Изобретение касается системы крепления газовой форсунки на расположенном на сварочной горелке держателе газовой форсунки, выполненном с возможностью разъемного крепления газовой форсунки.
Изобретение касается также сварочной горелки, которая имеет форму трубки, содержит по меньшей мере одну сопловую трубку и закреплена на держателе газовой форсунки.
Уже известны системы крепления газовых форсунок сварочной горелки, в которых газовая форсунка простой формы надевается непосредственно на основную часть. Для этого чаще всего на газовой форсунке бывают предусмотрены шлицы, креплением в которых удерживается газовая форсунка. Кроме того, известны также горелки, у которых на основной части предусмотрено резьбовое соединение для установки газовой форсунки. Также известна система крепления, у которой газовая форсунка фиксируется путем короткого поворотного движения, как это известно из DE 20380292 U1.
Недостатком такого рода систем крепления является то, что для крепления требуются дополнительные средства или, соответственно, операции изготовления газовой горелки, такие как резьба, несколько шлицов или два выступа. В частности, в DE 20380292 U1 также является недостатком то, что для крепления необходимо учитывать положение газовой форсунки.
Поэтому задача изобретения заключается в том, чтобы создать систему крепления для вставной газовой форсунки, имеющей очень простую конструкцию, функционирование которой не зависит от положения газовой форсунки при надвигании или надевании на направляющую газовой форсунки.
Решается эта задача изобретения согласно пункту 1 путем того, что для обеспечения крепления одна часть держателя выполнена эксцентриковой и служит для установки фиксирующего элемента, а другая часть держателя газовой форсунки, содержащая по меньшей мере одну часть сопловой трубки газовой горелки, образует направляющую для газовой форсунки, и крепление газовой форсунки осуществляется путем поворотного движения.
Преимущество при этом заключается согласно признакам пункта 2, в том, что обеспечивается быстрое и надежное крепление путем короткого, не зависящего от направления поворотного движения, и положение газовой форсунки перед креплением не является существенным. Поэтому возможно простое надевание газовой форсунки. Кроме того, тем самым обеспечивается простая замена необходимых для систем крепления быстроизнашивающихся частей.
Предпочтительными являются также признаки по пунктам 3-5, которые обеспечивают возможность вращения фиксирующего элемента путем простого закручивания газовой форсунки и простого отсоединения и удаления газовой форсунки.
Задача изобретения решается также посредством того, что в газовой форсунке выполнены две концентрические направляющие поверхности, при этом одна направляющая поверхность выполнена для перемещения по сопловой трубке, а другая направляющая поверхность для перемещения по держателю газовой форсунки, и газовая форсунка предусмотрена для системы крепления по пунктам 1-5.
Вытекающие отсюда преимущества заключаются в уже описанных преимуществах.
Предпочтительно согласно признакам пунктов 7 и 8 предусмотрен упор, который, в частности, определяет положение фиксирующего элемента.
Настоящее изобретение поясняется более подробно с помощью прилагаемых схематичных чертежей.
На них показано:
фиг.1 - схематичное изображение сварочной машины или, соответственно, сварочного аппарата;
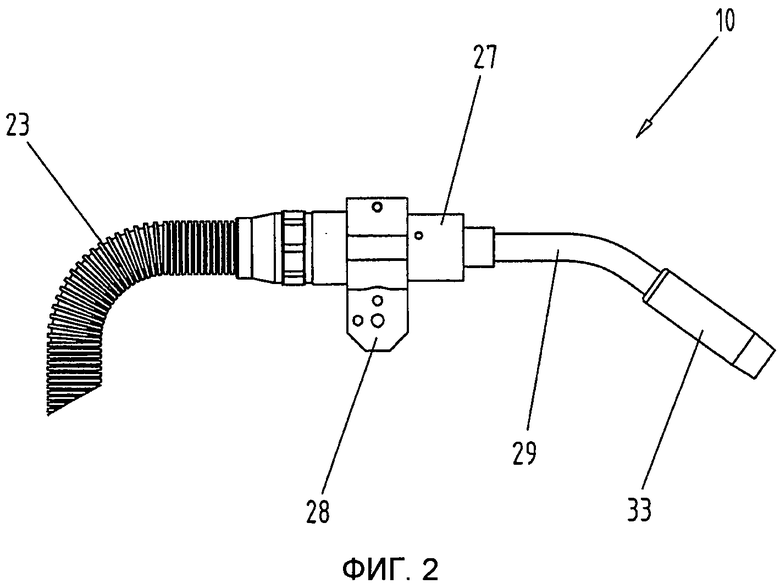
фиг.2 - схематичное изображение сварочной горелки на виде сбоку;
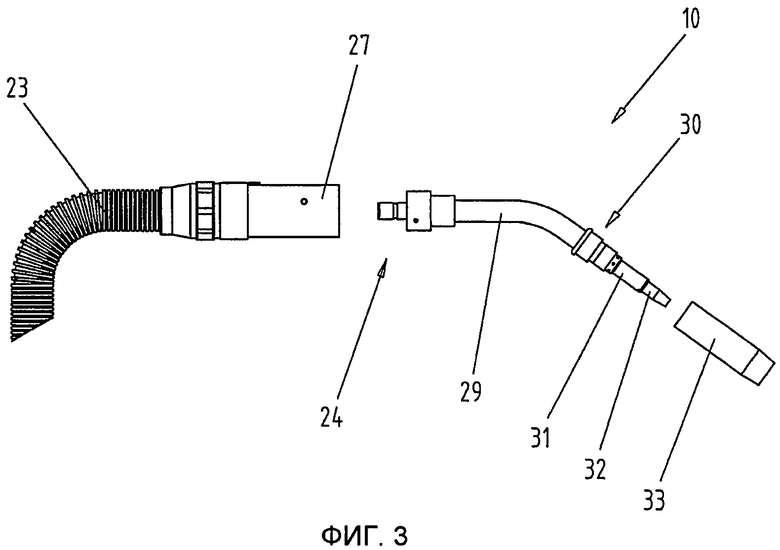
фиг.3 - сварочная горелка, показанная на фиг.2, в перспективном изображении с пространственным разнесением элементов;
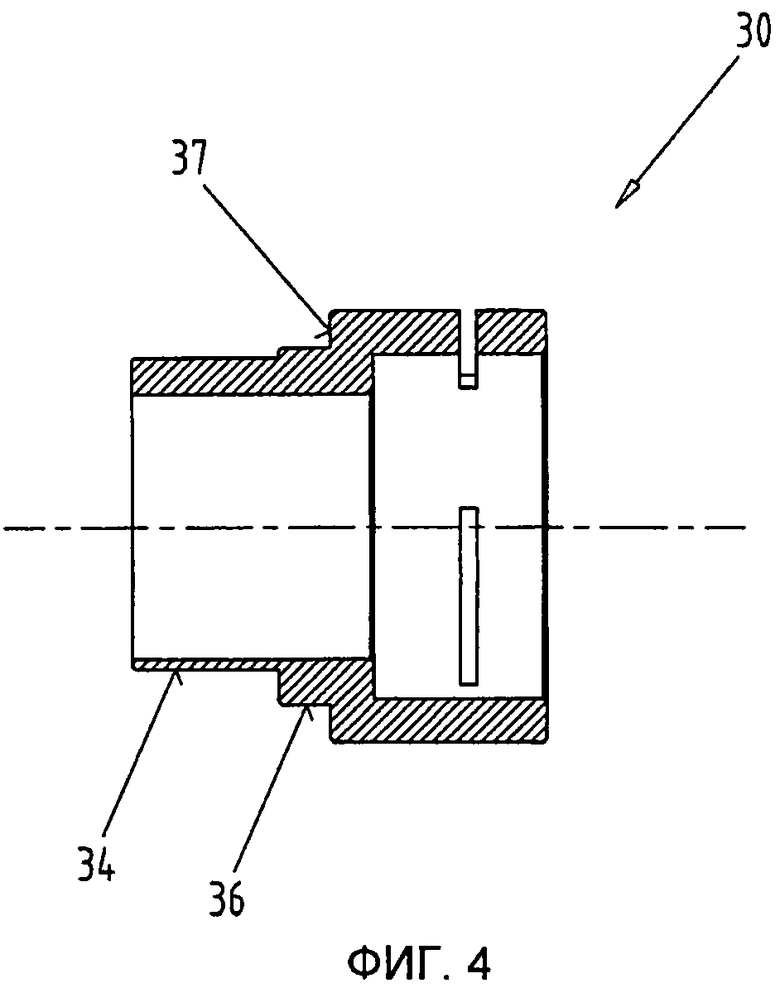
фиг.4 - держатель газовой горелки, изображенный в сечении;
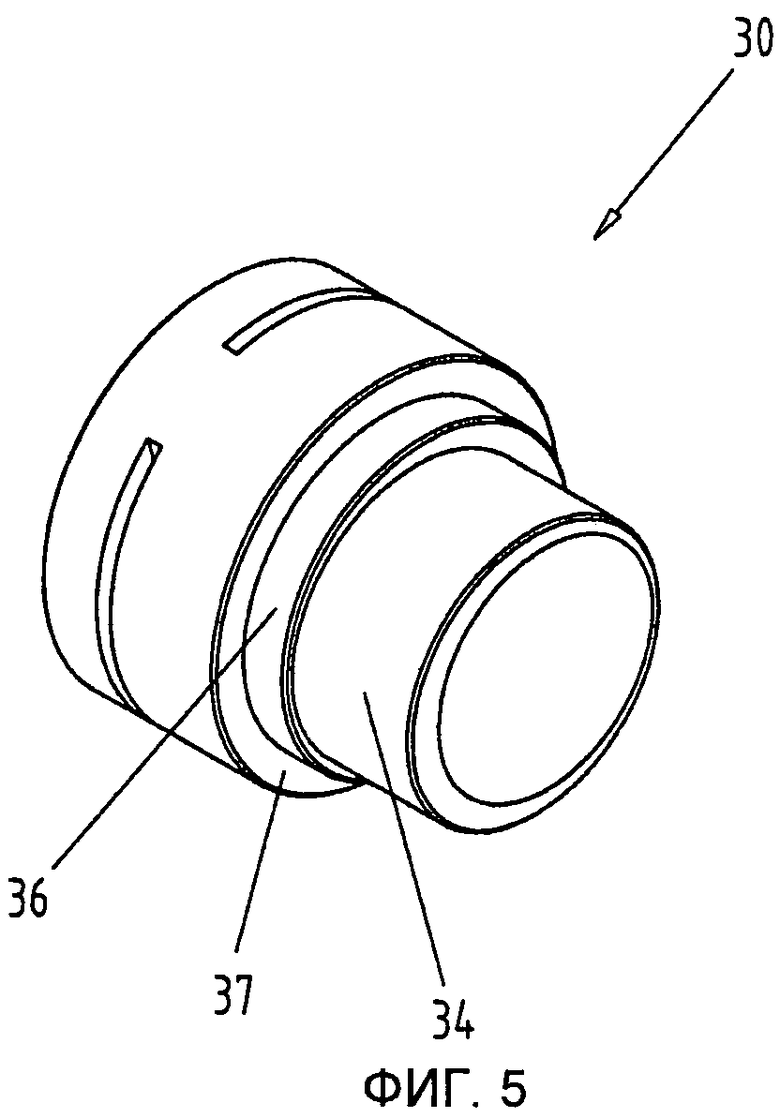
фиг.5 - держатель газовой горелки в трехмерном изображении;
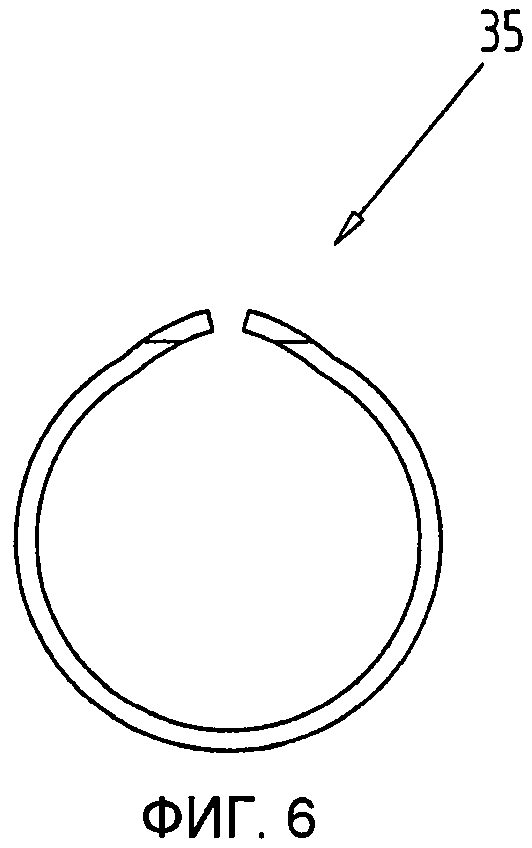
фиг.6 - фиксирующий элемент на виде сбоку;
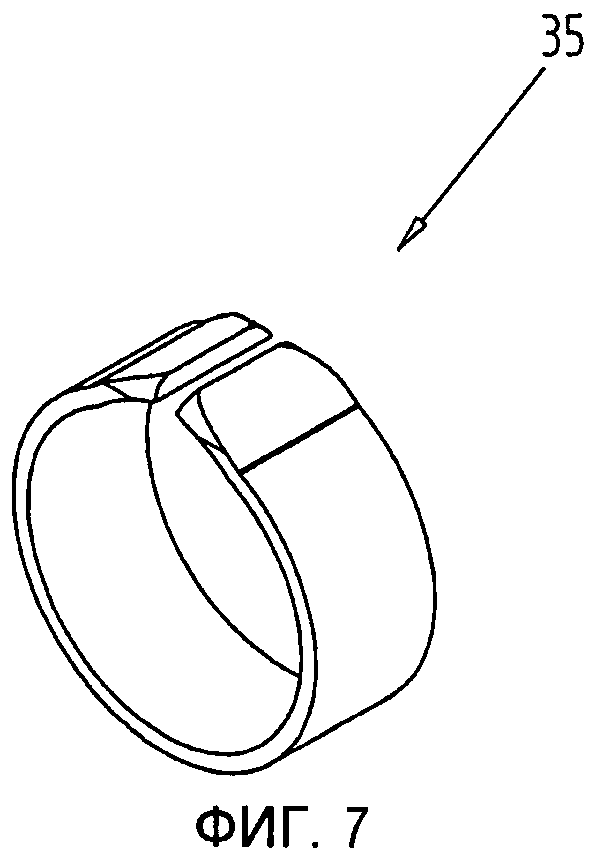
фиг.7 - фиксирующий элемент в трехмерном изображении;
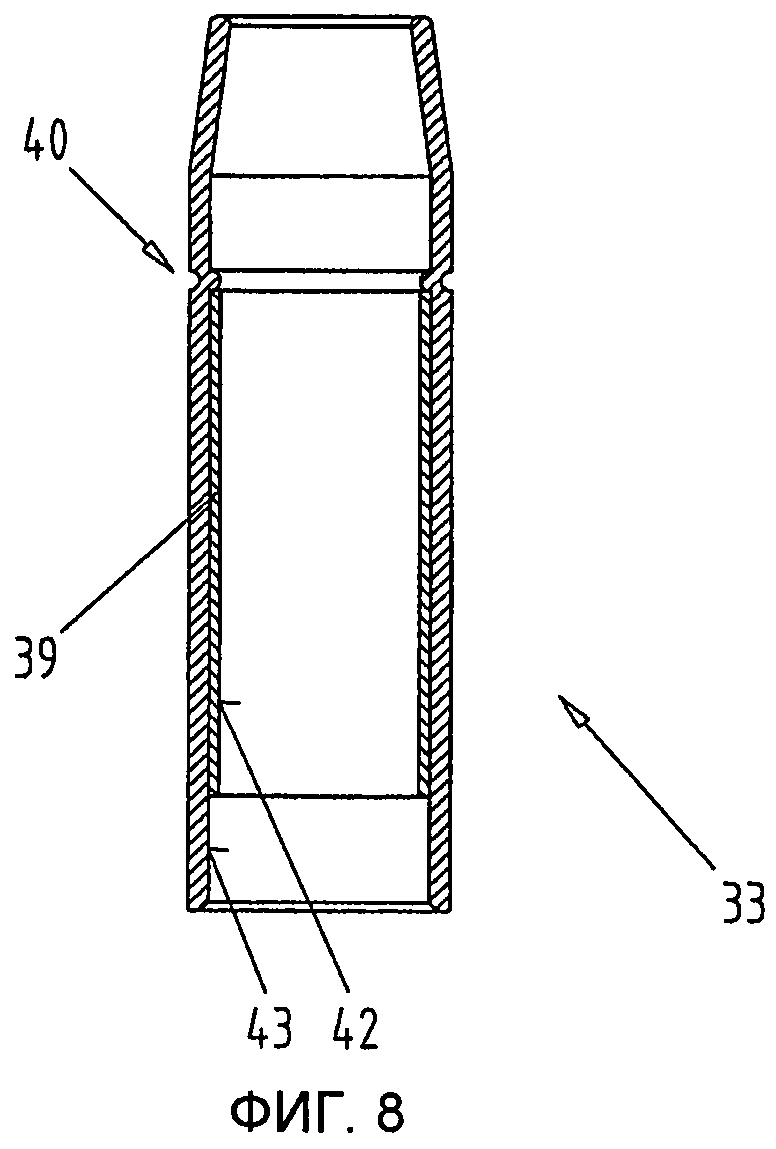
фиг.8 - газовая форсунка, изображенная в сечении;
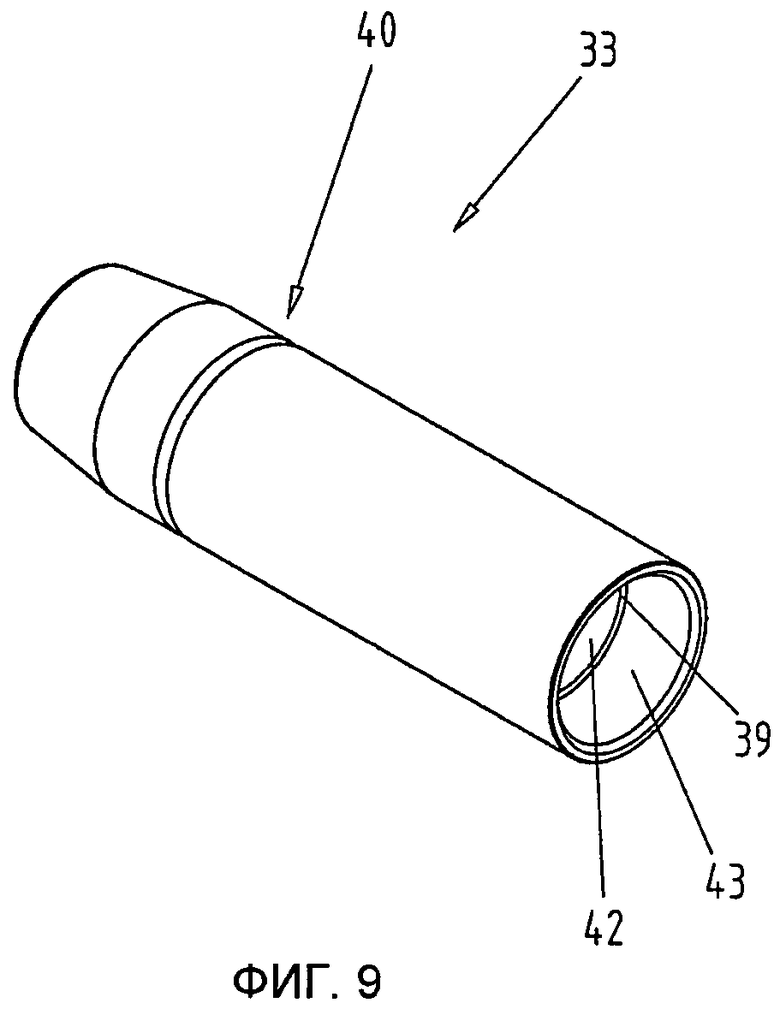
фиг.9 - газовая форсунка в трехмерном изображении;
фиг.10 - компоненты предлагаемой изобретением системы крепления в сборе, изображенные в сечении.
В качестве вступления следует сказать, что в различных описанных вариантах осуществления одинаковые детали снабжены одинаковыми обозначениями позиций или, соответственно, одинаковыми наименованиями узлов, при этом содержащиеся в целом описании утверждения могут быть целесообразным образом перенесены на одинаковые детали с одинаковыми обозначениями позиций или, соответственно, одинаковыми наименованиями узлов. Также выбранные в описании указанные положения, такие как, например, вверху, внизу, снизу, сбоку и т.д. касаются непосредственно описанной, а также изображенной фигуры, и при изменении положения должны быть целесообразным образом перенесены на новое положение. Кроме того, также отдельные признаки или комбинации признаков из показанных и описанных различных примеров осуществления представляют собой самостоятельные изобретательские решения, предлагаемые изобретением.
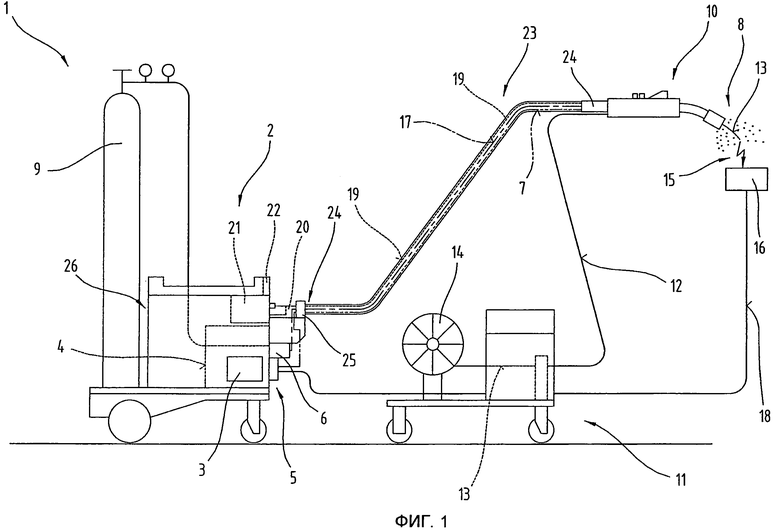
На фиг.1 показан сварочный аппарат 1 или, соответственно, сварочная установка для осуществления самых разных процессов или, соответственно, способов, таких как, например, сварка металлическим электродом в среде инертного/активного газа, или, соответственно, сварка вольфрамовым электродом в среде инертного газа, или способ сварки электродом, двухэлектродный/тандемный способ сварки, плазменный способ или способ пайки-сварки и т.д.
Сварочный аппарат 1 включает в себя источник 2 тока, снабженный силовой частью 3, устройством 4 управления и принадлежащим силовой части 3 или, соответственно, устройству 4 управления элементом 5 переключения. Элемент 5 переключения или, соответственно, устройство 4 управления соединено с клапаном 6 управления, который расположен в питающем трубопроводе 7 для подачи газа 8, в частности, защитного газа, такого как, например, CO2, гелий или аргон и т.п., между газовым аккумулятором 9 и сварочной горелкой 10 или, соответственно, горелкой.
Кроме того, с помощью устройства 4 управления возможно также управление механизмом 11 подачи проволоки, который обычно применяется для сварки металлическим электродом в среде инертного/активного газа, при этом через питающий трубопровод 12 в область сварочной горелки подается присадочный материал или, соответственно, сварочная проволока 13 с накопительного барабана 14 или, соответственно, рулона проволоки. Разумеется, механизм 11 подачи проволоки, как известно из уровня техники, может быть встроен в сварочный аппарат 1, в частности, в основной корпус, а не представлять собой, как изображено на фиг.1, дополнительное устройство.
Возможна также подача сварочной проволоки 13 или, соответственно, присадочного материала механизмом 11 подачи проволоки вне сварочной горелки 10 к месту выполнения процесса, причем для этого в сварочной горелке 10 предпочтительно устанавливается неплавящийся электрод, как это происходит при сварке вольфрамовым электродом в среде инертного газа.
Ток для получения электрической дуги 15, в частности, рабочей электрической дуги между неплавящимся электродом (не изображен) и заготовкой 6 подводится к сварочной горелке 10, в частности электроду, через сварочный кабель 17 от силовой части 3 источника тока 2, при этом предназначенная для сварки заготовка 16, которая состоит из нескольких частей, другим сварочным кабелем 18 также соединена со сварочным аппаратом 1, в частности с источником 2 тока, и, таким образом, через электрическую дугу 15 или, соответственно, создаваемую плазменную струю, может быть получена электрическая цепь для технологического процесса.
Для охлаждения сварочной горелки 10 сварочная горелка 10 может быть соединена через контур 19 охлаждения через датчик 20 потока с емкостью для жидкости, в частности, емкостью 21 для воды, благодаря чему при подготовке сварочной горелки 10 к работе включается контур 19 охлаждения, в частности жидкостный насос, применяемый для жидкости, находящейся в емкости 21 для воды, и таким образом может быть обеспечено охлаждение сварочной горелки 10.
Сварочный аппарат 1 снабжен также устройством 22 ввода и/или вывода, с помощью которого возможна установка или, соответственно, вызов самых разных параметров сварки, режимов эксплуатации или программ сварки сварочного аппарата 1. При этом установленные с помощью устройства 22 ввода и/или вывода параметры сварки, режимы эксплуатации или программы сварки передаются устройству 4 управления и затем с его помощью настраиваются отдельные компоненты сварочной установки или, соответственно, сварочного аппарата 1 или, соответственно, задаются соответствующие номинальные параметры регулировки или управления.
Кроме того, в изображенном примере осуществления сварочная горелка 10 через пакет 23 шлангов соединена со сварочным аппаратом 1 или, соответственно, сварочной установкой. В пакете 23 шлангов находятся отдельные трубопроводы, ведущие от сварочного аппарата 1 к сварочной горелке 10. Пакет 23 шлангов соединен через соединительное устройство 24 со сварочной горелкой 10, в то время как отдельные трубопроводы в пакете 23 шлангов соединительными муфтами или, соответственно, штекерными разъемами соединены с отдельными контактами сварочного аппарата 1. Для обеспечения соответствующей разгрузки от напряжения пакета 23 шлангов пакет 23 шлангов с помощью устройства 25 разгрузки от напряжения соединен с корпусом 26, в частности, основным корпусом сварочного аппарата 1. Разумеется, возможно также применение соединительного устройства 24 для соединения со сварочным аппаратом 1.
В общем, следует упомянуть, что для различных способов сварки или, соответственно, сварочных аппаратов 1, таких как, например, аппараты для сварки вольфрамовым электродом в среде инертного газа, или аппараты для сварки металлическим электродом в среде инертного/активного газа, или плазменные аппараты, необходимо применение или, соответственно, использование не всех вышеназванных компонентов. К тому же, например, возможно исполнение сварочной горелки 10 в виде охлаждаемой воздухом сварочной горелки 10.
В целом, касательно следующих фиг.2-10, следует сказать, что рассматривать их следует совместно.
На фиг.2 и 3 изображена сильно упрощенная конструкция сварочной горелки 10, представляющей собой традиционную горелку для сварки металлическим электродом в среде инертного газа. При этом на фиг.2 показана сварочная горелка 10 в сборе с расположенным на держателе 27 или, соответственно, ручке горелки фиксатором 28 для машинного использования, в частности для роботизированной сварочной установки, который в случае ручной сварочной горелки 10 не нужен. На фиг.3 в перспективном изображении с пространственным разделением деталей показаны основные компоненты сварочной горелки 10, а именно пакет 23 шлангов, держатель 27, колено 29 трубы, держатель 30 газовой форсунки, сопловая трубка 31, контактная трубка 32 и корпус 33. Эти компоненты соединены друг с другом в основном известными из уровня техники методами. Например, колено 29 трубы через соединительное устройство 24 соединено с пакетом 23 шлангов или, соответственно, держателем 27, а также газовая форсунка 33 закреплена на держателе 30 газовой форсунки.
В соответствии с изобретением крепление газовой форсунки 33 на держателе 30 газовой форсунки осуществляется с помощью расположенного на держателе 30 газовой форсунки эксцентрикового держателя 34. Этот эксцентриковый держатель 34 в комбинации с фиксирующим элементом 35 обеспечивает возможность чрезвычайно гибкого крепления газовой форсунки 33.
Держатель 30 газовой форсунки, снабженный эксцентриковым держателем 34, детально изображен на фиг.4 и 5. На этом изображении в сечении видна отличающаяся ступенчатостью форма держателя 30 газовой форсунки. При этом самая низкая или, соответственно, первая ступень, то есть часть держателя 30 газовой форсунки с наименьшим наружным диаметром, выполнена эксцентриковой и служит для установки фиксирующего элемента 35, и, следовательно, представляет собой эксцентриковый держатель 34. С его помощью обеспечивается возможность крепления газовой форсунки 33. Однако чтобы центральная продольная ось газовой форсунки 33 соответствовала по существу ходу сварочной проволоки 13, вторая ступень выполнена в виде направляющей или, соответственно, центрирующей поверхности 36 газовой форсунки 33. Наконец, торцевая сторона третьей ступени выполнена в виде упорной поверхности 37 газовой форсунки 33. Держатель 30 газовой форсунки снабжен также отверстием, так что он может крепиться предпочтительно путем посадки с натягом на колене 29 трубы.
Фиксирующий элемент 35, как детально изображено на фиг.6 и фиг.7, может представлять собой, например, пружинную шайбу или, соответственно, незамкнутое кольцо. На этих изображениях видно к тому же, что открытые концы фиксирующего элемента 35 отогнуты, так что он практически имеет форму эксцентрика. Смысл этой конструкции заключается в том, что при позиционировании фиксирующего элемента 35 на эксцентриковом держателе 34 открытые концы фиксирующего элемента 35 находятся в самом тонком месте эксцентрикового держателя 34, так что создается практически плотное в радиальном направлении запирание (соединение) с цилиндрической направляющей поверхностью 36. Тем самым обеспечивается возможность перемещения или, соответственно, вставления газовой форсунки 33 до упорной поверхности 37. Отогнутые концы служат также для того, чтобы при поворотном (вращательном) движении газовой форсунки 33 одновременно поворачивался фиксирующий элемент 35. Это происходит благодаря тому, что из-за эксцентрической формы фиксирующего элемента 35 он зажимается в газовой форсунке 33.
Наряду с направляющей поверхностью 36 по меньшей мере одна часть сопловой трубки 31 образует вторую направляющую поверхность 38 для газовой форсунки 33. Эта цилиндрическая направляющая поверхность 38 имеет предпочтительно меньший диаметр, чем коаксиальная цилиндрическая направляющая поверхность 36, так что возможно применение по меньшей мере одной электрической изоляции газовой форсунки 33 от сопловой трубки 31. Это изображено на фиг.8 и 9. В принципе газовая форсунка 33 для предлагаемой изобретением системы крепления имеет форму трубки, благодаря чему затраты на изготовление невелики. По этой же причине возможно изготовление или, соответственно, приобретение с небольшими затратами расположенной в корпусе 33 изоляционной вставки 39. Соответственно эта изоляционная вставка 39 перемещается по направляющей поверхности 38 сопловой трубки 31, так что изоляционная вставка 39 образует практически соответствующую направляющей поверхности 38 направляющую поверхность 42. При этом эта направляющая поверхность 42 или, соответственно, изоляционная вставка 39 проходят не по всей длине газовой форсунки 33. Предпочтительно газовая форсунка 33 имеет к тому же в передней области паз 40, который образует в газовой форсунке 33 упор для изоляционной вставки 39. Этим пазом 40 определяется практически также имеющая форму трубки часть газовой форсунки 33, длина которой соответственно зависит от других компонентов сварочной горелки 10. При этом для предлагаемой изобретением системы крепления важно, чтобы изоляционная вставка 39 была короче, чем имеющая форму трубки часть газовой форсунки 33. Отсюда следуют также упомянутые разные диаметры направляющей поверхности 36 и направляющей поверхности 38, при этом они концентричны друг другу. Упомянутая разница длин соответствует при этом сумме длины первой и второй ступени держателя 30 газовой форсунки. Таким образом, газовая форсунка 33 перемещается непосредственно по направляющей поверхности 36, или, соответственно, фиксирующий элемент 35 соответственно вращается газовой форсункой 33. Вследствие этого направляющей поверхности 36 держателя 30 газовой форсунки соответствует направляющая поверхность 43 в газовой форсунке 33. Кроме того, вследствие вышеназванной разницы длин образуется ступень или, соответственно, упор внутри газовой форсунки 33, которая практически задает положение фиксирующего элемента 35 на эксцентриковом держателе 34, так что он не может передвигаться вдоль продольной оси.
На фиг.10 изображена газовая форсунка 33 в сечении, закрепленная на колене 29 трубы в соответствии с предлагаемой изобретением системой крепления. Отсюда особенно отчетливо видны направляющая поверхность 36 и направляющая поверхность 38, которые являются основной предпосылкой центрального крепления и направляющей для газовой форсунки 33. Также отчетливо видна пружинная шайба, служащая фиксирующим элементом 35, причем положение фиксирующего элемента 35 на эксцентриковом держателе 34 выбрано так, чтобы можно было надеть газовую форсунку 33, т.е. чтобы оба открытых конца фиксирующего элемента 35, выступая в радиальном направлении, по существу, плотно запирались с направляющей поверхностью 36.
Если теперь немного повернуть газовую форсунку 33 в любом направлении, то одновременно будут поворачиваться соответственно открытые концы фиксирующего элемента 35, так что они зажмутся между газовой форсункой 33 и эксцентриковым держателем 34, и газовая форсунка 33 будет зажата и закреплена в направляющей. Для отсоединения газовую форсунку 33 соответственно следует поворачивать в противоположном направлении, пока открытые концы не окажутся в изображенном положении, так что можно будет снять газовую форсунку 33. Пользователю просто определить это положение благодаря тому, что в этой небольшой области, то есть в показанном положении, газовая форсунка 33 легко вращается.
Так как фиксирующий элемент 35 благодаря открытым концам обладает определенным напряжением, тем самым обеспечивается также самофиксирующаяся посадка на эксцентриковом держателе 34. Это значит, что при отсоединении газовой форсунки 33 фиксирующий элемент 35 самостоятельно остается в этом положении, так что при последующем надевании газовой форсунки 33 она немедленно может быть закреплена коротким поворотным движением.
На фиг.10 видно также, что между сопловой трубкой 31 и держателем 30 газовой форсунки расположено изоляционное кольцо 41, которое выполняет функцию по меньшей мере одной электрической изоляции по отношению к держателю 30 газовой форсунки или, соответственно, газовой форсунке 33. Дополнительно оно продолжает направляющую поверхность сопловой трубки 31 и образует упор для фиксирующего элемента 35. Это значит, что при снятии газовой форсунки 33 фиксирующий элемент 35 удерживается изоляционным кольцом 41 на эксцентриковом держателе 34.
Благодаря системе крепления такого рода предпочтительно обеспечивается простая замена всех деталей системы крепления, то есть газовой форсунки 33, сопловой трубки 31, изоляционного кольца 41 и фиксирующего элемента 35. Это важно, постольку поскольку упомянутые детали представляют собой в основном быстроизнашивающиеся детали, которые соответственно подлежат регулярной замене.
Кроме того, предлагаемый изобретением держатель 30 газовой форсунки предлагаемой изобретением системы крепления может быть также закреплен на колене 29 трубы разъемным соединением, например, с помощью самостопорящегося резьбового соединения или тому подобного. Тем самым обеспечивается то преимущество, что при слишком сильном износе эксцентрикового держателя 34 возможна также простая замена держателя 30 газовой форсунки как быстроизнашивающейся детали. К тому же существует также соответствующая возможность разъемного крепления эксцентрикового держателя 34 на держателе 30 газовой форсунки, так чтобы при слишком сильном износе необходимо было заменить только последний.
В общем, следует также упомянуть, что предлагаемая изобретением система крепления и предлагаемая изобретением газовая форсунка не ограничены применением на сварочной горелке, а в таком же виде могут также применяться для газовых резаков.
Порядка ради, в заключение следует указать, что для лучшего понимания конструкции предлагаемых изобретением устройств они или, соответственно, их составные части частично были изображены без соблюдения масштаба и/или в увеличенном, и/или уменьшенном виде.
Задача, лежащая в основе самостоятельных предлагаемых изобретением решений, указана в описании.
Прежде всего, предметом самостоятельных предлагаемых изобретением решений могут являться отдельные показанные на фиг.4-10 варианты осуществления. Соответствующие задачи и решения изобретения находятся в детальных описаниях этих фигур.
Спецификация позиций
1. Сварочный аппарат
2. Источник тока
3. Силовая часть
4. Устройство управления
5. Элемент переключения
6. Клапан управления
7. Питающий трубопровод
8. Газ
9. Газовый аккумулятор
10. Сварочная горелка
11. Механизм подачи проволоки
12. Питающий трубопровод
13. Сварочная проволока
14. Накопительный барабан
15. Электрическая дуга
16. Заготовка
17. Сварочный кабель
18. Сварочный кабель
19. Контур охлаждения
20. Датчик потока
21. Емкость для воды
22. Устройство ввода и/или вывода
23. Пакет шлангов
24. Соединительное устройство
25. Устройство разгрузки от напряжения
26. Корпус
27. Держатель
28. Фиксатор
29. Колено трубы
30. Держатель газовой форсунки
31. Сопловая трубка
32. Контактная трубка
33. Газовая форсунка
34. Эксцентриковый держатель
35. Фиксирующий элемент
36. Направляющая поверхность
37. Упорная поверхность
38. Направляющая поверхность
39. Изоляционная вставка
40. Паз
41. Изоляционное кольцо
42. Направляющая поверхность
43. Направляющая поверхность
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |
| СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ КАРКАСА ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ В СТЫКОВОЧНОМ УСТРОЙСТВЕ И ВХОДНОЕ СОПЛО ДЛЯ ПРОВОЛОКИ ДЛЯ КРЕПЁЖНОЙ СИСТЕМЫ | 2011 |
|
RU2536842C2 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сварки в защитных газах | 1987 |
|
SU1505431A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОНЦА СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2470754C2 |
| УСТАНОВОЧНОЕ СРЕДСТВО УСТРОЙСТВА ВВОДА И/ИЛИ ВЫВОДА ПАРАМЕТРОВ СВАРОЧНОГО ПРОЦЕССА ДЛЯ СВАРОЧНОГО АППАРАТА | 2010 |
|
RU2494845C2 |
| Модульное устройство для подачи проволоки | 1984 |
|
SU1416283A1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССОВ ГОРЕНИЯ НА БОРТУ КОСМИЧЕСКОГО АППАРАТА | 2023 |
|
RU2821617C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ | 1967 |
|
SU195581A1 |
Изобретение относится к системе крепления газовой форсунки (33) на сварочной горелке и газовой форсунке. Газовая форсунка (33) крепится на держателе (30), расположенном на сварочной горелке (10), с возможностью разъемного крепления газовой форсунки (33) путем поворотного движения газовой форсунки (33). Для обеспечения такого рода крепления предусмотрено, что одна из ступеней держателя (30) газовой форсунки выполнена эксцентриковой и с возможностью установки кольцеобразного фиксирующего элемента (35). Вторая ступень выполнена с направляющей поверхностью (36) для газовой форсунки (33). Третья ступень выполнена с торцевой поверхностью (37) в виде упорной поверхности для газовой форсунки (33). Сопловая трубка (31) сварочной горелки (10) имеет по меньшей мере один участок, который выполнен в виде второй направляющей (38) для газовой форсунки (33). 2 н. и 6 з.п. ф-лы, 10 ил.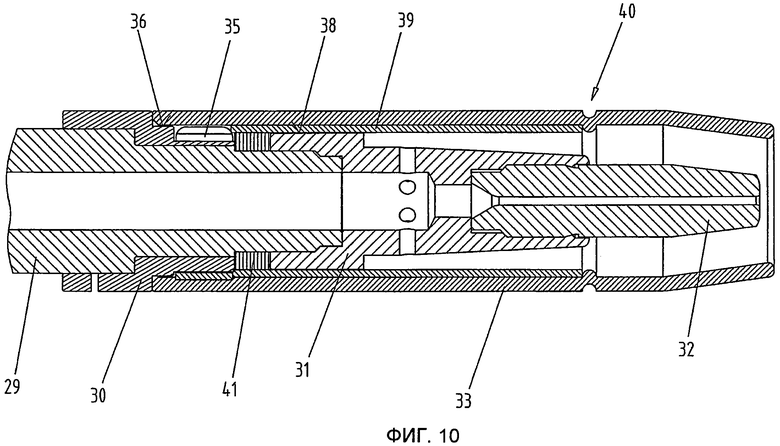
1. Система крепления газовой форсунки (33) на сварочной горелке (10), содержащая ступенчатый держатель (30) газовой форсунки, кольцеобразный фиксирующий элемент (35) и сопловую трубку (31) сварочной горелки (10), причем система крепления выполнена для разъемного крепления газовой форсунки (33) на расположенном на сварочной горелке (10) держателе (30) газовой форсунки путем поворотного движения газовой форсунки (33), при этом одна из ступеней держателя (30) газовой форсунки выполнена эксцентриковой и с возможностью установки кольцеобразного фиксирующего элемента (35), вторая ступень выполнена с направляющей поверхностью (36) для газовой форсунки (33), а третья ступень выполнена с торцевой поверхностью (37) в виде упорной поверхности для газовой форсунки (33), при этом сопловая трубка (31) сварочной горелки (10) имеет по меньшей мере один участок, который выполнен в виде второй направляющей (38) для газовой форсунки (33).
2. Система крепления по п.1, отличающаяся тем, что фиксирующий элемент (35) выполнен с возможностью поворота в любом направлении поворота в любом надвинутом или надетом положении на эксцентриковой ступени держателя (30) газовой форсунки, при этом для установки газовой форсунки (33) фиксирующий элемент (35) находится в повернутом положении, в котором обеспечивается плотное в радиальном направлении запирание с другой частью держателя (30) газовой форсунки.
3. Система крепления по п.1 или 2, отличающаяся тем, что фиксирующий элемент (35) выполнен с возможностью поворота путем поворотного движения газовой форсунки (33), причем газовая форсунка (33) выполнена с возможностью зажима и крепления на направляющей поверхности (36) второй ступени.
4. Система крепления по п.1, отличающаяся тем, что фиксирующий элемент (35) выполнен с возможностью поворота путем поворотного движения в противоположном направлении с обеспечением возможности отсоединения и удаления газовой форсунки (33) от направляющей поверхности (36) второй ступени.
5. Система крепления по п.1, отличающаяся тем, что фиксирующий элемент (35) образован разомкнутым кольцом, концы которого выступают в радиальном направлении относительно контура круглой части кольца.
6. Газовая форсунка (33) для сварочной горелки (10), имеющая форму трубки, содержащая по меньшей мере одну сопловую трубку (31) и закрепленная на держателе (30) газовой форсунки, отличающаяся тем, что в газовой форсунке выполнены две концентрические направляющие поверхности (42, 43), при этом одна направляющая поверхность (42) выполнена с возможностью перемещения по сопловой трубке (31), а другая направляющая поверхность (43) - по держателю (30) газовой форсунки, причем предусмотрена система крепления газовой форсунки (33) по п.1.
7. Газовая форсунка по п.6, отличающаяся тем, что направляющая поверхность (42) для сопловой трубки (31) выполнена изолирующей.
8. Газовая форсунка по п.6, отличающаяся тем, что диаметр направляющей поверхности (43) для держателя (30) газовой форсунки больше диаметра направляющей поверхности (42) для сопловой трубки (31).
| DE 20380292 U1, 19.05.2005 | |||
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| RU 2064381 C1, 27.02.1996 | |||
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| EP 0620075 A2, 19.10.1994 | |||
| КОМПОЗИЦИЯ НА ОСНОВЕ МЕТИЛЦЕЛЛЮЛОЗЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2002 |
|
RU2220163C1 |

