ОПИСАНИЕ
Область техники
Настоящее изобретение относится к способу соединения труб для создания подводного трубопровода.
Способ согласно настоящему изобретению содержит сварку обращенных друг к другу свободных концов двух смежных труб, выровненных по оси, с формированием кольцевой соединительной части, известной как отступ, и наложение защитного листа вокруг отступа.
Предшествующий уровень техники
Подводные трубопроводы включают множество труб, соединенных для получения длины, составляющей сотни километров. Трубы имеют обычно 12-метровую стандартную длину и относительно большие диаметры в пределах между 0,2 и 1,5 метра, и каждая труба содержит стальной цилиндр, первое покрытие из полимерного материала для защиты стальной трубы и, возможно, второе покрытие из торкрет-бетона или цемента для отягощения трубы. В некоторых вариантах применения трубы и подводные трубопроводы не требуют и поэтому не имеют второго покрытия.
Для сварки стальных цилиндров друг с другом противоположные свободные концы каждой трубы не имеют какого-либо первого или второго покрытия. Трубы соединяют на наземных установках с получением трубы из множества труб стандартной длины, а также на судах для укладки трубопровода, на которых трубы стандартной длины или трубы из множества труб стандартной длины соединяют с другими, в свою очередь, уже соединенными с другими трубами для формирования части подводного трубопровода.
Фактическая операция соединения содержит сварку стальных цилиндров обычно множеством сварочных проходов и смыкание первого и, возможно, второго покрытия. Поскольку кольцевой сварной шов формируют между двумя стальными цилиндрами, отступ без первого или второго покрытия по обе стороны сварного шва, образованный по существу свободными концами труб, проходит в осевом направлении между двумя концевыми частями первого покрытия и должен быть защищен покрытием.
Защитное покрытие отступа известно как "покрытие монтажного соединения" и содержит покрытие отступа тремя покрытиями для обеспечения защиты и адгезии покрытий к стальным цилиндрам. Более конкретно, защитное покрытие отступа содержит нагрев, например, индукционный нагрев отступа до 250°C, напыление на отступ порошковой эпоксидной смолы (связываемой плавлением эпоксидной смолы), которая в контакте с отступом формирует относительно тонкое первое покрытие или "праймер", напыление на отступ поверх первого покрытия модифицированного сополимера, который действует как связующее вещество и в контакте с первым покрытием формирует относительно тонкое второе покрытие, нанесение третьего так называемого "верхнего покрова" и затем смыкание второго покрытия, если необходимо.
Сварка, испытание сварного шва без разрушения и смыкание первого и второго покрытия выполняют на постах соединения, равномерно разнесенных вдоль линии труб или формируемого трубопровода, когда с ним соединяют трубы. Трубы, таким образом, продвигают поэтапно и останавливают на каждом посту соединения в течение отрезка времени, определяемого самой продолжительной операцией, которая в настоящее время является операцией нанесения третьего или верхнего покрытия.
Известные способы, в настоящее время используемые для нанесения третьего покрытия, включают следующее:
"сигаретное обертывание", содержащее нагрев, обмотку и сжатие множества тонких листов полимерного материала вокруг отступа на поверхности связующего второго покрытия;
"спиральное обертывание", содержащее нагрев, двойную намотку и сжатие ленты вокруг отступа поверх второго покрытия;
"газопламенное напыление" с использованием распылителя для горячего напыления для плавления и напыления полимера;
установку формы вокруг отступа и нагнетание жидкого полимера вокруг отступа поверх второго покрытия;
подготовку полимерной ленты, имеющей теплообжимный внешний защитный слой (третье покрытие) и связующий внутренний слой (второе покрытие), тепловое сокращение ленты, и плавление связующего внутреннего слоя таким образом, что лента прочно приклеивается к первому покрытию. Этот последний способ отличается от предыдущих способов одновременным нанесением второго и третьего покрытий.
Все указанные выше способы нанесения третьего покрытия занимают очень много времени. Более конкретно нанесение покрытия на большие отступы, такие как отступы на 48-дюймовых (диаметром около 1,2 метра) стальных цилиндрах, требует нанесения относительно длинного третьего покрытия, которое, кроме того, может иметь толщину до 5 мм и ширину до 400 мм. Другими словами, поскольку в большинстве случаев масса наносимого полимерного материала для формирования третьего покрытия относительно значительна, и третье покрытие должно быть достаточно пластичным при нанесении для достижения эффективной химической/механической адгезии ко второму покрытию, известные способы нанесения третьего покрытия не позволяют удовлетворительно уменьшить время нанесения покрытия.
Описание изобретения
Целью настоящего изобретения является создание способа соединения труб для формирования подводного трубопровода, содержащего наложение защитного листа вокруг отступа для устранения недостатков известных способов.
Согласно настоящему изобретению создан способ соединения труб для создания подводного трубопровода, содержащий сварку обращенных друг к другу свободных концов двух смежных труб, выровненных по оси, образующих отступ, и намотку защитного листа вокруг отступа, отличающийся тем, что защитный лист выдавливают вблизи отступа.
Выдавливание защитного листа вблизи отступа означает то, что он может накладываться на отступ, еще оставаясь в пластичном состоянии, и при такой температуре, которая обеспечивает достижение улучшенной, относительно быстрой адгезии к подстилающим покрытиям и к первому покрытию. Одинаковая температура по всему защитному листу означает, что весь отступ может быть покрыт одним защитным листом, выдавливаемым с пригодной толщиной.
Настоящее изобретение также относится к устройству для соединения труб для создания подводных трубопроводов.
Согласно настоящему изобретению создано устройство для соединения труб для создания подводного трубопровода, содержащее, по меньшей мере, один сварочный узел для сваривания противостоящих свободных концов двух смежных труб, выровненных по оси и образующих отступ, и узел нанесения покрытия для наматывания защитного листа вокруг отступа, отличающееся тем, что содержит экструдер для выдавливания защитного листа на посту соединения вблизи отступа.
Настоящее изобретение также относится к судну для укладки подводного трубопровода.
Согласно настоящему изобретению создано также судно для укладки подводных трубопроводов, содержащее устройство для соединения труб.
Краткое описание чертежей
Ограничивающий вариант осуществления настоящего изобретения ниже описан в качестве примера со ссылками на прилагаемые чертежи, на которых изображено следующее:
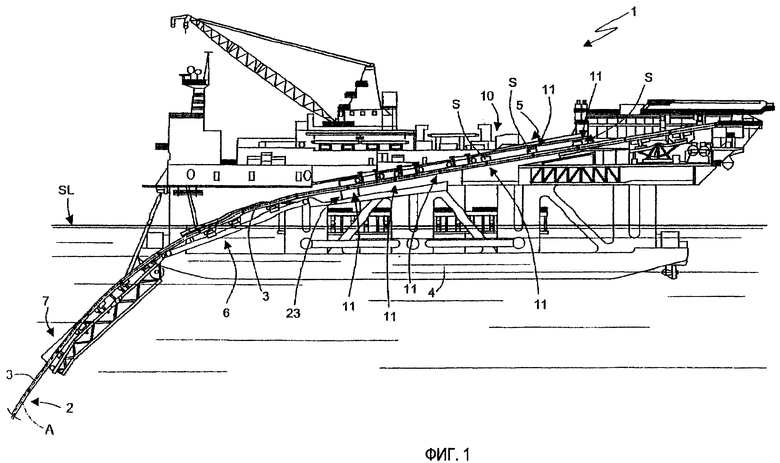
фиг. 1 изображает вид сбоку с удалением частей для ясности судна для укладки трубопровода, осуществляющего способ соединения труб согласно настоящему изобретению;
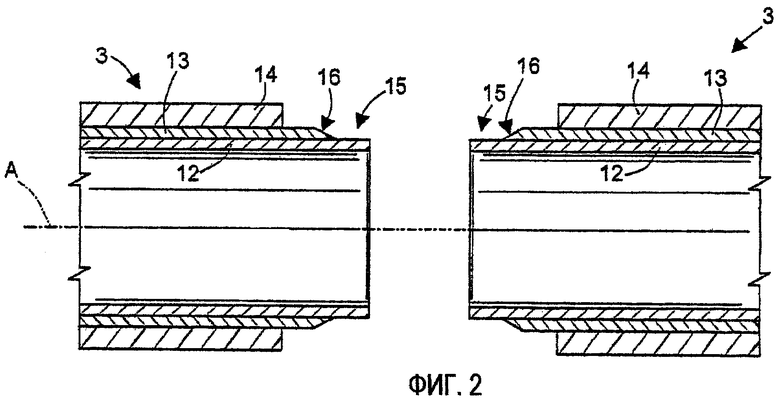
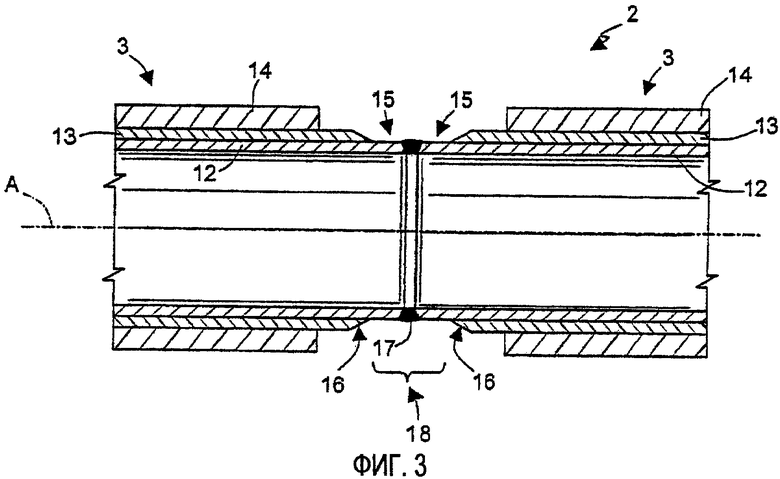
фиг. 2 и 3 - виды сечений с удалением частей для ясности труб на различных этапах соединения;
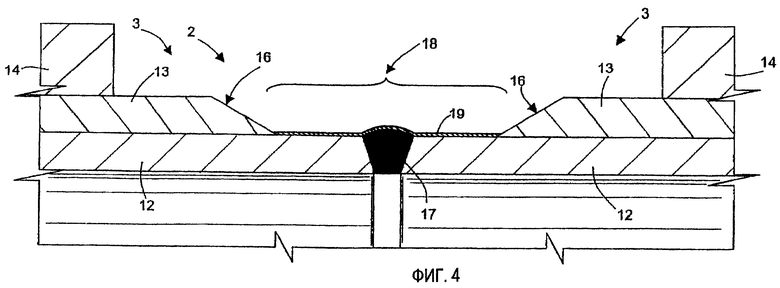
фиг. 4-7 - виды сечений в увеличенном масштабе с удалением частей для ясности труб на дальнейших этапах соединения;
фиг. 8 - вид сбоку частично в сечении и с удалением частей для ясности устройства для соединения труб, соответствующего настоящему изобретению;
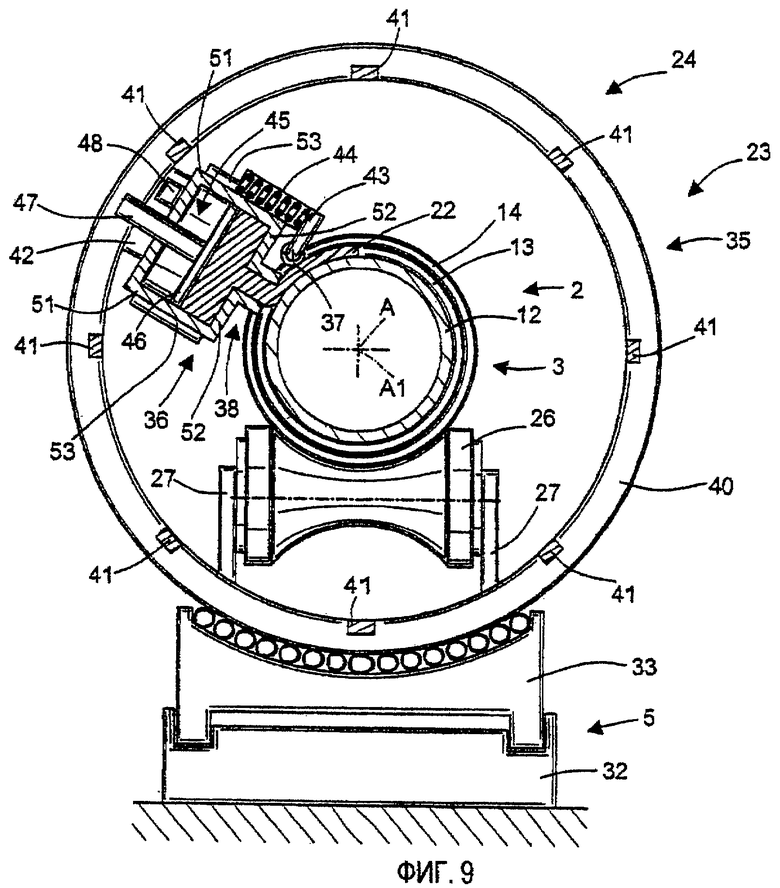
фиг. 9 - вид поперечного сечения, выполненного по линии IX-IX на фиг. 8, частично в сечении и с удалением частей для ясности устройства для соединения труб;
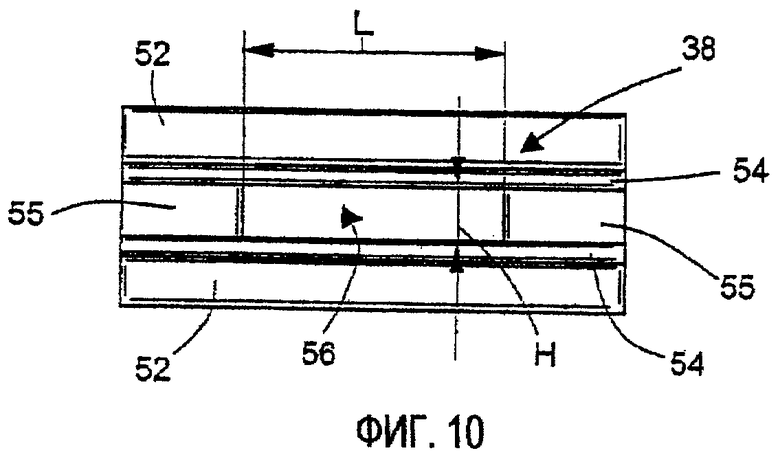
фиг. 10 - вид в плане в увеличенном масштабе с удалением частей для ясности составной части устройства для соединения труб, показанного на фиг. 9.
Лучший вариант осуществления изобретения
На фиг. 1 показано судно 1 для укладки трубопровода в процессе создания и укладки в море (SL указывает уровень моря) подводного трубопровода 2, содержащего трубы 3, соединенные друг с другом. Судно 1 содержит корпуса 4, надводный туннель 5, частично надводную внутреннюю рампу 6, подводную внешнюю рампу 7 и рабочую линию 10, проходящую вдоль туннеля 5 и надводной части внутренней рампы 6.
Частично сформированный подводный трубопровод 2 и трубы 3, готовые для соединения с ним, проходят вдоль оси рабочей линии 10, которая содержит множество постов 11 соединения, равномерно разнесенных вдоль оси A, каждый из которых предназначен для выполнения заданной операции, такой как сварка, испытание без разрушения или смыкание покрытия.
Расстояние между смежными постами 11 соединения равно стандартной длине около 12 метров каждой трубы 3 или множества труб стандартной длины, когда осуществляют соединение по линии 10 множества труб 3 стандартной длины, соединенных предварительно на наземных установках сооружениях или автономно на судне.
Как показано на фиг. 2, каждая труба 3 содержит стальной цилиндр 12, первое покрытие 13, выполненное обычно из полиэтилена или полипропилена и контактирующее со стальным цилиндром 12 для защиты его от коррозии, и второе покрытие 14 из торкрет-бетона или цемента для отягощения подводного трубопровода 2.
В альтернативном варианте осуществления изобретения, который не показан, трубы не имеют второго покрытия.
Каждая труба 3 имеет два противоположных свободных конца 15 (только один показан на фиг. 2-6) без первого покрытия 13 и без второго покрытия 14, и первое покрытие 13 имеет наклонную поверхность 16 на каждом свободном конце 15.
Две последовательные трубы 3, выровненные по оси (фиг. 2), расположены так, что их свободные концы 15 параллельны, обращены друг к другу и находятся вблизи друг друга, трубы 3 сваривают, возможно, множеством сварочных проходов, на последовательных постах 11 соединения для формирования кольцевого сварного шва 17 между трубами 3 (фиг. 3). Как показано на фиг. 3, две сваренные трубы 3 формируют отступ 18, проходящий вдоль оси A между двумя последовательными наклонными поверхностями 16 первого покрытия 13 и вдоль кольцевого сварного шва 17.
В дополнение к сварке цилиндров 12, соединение труб 3 также содержит смыкание первого покрытия 13 и второго покрытия 14. Смыкание первого покрытия 13 содержит обработку поверхности (дробеструйное упрочнение) отступа 18, индукционный нагрев отступа 18 до 250°C и наложение первого покрытия 19, второго покрытия 20 и третьего покрытия 21 из полимерного материала на отступ 18 в быстрой последовательности.
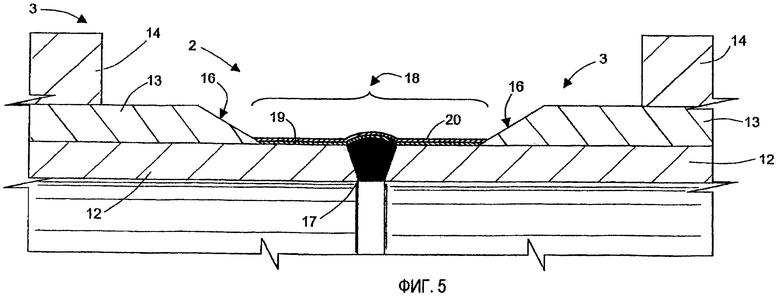
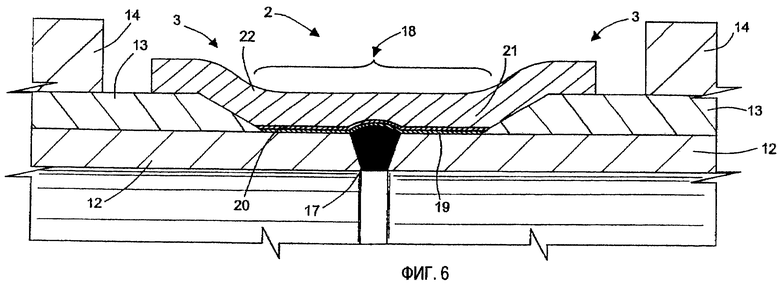
Как показано на фиг. 4, первое покрытие 19 имеет толщину 100-500 мкм и выполнено из эпоксидной смолы (связываемой плавлением эпоксидной смолы), нанесенной на отступ 18 в порошковой форме с использованием распылителя, не показанного на чертежах. Как показано на фиг. 5, второе покрытие 20 имеет толщину 100-500 мкм и выполнено из модифицированного сополимера, обычно модифицированного полиэтилена или пропилена, наносимого в порошковой форме вокруг отступа 18 поверх первого покрытия 19 с использованием распылителя, который не показан на фигурах. Как показано на фиг. 6, третье покрытие 21 толщиной 2-5 мм, сделанное из модифицированного сополимера, обычно модифицированного полиэтилена или пропилена, наносят посредством намотки одного защитного листа 22 из модифицированного сополимера вокруг отступа 18 на посту 11 соединения, и он достаточно широк для охвата первого покрытия 13. На посту 11 защитный лист 22 выдавливают непосредственно вблизи отступа 18 из вязкого сополимера и его наматывают вокруг отступа 18. Более конкретно защитный лист 22, предпочтительно, одновременно выдавливают и наматывают вокруг отступа 18 и выдавливают достаточно толстым для смыкания первого покрытия 13 с его первоначальной толщиной всего за один проход. Под одним проходом подразумевается один оборот на 360°, который для надежности увеличен до 365° для перекрытия свободных концов защитного листа 22. Нанесение третьего покрытия 21 также содержит сжатие защитного листа 22 на отступе 18 для достижения химической и механической адгезии между третьим покрытием 21 и вторым покрытием 20 и между третьим покрытием 21 и первым покрытием 13 под ним.
Более конкретно защитный лист 22, предпочтительно, также сжимается одновременно с выдавливанием и наматыванием.
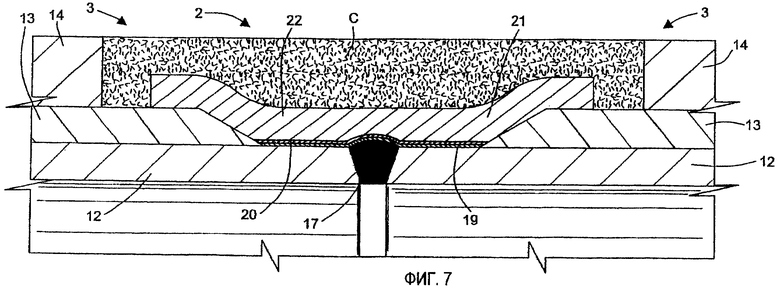
Затем второе покрытие 14 смыкают посредством нанесения покрытия C из битума или смолы, как показано на фиг. 7.
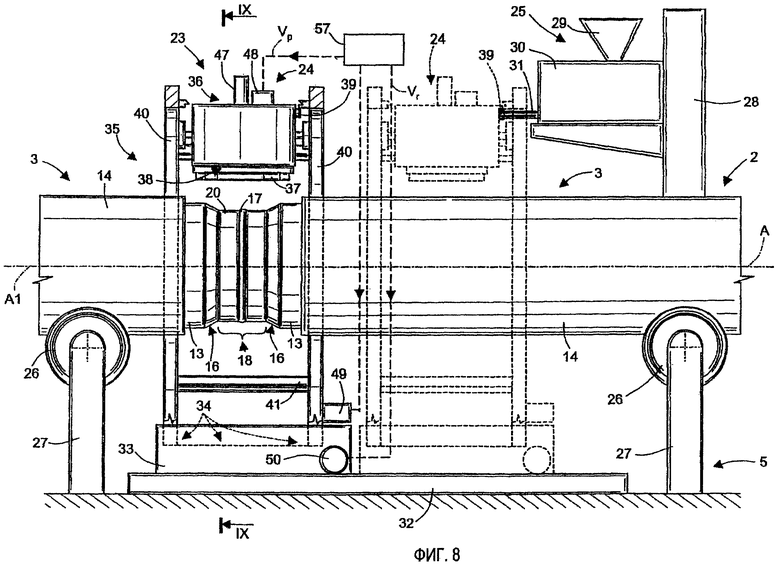
Как показано на фиг. 1, судно 1 содержит устройство 23 для соединения труб для соединения труб 3, которое содержит три сварочных узла S в соответствующих постах 11 соединения, узел 24 нанесения покрытия (фиг. 8) для нанесения третьего покрытия 22 на посту 11 соединения и узел 25 пластификации (фиг. 8) вблизи узла 24 нанесения покрытия.
Как показано на фиг. 8, узел 24 нанесения покрытия наносит третье покрытие 21 согласно описанному способу, который, предпочтительно, содержит одновременное выдавливание, намотку и сжатие защитного листа 22 вокруг отступа 18.
Как показано на фиг. 8, трубы 3 удерживаются и направляются роликами 26, в свою очередь, удерживаемыми стойками 27, установленными в туннеле 5. В альтернативном варианте стойки 27 могут удерживаться внешней рампой 6 (фиг. 1).
Узел 25 пластификации, пластифицирующий полимер, первоначально находящийся в форме гранул или хлопьев, установлен в туннеле 5 при помощи конструктивного элемента 28 и содержит бункер 29, шнековый экструдер 30 и выпускное отверстие 31.
Узел 24 нанесения покрытия содержит рельсы 32, установленные в туннеле 5, тележку 33, движущуюся параллельно оси A по рельсам 32, другой рельс 34, сформированный на тележке 32, и колесо 35, удерживаемое на рельсе 34 и вращающееся вокруг соответствующей оси А1, по существу совпадающий с осью А подводного трубопровода 2.
Узел 24 нанесения покрытия содержит экструдер 36 и ролик 37, удерживаемые колесом 35. Экструдер 36 содержит выходное отверстие 38 для формирования защитного листа 22 и входное отверстие 39 для подачи жидкого или вязкого полимера из узла 25 пластификации в узел 24 нанесения покрытия и расположен так, что выходное отверстие 38 обращено к отступу 18 и находится вблизи него. Расстояние между выходным отверстием 38 и вторым покрытием 20 в целом равно толщине наносимого третьего покрытия 21. Радиальное положение экструдера 36 относительно оси А1 является регулируемым при помощи привода, не показанного на чертежах, для регулирования и получения лучшего расстояния между выходным отверстием 38 и вторым покрытием 20, и экструдер 36 может наклоняться для приспособления его положения относительно отступа 18 в случае, когда ось А1 и ось А не совпадают надлежащим образом.
Колесо 35 содержит два кольца 40, отнесенных друг от друга распорными деталями 41, равномерно разнесенными вдоль оси А1, и две противоположные пластины 42 (фиг. 9) для удерживания экструдера 36.
Как показано на фиг. 9, экструдер 36 установлен с возможностью скольжения относительно пластин 42 и в радиальном направлении относительно оси А1 и может избирательно регулироваться относительно оси А1. Ролик 37 удерживается элементом 43, с возможностью регулирования прикрепленным к экструдеру 36 для регулирования положения ролика 37 относительно выходного отверстия 38. Элемент 43 содержит пружину 44 для приложения усилия к ролику 37 при нанесении защитного листа 22, и ролик 37, предпочтительно, разделен на множество независимых частей для эффективного прижимания как части защитного листа 22 к отступу 18, так и частей защитного листа, накладывающихся на первое покрытие 13.
Экструдер 36 содержит резервуар 45, который находится снаружи от выходного отверстия 38 и заполняется через входное отверстие 39, поршень 46, который скользит внутри резервуара 45, шток 47, прикрепленный к поршню 46, и привод 48 для возвратно-поступательного перемещения штока 47 и поршня 46 внутри резервуара 45 к выходному отверстию 38 при выдавливании защитного листа 22 и в противоположном направлении, когда выдавливание закончено.
Узел 24 нанесения покрытия содержит привод 49 для вращения колеса 35 вокруг оси А1 и привод 50 для перемещения тележки 33 параллельно оси A и, таким образом, перемещения колеса 35 и экструдера 36 по рельсам 32 для избирательной установки экструдера 36 в положение подачи (показано прерывистой линией на фиг. 8), в котором выпускное отверстие 31 узла 25 пластификации соединено с входным отверстием 39 узла нанесения покрытия, и положение нанесения покрытия (показано сплошной линией на фиг. 8), в котором выходное отверстие 38 расположено вблизи отступа 18.
Приводы 48, 49, 50, предпочтительно, являются электромеханическими, что предпочтительно по сравнению с гидравлическими или пневматическими приводами, поскольку они не требуют трубопроводов, которые могли бы препятствовать перемещению узла 24 нанесения покрытия, и приводят в действие перемещающиеся части при помощи скользящих контактов, не показанных на чертежах. Механически приводы 48, 49, 50 могут быть определены как шестерня/рейка, шестерня/зубчатая передача и винт/гайка.
Как показано на фиг. 9, резервуар 45 содержит боковые стенки 51, торцевые стенки 52 и нагревательные элементы 53 для поддержания температуры, которая допускает выдавливание защитного листа 22 и способствует адгезии защитного листа 22 ко второму покрытию 20.
Как показано на фиг. 10, выходное отверстие 38 ограничено двумя пластинами 54, перпендикулярными торцевым стенкам 52, и двумя призматическими элементами 55, зажатыми между пластинами 54, и, таким образом, имеет сечение 56 потока с высотой H, определенной расстоянием между пластинами 54, и шириной L, определенной расстоянием между призматическими элементами 55.
Призматические элементы 55 зажаты с возможностью освобождения между пластинами 54 для регулирования расстояния между призматическими элементами 55 и ширины L сечения потока 56.
Расстояние между торцевыми стенками 52 может также быть отрегулировано посредством вставки призматических элементов 55 различной толщины для регулирования высоты H сечения 56 потока. Эти регулировки предусматривают регулирование толщины и ширины защитного листа 22 относительно размера отступа 18. В варианте конструкции, который не показан, призматические элементы скошены для формирования защитного листа 22 со скошенными боковыми кромками.
Как показано на фиг. 8, устройство 23 для соединения труб содержит блок 57 управления для управления перемещением подводного трубопровода 2 относительно постов 11 соединения, перемещениями и работой узла 24 нанесения покрытия и работой узла 25 пластификации. Более конкретно блок 57 управления координирует скорость Vr вращения колеса 35 при нанесении защитного листа 22 со скоростью Vp перемещения поршня 46 на этапе выдавливания, когда скорость Vp движения поршня связана со скоростью выдавливания защитного листа 22. Отношение между скоростью Vr вращения колеса и скоростью Vp движения поршня (эквивалентное скорости выдавливания защитного листа 22) должно быть таким, чтобы исключать "растягивание" (скорость Vr вращения слишком велика относительно скорости Vp движения поршня) или "образование складок" (скорость Vr вращения слишком мала относительно скорости Vp движения поршня) защитного листа 22, когда его наносят.
Растяжение защитного листа 22 предпочтительно осуществляется на заключительном этапе для отделения защитного листа 22 от выходного отверстия 38.
При фактическом использовании и как показано на фиг. 1, судно 1 продвигается поэтапно для подачи свободных концов 15 труб 3 или отступов 18 в посты 11 соединения и останавливается, когда отступы 18 расположены на постах 11 соединения. Устройство 23 для соединения труб расположено на посту 11 соединения, где формируется третье покрытие 21. Как показано на фиг. 8, узел 24 нанесения покрытия соединен с узлом 25 пластификации полимера, когда судно 1 продвигается, и когда судно 1 останавливается, располагается у отступа 18, на который первое покрытие 19 и второе покрытие 20 нанесены известным образом. Поршень 46 перемещается вперед к выходному отверстию 38 для вытеснения пластичного полимера сквозь выходное отверстие 38 и постепенного формирования защитного листа 22. Одновременно колесо 35 вращается вокруг оси А1, которая на посту 11 соединения совпадает с осью А подводного трубопровода 2. Скорость смещения поршня 46 синхронизирована со скоростью вращения колеса 35 для равномерного нанесения защитного листа 22 при его выдавливании. При его наматывании защитный лист 22 или скорее часть защитного листа 22, которая только что вышла из выходного отверстия 38, одновременно сжимается роликом 37, расположенным вблизи выходного отверстия 38 и по ходу подачи после него в направлении вращения колеса 35. Колесо 35 и экструдер 36 совершают один полный оборот на 360°, плюс дополнительно приблизительно на 5° для перекрытия противоположных концов защитного листа 22. На этапе вращения с перекрытием выталкивание может быть прекращено или замедлено для "натяжения" защитного листа 22 и уменьшения толщины перекрывающего конца для отделения защитного листа 22 от выходного отверстия 38.
Как только защитный лист 22 намотан и прижат, экструдер 36 возвращается в положение заполнения, и отступ 18 подается к следующему посту 11 соединения, где внешнее покрытие 14 смыкается посредством нанесения покрытия С из битума или смолы известным образом (фиг. 6).
Настоящее изобретение имеет множество преимуществ, одно из которых состоит в значительной экономии времени при создании третьего покрытия 21 или, в сущности, толстого покрытия при идеальной температуре покрытия, посредством простого выдавливания защитного листа 22 на месте.
Другое преимущество изобретения состоит в одновременном выдавливании и намотке защитного листа 22 на отступ 18. Кроме того, защитный лист 22 сжимается одновременно с его выдавливанием и наматыванием, и описанные способ и устройство 23 для соединения труб допускают многочисленные регулировки, которые делают изобретение очень универсальным.
Очевидно, что устройство 23 для соединения труб может быть выполнено в ряде вариантов, при которых узел 25 пластификации может перемещаться для питания узла 24 нанесения покрытия вместо перемещения узла 24 нанесения покрытия к узлу 25 пластификации и от него, узел 24 нанесения покрытия и узел 25 пластификации могут быть зафиксированы и соединены трубой, не показанной на чертежах, которая может избирательно соединяться с узлом 24 нанесения покрытия.
В другом варианте, не показанном на чертежах, колесо 35 удерживается для вращения двумя захватами или лентами, соединяемыми с подводным трубопроводом 2 на противоположных сторонах отступа 18.
Хотя приведенное выше описание относится конкретно к устройству 23, установленному на судне 1, очевидно, что устройство 23 может формировать часть наземной установки для соединения труб 3 стандартной длины с получением трубы из множества труб 3 стандартной длины, которые соединяют для формирования подводных трубопроводов 2 на судне для соединения с множеством труб 3 стандартной длины.
Способ соединения труб для создания подводного трубопровода, согласно которому обращенные друг к другу свободные концы двух смежных труб, выровненных по оси (А), сваривают с образованием отступа. Защитный лист из пластмассового материала выдавливают из экструдера вблизи отступа и наматывают вокруг отступа. Вращают экструзионное выходное отверстие вокруг оси (А). Устройство для создания подводного трубопровода, установленное на судне, содержит экструдер, блок управления для регулирования скорости выдавливания и скорости вращения экструзионного выходного отверстия, узел пластификации пластмассового материала, ролик для сжатия защитного листа. 3 н. и 11 з.п. ф-лы, 10 ил.
1. Способ соединения труб (3) для создания подводного трубопровода (2), при котором сваривают обращенные друг к другу свободные концы (15) двух смежных труб (3), выровненных по оси (А), с образованием отступа (18), и наматывают защитный лист (22) вокруг отступа (18), отличающийся тем, что выдавливают защитный лист (22) вблизи отступа (18) из экструзионного выходного отверстия (38), обращенного к отступу (18) и расположенного вблизи него, и одновременно наматывают защитный лист (22) вокруг отступа (18), вращают экструзионное выходное отверстие (38) вокруг оси (А) при удерживании экструзионного выходного отверстия (38) обращенным к отступу (18) и вблизи него для охвата всего отступа (18) защитным листом (22).
2. Способ по п.1, отличающийся тем, что регулируют скорость (Vp) выдавливания и скорость (Vr) вращения экструзионного выходного отверстия (38) как функции друг друга.
3. Способ по любому из пп.1 или 2, отличающийся тем, что выдавливают защитный лист (22) при помощи экструдера (36), содержащего экструзионное выходное отверстие (38), и вращающийся вокруг оси (А).
4. Способ по п.3, отличающийся тем, что подают в экструдер (36) вязкий пластмассовый материал.
5. Способ по п.4, отличающийся тем, что пластифицируют пластмассовый материал в узле (25) пластификации и избирательно соединяют узел (25) пластификации с экструдером (36).
6. Способ по п.1, отличающийся тем, что одновременно сжимают защитный лист (22) на отступе (18) и наматывают защитный лист (22).
7. Способ по п.6, отличающийся тем, что сжимают защитный лист (22) при помощи ролика (37) и вращают ролик (37) вокруг оси (А).
8. Устройство для соединения труб (3) для создания подводного трубопровода (2), содержащее, по меньшей мере, один сварочный узел для сварки обращенных друг к другу свободных концов (15) двух смежных труб (3), выровненных по оси (А), с образованием отступа (18), и узел (24) нанесения покрытия для наматывания защитного листа (22) вокруг отступа (18), отличающееся тем, что содержит экструдер (36) для выдавливания защитного листа (22) на посту (11) соединения вблизи отступа (18), при этом узел (24) нанесения покрытия содержит экструдер (36) для одновременного выдавливания и нанесения защитного листа (22) на отступ (18), содержащий экструзионное выходное отверстие (38), обращенное к отступу (18) и расположенное вблизи него, и имеются средства (34, 35, 49) для вращения экструзионного выходного отверстия (38) вокруг оси (А) и удерживания экструзионного выходного отверстия (38) обращенным к отступу (18) и вблизи него для охвата всего отступа (18) защитным листом (22).
9. Устройство по п.8, отличающееся тем, что содержит блок (57) управления для регулирования скорости (Vp) выдавливания и скорости (Vr) вращения экструзионного выходного отверстия (38) как функции друг друга.
10. Устройство по любому из пп.8 или 9, отличающееся тем, что экструдер (36) содержит входное отверстие (39) для подачи вязкого пластмассового материала в экструдер (36).
11. Устройство по п.10, отличающееся тем, что содержит узел (25) пластификации для пластификации пластмассового материала, который способен избирательно соединяться с входным отверстием (39) для передачи пластифицированного пластмассового материала в экструдер (36).
12. Устройство п.8, отличающееся тем, что содержит ролик (37) для сжатия защитного листа (22) на отступе (18).
13. Устройство по п.12, отличающееся тем, что ролик (37) установлен на экструдере (36) для сжатия защитного листа (22) одновременно с нанесением защитного листа (22).
14. Судно для укладки подводного трубопровода, содержащее устройство (23) для соединения труб по любому из пп.8-13.
| US 6065781 А1, 23.05.2000 | |||
| US 5505887 A1, 09.04.1996 | |||
| СПОСОБ ВЫПОЛНЕНИЯ НА МЕСТЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2244867C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2272953C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ И МЕСТ РЕМОНТА ТРУБОПРОВОДА | 2002 |
|
RU2228940C1 |
| Способ покрытия стальных труб термопластичным полимерным материалом и устройство для его осуществления | 1981 |
|
SU1153819A3 |

