Область техники, к которой относится изобретение
Настоящее изобретение относится к режущему инструменту и, в частности, к режущему инструменту, имеющему режущую часть лезвия, образованную с покрытием, состоящим из материала, являющегося продуктом реакции от энергии разряда.
Уровень техники
Известны ножи, включая ножи, которые изготовлены из керамических материалов (Публикация заявки на патент Японии № 61-159982), ножи, которые имеют высокопрочное покрытие, образованное у режущей кромки посредством термического напыления, ножи, которые имеют высокопрочное покрытие, образованное у режущей кромки посредством физического осаждения паров (PVD) или химического осаждения паров (CVD), и ножи, которые выполнены из нержавеющей стали, закаленной у режущей кромки.
Раскрытие изобретения
Среди них ножи, которые выполнены из керамических материалов, обладали малой прочностью и были склонны к поломкам, когда они ударялись о что-нибудь твердое. В ножах, которые имеют высокопрочное покрытие, образованное у режущей кромки посредством термического напыления, покрытие может быть плохо приклеено к телу лезвия (например, к телу лезвия, выполненному из ферритной нержавеющей стали), и при долгом использовании могут отсоединиться.
В ножах, которые имеют высокопрочное покрытие, образованное у режущей кромки посредством PVD или CVD, поверхность покрытия была гладкой, так что ножи не могли осуществлять хорошее резание, и к ним прилипали отрезанные слои. Кроме того, покрытие было тонким, что приводило к трудному затачиванию (перетачиванию) для воспроизведения остроты.
Ножи, которые выполнены из нержавеющей стали, закаленной у режущей кромки, были подвержены трудному терморегулированию для того, чтобы сделать твердость режущей кромки высокой, что приводило к низкой продуктивности. Были ножи, имеющие твердый тонкий материал (например, нержавеющая сталь, закаленная или выполненная с возможностью закалки) в качестве режущей кромки, размещенный между мягкими тонкими материалами (например, ферритная нержавеющая сталь) для объединения со сложной структурой, с соответствующими затратами времени и труда.
В любом из описанных ножей для увеличения остроты режущая кромка должна была быть выполнена с очень мелкими зазубринами посредством шлифования, что было трудным и доверялось в большинстве случаев эксперту.
В этом случае описанные ножи имеют сложности в изготовлении или в создании остроты и долговременном сохранении остроты, что является проблемами. Были режущие инструменты, отличные от ножей, имеющие такие же трудности, являющиеся проблемами.
Настоящее изобретение было разработано ввиду таких проблем. Следовательно, задачей изобретения является создание режущего инструмента, обеспечивающего облегченное изготовление, гарантированную остроту и долговременное сохранение остроты.
Согласно принципиальной особенности настоящего изобретения предложен режущий инструмент, содержащий тело лезвия и режущую часть лезвия, причем режущий инструмент содержит покрытие, образованное по меньшей мере на части режущей части лезвия, включая режущую кромку, при этом покрытие содержит электродный материал или продукт реакции электродного материала, при этом электродный материал расплавлен импульсными разрядами, вызываемыми между телом лезвия и электродом в машинном масле, причем электродом является одно из отформованного изделия, отформованного из порошка по меньшей мере одного из металла, соединения металлов и керамических материалов, термообработанного отформованного изделия, являющегося отформованным изделием, подвергнутым термообработке, и твердого тела из Si, а между телом лезвия и покрытием образован металл с градиентной структурой на глубину, составляющую от 5 мкм до 30 мкм.
Краткое описание чертежей
Фиг.1 представляет собой схематичную иллюстрацию конфигурации ножа согласно первому варианту осуществления настоящего изобретения.
Фиг.2 представляет собой разрез по линии II-II на фиг.1.
Фиг.3 представляет собой схематичную иллюстрацию в разрезе конфигурации ножа согласно второму варианту осуществления настоящего изобретения.
Фиг.4 представляет собой схематичную иллюстрацию в разрезе конфигурации ножа согласно первой модификации второго варианта осуществления.
Фиг.5 представляет собой схематичную иллюстрацию в разрезе конфигурации ножа согласно второй модификации второго варианта осуществления.
Фиг.6 представляет собой схематичную иллюстрацию в разрезе конфигурации ножа согласно третьей модификации второго варианта осуществления.
Фиг.7 представляет собой схематичную иллюстрацию в разрезе конфигурации ножа согласно четвертой модификации второго варианта осуществления.
Фиг.8 представляет собой схематичную иллюстрацию в разрезе конфигурации ножа согласно пятой модификации второго варианта осуществления.
Фиг.9 представляет собой иллюстрацию ножа с углубленной частью для предотвращения прилипания нарезаемого слоями объекта.
Фиг.10 представляет собой пару иллюстраций ножей с модифицированными продольными контурами покрытия, причем на фиг.10(а) изображен синусоидальный волнистый контур, а на фиг.10(b) изображен прямоугольный волнистый контур.
Фиг.11 представляет собой схематичную диаграмму режущей части лезвия в процессе образования на ней покрытия, выполненного из материалов, таких как те, которые вырабатываются посредством реакций электродных материалов, вызванных энергией разряда.
Фиг.12 представляет собой пару графиков, показывающих в отношении напряжения и тока отношения между электродом и обрабатываемой деталью (телом лезвия) в процессе, изображенном на фиг.11, причем на фиг.12(а) изображено отношение между напряжением и временем разряда, а на фиг.12(b) изображено отношение между током и временем разряда.
Фиг.13 представляет собой список шероховатости Ra покрытий, образованных при разных максимальных токах ie, ширинах te импульса и напряжениях ui холостого хода.
Фиг.14 представляет собой график, на который нанесены результаты испытаний резания CATRA на остроту и удерживание обычных ножей в сравнении с ножом согласно настоящему изобретению.
Описание вариантов осуществления изобретения
(Первый вариант осуществления изобретения)
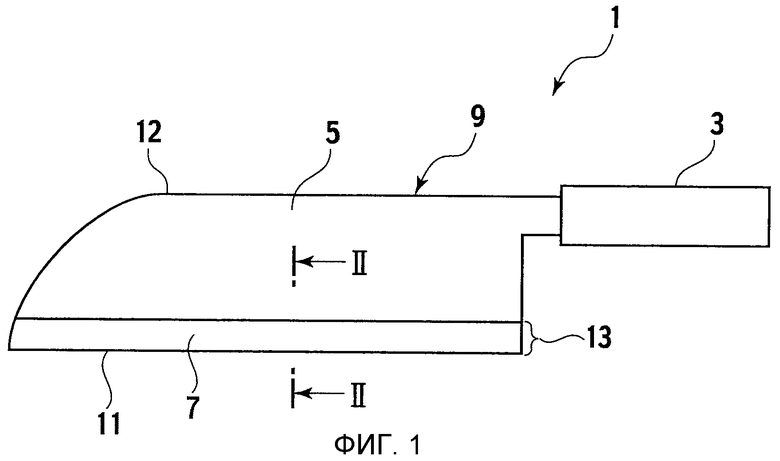
Фиг.1 представляет собой схематичную иллюстрацию конфигурации ножа 1 согласно первому варианту осуществления настоящего изобретения, а фиг.2 представляет собой разрез по линии II-II на фиг.1.
Нож 1 выполнен с рукояткой 3, а лезвие 9 включает в себя тело 5 лезвия (например, выполненное из ферритной нержавеющей стали) с режущей частью 13 лезвия. Согласно этому варианту осуществления режущая часть 13 лезвия предусмотрена просто на задней стороне 15 лезвия ножа 1. Режущая часть 13 лезвия имеет на конце режущую кромку 11 (изображена, как острый угол). На конце лезвия 9, противоположном режущей кромке 11, имеется обух 12 лезвия. Кроме того, по меньшей мере часть режущей части 13 лезвия, включая режущую кромку 11, имеет покрытие 7, образованное на ней в виде тонкого слоя, как пояс, продолжающийся в продольном направлении ножа 1.
Следует отметить, что область покрытия 7, образованного на задней стороне 15 лезвия, может продолжаться за режущую часть 13 лезвия (например, над поверхностью тела 5 лезвия у задней стороны 15 лезвия). То есть нож 1 может быть выполнен с покрытием 7, образованным по меньшей мере на режущей части 13 лезвия у задней стороны 15 лезвия.
Существует отформованное изделие, отформованное из порошка металла или металлов или из порошка некоторой смеси некоторых керамических материалов, или металлического соединения или металлических соединений, термообработанное отформованное изделие, являющееся вышеуказанным отформованным изделием, подвергнутым термообработке, или твердое тело из Si (кремния), использующееся в качестве электрода (не показан) для вызывания импульсных разрядов между режущей частью 13 лезвия и электродом в машинном масле или газе, причем выделяющаяся энергия разряда плавит материал или электродные материалы, при этом вовлеченная энергия разряда заставляет материал(ы) электрода реагировать, и результирующий(е) материал(ы) или продукт(ы) мало по малу осаждается на режущей части 13 лезвия, таким образом, образуя покрытие 7, как композиционного материала, смешанного с материалом или материалами тела лезвия.
Между телом 5 лезвия и покрытием 7 образован металл 50 с градиентной структурой. Металл 50 с градиентной структурой образован на глубину, составляющую от 5 до 30 мкм. Следует отметить, что в последующих вариантах осуществления между телом 5 лезвия и покрытием 7 также образован металл 50 с градиентной структурой.
Для того чтобы вызывать разряды, электрод находится от режущей части 13 лезвия на расстоянии, равном, например, примерно 0,05 мм. Как будет видно из фиг.1, может быть электрод, например, имеющий маленькую поверхность в сравнении с поверхностью режущей части 13 лезвия, и смещающийся в продольном направлении ножа 1 во время разрядки.
Используемый электрод может быть керамическим порошком, сжатым, например, для формования пористого отформованного изделия, с использованием одного или более сортов из группы твердых керамических материалов (металлических соединений), таких как cBN (кубический нитрид бора), TiC (карбид титана, карбиды титана), WC (карбид вольфрама, карбиды вольфрама), SiC (карбид кремния, карбиды кремния), Cr3C2 (карбид хрома, хромовый карбид), Al2O3 (оксид алюминия, глинозем), ZrO2-Y (стабилизированный диоксид циркония, стабилизированный цирконий), TiN (нитрид титана, нитриды титана) и TiB (борид титана, бориды титана). Такое отформованное изделие может быть подвергнуто термообработке в вакуумной печи, например, для изготовления другого используемого отформованного изделия. Покрытие 7, таким образом, выполнено из такого же материала или таких же материалов, как электрод и/или его соединение или соединения, объединенные в атмосфере разряда.
Для того чтобы электроды были непроводящими, может использоваться комбинация тонкоизмельченного порошка металла или металлов и тонкоизмельченного порошка керамических материалов, смешанных и связанных друг с другом для образования электрода для осаждения. Может использоваться тонкоизмельченный порошок керамических материалов для образования отформованного изделия, являющегося электродом для осаждения с проводящим материалом, покрывающим поверхность.
Вместо вышеописанного электрода может использоваться тонкоизмельченный порошок металла, такого как Si или Ti (титан), имеющего склонность к выработке карбида, сжатого в отформованное изделие и нагретого, как это необходимо для того, чтобы сжатый в отформованную заготовку порошок металла был обработан для образования прессованного порошкового изделия, для образования электрода. То есть может быть использован тонкоизмельченный порошок металла, такого как Si или Ti, имеющего склонность к выработке карбида, связанного для образования пористого электрода. В этом случае могут существовать разряды, вызванные между электродом и режущей частью 13 лезвия, помещенных в машинное масло, содержащее гидрид карбона, такой как керосин, с развитием энергии разряда, вызывающим реакции, результатом которых являются материалы (такие как материал, содержащий SiC или TiC), образующие покрытие 7 на поверхности режущей части 13 лезвия.
Более того, вместо изготовления посредством формования под давлением электрод может быть образован посредством шликерного литья, инжекционного формования металла (MIM), формования напылением (формования посредством термического напыления) или подобного.
Кроме того, вместо пористых электродов, образованных связыванием тонкоизмельченного порошка Si, может быть использован электрод, выполненный из Si в металлическом состоянии (кристалл Si, свободный от внутренних пустот).
Поверхность покрытия 7 имеет шероховатость, необходимую для образования режущей кромки с мелкими зазубринами. Шероховатость контролируется при образовании покрытия 7. После образования покрытия 7 может использоваться шлифование или полирование передней стороны лезвия, не имеющей покрытия, или задней стороны лезвия для снятия краевых заусенцев (например, у поверхности 17 на передней стороне лезвия) или для затачивания кромки. Для улучшенного затачивания шероховатость поверхности покрытия 7 может быть настроена в соответствии с типом цели, которую следует резать или нарезать слоями (это может быть, например, рыба, мясо или овощ).
Далее будет описан способ контролирования шероховатости поверхности покрытия 7, образованного таким образом.
На фиг.11 изображена схематичная диаграмма режущей части лезвия в процессе образования на ней покрытия, выполненного из таких материалов, как образованные посредством реакций электродного материала, вызванных энергией разряда.
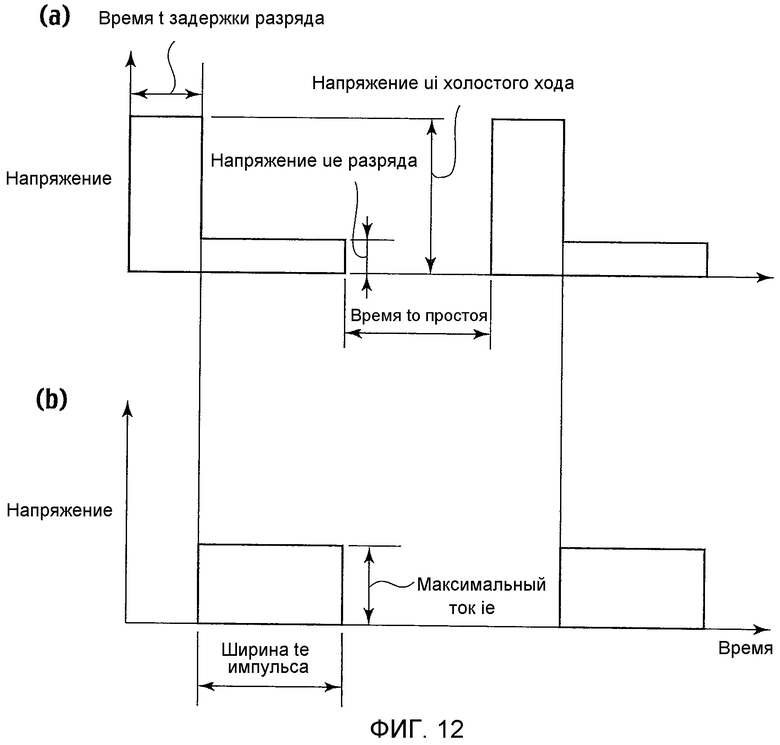
Фиг.12 представляет собой пару графиков, на которых по отношению к напряжению и току изображены отношения между электродом и обрабатываемой деталью (которой является тело 5 лезвия) в процессе, изображенном на фиг.11, причем на фиг.12(а) ее ось ординат обозначает напряжение (которым является напряжение, приложенное к электроду от источника питания), на фиг.12(b) ее ось ординат обозначает ток (которым является ток, проводимый между электродом и обрабатываемой деталью), и на фиг.12(а) и фиг.12(b) их оси абсцисс обозначают время.
Покрытие 7 имеет разную шероховатость поверхности в зависимости от количества энергии на количество частиц тонкоизмельченного порошка, осаждаемых с электрода на одну деталь, таким образом, чем больше количество энергии, тем более шероховата поверхность покрытия 7.
Более конкретно существует развитие энергии на один разряд (однократный разряд с электрода), которое пропорционально произведению напряжения ue разряда на максимальный ток ie и ширину te импульса, изображенному на фиг.12(а) и фиг.12(b). Предполагается, что эффективность источника питания, вызывающего разряды, позволяет сохранять напряжение ue разряда в малой степени зависимым от тока и постоянным.
Количество частиц тонкоизмельченного порошка, осаждаемых от электрода, зависит от количества энергии (напряжение ui холостого хода) в начале разряда и в малой степени подвержено другим воздействиям.
Соответственно, количество энергии на количество частиц тонкоизмельченного порошка для одной детали пропорционально произведению максимального тока ie на ширину te импульса, разделенному примерно на 0,7-ю степень напряжения ui холостого хода.
Следовательно, если максимальный ток ie и ширина te импульса увеличиваются и если напряжение ui холостого хода уменьшается, то количество энергии на количество частиц тонкоизмельченного порошка, осаждаемых на одну деталь с электрода, увеличивается, что обеспечивает шероховатое покрытие (для того чтобы покрытие 7 имело увеличенную шероховатость поверхности). С другой стороны, если максимальный ток ie и ширина te импульса уменьшаются и если напряжение ui холостого хода увеличивается, то количество энергии на количество частиц тонкоизмельченного порошка, осаждаемых на одну деталь с электрода, уменьшается, что обеспечивает мелкозернистое покрытие (для того чтобы покрытие 7 имело уменьшенную шероховатость поверхности).
Фиг.13 представляет собой список шероховатости Ra покрытий 7, образованных при разных максимальных токах ie, ширинах te импульса и напряжениях ui холостого хода.
Из фиг.13 видно, что шероховатость поверхности покрытия 7 была увеличена с увеличением значения произведения максимального тока ie на ширину te импульса, разделенного на 0,7-ю степень напряжения ui холостого хода.
В данном случае нож 1 имеет тело 5 лезвия, выполненное из ферритной нержавеющей стали, которое включает в себя режущую часть 13 лезвия, образованную с покрытием 7 высокой твердости (то есть с износостойким покрытием), обеспечивающим подходящую остроту. Тело 5 лезвия является прочным, так что весь нож имеет высокую прочность, что позволяет иметь увеличенную склонность к предотвращению поломок при ударе или падении. Обладая высокой адгезией к телу 5 лезвия, покрытие 7 долговременно удерживается от отсоединения, обеспечивая долговременно сохраняемую остроту.
Содействием также является придание шероховатости поверхностям покрытия 7, как это необходимо, что позволяет иметь режущую кромку 11 с мелкими зазубринами, обеспечивающими улучшенную остроту, что обеспечивает подавление прилипания слоев к ножу 1. Также можно перетачивать заднюю сторону лезвия или переднюю сторону лезвия, свободную от покрытия 7, для воспроизведения острой режущей кромки с зазубринами, соизмеримыми с шероховатостью поверхности покрытия 7.
Более того, лезвие 5, выполненное с покрытием 7, имеет упрощенную конструкцию, которая не требует проблемного процесса закалки, обеспечивая улучшенную производительность с облегченным изготовлением.
Кроме того, поскольку покрытие 7 образовано просто на задней поверхности 15 лезвия, нож 1 может быть переточен просто с передней стороны 17 лезвия (стороны, свободной от покрытия, или стороны ферритной нержавеющей стали), на которой режущая часть 13 лезвия является наклонной, для воспроизведения острой (заново заостренной) режущей кромки с зазубринами, соизмеримыми с шероховатостью поверхности покрытия 7.
(Второй вариант осуществления изобретения)
Фиг.3 представляет собой схематичный вид в разрезе конфигурации ножа 1а согласно второму варианту осуществления настоящего изобретения.
Согласно второму варианту осуществления нож 1а отличается от ножа 1 согласно первому варианту осуществления тем, что он имеет лезвие с двумя скосами, причем покрытия 7 образованы на обеих сторонах (на первой стороне 19 лезвия и на второй стороне 21 лезвия) лезвия. Первая и вторая стороны 19 и 21 лезвия ножа 1а имеют скошенные режущие части 24 и 23 лезвия, соответственно, расположенные симметрично относительно средней линии L в сечении тела 5 лезвия, которое перпендикулярно продольному направлению ножа 1а. Покрытия 7 образованы в виде тонкого слоя на первой стороне 19 лезвия, включая режущую часть 24 лезвия, и на второй стороне 21 лезвия, включая режущую часть 23 лезвия, как пара поясов, продолжающихся в продольном направлении ножа 1а. В отношении других особенностей конфигурация подобна ножу 1, обеспечивая по существу эффекты, аналогичные ножу 1.
Таким образом, нож 1а имеет лезвие с двумя скосами с износостойкими покрытиями 7, образованными на обеих первой и второй сторонах 19 и 21 лезвия, обеспечивающими долговременное сохранение остроты. Если режущая кромка сломается, она может быть переточена с потерей одного покрытия для осуществления эффектов, подобных модификациям, имеющим покрытие 7, образованное просто на первой или на второй стороне 19 или 21 лезвия.
Фиг.4 представляет собой схематичный вид в разрезе конфигурации ножа 1b согласно первой модификации ножа 1а. Нож 1b имеет первую и вторую стороны 19 и 21 лезвия, включающие в себя скошенные режущие части 24 и 23 лезвия, соответственно, расположенные симметрично относительно средней линии L в сечении тела 5 лезвия, которое перпендикулярно продольному направлению ножа 1b. Покрытие 7 образовано в виде тонкого слоя просто на первой стороне 19 лезвия, включая режущую часть 24 лезвия, как пояс, продолжающийся в продольном направлении ножа 1b. Хотя это не показано, тонкое поясообразное покрытие 7 может быть образовано просто на второй стороне 21 лезвия, включая режущую часть 23 лезвия. А именно покрытие 7 может быть образовано на одной из двух сторон лезвия, на первой стороне 19 лезвия или на второй стороне 21 лезвия.
Таким образом, нож 1b имеет покрытие 7, образованное просто на первой или на второй стороне 19 или 21 лезвия, позволяя с легкостью воспроизводить остроту лезвия, как в варианте осуществления ножа 1 с одним скосом, имеющего покрытие 7, образованное просто на задней стороне 15 лезвия.
Следует отметить, что при использовании для резания пищевых продуктов, таких как овощи, нож 1b может осуществлять наклонные резы благодаря разнице между коэффициентом трения режущей части 24 лезвия на первой стороне 19 лезвия, на которой образовано покрытие 7, и коэффициентом трения режущей части 23 лезвия на первой стороне 21 лезвия. Эта проблема будет решена в последующих модификациях, со второй по пятую.
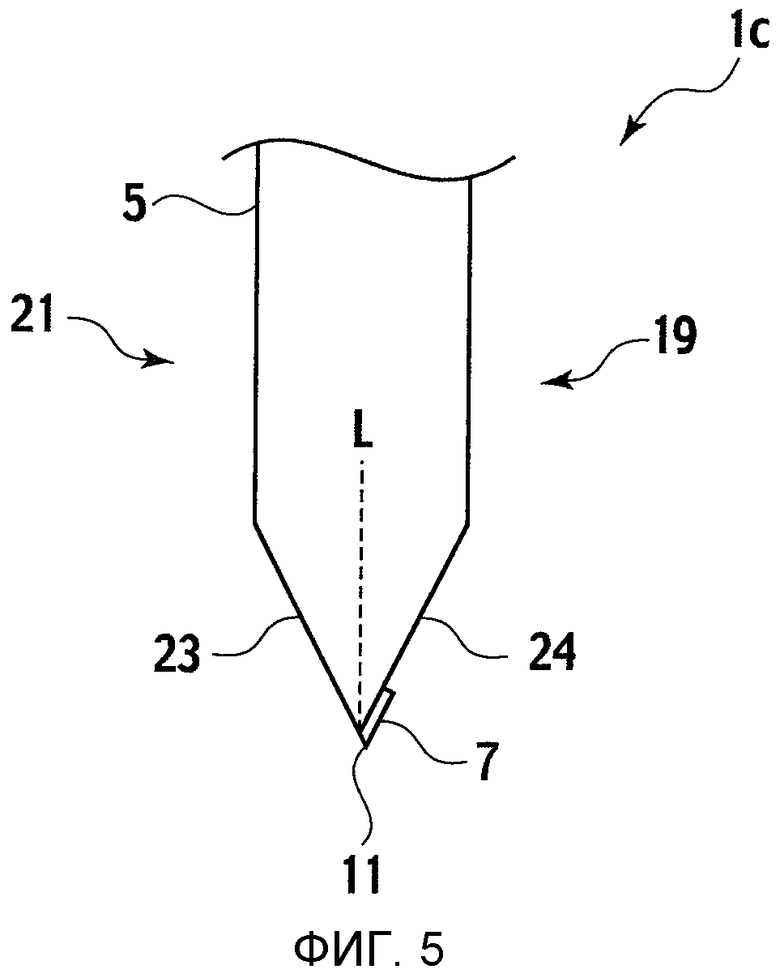
Фиг.5 представляет собой схематичный вид в разрезе конфигурации ножа 1с согласно первой модификации ножа 1а. Нож 1с имеет первую и вторую стороны 19 и 21 лезвия, включающие в себя скошенные режущие части 24 и 23 лезвия, соответственно, расположенные симметрично относительно средней линии L в сечении тела 5 лезвия, которое перпендикулярно продольному направлению ножа 1с. Тонкое покрытие 7 образовано просто в области режущей части 24 лезвия у первой стороны 19 лезвия, как полоса, продолжающаяся в продольном направлении ножа 1с.
Фиг.6 представляет собой схематичный вид в разрезе конфигурации ножа 1d согласно первой модификации ножа 1а. Нож 1d имеет режущую кромку 11, расположенную на линии L1, которая смещена к первой стороне 19 лезвия от средней линии L в сечении тела 5 лезвия, перпендикулярном продольному направлению ножа 1d, и выполнен с углом θR, образованным между линией L1 и режущей частью 24 лезвия на первой стороне 19 лезвия (как половина угла скоса кромки у первой стороны лезвия 19), отличающимся от угла θL, образованного между линией L1 и режущей частью 23 лезвия на второй стороне 21 лезвия (как половина угла скоса кромки у второй стороны лезвия 21). В этом случае θR<θL. Нож 1d имеет покрытие 7, образованное в виде тонкого слоя просто на режущей части 24 лезвия у первой стороны 19 лезвия, как пояс, продолжающийся в продольном направлении ножа 1d. Следует отметить, что, хотя это не показано, линия L1 может быть смещена ко второй стороне 21 лезвия от средней линии L тела 5 лезвия. В этом случает θR>θL.
Фиг.7 представляет собой схематичный вид в разрезе конфигурации ножа 1e согласно первой модификации ножа 1а. Нож 1е имеет режущую кромку 11, расположенную на линии L1, которая смещена к первой стороне 19 лезвия от средней линии L в сечении тела 5 лезвия, перпендикулярном продольному направлению ножа 1d, и выполнен с углом θR, образованным между линией L1 и режущей частью 24 лезвия на первой стороне 19 лезвия (как половина угла скоса кромки у первой стороны лезвия 19), равным углу θL, образованному между линией L1 и режущей частью 23 лезвия на второй стороне 21 лезвия (как половина угла скоса кромки у второй стороны лезвия 21). В этом случае θR=θL. Нож 1d имеет покрытие 7, образованное в виде тонкого слоя просто на режущей части 24 лезвия у первой стороны 19 лезвия, как пояс, продолжающийся в продольном направлении ножа 1d. Следует отметить, что, хотя это не показано, линия L1 может быть смещена ко второй стороне 21 лезвия от средней линии L тела 5 лезвия.
Фиг.8 представляет собой схематичный вид в разрезе конфигурации ножа 1f согласно первой модификации ножа 1а. Нож 1f имеет первую сторону 19 лезвия с имеющей двойной угол наклона парой режущих частей 24 и 34 лезвия, образованных на ней, и вторую сторону 21 лезвия с имеющей двойной угол наклона парой режущих частей 23 и 33 лезвия, образованных на ней. Нож 1f имеет тонкое покрытие 7, образованное просто на режущей части 34 лезвия у первой стороны 19 лезвия, как полоса, продолжающаяся в продольном направлении ножа 1f. Следует отметить, что, хотя это не показано, покрытие 7 может быть образовано просто на режущей части 33 лезвия у второй стороны 21 лезвия.
На фиг.9 изображен нож 1b согласно фиг.4, если он имеет углубление 25, образованное частично для предотвращения прилипания нарезанного слоями объекта F. В этом случае согласно любому описанному варианту осуществления может быть нож, имеющий углубленную часть 25, предусмотренную в части (тела 5 лезвия) по меньшей мере на одной его стороне, которой может быть первая сторона 19 лезвия, вторая сторона 21 лезвия или задняя сторона 15 лезвия для того, чтобы, таким образом, предотвращать прилипание нарезанного слоями объекта F. В этом случае нож может быть переточен с сохранением остроты, и количество повторяющихся переточек может быть очень малым, так что углубленная часть 25 не будет сточена, таким образом, обеспечивая сохраненное предотвращение прилипания.
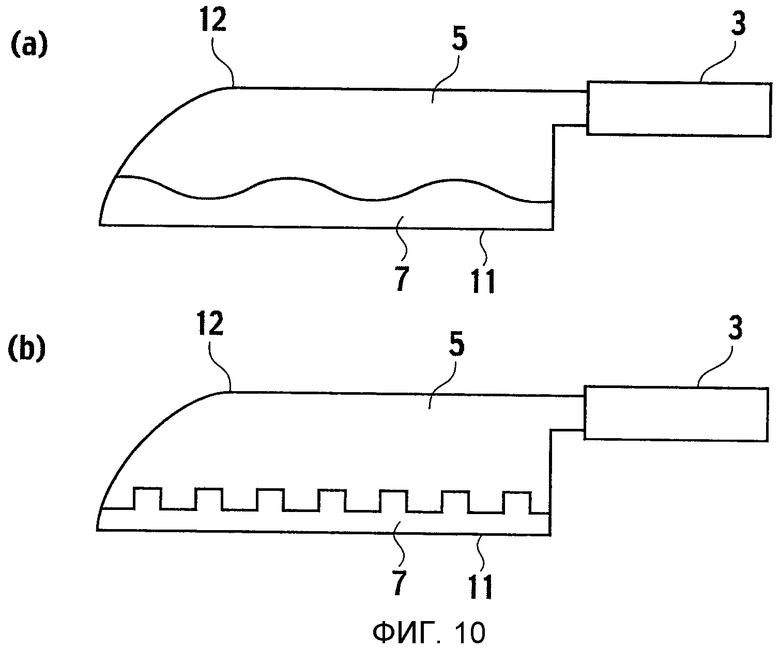
Фиг.10(а) и 10(b) представляют собой иллюстрации ножей, предусмотренных с покрытиями 7, имеющими модифицированные продольные контуры. В этом случае согласно любому описанному варианту осуществления может быть нож, предусмотренный с покрытием 7, имеющим волнистость, как контур его концевой линии со стороны обуха 12, повторяющуюся в продольном направлении ножа.
Более конкретно покрытие 7 со стороны обуха 12 может иметь концевую линию с контуром синусоидальной формы волны, как изображено на фиг.10(а), или прямоугольной формы волны, как изображено на фиг.10(b).
Согласно вариантам осуществления, изображенным на фиг.10(а) или 10(b), имеется нож, предусмотренный с покрытием 7, имеющим волнистость, как контур его концевой линии со стороны обуха 12, повторяющуюся в продольном направлении ножа, обеспечивающую предотвращение прилипания нарезаемых слоями объектов, тем временем, будучи похожей на контур линии закалки Японского меча, что обеспечивает возможность передачи владельцу ножа впечатления остроты.
Последняя фиг.14 представляет собой график, на который нанесены результаты испытаний резания CATRA на остроту и удерживание обычных ножей в сравнении с ножом согласно настоящему изобретению. Испытание резания CATRA известно как испытание, при котором нож помещается на заданный испытательный лист, причем кромка соприкасается с ним и перемещается с повторением возвратно-поступательного перемещения на заданное расстояние, с постоянной нагрузкой, приложенной к нему, причем в каждом цикле исследуется глубина резания. Каждое из испытаний было проведено по ISO8442.5 с использованием листа 5% кремниевой бумаги в качестве испытательного листа, с нагрузкой, равной 50 Н, при скорости резания, равной 50 мм/с, для расстояния возвратно-поступательного перемещения, равного 40 мм, с количеством циклов возвратно-поступательного перемещения, равным 60 циклам. Четырьмя испытуемыми ножами были нож, изготовленный из керамических материалов, с лезвием с двумя скосами (в качестве сравнительного примера 1), нож, изготовленный из нержавеющей стали, с лезвием с двумя скосами (в качестве сравнительного примера 2), нож, изготовленный из порошковой быстрорежущей стали, с лезвием с двумя скосами (в качестве сравнительного примера 3), и нож, имеющий лезвие с двумя скосами согласно примеру варианта осуществления настоящего изобретения (в качестве примера 1 варианта осуществления).
Согласно примеру 1 варианта осуществления, как изображено на фиг.5, нож имеет покрытие 7, образованное в области кромки режущей части 24 лезвия у первой стороны 19 лезвия. Для того чтобы покрытие 7 было образовано на теле 5 лезвия, выполненном из ферритной нержавеющей стали, в качестве электрода использовалось отформованное изделие из порошка керамических материалов для вызывания пульсирующих разрядов между электродом и режущей частью 24 лезвия способом, описанным в связи с первым вариантом осуществления, с развитием энергии разряда, вызывающим осаждение тонким слоем порошка керамических материалов, являющегося материалом электрода, на область кромки (то есть области полосы от режущей кромки 11 до высоты, составляющей примерно 3 мм) режущей части 24 лезвия.
Фиг.14 имеет ось ординат, обозначающую глубину резания (мм) на цикл возвратно-поступательного перемещения, и ось абсцисс, обозначающую сумму глубин резания (мм). То есть ось ординат определяет показатель остроты для однократного цикла использования как численное значение, то есть чем больше значение, тем лучше острота в однократном цикле использования. Ось абсцисс определяет показатель удерживания остроты как численное значение, то есть чем больше значение, тем лучше удерживание остроты. Из данной кривой характеристик, таким образом, следует, что нож будет лучшим ножом для пользователя, если кривая будет иметь большее значение рядом с левым концом и будет спускаться направо с более плавным уклоном. С этой точки зрения видно, что пример 1 варианта осуществления показывает кривую, лучше соответствующую условию, чем кривые других трех ножей. Несмотря на то, что нож согласно сравнительному примеру 1 (нож, выполненный из керамических материалов) имеет профиль кривой, подобный кривой ножа согласно примеру 1 варианта осуществления, первый имеет больший спад после начала испытания по сравнению с последним, так что обнаруживается, что нож согласно примеру 1 варианта осуществления является лучшим по остроте, а также по удерживанию остроты до некоторого количества использований.
Несмотря на то, что вышеизложенные варианты осуществления были описаны для осуществления ножей для резания пищевых продуктов, продуктов питания и подобного, они могут применяться также к таким режущим инструментам, (как режущие инструменты, выполненные с возможностью работы с режущей кромкой лезвия, придавленной к нарезаемому на слои объекту (то есть к разрезаемому объекту) или с режущей кромкой, перемещающейся относительно разрезаемого объекта, для резания разрезаемого объекта), кроме ножниц (которые являются режущими инструментами, использующими сдвигающую силу для резания предметов), как те, которые охватывают, наряду с прочими, ножи для резания, помимо пищевых продуктов и продуктов питания, пряжи, ткани, кожи, дерева, бамбука, травы, резины, полимеров и так далее, крюки или серпы для резания дерева, бамбука, травы и так далее, пилы для резания дерева, бамбука и так далее, рубанки для строгания дерева или стамески.
Промышленная применимость
В настоящем изобретении предложен режущий инструмент с остротой, с кромкой, которую трудно сломать, обеспечивающий облегченное изготовление и удерживаемую остроту, а также режущий инструмент, исключающий прилипание отрезанных слоев к лезвию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТИЕ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ, ВЫПОЛНЕННОЕ В ВИДЕ РЕЖУЩЕГО КРОМОЧНОГО ЭЛЕМЕНТА, И РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ТАКОЕ ПОКРЫТИЕ | 2011 |
|
RU2518856C2 |
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С ТВЕРДЫМ ПОКРЫТИЕМ | 2003 |
|
RU2305623C2 |
| НОЖ ИЗМЕЛЬЧИТЕЛЯ, А ТАКЖЕ КОНТРНОЖ ДЛЯ ИЗМЕЛЬЧИТЕЛЬНОГО УСТРОЙСТВА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2311015C2 |
| КРЕМНИЕВЫЕ ЛЕЗВИЯ ДЛЯ ХИРУРГИЧЕСКОГО И НЕХИРУРГИЧЕСКОГО ПРИМЕНЕНИЯ | 2004 |
|
RU2363771C2 |
| НОЖ ДЛЯ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2066629C1 |
| НОЖ-РАССЛАИВАТЕЛЬ | 2008 |
|
RU2463008C2 |
| САДОВЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2735743C1 |
| Сучкорезное изогнутое лезвие, его применение, соответствующая сучкорезная головка и режущий комплект | 2015 |
|
RU2687204C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ КОРРОЗИОННО-УСТОЙЧИВЫМ ПОКРЫТИЕМ | 2024 |
|
RU2824444C1 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |









Изобретение относится к режущему инструменту, в частности к ножам для резания пищевых продуктов. Режущий инструмент (1) имеет режущую часть (13) лезвия с покрытием (7) из материала электрода или продукта реакции материала электрода, расплавленного импульсными разрядами, вызываемыми между режущей частью (13) лезвия и электродом в машинном масле, а между телом лезвия и покрытием образована градиентная структура металла на глубину, составляющую от 5 до 30 мкм. Электродом является отформованное изделие, отформованное из порошка одного из или порошка смеси одних из металла или металлов, металлического соединения или металлических соединений и керамического материала или керамических материалов, термообработанное отформованное изделие, являющееся отформованным изделием, подвергнутым термообработке. Отформованное изделие содержит по меньшей мере одно из Ti, Si, кубический BN, TiC, WC, SiC, Cr3C2, Al2O3, ZrO2-Y, TiN и TiB. Режущий инструмент характеризуется простотой изготовления, гарантированной остротой и долговременным сохранением остроты. 9 з.п. ф-лы, 14 ил.
1. Режущий инструмент, включающий в себя тело лезвия и режущую часть лезвия, при этом режущий инструмент содержит
покрытие, образованное по меньшей мере на части режущей части лезвия, включая режущую кромку,
причем покрытие содержит материал электрода или продукт реакции материала электрода, при этом материал электрода расплавлен импульсными разрядами, вызываемыми между телом лезвия и электродом в машинном масле, причем электродом является одно из отформованного изделия, отформованного из порошка по меньшей мере одного из металла, соединения металлов и керамических материалов, термообработанного отформованного изделия, являющегося отформованным изделием, подвергнутым термообработке, и твердого тела из Si, a
между телом лезвия и покрытием образована градиентная структура металла на глубину, составляющую от 5 мкм до 30 мкм.
2. Инструмент по п.1, в котором режущим инструментом является нож с лезвием с одним скосом, причем режущая часть лезвия образована только на задней стороне, а покрытие образовано для покрывания режущей части лезвия.
3. Инструмент по п.1, в котором режущим инструментом является нож с лезвием с двойным скосом, имеющим первую сторону лезвия и вторую сторону лезвия, причем режущая часть лезвия содержит первую часть режущего лезвия, образованную на первой стороне лезвия, и вторую часть режущего лезвия, образованную на второй стороне лезвия, а покрытие образовано для покрывания по меньшей мере одной из первой и второй частей режущего лезвия.
4. Инструмент по п.3, в котором режущая кромка расположена на линии, смещенной к одной из первой и второй сторон лезвия от средней линии в сечении тела лезвия, продолжающемся в направлении, перпендикулярном продольному направлению режущего инструмента, при этом первая часть режущего лезвия имеет половину угла скоса кромки, отличающуюся от половины угла скоса кромки второй части режущего лезвия.
5. Инструмент по п.3, в котором режущая кромка расположена на линии, смещенной к одной из первой и второй сторон лезвия от средней линии в сечении тела лезвия, продолжающемся в направлении, перпендикулярном продольному направлению режущего инструмента, и первая часть режущего лезвия имеет половину угла скоса кромки, равную половине угла скоса кромки второй части режущего лезвия.
6. Инструмент по п.1, в котором режущим инструментом является нож с лезвием с двойным скосом, имеющим первую сторону лезвия и вторую сторону лезвия, причем режущая часть лезвия содержит первую часть режущего лезвия, образованную на первой стороне лезвия, и вторую часть режущего лезвия, образованную на второй стороне лезвия, при этом первая и вторая части режущего лезвия имеют двойной наклон в сторону режущей кромки соответственно, а покрытие образовано для покрывания наклона, ближайшего к режущей кромке, на одной из первой и второй частей режущего лезвия.
7. Инструмент по п.1, в котором режущим инструментом является нож с лезвием с двойным скосом, имеющим первую сторону лезвия и вторую сторону лезвия, причем режущая часть лезвия содержит первую часть режущего лезвия, образованную на первой стороне лезвия, и вторую часть режущего лезвия, образованную на второй стороне лезвия, а покрытие образовано по меньшей мере на части одной из первой и второй частей режущего лезвия, включая режущую кромку.
8. Инструмент по п.1, в котором тело лезвия имеет углубленную часть, предусмотренную по меньшей мере в его части, исключая режущую часть лезвия.
9. Инструмент по п.1, в котором покрытие имеет его концевую линию, противоположную режущей кромке, причем концевая линия имеет форму с волнистым контуром.
10. Инструмент по п.1, в котором отформованное изделие содержит по меньшей мере одно из Ti, Si, cBN, TiC, WC, SiC, Cr3C2, Al2O3, ZrO2-Y, TiN и TiB.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛАПЫ КУЛЬТИВАТОРА | 2002 |
|
RU2259267C2 |
| Способ возведения подземного сооружения | 1981 |
|
SU1035231A1 |

