Изобретение относится к устройству и ручной фрезе для зачистки электродов для точечной сварки.
Для прочного соединения частей тонколистового металла друг с другом профессионалные предприятия или промышленные объекты, такие как предприятия автомобилестроения, часто используют сварочных роботов оснащенных сварочными клещами. При сварке сварочные клещи сдавливают две или боле части тонколистового металла с двух противоположных сторон, соответственно, и с помощью электрического тока, протекающего через электроды для точечной сварки сварочных клещей способны сварить части тонколистового металла очень точно. Давление закрытых клещей для точечной сварки в течение операции может составлять от 3 до 8 кН. После примерно 100-300 сварочных операций электроды для точечной сварки изнашиваются или покрываются остатками сварки, так что надежная сварка становится невозможной.
Для придания наконечнику электрода для точечной сварки к первоначальной формы, вышеупомянутые наконечники зачищаются или обрабатываются фрезерной головкой для восстановления формы контактной поверхности электродов (или машиной для зачистки наконечников электродов). Для восстановления изношенного электрода для точечной сварки, состоящего из относительно мягкой меди достаточно удалить менее 0,1 мм вещества с наконечника электрода для точечной сварки.
Сварочные электроды обычно оснащены съемными наконечниками. Тем не менее, они также могут быть цельными без наконечников. Изложенное ниже, в равной степени касается обоих случаев, так как зачистка электродов для точечной сварки может производиться как для цельных электродов, так и для электродов с наконечниками.
Зачистка наконечников электродов для точечной сварки может быть выполнена несколько раз (после приблизительно 100-300 сварочных операций, соответственно). Для получения результатов фрезеровки неизменно высокого качества целесообразно располагать фрезерную головку как можно точнее относительно наконечника электрода для точечной сварки при каждой операции фрезерования. Оптимальные результаты фрезеровки могут быть получены в том случае, когда ось вращения фрезы более или менее совпадает с осью симметрии электрода для точечной сварки.
Однако на практике достигнуть этого достаточно тяжело, особенно когда используется ручная фреза, направляемая вручную по направлению к наконечнику электрода для точечной сварки. В процессе фрезеровки может случиться так, что фреза сползает с наконечника электрода для точечной сварки или сползает с нужного положения, или фрезерная головка поставлена к наконечнику электрода для точечной сварки слегка наклонно, что означает, в обоих случаях, что ось вращения фрезерной головки и ось симметрии электрода для точечной сварки недостаточно соосны.
Соответственно, объект изобретения, описанный ниже, предназначен для оснащения устройства и ручной фрезы, используемых для зачистки электродов для точечной сварки таким образом, чтобы могли быть достигнуты результаты неизменно высокого качества.
Эта задача решается с помощью устройства для зачистки электродов для точечной сварки по п.1 и с помощью ручной фрезы для зачистки электродов для точечной сварки по п.13.
Предпочтительные варианты реализации раскрыты в зависимых пунктах формулы изобретения.
Устройство для зачистки электродов для точечной сварки содержит фрезерную головку, которая выполнена с возможностью зачистки указанных электродов для точечной сварки. Например, материал электрода для точечной сварки, удаляемый фрезерной головкой, удаляется таким образом, что наконечник электрода для точечной сварки вновь приобретает свою первоначальную форму. Устройство для зачистки электродов для точечной сварки также содержит направляющее устройство, выполненное с возможностью направления фрезерной головки относительно по меньшей мере одного электрода для точечной сварки. Когда детали электрода для точечной сварки расположены внутри стержня электрода для точечной сварки, вышеупомянутое направляющее устройство также может быть использовано для направления фрезерной головки относительно стержня по меньшей мере одного электрода.
Направляющее устройство предотвращает или ограничивает, к примеру, движения перпендикулярно продольной оси электрода для точечной сварки или стержню электрода для точечной сварки. Соответственно, оно предназначено для того, чтобы ось вращения фрезерной головки и ось симметрии электрода для точечной сварки при фрезеровке были соосны как можно точнее. В идеале, это достигается средствами вышеупомянутого направляющего устройства так, что фрезерная головка может быть повернута только в одном направлении относительно электрода для точечной сварки, то есть в направлении, параллельном оси симметрии вышеупомянутого электрода для точечной сварки или параллельно оси вращения вышеупомянутой фрезерной головки.
Как правило, направляющее устройство соединено с фрезерной головкой через переходник. Однако возможно также, что направляющее устройство соединено с фрезерной головкой напрямую. Использование одного или более переходников позволяет произвести установку различных направляющих устройств так, чтобы было возможно направлять или обрабатывать на станке электроды для точечной сварки или стержни электродов для точечной сварки различных диаметров.
Направляющее устройство может быть соединено с фрезерной головкой таким образом, что вышеупомянутое направляющее устройство в процессе фрезерования может поворачиваться вокруг электрода для точечной сварки или стержня электрода для точечной сварки, или, напротив, устройство в процессе фрезерования может быть установлено таким образом, что не поворачивается вокруг электрода для точечной сварки или стержня электрода для точечной сварки (в этом случае, направляющее устройство присоединено к неподвижной части фрезы или переходника, так что направляющее устройство не производит движений, связанных с поворотом). Направляющее устройство может быть также соединено с фрезерной головкой или переходником с помощью винтов, сваркой или путем вставки или комбинациями этих вариантов. Вариант с возможностью отсоединения предпочтительнее, так как это позволяет, например, заменять направляющее устройство.
Как правило, направляющее устройство находится с той стороны от фрезерной головки, с которой электрод для точечной сварки или стержень электрода для точечной сварки подается для обработки. Кроме того, направляющее устройство, имеет по существу кольцевую форму. Во внутренней области оно может быть оснащено разделителями, например выпуклостями, ребрами или выступами. Тем самым, электроды для точечной сварки или стержня электродов для точечной сварки могут быть направлены так, что между направляющим устройством и электродом для точечной сварки или стержнем электрода для точечной сварки остаются полости, которые могут содержать, например, удаленный или выработанный материал электрода для точечной сварки (например, задорины от фрезеровки или крошки) при этом попадание материала электрода для точечной сварки в направляющее устройство не оказывает влияния на введение электрода для точечной сварки или стержня электрода для точечной сварки,.
Зазор между электродом для точечной сварки или стержнем электрода для точечной сварки и направляющим устройством, как правило, менее 1 мм, желательно менее 0,5 мм или 0,1 мм. С противоположного от фрезерной головки краю направляющего устройства, вышеупомянутый зазор может быть больше (например, более 5 мм или 10 мм), таким образом, облегчается введение электрода для точечной сварки или стержня электрода для точечной сварки в направляющее устройство.
Если направляющее устройство имеет кольцевую форму, его высота предпочтительно по меньшей мере равна половине его внутреннего диаметра, его полному внутреннему диаметру или его удвоенному внутреннему диаметру. Благодаря использованию направляющего устройства большей высоты может быть достигнуто лучшая направляемость, так как большая высота приводит к меньшему отклонению по углу между осью вращения головки фрезы и осью симметрии электрода для точечной сварки или стержня электрода для точечной сварки.
В предпочтительном варианте изобретения направляющее устройство охватывает электрод для точечной сварки или стержень электрода для точечной сварки в боковой области, отстоящей по меньшей мере на 1 см, 2 см или 3 см от конца электрода для точечной сварки, подлежащего зачистке. Наконечник электрода для точечной сварки, предназначенный для зачистки, не направляется направляющим устройством, кроме места на электроде для точечной сварки или стержня электрода для точечной сварки расположенного позади. В указанной области, электрод для точечной сварки или стержень электрода для точечной сварки обычно является прямым (то есть не изогнутым вдоль продольной оси электрода для точечной сварки или стержня электрода для точечной сварки).
В дополнение к вышеупомянутым особенностям, ручная фреза для зачистки электрода для точечной сварки дополнительно содержит рукоятку для держания ручной фрезы. Для достижения неизменно хороших результатов, направляющие устройства обеспечивают неоспоримые преимущества, особенно в случае ручных фрез. Это относится также к случаям когда, например, сварочные клещи направляются или зачищаются стационарным фрезерным станком для зачистки электродов для точечной сварки, как автоматически, так и вручную. Тем не менее, направляющее устройство для фрез также может перемещаться относительно электрода для точечной сварки или стержня электрода для точечной сварки с помощью станка. В последнем случае использование направляющих устройств также может приводить к лучшим результатам.
Другие особенности возможных вариантов изобретения будут понятны из Фиг.1а, 1б, 2а, 2б и 2с, в которых:
на Фиг.1а показано схематичное изображение устройства для зачистки электродов для точечной сварки;
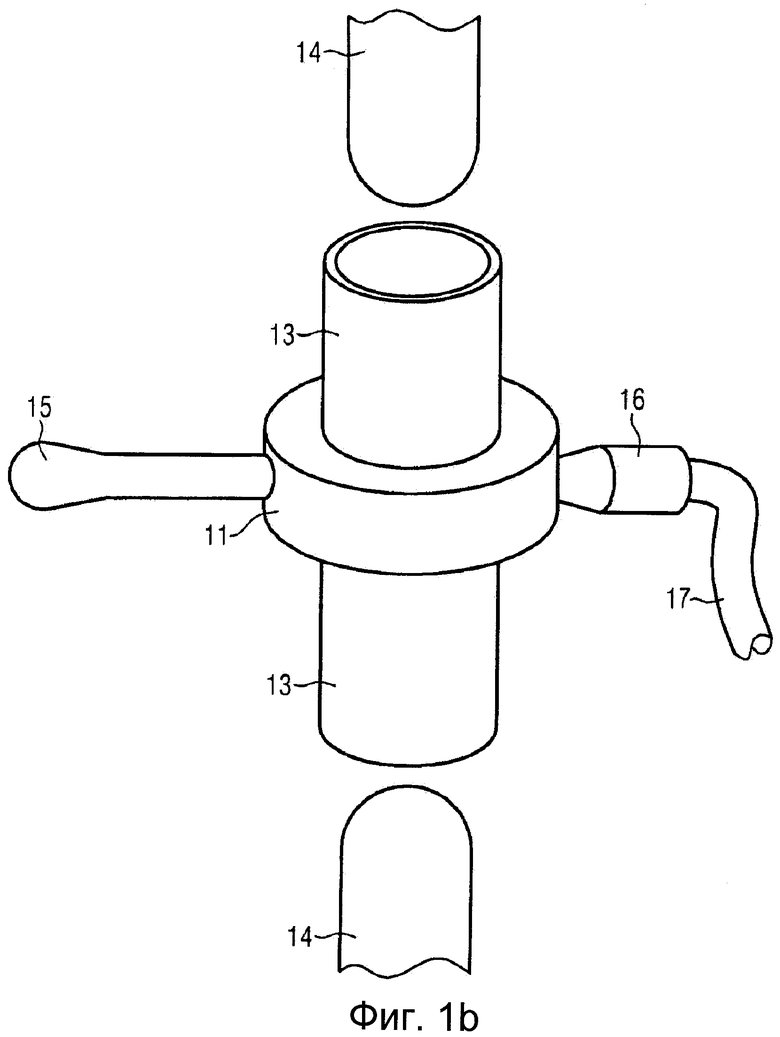
на Фиг.1б показано схематичное изображение другого устройства для зачистки электродов для точечной сварки;
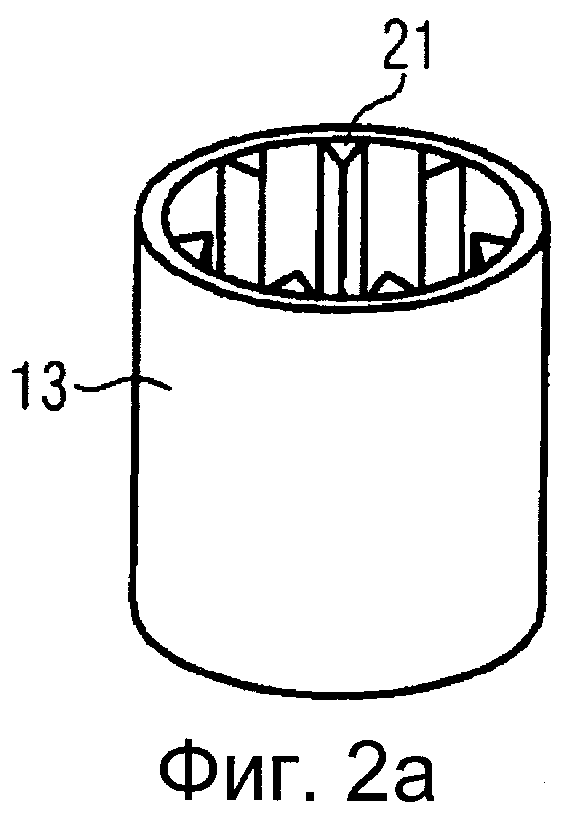
на Фиг.2а показано схематичное изображение направляющего устройства, имеющего разделители в форме ребер;
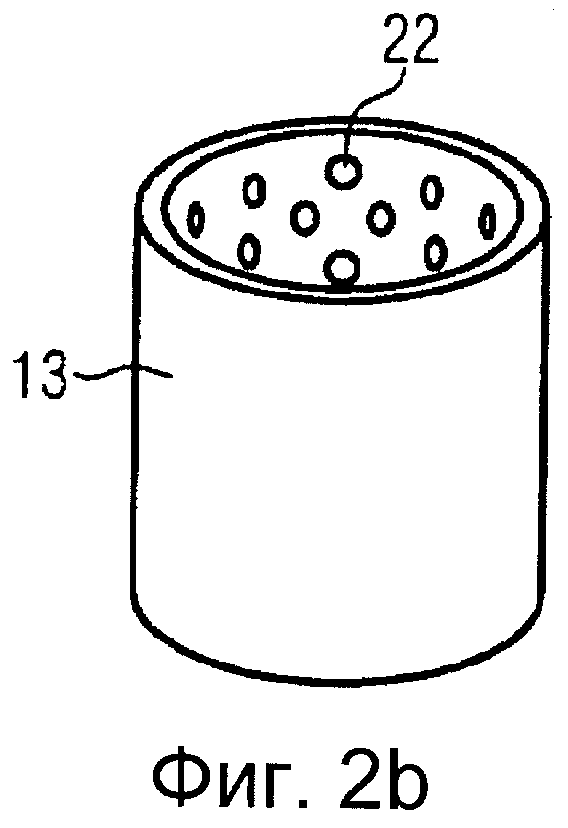
на Фиг.2б показано схематичное изображение направляющего устройства, имеющего разделители в форме выпуклостей;
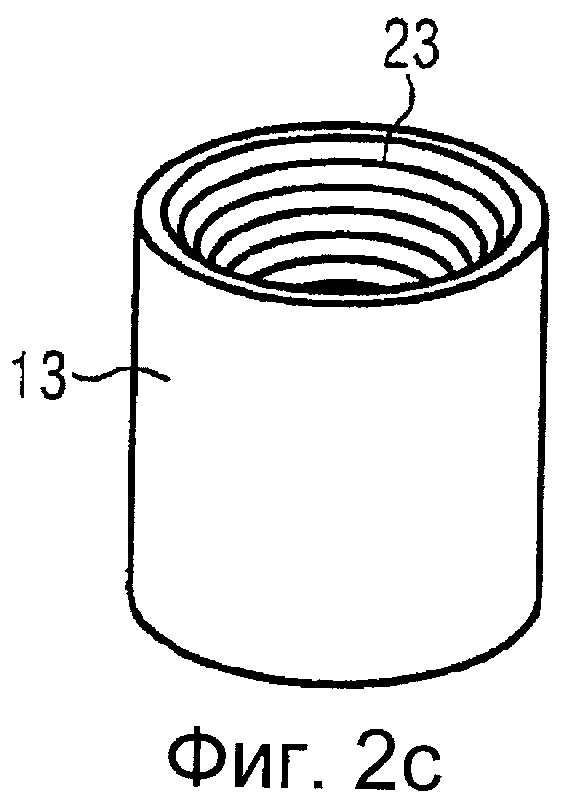
на Фиг.2с показано схематичное изображение направляющего устройства, имеющего разделители в форме выступов.
Возможный вариант реализации изобретения показан на Фиг.1а. Фрезерная головка 11 содержит фрезу (не показана), приводимую в движение через привод (не показан) приводным механизмом 16 (например, пневмодвигателем), который снабжается энергией или сжатым воздухом через питающую магистраль 17. Фреза находится в корпусе фрезерной головки 11. В этом примере, рукоятка 15 присоединена к корпусу для крепления фрезерной головки. Ниже описанной фрезерная головки 11 виден переходник 12, к которому присоединено направляющее устройство. Электрод для точечной сварки показан ниже. Однако это также может быть стержень электрода для точечной сварки, из которого выступает наконечник электрода для точечной сварки. Когда фрезерная головка 11 и электрод 14 для точечной сварки движутся навстречу друг другу, наконечник электрода для точечной сварки проходит через направляющее устройство 13, до столкновения с фрезерной головкой 11. Во время всего процесса фрезерной операции, электрод 14 для точечной сварки с помощью направляющего устройства 13 сохраняет свое положение относительно фрезерной головки 11.
Другой вариант изобретения изображен на Фиг.1б. По аналогии Фиг.1а, устройство включает в себя фрезерную головку 11, приводной механизм с питающей магистралью 17 и рукоятку 15. В этом случае, однако, фрезерная головка 11 является двусторонней фрезерной головкой, поэтому одновременно могут быть обработаны 2 электрода для точечной сварки. Два электрода 14 для точечной сварки могут быть компонентами сварочных клещей (не показаны). Поскольку, как показано, два электрода 14 для точечной сварки могут быть обработаны одновременно, устройство также включает в себя два направляющих устройства 13 для обеспечения возможности направления или сохранения положения обоих электродов для точечной сварки во время сварочной операции. Вариант в соответствии с Фиг.1б не содержит переходников 12. Однако могут быть возможны соответственные варианты с одним или двумя переходниками 12, установленными между фрезерной головкой 11 и направляющим устройством 13.
Фиг.2а-2с соответственно показывают кольцевые направляющие устройства 13, содержащие разделители в форме ребер 21, выпуклостей 22 и выступов 23. Разделители служат для направления или удержания электрода 14 для точечной сварки или стержня электрода для точечной сварки в нужном положении. Полости между разделителями могут служить для приема или сброса вещества с электрода для точечной сварки, удаленного в процессе фрезерования, тем самым предотвращая засорение фрезерной головки 11 или направляющего устройства 13. Тем не менее, направляющее устройство 13, которое не имеет разделителей или которое имеет желобки для приема или сброса вещества с электрода для точечной сварки, удаленного в процессе фрезерования, также возможно. Кроме того, направляющие устройства 13 также могут иметь большую или меньшую высоту с учетом внутреннего диаметра соответствующего направляющего устройства 13. Также возможны направляющие устройства 13, с плавным сужением их внутреннего диаметра в направлении фрезерной головки и его увеличением с увеличением расстояния до фрезерной головки 11. Это позволяет облегчить вставку электрода для точечной сварки 13 или стержня электрода для точечной сварки в направляющее устройство 13 на противоположной стороне от фрезерной головки 11.
Направляющие устройства 13 необязательно имеют кольцевую форму, но также могут иметь разные формы, подходящие для направления или удержания в нужном положении электродов 14 для точечной сварки или стержней электродов для точечной сварки. Тем не менее, направляющие устройства обычно включают в себя полость для того, чтобы частично вмещать электрод для точечной сварки или стержень электрода для точечной сварки. Например, внутренняя область направляющего устройства может иметь форму полого цилиндра или соответствующую форму переменного радиуса. Полый цилиндр может иметь, например, круговое сечение. В целом, полость направляющего устройства выполняется соответствующей по меньшей мере частично форме направляемого электрода для точечной сварки или стержня направляемого электрода для точечной сварки. Отсюда следует, что направляющее устройство, имеющее квадратную полость (например, форму трубы) возможна в том случае, если направляемые электроды для точечной сварки или стержня электродов для точечной сварки (за исключением обычных круглых наконечников для электродов для точечной сварки), имеют квадратное поперечное сечение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ НАКОНЕЧНИКОВ ЭЛЕКТРОДОВ С ХВОСТОВИКОВ ЭЛЕКТРОДОВ | 2022 |
|
RU2821464C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИНСТРУМЕНТОВ ПРИ ОБРАБОТКЕ ВРАЩАТЕЛЬНО-СИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2764984C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ТРУБНАЯ ФРЕЗЕРНАЯ ГОЛОВКА | 2005 |
|
RU2342224C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| ПНЕВМОПРИВОД КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2259263C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2393940C1 |
| ПЕРЕМЕЩАЕМЫЕ ВРУЧНУЮ КЛЕЩИ ЛАЗЕРНОЙ СВАРКИ | 2013 |
|
RU2651518C2 |
| СПОСОБ (ВАРИАНТЫ), РЕМОНТНОЕ УСТРОЙСТВО И СИСТЕМА ДЛЯ ИСПРАВЛЕНИЯ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ И ТРУБОУКЛАДОЧНОЕ СУДНО | 2010 |
|
RU2568856C2 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
Изобретение относится к машиностроению и может быть использовано при зачистке электродов для точечной сварки. Устройство для зачистки по меньшей мере одного электрода для точечной сварки содержит фрезерную головку и направляющее устройство, выполненное с возможностью направления фрезерной головки относительно по меньшей мере одного электрода для точечной сварки. Между направляющим устройством и электродом для точечной сварки обеспечен максимальный зазор 1 мм, предпочтительно 0,1 мм. Направляющее устройство охватывает электрод для точечной сварки в боковой области, отстоящей по меньшей мере на 1 см, 2 см или 3 см от подлежащего зачистке конца электрода. Повышается качество зачистки. 2 н. и 9 з.п. ф-лы, 2 ил.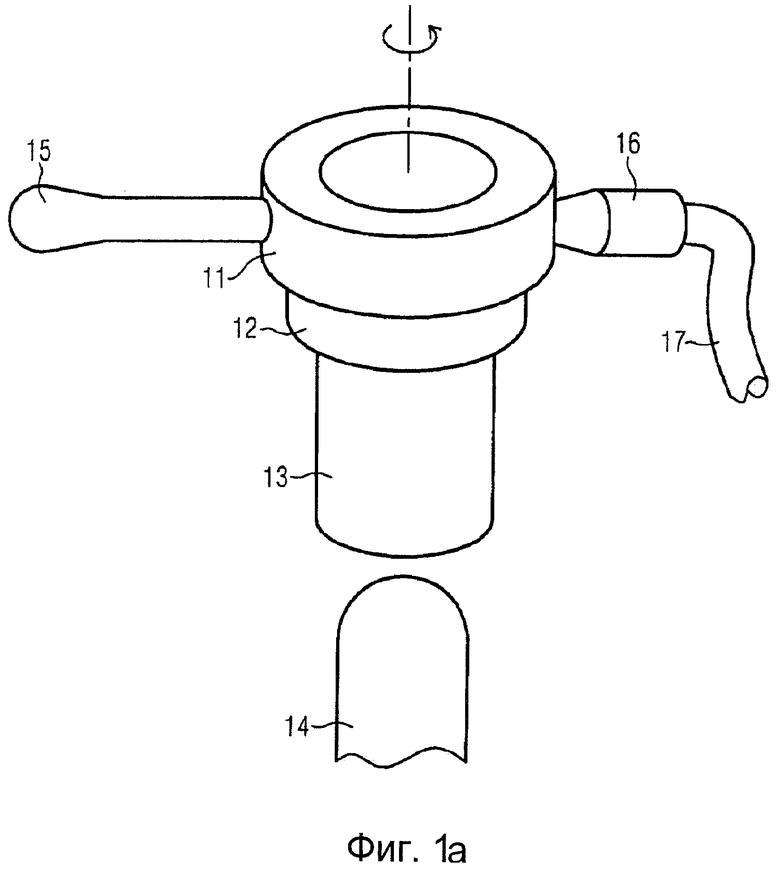
1. Устройство для зачистки по меньшей мере одного электрода (14) для точечной сварки, содержащее фрезерную головку (11), выполненную с возможностью зачистки электрода (14) для точечной сварки, отличающееся тем, что оно содержит направляющее устройство (13), выполненное с возможностью направления фрезерной головки (11) относительно по меньшей мере одного электрода (14) для точечной сварки, при этом между направляющим устройством (13) и электродом (14) для точечной сварки обеспечен максимальный зазор 1 мм, предпочтительно 0,1 мм, и направляющее устройство (13) охватывает электрод для точечной сварки в боковой области, отстоящей по меньшей мере на 1, 2 или 3 см от подлежащего зачистке конца электрода для точечной сварки.
2. Устройство по п.1, в котором направляющее устройство (13) выполнено с возможностью предотвращения или ограничения перемещений, перпендикулярных продольной оси электрода (14) для точечной сварки.
3. Устройство по п.1 или 2, в котором направляющее устройство (13) соединено с фрезерной головкой (11) напрямую или через переходник (12).
4. Устройство по п.3, в котором переходник (12) обеспечивает возможность использования различных направляющих устройств для электродов (14) для точечной сварки различных диаметров.
5. Устройство по п.3, в котором направляющее устройство (13) выполнено с возможностью поворота относительно электрода (14) для точечной сварки при фрезеровании или в котором направляющее устройство (13) выполнено без возможности поворота относительно электрода (14) для точечной сварки при фрезеровании.
6. Устройство по п.3, в котором направляющее устройство (13) соединено с фрезерной головкой (11) или переходником (12) с помощью винтов, и/или сваркой, и/или путем вставки.
7. Устройство по п.1, в котором направляющее устройство (13) расположено на стороне фрезерной головки (11), с которой обеспечена возможность подачи для обработки электрода (14) для точечной сварки.
8. Устройство по п.1, в котором направляющее устройство (13) имеет, по существу, кольцевую форму.
9. Устройство по п.1, в котором направляющее устройство (13) содержит разделители предпочтительно в форме выпуклостей (23), и/или ребер (21), и/или выступов (22) для направления электрода (14) для точечной сварки.
10. Устройство по любому из пп.8 и 9, в котором высота направляющего устройства (13) по меньшей мере равна половине его внутреннего диаметра, предпочтительно по меньшей мере равна его внутреннему диаметру и наиболее предпочтительно по меньшей мере равна его удвоенному внутреннему диаметру.
11. Ручная фреза для зачистки по меньшей мере одного электрода (14) для точечной сварки, содержащая устройство для зачистки по меньшей мере одного электрода (14) для точечной сварки по любому из пп.1-10 и рукоятку (15).
| DE 4213571 A1, 29.10.1992 | |||
| Устройство для обнаружения потери импульса | 1989 |
|
SU1629911A1 |
| US 3283662 A, 08.11.1966 | |||
| Устройство для зачистки электродов | 1960 |
|
SU132737A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ТОРЦОВ ЭЛЕКТРОДОВ | 1995 |
|
RU2078666C1 |

