительно друг друга по периферии стента.
18. Способ по одному из пп.1, 2, 4, 6, 7, в котором количество нитей равно шести.
19. Способ по одному из пп.1, 2, 4, 6, 7, в котором первые изгибы нити имеют, по существу, аналогичную форму.
20. Способ по одному из пп.1, 2, 4, 6, 7, в котором вторые изгибы нити имеют, по существу, аналогичную форму.
21. Саморасширяющийся стент, содержащий множество нитей, включающих в себя, каждая, часть нити на обоих сторонах первого изгиба нити, причем каждая часть нити имеет конец, части нити сплетены, некоторые части нити включают второй изгиб нити и заплетены назад, пары концевых участков нити расположены на одной линии конец к концу, и множество соединительных структур, не являющихся нитями, количество которых равно количеству нитей, при этом каждая соединительная структура прикреплена к одной паре концевых участков нити.
22. Стент по п.21, в котором каждая соединяющая структура приварена к каждому концевому участку нити из их пары.
23. Стент по п.21, в котором соединяющие структуры расположены по одной линии в осевом направлении стента.
24. Стента по п.21, в котором соединяющие структуры отделены от конца стента, по меньшей мере, двумя пересечениями нити.
25. Стент по п.21, в котором концевые участки нити в каждой их паре отделены друг от друга.
26. Стент по одному из пп.21-25, в котором каждая соединяющая структура имеет проходное отверстие, в котором размещена пара концевых участков нити.
27. Стент по одному из пп.21-25, в котором каждая соединяющая структура содержит плоскую ленту.
28. Стент по одному из пп.21-25, в котором каждая соединяющая структура выполнена в виде дугообразной ленты.
29. Стент по одному из пп.21-25, в котором концевые участки нити в каждой их паре являются концами различных нитей.
30. Стент по одному из пп.21-25, в котором концевые участки нити в каждой их паре являются концами одной нити.
31. Стент по одному из пп.21-25, в котором, по меньшей мере, две соединяющие структуры смещены относительно друг друга по периферии стента.
32. Стент по одному из пп.21-25, в котором количество нитей равно шести.
33. Стент по одному из пп.21-25, в котором первые изгибы нити имеют, по существу, аналогичную форму.
34. Стент по одному из пп.21-25, в котором вторые изгибы нити имеют, по существу, аналогичную форму.
35. Стент по одному из пп.21-25, в котором нити содержат Нитинол.
36. Стент по одному из пп.21-25, в котором соединяющие структуры содержат Нитинол.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| СТЕНТ | 1993 |
|
RU2089131C1 |
| Внутрисосудистый каркас | 1990 |
|
SU1812980A3 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

