ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу нанесения защитного покрытия из полимерного материала на трубопровод.
В частности, настоящее изобретение относится к способу нанесения защитного покрытия из полимерного материала на трубопровод, который имеет продольную ось и включает зачищенный от покрытия участок, ограниченный на противоположных в осевом направлении концах двумя концевыми участками соответствующих защитных покрытий из полимерного материала. В целом, способ включает намотку защитного покрытия вокруг зачищенного от покрытия участка и поверх концевых участков и припрессовывание защитного покрытия к трубопроводу для обеспечения сцепления защитного покрытия с трубопроводом и предотвращения образования воздушных пузырей.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Указанный выше способ применяют при строительстве трубопроводов, в частности, при строительстве подводных трубопроводов, которые укладывают на дно водного объекта, и которые в последующем описании служат примерами, лишь иллюстрирующими настоящее изобретение. Обычно подводные трубопроводы строят, соединяя обращенные друг к другу свободные концы соседних труб, уложенных вдоль продольной оси, с образованием зачищенного от покрытия участка; и наматывая защитное покрытие вокруг зачищенного от покрытия участка и указанных концевых участков. В действительности, трубопроводы состоят из соединенных друг с другом труб протяженностью сотни километров. Обычно трубы имеют стандартную длину 12 метров и относительно большой диаметр от 0,2 до 1,5 метров. Каждая труба включает металлический цилиндр и полимерное покрытие для защиты металлического цилиндра. Противоположные свободные концы каждой трубы не имеют покрытия, поэтому металлические цилиндры можно приваривать друг к другу. Трубы могут быть соединены на наземных установках или на судах-трубоукладчиках, с помощью которых также проводят укладку трубопровода по мере его сборки.
Операция соединения включает сварку металлических цилиндров друг с другом, обычно с помощью нескольких сварочных проходов, и нанесение покрытия на зачищенный от покрытия участок. После образования между двумя соседними металлическими цилиндрами кольцевого сварного шва, зачищенный от покрытия участок располагается по обеим сторонам кольцевого сварного шва вдоль участка, не имеющего покрытия. Другими словами, зачищенный от покрытия участок, по существу образованный свободными концами труб, расположен в продольном направлении между двумя концевыми участками защитных покрытий, и должен быть покрыт защитным покрытием для предотвращения коррозии.
Нанесение покрытия на незащищенный участок вдоль зачищенного от покрытия участка называется "изоляция соединения в месте прокладки трубопровода)" и включает намотку защитного покрытия, имеющего значительную толщину, от 2 до 10 мм, вокруг зачищенного от покрытия участка. Защитное покрытие экструдируют и одновременно наматывают вокруг зачищенного от покрытия участка по мере его образования. Этот способ описан в патентной заявке WO 2008/071773, поданной заявителем настоящей заявки, и в патентных заявках ЕР 1985909, WO 2010/049353 и WO 2011/033176. В способах, описанных в указанных документах, защитное покрытие наносят с помощью экструзионной головки, установленной на каретке, которая движется по кольцевой траектории вокруг продольной оси трубопровода, и полимерный материал пластифицируют с помощью расположенного вблизи трубопровода пластифицирующего устройства, которое либо избирательно присоединено к экструзионной головке, либо присоединено к ней через шланг или полужесткую трубу.
Защитное покрытие также наносят на два концевых участка соответствующих уже существующих покрытий и припрессовывают к трубопроводу для обеспечения надежного сцепления.
При нанесении покрытия на соединение в месте прокладки трубопровода важно герметизировать защитное покрытие на концевых участках уже имеющихся покрытий для предотвращения просачивания текучих сред внутрь и для образования бесшовного покрытия вдоль всего трубопровода.
В документе WO 2007/079720 А1 для герметизации уже имеющихся покрытий к защитному покрытию предлагают нагревание металлического цилиндра с помощью индукционного нагревательного устройства, в результате чего металлический цилиндр за счет теплопроводности передает тепло защитному покрытию и концевым участкам.
Указанный выше способ требует огромных затрат тепловой энергии, которая рассеивается, и может создать риск отслаивания концевых участков уже имеющегося покрытия от металлического цилиндра.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в обеспечении способа нанесения защитного покрытия, не имеющего недостатков предшествующего уровня техники.
Согласно настоящему изобретению, предложен способ нанесения защитного покрытия из полимерного материала на трубопровод, причем трубопровод расположен вдоль продольной оси и включает зачищенный от покрытия участок, ограниченный на противоположных в осевом направлении концах двумя концевыми участками соответствующих защитных покрытий из полимерного материала, и при этом способ включает стадии вращения каретки вокруг трубопровода, непосредственного нагревания свободных поверхностей концевых участков с помощью устройства для тепловой обработки, включающего, по меньшей мере, два нагревательных устройства, предназначенных для направления и локализации тепла на концевых участках; экструдирования и одновременной намотки вокруг трубопровода защитного покрытия, ширина которого достаточна для перекрывания зачищенного от покрытия участка и концевых участков; и припрессовывания защитного покрытия к трубопроводу с включением концевых участков, причем экструзионная головка и устройство для тепловой обработки установлены на каретке таким образом, что нагревательные устройства расположены между экструзионной головкой и трубопроводом.
Таким образом, достигают эффективного сцепления между концевыми участками уже имеющихся покрытий и защитным покрытием, не нарушая сцепления между уже имеющимися покрытиями и металлическим цилиндром. Кроме того, количество тепла, сообщаемое непосредственно свободным поверхностям концевых участков, не зависит от толщины уже имеющегося покрытия, в то время как количество тепла, сообщаемое свободным поверхностям через металлический цилиндр, зависит от толщины уже имеющегося покрытия.
В предпочтительном воплощении настоящего изобретения способ включает стадии размягчения при нагревании поверхностного слоя каждого концевого участка и нанесение не полностью отвержденного защитного покрытия на размягченные поверхностные слои.
Защитное покрытие, таким образом, эффективно герметизируется на концевых участках уже имеющихся покрытий.
Предпочтительно, стадия нагревания свободных поверхностей концевых участков включает направление горячего воздуха, или излучения, или пламени на свободные поверхности концевых участков.
Способ нагревания свободных поверхностей концевых участков может быть выбран в соответствии с типом полимерного материала и рабочих параметров. В частности, тепло может быть передано концевым участкам посредством конвекции, "газопламенным напылением" или посредством излучения.
Предпочтительно, стадия нагревания включает генерирование тепла с помощью, по меньшей мере, одного источника тепла, выбранного из следующих: инфракрасной лампы, электрического резистора, газового источника излучения и газовой горелки.
Предпочтительно, стадия нагревания включает генерирование потока воздуха, который пересекает источник тепла, направление потока горячего воздуха на свободные поверхности концевых участков и перемещение источника тепла и потока горячего воздуха вокруг трубопровода.
Таким образом, нагревание является целенаправленным и обладает немедленным эффектом.
В альтернативном воплощении способ согласно настоящему изобретению включает генерирование и направление пламени на концевые участки с помощью, по меньшей мере, двух источников тепла и перемещение источников тепла и пламени вокруг трубопровода.
Другими словами, два источника тепла, направленные на концевые участки, генерируют и направляют пламя на концевые участки для немедленного и периодического повышения температуры вдоль поверхностных слоев концевых участков.
В другом альтернативном воплощении способ согласно настоящему изобретению включает генерирование электромагнитного излучения с помощью, по меньшей мере, двух источников тепла направление электромагнитного излучения на концевые участки и перемещение источников тепла и электромагнитного излучения вокруг трубопровода.
Этот тип источника тепла может быть запитан от электричества, что позволяет воплощать относительно простые конструкционные решения.
Предпочтительно, способ включает перемещение экструзионной головки вокруг продольной оси трубопровода для экструзии защитного покрытия и одновременного наматывания защитного покрытия вокруг трубопровода по мере его экструзии, а также перемещение, по меньшей мере, двух нагревательных устройств, расположенных на соответствующих концевых участках, вокруг трубопровода для концентрирования теплового потока на концевых участках.
Таким образом, тепло может быть передано локально.
Предпочтительно, способ включает первый цикл припрессовывания защитного покрытия, осуществляемый одновременно с намоткой защитного покрытия вокруг трубопровода, и последующий второй цикл припрессовывания защитного покрытия, причем первый и второй циклы припрессовывания защитного покрытия осуществляют в противоположных направлениях вращения вокруг продольной оси трубопровода.
Таким образом, во время затвердевания защитное покрытие и концевые участки находятся в контакте.
Предпочтительно, способ включает перемещение валка, который вращается вокруг оси, параллельной продольной оси, вокруг продольной оси трубопровода.
Валок, таким образом, оказывает давление, пропорциональное пластичности защитного покрытия, облегчая сцепление с трубопроводом без изменения очертаний покрытия.
Предпочтительно, способ включает регулирование количества тепла, переданного за единицу времени концевым участкам, в зависимости от скорости наложения защитного покрытия.
Таким образом, возможно, приблизительно определить толщину поверхностных слоев на концевых участках, которые нужно размягчить при проведении стадии нагревания.
Другой предмет настоящего изобретения относится к устройству для нанесения защитного покрытия из полимерного материала на трубопровод и, в частности, устройству, предназначенному устранить недостатки предшествующего уровня техники.
Согласно настоящему изобретению предложено устройство для нанесения защитного покрытия из полимерного материала на трубопровод, причем трубопровод расположен вдоль продольной оси и включает зачищенный от покрытия участок, ограниченный на противоположных в осевом направлении концах двумя концевыми участками соответствующих защитных покрытий из полимерного материала; при этом устройство включает каретку, которая вращается вокруг трубопровода, экструзионную головку для экструдирования и одновременной намотки вокруг трубопровода защитного покрытия, ширина которого достаточна для перекрывания зачищенного от покрытия участка и концевых участков, устройство для тепловой обработки, включающее, по меньшей мере, два нагревательных устройства, предназначенных для непосредственного нагревания свободных поверхностей концевых участков, и валок для припрессовывания защитного покрытия к трубопроводу с включением концевых участков, при этом экструзионная головка и устройство для тепловой обработки установлены на каретке таким образом, что нагревательные устройства расположены между экструзионной головкой и трубопроводом.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Предпочтительные воплощения настоящего изобретения будет описаны в виде примеров со ссылками на прилагаемые графические материалы, в которых:
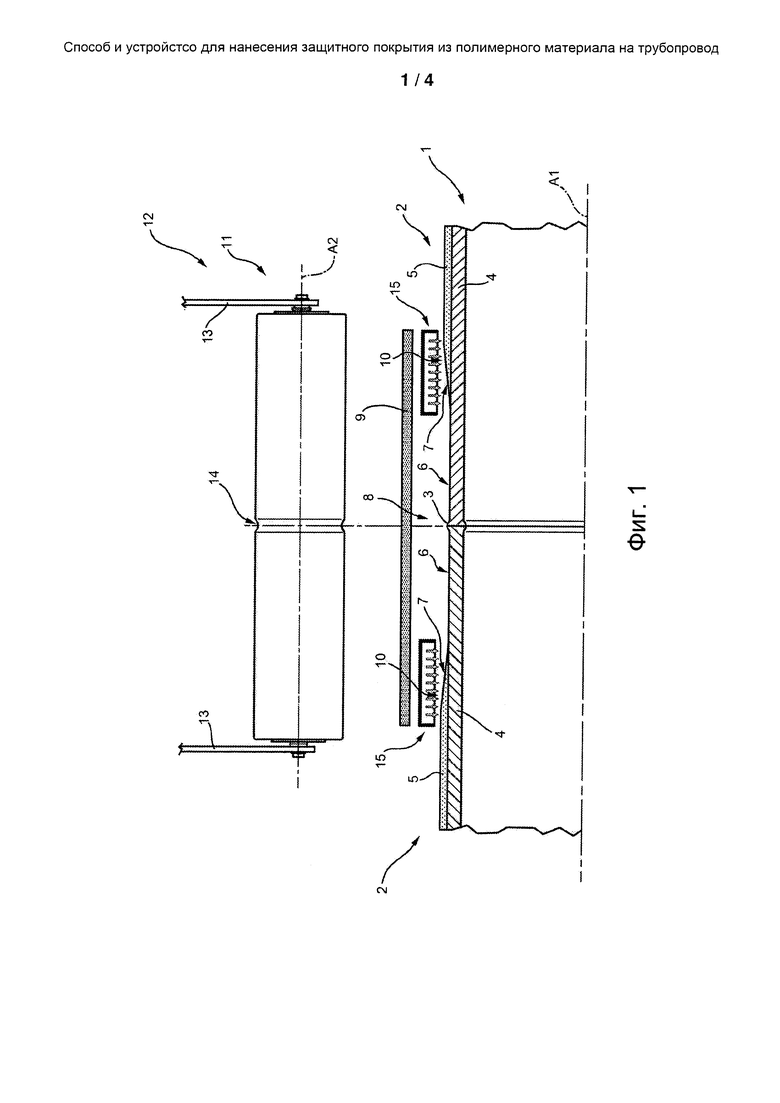
на Фиг. 1 представлена схема одной стадии способа согласно настоящему изобретению в частично разобранном виде в частичном разрезе, в котором для упрощения восприятия удалены некоторые детали;
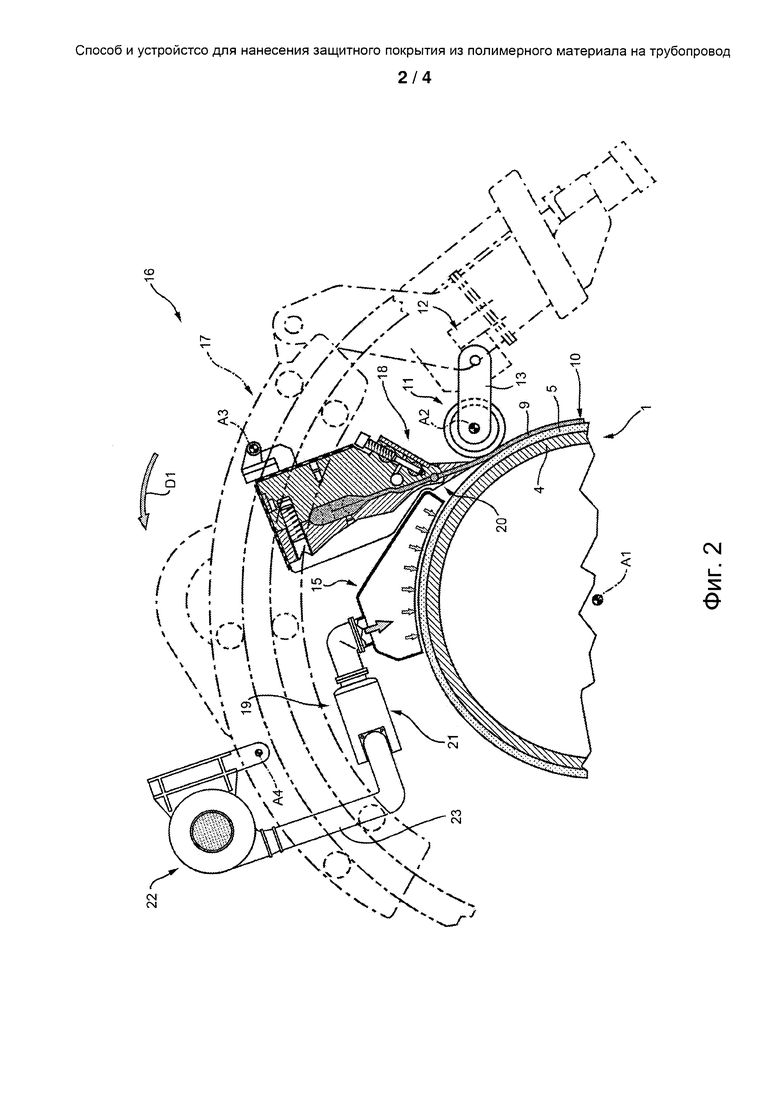
на Фиг. 2 представлен в частичном разрезе при большем увеличении вид сбоку устройства для нанесения защитного покрытия на трубопровод согласно первому воплощению настоящего изобретения, в котором для упрощения восприятия удалены некоторые детали;
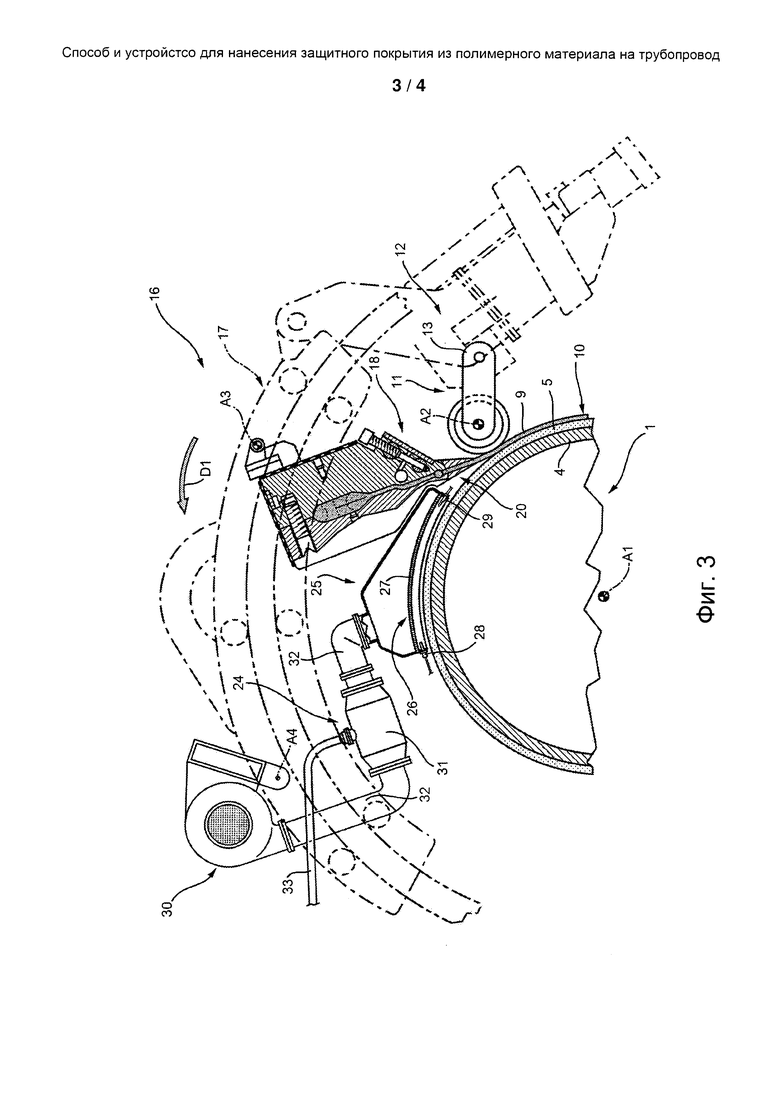
на Фиг. 3 представлен в частичном разрезе при большем увеличении вид сбоку устройства для нанесения защитного покрытия на трубопровод согласно второму воплощению настоящего изобретения, в котором для упрощения восприятия удалены некоторые детали;
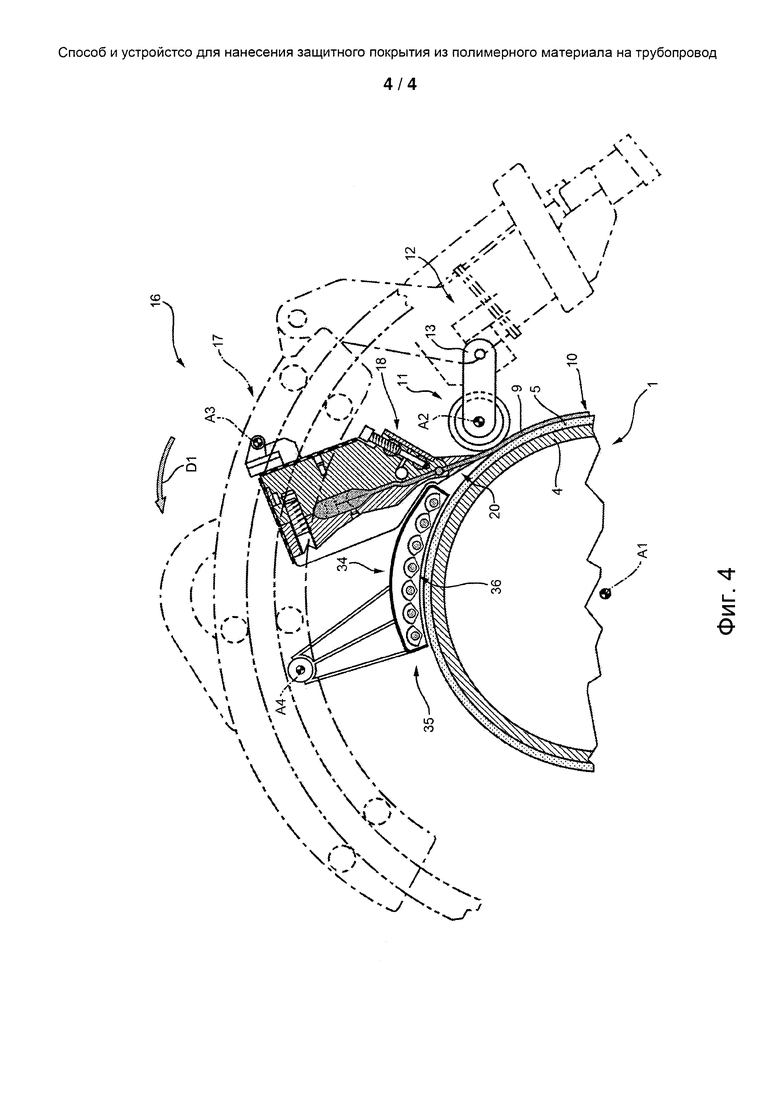
На Фиг. 4 представлен в частичном разрезе при большем увеличении вид сбоку устройства для нанесения защитного покрытия на трубопровод согласно третьему воплощению настоящего изобретения, в котором для упрощения восприятия удалены некоторые детали.
НАИЛУЧШЕЕ ВОПЛОЩЕНИЕ ИЗОБРЕТЕНИЯ
Цифрой 1 на Фиг. 1 обозначен трубопровод, состоящий из двух труб 2, соединенных с помощью сварного соединения, которое представлено в виде кольцевого сварного шва 3. Каждая труба 2 включает металлический цилиндр 4 и покрытие 5 из полимерного материала, обычно из полиэтилена или полипропилена, которое защищает металлический цилиндр 4 от коррозии.
Каждая труба 2 имеет два противоположных свободных конца 6 (на Фиг. 1 показан только один конец), не имеющих покрытия 5. Каждое покрытие 5 имеет скос 7 на каждом свободном конце 6. Две сваренные вместе трубы 2 образуют зачищенный от покрытия участок 8, расположенный вдоль продольной оси А1 между двумя последовательными скосами 7.
Кроме сваривания металлических цилиндров 4, соединение труб 2 также включает нанесение покрытия на зачищенный от покрытия участок 8. Это включает нанесение защитного покрытия 9 из полимерного материала на трубопровод 1 в месте зачищенного от покрытия участка 8.
В приведенном примере защитное покрытие 9, предназначенное для наматывания вокруг зачищенного от покрытия участка 8, шире зачищенного от покрытия участка 8 (измеренного вдоль продольной оси А1), то есть перекрывает покрытия 5 и соответствующие скосы 7 двух соединенных труб 2, и имеет длину, достаточную для полного оборота вокруг периметра зачищенного от покрытия участка 8.
Другими словами, защитное покрытие 9 накладывают поверх двух концевых участков 10 соответствующих покрытий 5. Каждый концевой участок 10 включает скос 7 и цилиндрическую часть покрытия 5. Расстояние, измеренное параллельно продольной оси А1, на которое защитное покрытие 9 перекрывает два уже имеющихся покрытия 5, предпочтительно составляет от 50 до 100 мм, то есть ширина каждого концевого участка предпочтительно составляет от 50 до 100 мм.
Предпочтительно защитное покрытие 9 экструдируют и одновременно наматывают вокруг трубопровода 1, и припрессовывают к трубопроводу 1 с помощью валка 11.
Только что экструдированное защитное покрытие 9 мягкое, в том смысле, что полимерный материал сначала подвергают пластификации для его экструзии, и он еще не затвердел. Таким образом, защитное покрытие является высокопластичным и может принимать нестандартную форму той части трубопровода 1, на которую ее наносят. Валок 11 обеспечивает сцепление защитного покрытия 9 с поверхностью трубопровода 1, на который его наносят, и предотвращает образование воздушных пузырей, не изменяя толщины защитного покрытия 9.
Валок 11 вращается вхолостую или под действием приводящего в движение устройства вокруг оси вращения А2, и его прижимают к трубопроводу 1 с помощью поддерживающего механизма 12, только две из поддерживающих консолей 13 которого показаны на Фиг. 1.
Эластичность валка 11 не однородна вдоль оси А2, и, в частности, более высока на его концах, чем в центральной части. В центральной части валка 11 имеется желоб 14, приспособленный для совпадения с кольцевым сварным швом 3.
Номер 15 на Фиг. 1 обозначает множество нагревательных устройств, которые в приведенном примере определяют соответствующие выпускные отверстия для горячего воздуха, обращенные к концевым участкам 10 и расположенные от них на небольшом расстоянии.
Основная задача каждого нагревательного устройства 15 состоит в нагревании и размягчении тонкого поверхностного слоя свободной поверхности соответствующего концевого участка 10.
В частности, концентрирование тепла на свободных поверхностях концевых участков 10 приводит к размягчению полимерного материала покрытий 5 вдоль тонких поверхностных слоев соответствующих концевых участков 10, позволяя герметизировать концевые участки 10 на защитном покрытии 9, которое наматывают вокруг трубопровода 1 до того, как оно полностью затвердеет.
Номер 16 на Фиг. 2 обозначает все устройство для нанесения защитного покрытия 9 на трубопровод 1.
Устройство 16 включает каретку 17, которая перемещается вдоль кольцевой траектории вокруг трубопровода 1, экструзионную головку 18 для экструдирования защитного покрытия 9, валок 11 для припрессовывания защитного покрытия 9 к трубопроводу 1 и устройство 19 для тепловой обработки, предназначенное для эффективной герметизации защитного покрытия 9 на концевых участках 10.
Экструзионная головка 18 включает экструзионное выпускное отверстие 20, из которого выходит защитное покрытие 9, и установается на каретке 17 для поворота вокруг оси A3, позволяя исполнительным механизмам, не показанным на графических изображениях, корректировать наклон экструзионной головки 18 и расстояние между экструзионным выпускным отверстием 20 и трубопроводом 1.
Валок 11 соединен с кареткой 17 консолями 13, и его положение регулируется исполнительными механизмами, которые не показаны.
Устройство 19 для тепловой обработки установлено на каретке 17 предпочтительно для поворота вокруг оси А4 и с возможностью регулировки с помощью исполнительных механизмов, не показанных на графических изображениях; оно включает источник 21 тепла, две воздуходувки 22 (на Фиг. 2 показана только одна), нагревательные устройства 15 (на Фиг. 2 показано только одно) и трубки 23 (на Фиг. 2 показана только одна) для соединения источника 21 тепла, воздуходувок 22 и нагревательных устройств 15. Источник 21 тепла выбирают в соответствии с величиной расхода энергии, а также с учетом нештатных ситуаций. Типы источников тепла 21 включают инфракрасные лампы, газовые горелки и электрические резисторы.
Во время работы каретку 17 перемещают в направлении D1, указанном на Фиг. 2. По мере перемещения каретки 17 устройство 19 для тепловой обработки нагревает концевые участки 10, по существу за счет конвекции, для размягчения поверхностных слоев концевых участков 10; экструзионная головка 18 экструдирует защитное покрытие 9 в непосредственной близости от трубопровода 1 таким образом, что защитное покрытие 9 осаждается во все еще частично размягченном состоянии на трубопровод 1 и, в частности, на концевые участки 10; с помощью валка 11 защитное покрытие 9 припрессовывают к трубопроводу 1 и, в частности, к концевым участкам 10 таким образом, что происходит прочное сцепление поверхностных слоев все еще размягченного защитного покрытия 9 с размягченными поверхностными слоями концевых участков 10.
Когда вся длина защитного покрытия 9 намотана вокруг трубопровода 1, экструзию прекращают; экструзионная головка 18 и нагревательные устройства 15 могут быть отодвинуты от трубопровода 1, но валок 11 продолжает прикладывать давление к трубопроводу 1.
Затем для выполнения операции укатки каретку 17 перемещают в направлении, противоположном направлению D1, и при этом валок 11 продолжает прикладывать давление для припрессовывания защитного покрытия 9 по мере его затвердевания.
В приведенном примере нагревательные устройства 15 концентрируют поток горячего воздуха в пределах ограниченных областей.
В воплощении, представленном на Фиг. 3, устройство 24 для тепловой обработки включает два нагревательных устройства 25 (на Фиг. 3 показано только одно) и два источника 26 тепла (на Фиг. 3 показан только один), находящиеся внутри соответствующих нагревательных устройств 25, которые в приведенном примере представляют собой выпускные отверстия, обращенные к концевым участкам 10, и предназначены для установки в них соответствующих источников 26 тепла.
В приведенном примере каждый источник 26 тепла представлен газовой горелкой, предназначенной для генерирования и направления пламени на соответствующий концевой участок 10. В частности, каждый источник 26 тепла - в приведенном примере каждая горелка - включает дугообразный диффузор 27, который во время работы обращен к соответствующему концевому участку 10 и распложен вблизи него.
Устройство 24 для тепловой обработки также включает датчик 28 пламени и устройство 29 поджига, которые оба расположены внутри нагревательного устройства 25.
Устройство 24 для тепловой обработки включает воздуходувку 30, смесительный клапан 31, трубку 32 для подвода воздуха и газо-воздушной смеси в диффузор 27 и трубку 33 для подачи газа в смесительный клапан 31.
Во время работы устройство 24 для тепловой обработки обеспечивает поджиг источника 26 тепла и перемещение каретки 17. Пламя равномерно распределяется вдоль диффузора 27, проходит вдоль наружной поверхности соответствующего концевого участка 10 и размягчает тонкий поверхностный слой концевого участка 10 для его более эффективного соединения с защитным покрытием 9.
Номер 34 на Фиг. 4 обозначает все устройство для тепловой обработки, включающее нагревательное устройство 35, а также излучающий источник 36 тепла, например, инфракрасные лампы, электрические резисторы или газовый источник излучения.
Источник 36 тепла установлен внутри нагревательного устройства 35, которое служит для концентрирования излучения вдоль соответствующего концевого участка 10.
Очевидно, что в воплощения настоящего изобретения, рассмотренные с помощью прилагаемых графических материалов, могут быть внесены изменения, не выходящие за пределы объема изобретения, представленного в прилагаемой формуле изобретения.
В частности, свободные поверхности концевых участков могут быть нагреты непосредственно за счет теплопроводности с помощью нагретых валков, предназначенных для прокатывания вдоль концевых участков, или с помощью других нагретых элементов, предназначенных для перемещения вдоль концевых участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ, УСТРОЙСТВО И РАБОЧАЯ СТАНЦИЯ ДЛЯ НАЛОЖЕНИЯ ЗАЩИТНОЙ ЛИСТОВОЙ ОБШИВКИ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА НА ТРУБОПРОВОД | 2013 |
|
RU2647037C2 |
| РОЛИК И СПОСОБ ДЛЯ ОБЖАТИЯ ЗАЩИТНОЙ ОБШИВКИ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА ВОКРУГ ТРУБОПРОВОДА | 2014 |
|
RU2675914C2 |
| ПОРТАТИВНОЕ УСТРОЙСТВО ДЛЯ ПРИКРЕПЛЕНИЯ РАЗЪЕМА К ОПТИЧЕСКОМУ ВОЛОКНУ | 2012 |
|
RU2640096C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА НА ТРУБОПРОВОД | 2012 |
|
RU2593619C2 |
| УСТРОЙСТВО, РАБОЧАЯ СТАНЦИЯ И СПОСОБ НАЛОЖЕНИЯ ЗАЩИТНОГО ЛИСТА ПОЛИМЕРНОГО МАТЕРИАЛА НА ТРУБОПРОВОД, И КОМПЬЮТЕРНАЯ ПРОГРАММА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2014 |
|
RU2669096C1 |
| АППАРАТ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2005 |
|
RU2384378C2 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ, СПОСОБЫ ЕГО ПОЛУЧЕНИЯ И ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2178355C2 |
| СПОСОБ И УЗЕЛ УПЛОТНЕНИЯ ДЛЯ СОЕДИНЕНИЯ ДВУХ ТРУБ | 2000 |
|
RU2213903C2 |
| ПОРИСТЫЙ ЭЛЕМЕНТ ДЛЯ СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ ПАРА | 2020 |
|
RU2828025C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
Группа изобретений относится к способу нанесения защитного покрытия из полимерного материала на трубопровод и к устройству для нанесения защитного покрытия из полимерного материала на трубопровод. Трубопровод расположен вдоль продольной оси и имеет зачищенный от покрытия участок, ограниченный на противоположных в осевом направлении концах двумя концевыми участками соответствующих защитных покрытий из полимерного материала. Способ включает непосредственное нагревание свободных поверхностей концевых участков, экструдирование и одновременную намотку вокруг трубопровода защитного покрытия, ширина которого достаточна для перекрывания зачищенного от покрытия участка и концевых участков. Затем осуществляют припрессовывание защитного покрытия к трубопроводу с включением концевых участков. Устройство для нанесения защитного покрытия из полимерного материала на трубопровод содержит каретку, прокручиваемую вокруг трубопровода, экструзионную головку, средство для тепловой обработки нагревателями концевых участков трубопровода и валок для припрессовывания защитного покрытия. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить уменьшение затрат тепловой энергии и исключение отслаивания концевых участков нанесенного покрытия от металлического цилиндра. 2 н. и 16 з.п. ф-лы, 4 ил.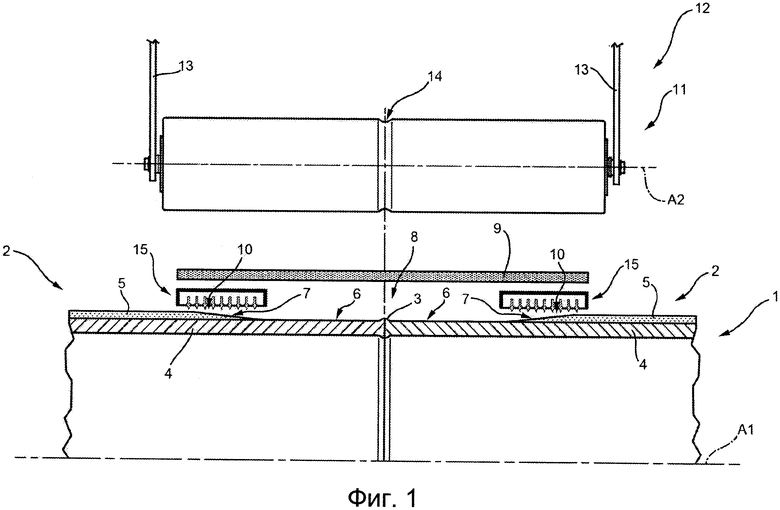
1. Способ нанесения защитного покрытия из полимерного материала на трубопровод, причем трубопровод(1) расположен вдоль продольной оси (A1) и включает зачищенный от покрытия участок (8), ограниченный на противоположных в осевом направлении концах двумя концевыми участками (10) соответствующих защитных покрытий (5) из полимерного материала; при этом способ включает стадии перемещения каретки (17) вдоль кольцевой траектории вокруг трубопровода (1); непосредственного нагревания свободных поверхностей концевых участков (10) с помощью устройства (19; 24; 34) тепловой обработки, включающего по меньшей мере два нагревателя (15; 25; 35), установленных на каретке (17) и предназначенных для направленного и ограниченного воздействия тепла на концевые участки (10); экструдирования и одновременной намотки вокруг трубопровода (1) защитного покрытия (9), ширина которого достаточна для перекрывания зачищенного от покрытия участка (8) и концевых участков (10); и припрессовывания защитного покрытия (9) к трубопроводу (1) с включением концевых участков (10).
2. Способ по п. 1, дополнительно включающий стадии размягчения при нагревании поверхностного слоя каждого концевого участка (10) и нанесения не полностью отвержденного защитного покрытия (9) на размягченные поверхностные слои.
3. Способ по п. 1, в котором стадия нагревания свободных поверхностей концевых участков (10) включает направленное воздействие горячего воздуха, или излучения, или пламени на свободные поверхности концевых участков (10).
4. Способ по п. 1, в котором стадия нагревания включает генерирование тепла с помощью по меньшей мере одного источника (21; 26; 36) тепла, выбранного из следующих: инфракрасной лампы, электрического резистора, газового источника излучения и газовой горелки.
5. Способ по п. 4, в котором стадия нагревания включает генерирование потока воздуха, который пересекает источник тепла (21); направленное воздействие потока горячего воздуха на свободные поверхности концевых участков (10) и перемещение источника тепла (21) и потока горячего воздуха вокруг трубопровода (1).
6. Способ по п. 4, дополнительно включающий стадию генерирования и направленного воздействия пламени на концевые участки (10) с помощью по меньшей мере двух источников (26) тепла и перемещение источников тепла (26) и пламени вокруг трубопровода (1).
7. Способ по п. 4, дополнительно включающий стадию генерирования электромагнитного излучения с помощью по меньшей мере двух источников (36) тепла; направление электромагнитного излучения на концевые участки (10) и перемещение источников (36) тепла и электромагнитного излучения вокруг трубопровода (1).
8. Способ по п. 1, дополнительно включающий стадии перемещения экструзионной головки (18) вокруг продольной оси (A1) трубопровода (1) для экструдирования защитного покрытия (9) и одновременной намотки защитного покрытия (9) вокруг трубопровода (1) по мере его экструзии и перемещения нагревательных устройств (15; 25; 35) вокруг концевых участков (10) для концентрирования теплопередачи на концевых участках (10).
9. Способ по п. 1, в котором стадия припрессовывания защитного покрытия (9) включает первый цикл припрессовывания защитного покрытия (9), выполняемый одновременно с намоткой защитного покрытия (9) вокруг трубопровода (1), и последующий второй цикл припрессовывания защитного покрытия (9), причем первый и второй циклы припрессовывания защитного покрытия (9) осуществляют в противоположных направлениях вращения вокруг продольной оси (A1) трубопровода (1).
10. Способ по п. 1, в котором стадия припрессовывания включает перемещение валка (11), который вращается вокруг оси вращения (A2), параллельной продольной оси (A1), вокруг продольной оси (A1) трубопровода (1).
11. Способ по п. 1, дополнительно включающий стадию регулирования количества тепла, переданного за единицу времени к концевым участкам (10), предпочтительно в зависимости от скорости, с которой наносят защитное покрытие (9).
12. Устройство для нанесения защитного покрытия из полимерного материала на трубопровод, причем трубопровод (1) расположен вдоль продольной оси (A1) и включает зачищенный от покрытия участок (8), ограниченный на противоположных в осевом направлении концах двумя концевыми участками (10) соответствующих защитных покрытий (5) из полимерного материала; и при этом устройство включает каретку (17), выполненную с возможностью перемещения вдоль кольцевой траектории вокруг трубопровода (1); экструзионную головку (18) для экструдирования и одновременной намотки вокруг трубопровода (1) защитного покрытия (9), ширина которого достаточна для перекрывания зачищенного от покрытия участка (8) и концевых участков (10); устройство (19; 24; 34) для тепловой обработки, включающее по меньшей мере два нагревателя (15; 25; 35), установленных на каретке и предназначенных для направленного и ограниченного воздействия тепла на концевые участки (10) и для непосредственного нагревания свободных поверхностей концевых участков (10); и валок (11) для припрессовывания защитного покрытия (9) к трубопроводу (1) с включением концевых участков (10).
13. Устройство по п. 12, в котором устройство (19; 24; 34) для тепловой обработки включает нагревательные устройства (15; 25; 35) для размягчения путем непосредственного нагревания поверхностного слоя каждого концевого участка (10) перед нанесением не полностью отвержденного защитного покрытия (9) на размягченные поверхностные слои.
14. Устройство по п. 13, в котором нагревательные устройства (15; 25; 35) предназначены для направленного и ограниченного воздействия горячего воздуха, или излучения, или пламени на свободные поверхности концевых участков (10).
15. Устройство по п. 12, в котором устройство (19; 24; 34) для тепловой обработки включает по меньшей мере один источник (21; 26; 36) тепла, выбранный из следующих: инфракрасной лампы, электрического резистора, газового источника излучения и газовой горелки.
16. Устройство по п. 15, в котором устройство (19) для тепловой обработки включает воздуходувку (22) для генерирования потока воздуха, который пересекает источник тепла (21); и нагревательное устройство (15) для направленного и ограниченного воздействия потока горячего воздуха на свободные поверхности концевых участков (10).
17. Устройство по п. 15, в котором устройство (24) для тепловой обработки включает по меньшей мере два источника (26) тепла, предназначенные для генерирования и направления пламени на соответствующие концевые участки (10).
18. Устройство по п. 15, в котором устройство (34) для тепловой обработки включает по меньшей мере два источника (36) тепла, предназначенные для генерирования и направления электромагнитного излучения на концевые участки (10).
| WO 2012172451 A1, 20.12.2012 | |||
| EP 1985909 A1,23.03.2011 | |||
| WO 2007079720 A1, 19.07.2007 | |||
| WO 2008132279 A1, 06.11.2008 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |

