ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к держателю электрода для контактной сварки.
УРОВЕНЬ ТЕХНИКИ
Контактная сварка предусматривает размещение электрода для контактной сварки на заготовке, нагревание заготовки до температуры сварки путем пропускания большого электрического тока через материал заготовки так, что материал расплавляется и создается сварочный шов. Известные аппараты для контактной сварки в целом содержат генератор электрического тока, сменный стержень держателя электрода для контактной сварки, выполненный с возможностью внутреннего охлаждения, и сменный рабочий наконечник сварочного электрода для контактной сварки, выполненный с возможностью соприкосновения с заготовкой и передачи через нее электрического тока. Стержень держателя электрода выполнен с возможностью пропускания большого электрического тока с низким сопротивлением, таким образом, стержень держателя имеет большой диаметр и выполнен из металла, имеющего высокую электропроводность. Кроме того, стержень держателя, как правило, охлаждается изнутри циркулирующей водой.
Рабочий наконечник электрода для контактной сварки подвергается сильному изнашиванию и поэтому устанавливается на стержне держателя с возможностью замены. Недостатком стержня держателя является то, что даже при охлаждении указанного стержня он изнашивается через некоторый период времени, после которого требуется его замена. Из-за требований низкого сопротивления стержень держателя для контактной сварки выполняется тяжелым и большим, поскольку имеет большой диаметр, и выполняется из дорогих материалов с низким сопротивлением, таких как медные сплавы. Таким образом, замена стержня держателя обходится очень дорого.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является снижение расходов на контактную сварку с использованием известного аппарата.
Согласно первому аспекту настоящего изобретения эта цель достигается путем создания стержня держателя электрода для контактной сварки согласно пункту 1 формулы изобретения, а согласно второму аспекту настоящего изобретения указанная цель достигается путем создания наконечника держателя электрода для контактной сварки согласно пункту 9 формулы изобретения.
Благодаря использованию в конструкции стержня держателя сменного наконечника держателя, который выполнен с возможностью крепления к стержню держателя и снятия с этого стержня и к которому может быть присоединен с возможностью снятия рабочий наконечник сварочного электрода, обеспечена возможность периодической замены только той части стержня, которая сильно изношена, а не всего стержня. Таким образом, стоимость замены стержня держателя существенно снижена, в частности за счет снижения высокой стоимости и количества материала держателя.
Стержень держателя электрода и наконечник держателя выполнены с возможностью передачи сварочного электрического тока к рабочему наконечнику сварочного электрода. Рабочий наконечник имеет контактную поверхность, предназначенную для размещения на заготовке и для передачи к ней сварочного электрического тока. Электрод для контактной сварки согласно настоящему изобретению включает крепление для стержня держателя, стержень держателя, наконечник держателя и рабочий наконечник сварочного электрода. Электрод, как правило, выполняется с возможностью перемещения для обеспечения возможности размещения на поверхности заготовки. Как правило, аппарат для контактной сварки включает два сварочных электрода, между рабочими наконечниками которых имеется зазор. Рабочие наконечники сварочных электродов могут иметь различные контактные поверхности с различными формами, например штыревые или гнездовые контактные поверхности. Таким образом, один и тот же рабочий наконечник сварочного электрода путем простой переустановки может использоваться для выполнения различных сварочных работ.
Предпочтительно стержень держателя выполнен с возможностью охлаждения изнутри. Кроме того, предпочтительно стержень держателя имеет внутренний канал, предназначенный для пропускания охлаждающего средства в стержень держателя. Наконечник держателя также предпочтительно выполнен с возможностью охлаждения изнутри. Кроме того, наконечник держателя также имеет внутренний канал, предназначенный для пропускания охлаждающего средства в наконечник держателя. Охлаждение наконечника держателя и стержня держателя изнутри обеспечивает снижение их температуры во время сварки, увеличивая срок их службы.
Согласно одному варианту выполнения длина стержня держателя составляет по меньшей мере 6 см, предпочтительно по меньшей мере 10 см, а наиболее предпочтительно по меньшей мере 20 см. Таким образом, небольшой стержень держателя обеспечивает достаточное расстояние между заготовкой и более крупным аппаратом для контактной сварки, для обеспечения удобной сварки различных видов заготовок.
Согласно еще одному варианту выполнения длина наконечника держателя меньше или равна 6 см, предпочтительно меньше или равна 5 см, а наиболее предпочтительно меньше или равна 4 см. Такая длина наконечника держателя в большинстве случаев достаточна для его функционирования с существенной экономией материальных затрат. Предпочтительно длина наконечника держателя равна по меньшей мере 2 см. Таким образом, обеспечена такая длина наконечника держателя, которая достаточна для безопасного прикрепления к стержню держателя, а также для реализации других функций наконечника держателя, как описано ниже.
Согласно еще одному варианту выполнения вес наконечника держателя меньше или равен 200 граммам, предпочтительно меньше или равен 150 граммам и наиболее предпочтительно меньше или равен 100 граммам. Предпочтительно вес наконечника держателя больше или равен 20 граммам. Предпочтительно вес стержня держателя составляет по меньшей мере 200 граммов, предпочтительно по меньшей мере 250 граммов, а наиболее предпочтительно по меньшей мере 400 граммов. Предпочтительно вес стержня держателя составляет меньше 5 кг. Предпочтительно вес наконечника держателя составляет меньше 80% веса стержня держателя, предпочтительно меньше 50%, а наиболее предпочтительно меньше 25%. Таким образом, вес стержня держателя больше веса наконечника держателя по меньшей мере в 1,25 раза, предпочтительно по меньшей мере в 2 раза, а наиболее предпочтительно по меньшей мере 4 раза. Таким образом, наконечник держателя является достаточно малым относительно стержня держателя, что позволяет снижать материальные затраты и сбалансировать стоимость производства нового стержня держателя и наконечников.
Согласно еще одному варианту выполнения стержень держателя выполнен с изгибом, а наконечник держателя выполнен с возможностью прикрепления к стержню в месте за изгибом. Таким образом, наконечник держателя после прикрепления к стержню держателя автоматически будет направлен в правильном направлении. Наконечник держателя предпочтительно выполнен прямым. В случае если наконечник держателя изогнут, существует опасность, что после его прикрепления к стержню держателя, в зависимости от углового поворота указанного стержня, указанный наконечник будет направлен в другом направлении.
Согласно еще одному варианту выполнения наконечник держателя имеет резьбу, предназначенную для его прикрепления к стержню держателя. Соответственно, стержень держателя имеет резьбу, предназначенную для крепления наконечника держателя к стержню держателя. Резьба позволяет легко скреплять и раскреплять наконечник держателя со стержнем держателя. Кроме того, резьба обеспечивает безопасное присоединение наконечника держателя так, чтобы он не изменял своего положения относительно стержня держателя при сварке.
Согласно еще одному варианту выполнения резьба является цилиндрической. Цилиндрическая резьба позволяет надежно прикреплять наконечник держателя к стержню держателя в определенном месте по длине, уменьшая, таким образом, разброс положений наконечника держателя после его замены.
Согласно еще одному варианту выполнения наконечник держателя имеет выступ, который расположен рядом с резьбой и диаметр которого больше диаметра резьбы. Предпочтительно, стержень держателя имеет соединительную часть, внутри которой выполнена указанная резьба, при этом конец указанной соединительной части выполнен с возможностью взаимодействия с выступом, выполненным на наконечнике держателя для обеспечения упора для наконечника держателя, так, чтобы местоположение контактных поверхностей было одинаковым для различных наконечников держателя.
Согласно еще одному варианту выполнения одна поверхность выступа может быть выполнена с возможностью совмещения с соединительной частью стержня держателя и наклонена в наружном направлении к соединительной части. Совмещение такой наклонной поверхности с соединительной частью позволяет создать водонепроницаемое уплотнение. Указанное уплотнение между наконечником держателя и стержнем держателя обеспечивает возможность протекания охлаждающего средства внутри стержня и наконечника держателя.
Согласно еще одному варианту выполнения наконечник и стержень держателя выполнены из дисперсионно-твердеющего металла. Указанный металл имеет высокую проводимость и высокую механическую прочность благодаря осажденным частицам в металлической матрице. Поскольку указанные частицы по меньшей мере частично осаждены, они не оказывают существенного влияния на проводимость более чистой металлической матрицы, однако обеспечивают снижение сдвига и механических деформаций. Предпочтительно наконечник держателя и стержень держателя выполнены из медного сплава с добавлением оксида алюминия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение ниже описано на примере варианта выполнения, который проиллюстрирован на чертежах и который не ограничивает объем изобретения.
Фиг.1a показывает продольный разрез стержня держателя для контактной сварки, снабженного наконечником, согласно одному из вариантов выполнения изобретения.
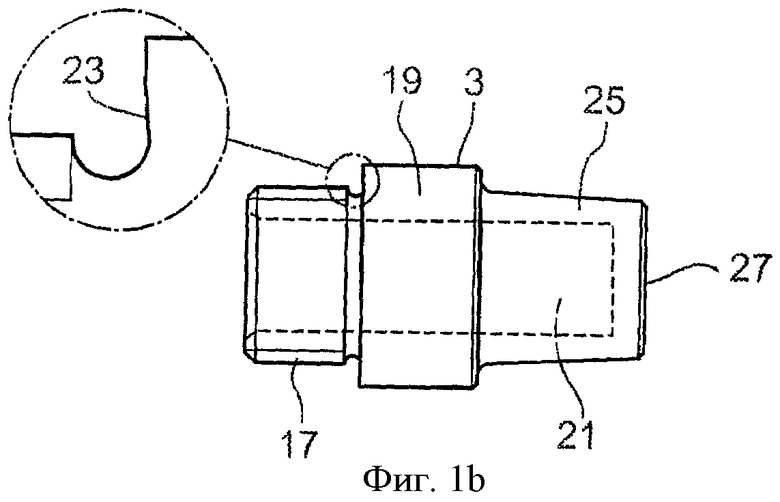
Фиг.1b показывает наконечник держателя для контактной сварки, показанный на фиг.1a.
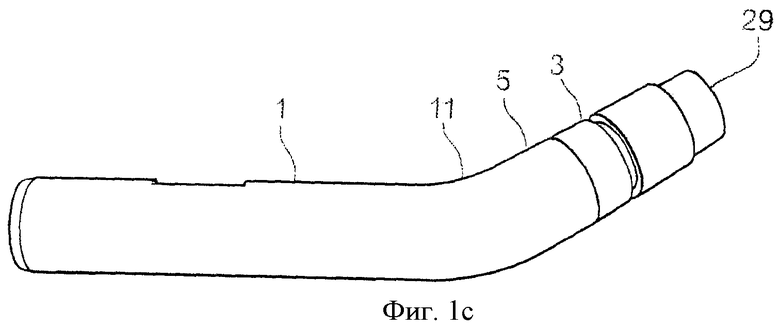
Фиг.1c показывает вид сверху стержня держателя и наконечника держателя, показанных на фиг.1a-b.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На фиг.1a и 1c показан электрод для контактной сварки, который согласно приведенному примеру включает стержень 1 держателя электрода для контактной сварки, наконечник 3 держателя электрода для контактной сварки и рабочий наконечник 29 сварочного электрода для контактной сварки. На фиг.1b наконечник 3 показан более подробно, а на фиг.1c стержень 1 и наконечник 3 держателя показаны на виде сверху. При осуществлении сварки заготовку размещают в зазоре между первым рабочим наконечником сварочного электрода, установленным на наконечнике 3, и вторым рабочим наконечником сварочного электрода, установленным на другом, подобном электроде. Затем указанные два электрода перемещают так, чтобы закрыть зазор, по рабочим наконечникам сварочных электродов через заготовку пропускают электрический ток, после чего заготовка нагревается электрическим током и приваривается.
Наконечник 3 выполнен с возможностью прикрепления к стержню 1 и открепления от него, так что наконечник держателя является сменным. Таким образом, стержень 1 выполнен с обеспечением возможности прикрепления наконечника 3 к одному концу 5 стержня 1 и открепления наконечника 3 от этого конца 5. Таким образом, существует возможность замены только наконечника 3 при его износе вместо замены всего стержня 1. Стержень 1 также может быть заменен в аппарате для контактной сварки, а рабочий наконечник 29 может быть заменен в наконечнике 3.
Длина стержня 1 составляет по меньшей мере 10 см, предпочтительно по меньшей мере 15 см и наиболее предпочтительно по меньшей мере 20 см. В приведенном примере стержень 1 имеет длину 22 см. Кроме того, длина стержня 1 может быть меньше чем 1,5 м. Кроме того, вес стержня держателя составляет по меньшей мере 200 граммов, предпочтительно по меньшей мере 250 граммов и наиболее предпочтительно по меньшей мере 400 граммов. Предпочтительно вес стержня 1 составляет меньше 5 кг. В приведенном примере вес стержня 1 составляет 2,5 кг.
Наконечник 3 в свою очередь имеет длину, которая меньше или равна 6 см, предпочтительно меньше или равна 5 см и наиболее предпочтительно меньше или равна 4 см. Кроме того, длина наконечника 3 может составлять по меньшей мере 2 см. В приведенном примере длина наконечника 3 составляет 3,4 см. Вес наконечника 3 меньше или равен 200 граммам, предпочтительно меньше или равен 150 граммам и наиболее предпочтительно меньше или равен 100 граммам. Кроме того, вес наконечника 3 может быть больше или равен 20 граммам. В приведенном примере вес наконечника 3 составляет 100 граммов. Таким образом, вес наконечника 3 составляет только 4% веса стержня 1. Следовательно, наконечник 3 очень мал по сравнению со стержнем 1, и замена только наконечника держателя вместо всего стержня обеспечит существенное снижение материальных затрат.
Стержень 1 сформирован с изгибом 11, который облегчает формирование зазора между рабочим наконечником одного электрода и соответствующим рабочим наконечником другого электрода. В приведенном примере изгиб 11 имеет небольшую кривизну, однако изгиб может также быть выполнен под более острым углом, например, под прямым углом. Наконечник 3 прикреплен к стержню 1 за изгибом 11 на конце 5 стержня держателя, направленном к заготовке. Таким образом, облегчается замена наконечника 3, поскольку отсутствует необходимость учета правильно расположенного изгиба 11.
Стержень 1 имеет стенку 7, выполненную из проводящего материала с возможностью пропускания сварочного тока к наконечнику 3. Стенка 7 имеет такую форму, что она окружает внутренний канал 9, выполненный с обеспечением возможности протекания через него потока охлаждающего средства к наконечнику 3 и от него. Охлаждающее средство, которое в настоящем примере является водой, охлаждает наконечник 3, предотвращая его плавление и увеличивая срок службы наконечника 3. Наконечник 3 также имеет канал 21 для прохода охлаждающего средства в наконечнике 3. В конце канала 21 вода поворачивается и течет назад через каналы 21 и 9 наружу из электрода. В другом примере вода может вместо этого перетекать к рабочему наконечнику сварочного электрода и в него.
Стенка 7 стержня 1 также включает соединительную часть 13, выполненную с обеспечением возможности прикрепления наконечника 3. В настоящем примере соединительная часть имеет внутреннюю резьбу 15, предназначенную для прикрепления наконечника 3 к стержню 1. Наконечник 3 имеет соответствующую резьбу 17, выполненную для прикрепления наконечника 3 к стержню 1. Наконечник 3 также имеет выступ 19, который выполнен рядом с резьбой 17 и диаметр которого больше диаметра резьбы 17. Внешний конец соединительной части 13 выполнен с возможностью взаимодействия с выступом 19, выполненным на наконечнике 3, для создания упора для наконечника 3 при вворачивании наконечника держателя в соединительную часть 13.
Резьба 15 и резьба 17 в настоящем примере выполнены цилиндрическими, чтобы предотвратить накручивание наконечников 3 различной длины на соединительную часть 15, которое могло бы быть возможным при конической резьбе. Цилиндрические резьбы 15, 17 в комбинации с упором, образованным выступом 19 и соединительной частью 13, позволяют вкручивать каждый новый наконечник в стержень 1 на одинаковое расстояние. Важно, чтобы расстояние между наконечником 3 и стержнем 1 оставалось постоянным для обеспечения быстрой замены наконечников без необходимости осуществления долгих процессов установки.
Выступ 19 имеет поверхность 23, выполненную с возможностью перекрытия с соединительной частью 13. Поверхность 23 наклонена в наружном направлении к соединительной части 13 и образует с соединительной частью 13 водонепроницаемое уплотнение, так что охлаждающее средство, протекающее по каналу 9, остается в электроде.
Наконечник 3 имеет коническую резьбу 25, которая оканчивается у поверхности 27 и благодаря которой обеспечена возможность прикрепления рабочего наконечника сварочного электрода к наконечнику 3. В настоящем примере поверхность 27 выполнена круглой с диаметром между 13 мм и 25 мм. Поверхности с такой формой, а также коническая резьба известны из уровня техники.
Стержень 1 и наконечник 3 в настоящем примере выполнены из дисперсионно-твердеющего металла. Предпочтительно, чтобы по меньшей мере наконечник 3 был выполнен из дисперсионно-твердеющего металла, поскольку он подвергается существенной нагрузке во время сварки. Дисперсионно-твердеющий металл включает сплав, имеющий легирующий элемент, который осаждает частицы и формирует их внутри металлической матрицы. Таким образом, частицы увеличивают механическую прочность металла и обеспечивают высокую электропроводность. Дисперсионно-твердеющий металл в настоящем примере включает медный сплав с добавлением оксида алюминия.
Настоящее изобретение не ограничено приведенным примером и вариантами выполнения и может иметь различные конструктивные воплощения, лежащие в пределах нижеследующей формулы изобретения. В частности, специалист может создать различные способы или конструкции для того, чтобы прикрепить наконечник держателя к стержню держателя, а рабочий наконечник сварочного электрода - к наконечнику держателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ГОРЕЛКА | 2018 |
|
RU2734535C1 |
| УСТРОЙСТВО ЗАМЕНЫ ЭЛЕКТРОДОВ, ОБЕСПЕЧИВАЮЩЕЕ ПОВЫШЕННУЮ БЕЗОПАСНОСТЬ | 2010 |
|
RU2553801C2 |
| КРЕПЛЕНИЕ ГАЗОВОЙ ФОРСУНКИ | 2009 |
|
RU2496619C2 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ЭЛЕКТРОДА, ОБЛАДАЮЩЕЕ ПОВЫШЕННОЙ БЕЗОПАСНОСТЬЮ | 2010 |
|
RU2553786C2 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ РУЧНОЙ ФРЕЗЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ЗАЧИСТКИ ЭЛЕКТРОДОВ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2010 |
|
RU2506144C2 |
| СПОСОБ СБОРКИ ГЛУБИННОГО АНОДНОГО ЗАЗЕМЛИТЕЛЯ, ГЛУБИННЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ, ЭЛЕКТРОД ЗАЗЕМЛИТЕЛЯ | 2011 |
|
RU2476622C1 |
| УСТРОЙСТВО И СПОСОБ МОДЕЛИРОВАНИЯ ПРОЦЕССА СВАРКИ | 2009 |
|
RU2487420C2 |
| РАБОЧИЙ ЭЛЕКТРОД ЭЛЕКТРОДИНАМИЧЕСКОЙ ДРОБИЛЬНОЙ УСТАНОВКИ | 2006 |
|
RU2393922C2 |
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
Изобретение относится к стержню (1) держателя электрода для контактной сварки, выполненному из металла, имеющего высокую электропроводность. Указанный стержень выполнен с возможностью пропускания сварочного электрического тока через заготовку для сварки указанной заготовки. Изобретение также относится к наконечнику (3) держателя электрода для контактной сварки. Стержень держателя электрода для контактной сварки выполнен с обеспечением возможности крепления наконечника (3) держателя электрода для контактной сварки и его отсоединения с возможностью замены. Наконечник держателя электрода для контактной сварки выполнен с возможностью крепления сменного рабочего наконечника (29) сварочного электрода для контактной сварки и его отсоединения. В результате обеспечиваются простота и легкость смены стержня держателя электрода. 2 н. и 10 з.п. ф-лы, 3 ил.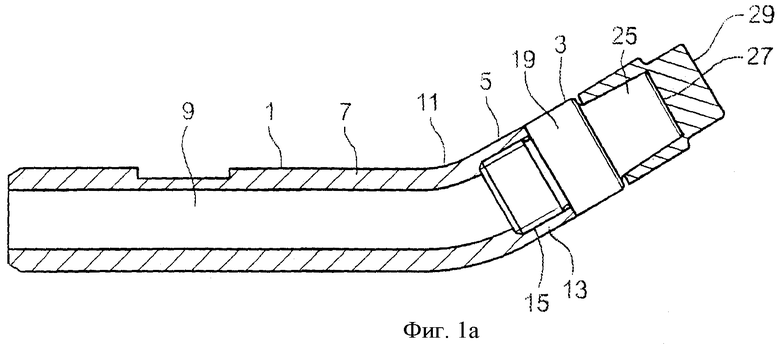
1. Держатель электрода для контактной сварки, содержащий стержень (1), выполненный из электропроводного материала, предназначенный для крепления к аппарату для контактной сварки с возможностью замены и имеющий соединительную часть (13) с резьбой (15), и наконечник (3), выполненный с возможностью крепления к соединительной части (13) указанного стержня (1) с возможностью замены и имеющий резьбу (17), предназначенную для крепления к стержню (1) держателя электрода, и выступ (19), расположенный рядом с резьбой (17) наконечника (3), причем диаметр выступа (19) больше диаметра резьбы, при этом указанный выступ (19) имеет поверхность (23), наклоненную в наружном направлении к указанной соединительной части (13) стержня (1) держателя и предназначенную для совмещения с указанной соединительной частью (13) с образованием этой поверхностью (23) и соединительной частью (13) водонепроницаемого уплотнения.
2. Держатель по п.1, в котором длина указанного стержня (1) составляет, по меньшей мере, 6 см, предпочтительно, по меньшей мере, 10 см и наиболее предпочтительно, по меньшей мере, 20 см.
3. Держатель по п.1, в котором вес указанного стержня (1) составляет, по меньшей мере, 200 г, предпочтительно, по меньшей мере, 250 г и наиболее предпочтительно, по меньшей мере, 400 г.
4. Держатель по п.1, в котором указанный стержень (1) выполнен с изгибом (11) и с возможностью закрепления указанного наконечника (3) в месте за изгибом.
5. Держатель по п.1, в котором указанная резьба (15) является цилиндрической.
6. Держатель по п.1, в котором указанная резьба (15) выполнена внутри соединительной части (13), конец которой выполнен с возможностью взаимодействия с выступом (19), расположенным на указанном наконечнике (3) для создания упора для наконечника (3).
7. Держатель по п.1, в котором указанный стержень (1) выполнен из дисперсионно-твердеющего металла.
8. Наконечник (3) держателя электрода для контактной сварки, выполненный из электропроводного материала и имеющий резьбу (17), предназначенную для его крепления к стержню (1) держателя электрода, причем указанный наконечник (3) выполнен с обеспечением возможности крепления сменного рабочего наконечника (29) сварочного электрода к своему концу и отсоединения рабочего наконечника от указанного конца и имеет выступ (19), который расположен рядом с указанной резьбой (17) и диаметр которого больше диаметра резьбы (17), причем указанный выступ (19) имеет поверхность (23), наклоненную в наружном направлении к соединительной части (13) стержня (1) держателя и предназначенную для совмещения с указанной соединительной частью (13) с образованием этой поверхностью (23) и соединительной частью (13) водонепроницаемого уплотнения.
9. Наконечник (3) по п.8, который имеет длину, меньшую или равную 6 см, предпочтительно меньшую или равную 5 см и наиболее предпочтительно меньшую или равную 4 см.
10. Наконечник (3) по п.8, который имеет вес, меньший или равный 200 г, предпочтительно меньший или равный 150 г, и наиболее предпочтительно меньший или равный 100 г.
11. Наконечник (3) по п.8, в котором указанная резьба (17) является цилиндрической.
12. Наконечник (3) по п.8, который выполнен из дисперсионно-твердеющего металла.
| US 7022934 B1, 04.04.2006 | |||
| US 6355901 B1, 12.03.2002 | |||
| US 5473135 A, 05.12.1995 | |||
| Электрод для точечной контактной электросварочной машины | 1954 |
|
SU104465A1 |
| БАЛКОВЕЦ Д.С | |||
| и др | |||
| Точечная и роликовая сварка специальных сталей и сплавов | |||
| - М.: Государственное изд | |||
| оборонной промышленности, 1957, с.305, фиг.12.7 | |||
| Под ред | |||
| А.Ю.ИШЛИНСКОГО Политехнический словарь | |||
| - М.: Советская энциклопедия, 1980, с.609. | |||

