Настоящее изобретение имеет отношение к созданию самозатачивающихся ножей и других режущих инструментов, имеющих лезвия, снабженные твердым ламинарным или слоистым покрытием (или покрытиями).
Острота режущей кромки лезвия ножа или аналогичного режущего инструмента является важной характеристикой как хозяйственных (бытовых), так и промышленных ножей, а также вообще всего режущего инструмента.
Уже давно известно, что твердость материала лезвия имеет важное значение для сохранения остроты режущей кромки лезвия, причем чем мягче материал, из которого изготовлена режущая кромка, тем быстрее она затупляется. С другой стороны, лезвие ножа часто делают в виде тонкой полосы или полотна, причем его кромка должна обладать некоторой гибкостью, чтобы избежать хрупкого излома или скалывания во время использования. Эти две характеристики твердости и гибкости или жесткости часто противоречат друг другу, так как твердые материалы часто являются хрупкими и легко разламываются.
Уже применяют различные виды обработки, в том числе закалку, термообработку или легирование, чтобы получить лучшую комбинацию указанных двух характеристик.
В патенте США No.6,105,261 описано самозатачивающееся лезвие, имеющее первый более твердый слой с относительно высокой износостойкостью, который главным образом образует режущую кромку, и второй, более мягкий слой из материала с более низкой износостойкостью, расположенный на одной стороне первого слоя. Толщина более твердого слоя составляет от 0.3 мкм до 1.5 мм. В примерах, которые приведены в этом патенте, указаны лезвия ножей, изготовленных при помощи металлообработки или механической обработки, такой как прокатка нескольких листов стали, горячее прессование и спекание порошков, содержащих алмаз и другие твердые материалы, а также при помощи нанесения покрытий на пластмассы. При помощи механической обработки обычно получают относительно толстый слой твердого материала, что не позволяет добиться хорошей остроты лезвия.
Уже были предприняты попытки изготовления лезвия ножа с твердым покрытием. В патенте США No.6,109,138 описано лезвие ножа, одна сторона кромки которого покрыта порошковым материалом, закрепленным в матрице. Матрица является более мягкой, чем порошковый материал, причем покрытие выполнено таким образом, что значительное число частиц выступает из матрицы, образуя режущий кончик на кромке лезвия. Такое лезвие ножа имеет повышенную стойкость к затуплению кромки и находит практическое применение, например, в бытовых кухонных ножах. Однако ножи с таким типом покрытия имеют ряд недостатков, которые ограничивают возможность их применения. Использованный процесс нанесения покрытия обычно позволяет получать покрытие толщиной 25-30 мкм и не позволяет получать более тонкое покрытие. Покрытие состоит из случайно распределенных твердых частиц в главным образом более мягком металле матрицы, причем такая структура покрытия не позволяет получать прямолинейную самозатачивающуюся кромку в пределах толщины слоя покрытия. Это создает ограничения в получении максимальной остроты, которая может быть достигнута для лезвия, имеющего такой толстый слой твердого покрытия. Более того, режущая кромка, образованная дискретными (отдельными) частицами из твердого материала, выступающими из матрицы, не позволяет обеспечить гладкое режущее действие, а производит разрыв за счет растяжения материала, который режут. Это обычно требует приложения большего усилия к режущей кромке по сравнению с чисто компрессионным режущим действием, например, скальпеля. Кроме того, покрытия используют в том состоянии, в котором они были нанесены; другими словами, не производят дополнительную или последующую обработку самого покрытия, которое обычно имеет шероховатую (грубую) морфологию (структуру). Эта шероховатость поверхности и результирующее повышенное трение между покрытием и разрезаемым материалом дополнительно затрудняет режущее действие. Таким образом, режущий инструмент, снабженный таким типом покрытия, имеет ограниченное применение как за счет недостаточной остроты, так и шероховатой структуры поверхности (что приводит скорее к разрыву, а не к резанию).
Различные попытки изготовления лезвий с твердыми покрытиями, содержащими частицы карбида вольфрама в матрице из кобальта или другого мягкого металла, показали, что так называемый "эффект самозаточки" существенным образом зависит от структуры и свойств покрытия. Например, процесс HVOF (High Velocity Oxygen Fuel), применяемый на практике для нанесения покрытия в виде карбида вольфрама в матрице из кобальта, обеспечивает эффект самозаточки. В отличие от этого, аналогичный процесс нанесения покрытия, известный как плазменное напыление, когда его используют для осаждения WC/Co покрытия, не обеспечивает эффект самозаточки. Несмотря на то, что оба покрытия, полученные при помощи процессов HVOF и плазменного напыления, содержат частицы карбида вольфрама в матрице из кобальта, причем эти покрытия получены при помощи аналогичных способов напыления, различие их эксплуатационных качеств при создании режущих инструментов показывает, что не просто и не очевидно достичь эффекта самозаточки. В самом деле, получение покрытий, обеспечивающих эффект самозаточки, в существенной степени зависит от таких характеристик покрытия, как твердость, пористость и микроструктура, и требует проведения всесторонних экспериментов и анализов.
В европейском патенте ЕР 0567300 описано твердое покрытие, имеющее столбчатую кристаллическую структуру, которая выступает из поверхности заготовки и идет до внешней стороны покрытия. Однако механизм износа и разрушения в покрытии со столбчатой структурой не позволяет получить оптимальную структуру с острой кромкой. Износ столбчатого покрытия происходит за счет разлома (разрыва) микрокристаллических столбиков и их групп, и не позволяет обеспечивать самозаточку в слое покрытия. В результате, острота кромки определяется толщиной покрытия.
Предложенные технологии, несмотря на то, что они позволяют повысить характеристики износостойкости кромки лезвия, обычно не позволяют образовать гладкое и острое лезвие типа скальпеля. Это является особенно важным, когда лезвие используют для резки тонкой бумаги (такой как тонкая папиросная бумага) и других аналогичных материалов, которые могут легко разрываться при воздействии неровной кромки.
В патенте США No.5,799,549 описаны лезвия для бритв, имеющие с двух сторон покрытие из аморфного алмаза, с толщиной по меньшей мере 400 ангстрем (0,04 мкм), а обычно около 2000 ангстрем (0,2 мкм). Это покрытие придает устойчивость и жесткость тонкому лезвию. Однако это покрытие, которое имеет субмикронную толщину и образовано на обеих сторонах лезвия, не обеспечивает эффект самозаточки при применении лезвия.
В европейском патенте ЕР 0386658 и в патенте США No.4,945,640 описаны износостойкие покрытия для инструментов с острой кромкой и способы их производства. Покрытие, которое получено за счет процесса химического осаждения из паровой (газовой) фазы (CVD), имеет толщину от 2 до 5 мкм и состоит из смеси свободного вольфрама с W2C или W3C, или из смеси свободного вольфрама как с W2C, так и с W3C. Во всех вариантах в это покрытие подмешивают относительно мягкий металлический вольфрам, в результате чего покрытие обычно имеет среднюю твердость, главным образом ниже, чем твердость чистых карбидов вольфрама. Способы нанесения таких покрытий дополнительно описаны в деталях в патентах ЕР 0329085, ЕР 0305917, US 4,910,091 и US 5,262,202. Покрытие получают из газообразной смеси гексафторида вольфрама, диметилового эфира (DME), водорода и аргона. В этом процессе образуются имеющие низкую летучесть оксифториды вольфрама, за счет реакции между WF6 и содержащим кислород DME. Оксифториды вольфрама плохо восстанавливаются водородом и остаются погруженными в слой покрытия. Это требует проведения дополнительной термической обработки покрытия, как это описано в патенте США No.5,262,202, чтобы улучшить характеристики покрытия. Покрытия, описанные в указанных публикациях, имеют относительно низкую твердость (ниже 3000 Hv (твердость по Виккерсу), а обычно 2300 Hv) и неоднородную структуру, и поэтому не обеспечивают эффект самозаточки. Как это описано в патентах US 4,945,640 и ЕР 0386658, эти покрытия улучшают эрозионную стойкость и прочность на истирание инструментов с острой кромкой, но не обеспечивают эффект самозаточки. Однако без эффекта самозаточки твердое покрытие обеспечивает только ограниченное улучшение в поддержании остроты кромки режущего инструмента.
Покрытия позволяют снизить трение между режущим лезвием и разрезаемым материалом, что улучшает режущее действие (резание) и позволяет разрезать материал с приложением меньшего количества энергии. Это можно показать на примере лезвий для бритвы, покрытых тонким слоем ПТФЭ, которые имеют низкие характеристики трения. Несмотря на то, что ПТФЭ покрытие не изменяет остроту лезвия бритвы, лезвие может двигаться с меньшим усилием и за счет этого создавать ощущение улучшенного режущего действия. Мягкие ПТФЭ покрытия полезны для деликатных режущих применений, таких как бритье, однако они не выдерживают более тяжелые нагрузки, приложенные, например, к промышленным ножам для резки бумаги, пластиков, пищевых продуктов и т.п. В таких условиях мягкое ПТФЭ покрытие будет быстро истираться. Режущее действие промышленных ножей может быть улучшено за счет нанесения прочного покрытия с низким трением, которое обладает высокой стойкостью к износу и истиранию.
Поверхностная шероховатость фаски режущей кромки, а в особенности поверхностная шероховатость покрытия на режущей кромке, также оказывает влияние на режущее действие. Более шероховатая поверхность фаски часто образует более шероховатую режущую кромку с мелкими зубцами, что приводит к процессу резания за счет разрыва при растяжении. По сравнению с чистым компрессионным (сжимающим) режущим действием, например, создаваемым при помощи гладкого лезвия скальпеля, шероховатый нож с зубцами требует приложения более значительного усилия и большей энергии для резания. Зубчатые ножи считаются более долговечными, чем ножи с гладкой режущей кромкой, однако они обеспечивают худшее режущее действие, особенно при резке деликатных материалов.
Задачей настоящего изобретения является дальнейшее улучшение конструкции режущего лезвия, для того, чтобы облегчить процесс резания, в частности, при резке мягких материалов, которые легко могут быть повреждены за счет разрыва, однако при поддержании характеристик износостойкости кромки лезвия.
Путем проведения всесторонних экспериментов и наблюдения механизмов износа различных покрытий заявители настоящего изобретения обнаружили, что наилучшее режущее действие может быть обеспечено за счет использования оптимальной структуры покрытия и комбинации свойств покрытий, в том числе твердости, толщины покрытия и коэффициента трения.
Было обнаружено, что покрытия, которые главным образом являются более твердыми, чем материал лезвия, позволяют уменьшить скорость изнашивания режущего лезвия. Когда одна сторона лезвия имеет твердое покрытие, то эта сторона будет изнашиваться существенно меньше, чем другая сторона, не имеющая покрытия. Так как лезвие используют для резки различных материалов, то микроизнос приводит к постепенному удалению материала с непокрытой стороны лезвия.
В результате, после некоторого промежутка использования, кромка будет содержать в основном слой твердого покрытия, который поддерживается с одной стороны при помощи базового (основного) материала лезвия. На этой стадии поведение покрытия зависит от его микроструктуры. Покрытие, которое содержит порошковый материал (частицы) в более мягкой матрице, будет лишаться матрицы за счет износа, в результате чего остаются частицы, выступающие из матрицы и образующие главным образом неровную кромку.
Твердое покрытие, имеющее столбчатую структуру, типично будет разрушаться вдоль границ между столбчатыми микрокристаллами. Когда базовый материал лезвия удаляется за счет износа и остается покрытие кромки с недостаточной опорой, то небольшие микрокристаллические частицы будет отрываться от покрытия. В этом случае острота кромки определяется толщиной слоя покрытия. Толстое покрытие обычно не обеспечивает достаточную остроту, и для того, чтобы улучшить режущее действие, такой тип лезвия часто снабжают зубцами, шероховатостью на стороне, не имеющей покрытия. Это вновь делает кромку главным образом неровной и ухудшает режущее действие.
В соответствии с первым аспектом настоящего изобретения предлагается самозатачивающийся режущий инструмент, имеющий режущую кромку, изготовленную из первого материала или материалов, причем режущая кромка имеет нанесенное только на одну ее сторону покрытие, которое главным образом имеет более высокую твердость (тверже), чем первый материал или материалы, отличающийся тем, что покрытие имеет слоистую или ламинарную микроструктуру, идущую (выровненную) главным образом параллельно покрытой (имеющей покрытие) стороне режущей кромки.
В соответствии со вторым аспектом настоящего изобретения, предлагается способ изготовления самозатачивающегося режущего инструмента, который включает в себя следующие операции:
i) использование режущей кромки, изготовленной из первого материала или материалов;
ii) нанесение на одну сторону режущей кромки покрытия, которое главным образом тверже, чем первый материал или материалы, при этом покрытие имеет слоистую или ламинарную микроструктуру, идущую главным образом параллельно покрытой стороне режущей кромки.
Покрытия, имеющие слоистую или ламинарную микроструктуру, имеют другие характеристики по сравнению с известными покрытиями для режущих кромок. Когда базовый материал лезвия стирается (снашивается) и не обеспечивает достаточную опору для всего покрытия, то микрочастицы покрытия отрываются в соответствии с рельефом слоистой или ламинарной структуры. После этого остается более тонкое покрытие на кромке лезвия, которое повышает остроту кромки. Слоистая или ламинарная микроструктура также позволяет осуществлять заточку в толще слоя покрытия, в результате чего получают более острую кромку, чем действительный слой покрытия. Кромка является гладкой и похожа на скальпель, что позволяет делать гладкий и чистый разрез, в отличие от пилообразных лезвий, которые разрывают материал, который должен быть разрезан.
При помощи сравнительных испытаний и анализа износа режущего инструмента заявители настоящего изобретения обнаружили, что слоистая или ламинарная структура покрытия, в которой твердость одного слоя существенно выше, чем твердость других слоев, позволяет дополнительно повысить остроту кромки. Эта структура покрытия позволяет образовать фаску или фаски в толще покрытия при помощи известных способов заточки, в результате чего радиус кромки может быть уменьшен до величины, главным образом меньшей, чем толщина покрытия. Эта структура покрытия дополнительно позволяет образовать режущую кромку, которая обладает эффектом самозаточки в толще покрытия. Это происходит в том случае, когда слой (или слои) покрытия с более низкой твердостью стирается первым по сравнению с самым твердым слоем в покрытии. В результате самый твердый слой выступает из покрытия и образует ровную, более острую режущую кромку. Так как покрытие является сплошным и вытянутым (выровненным) вдоль кромки инструмента, то указанная режущая кромка будет сплошной (непрерывной) и однородной и будет обеспечивать гладкое режущее действие. Непрерывный износ будет поддерживать остроту кромки, образованной при помощи такого слоистого покрытия.
Покрытие может содержать карбид вольфрама или смеси карбидов вольфрама, главным образом или совершенно не содержащие металлического вольфрама. Под смесями карбидов вольфрама понимают смеси двух или нескольких карбидов вольфрама, таких как WC, W2C, W3C и W12C.
Покрытие может представлять собой многослойное покрытие, причем самый верхний слой покрытия содержит карбид вольфрама или смеси карбидов вольфрама, главным образом или совершенно не содержащие металлического вольфрама.
Покрытие может представлять собой многослойное покрытие, которое содержит слои с различной твердостью, причем по меньшей мере один из слоев представляет собой самый твердый слой.
Покрытие может представлять собой многослойное покрытие, которое содержит слои с различной твердостью, причем самый твердый слой покрытия содержит карбид вольфрама или смеси карбидов вольфрама, главным образом или совершенно не содержащие металлического вольфрама.
Самый твердый слой может быть самым верхним слоем покрытия, промежуточным слоем или базовым слоем.
Покрытие может содержать слои вольфрама, карбидов вольфрама и/или смеси вольфрама с карбидами вольфрама, легированные фтором в количестве от 0.0005 до 0.5 вес.%.
Покрытие может содержать слои вольфрама и карбидов вольфрама, главным образом или совершенно не содержащие металлического вольфрама, причем карбиды вольфрама легированы фтором в количестве от 0.0005 до 0.5 вес.%.
Покрытие может иметь базовый слой вольфрама.
Слои многослойного покрытия могут быть расположены с возрастающей степенью твердости от режущей кромки до самого верхнего слоя покрытия.
Покрытие или самый верхний слой покрытия может иметь коэффициент трения по отношению к цементированному карбиду, составляющий 0.3 или меньше.
Покрытие может быть получено за счет химического осаждения из паровой фазы в вакуумной камере, под давлением ниже атмосферного давления и при температуре выше 350°С, а преимущественно от 450 до 550°С.
Покрытие может иметь полную толщину от 1 до 25 мкм, а преимущественно от 3 до 12 мкм.
Открытая поверхность покрытия может иметь шероховатость Ra 0.8 мкм или меньше, а преимущественно 0,5 мкм или меньше.
Покрытие или самый верхний слой покрытия может иметь микротвердость по меньшей мере 2000 кг/мм2, преимущественно по меньшей мере 2500 кг/мм2, а еще лучше, по меньшей мере 2900 кг/мм2.
Эксперименты, проведенные заявителями настоящего изобретения с различными толщинами покрытий, показали, что для обеспечения эффекта самозаточки покрытие должно быть достаточно толстым и иметь толщину преимущественно по меньшей мере от 1 до 2 мкм или, возможно, до 3 мкм. С другой стороны, покрытия с толщиной более 15-25 мкм обычно не позволяют получить достаточную остроту кромки. Таким образом, оптимальная толщина покрытия лежит в указанном диапазоне толщин.
Заявители настоящего изобретения также обнаружили, что покрытия, имеющие низкий коэффициент трения, и покрытия, имеющие гладкую поверхность, облегчают движение лезвия при резании и улучшают гладкое режущее действие и качество резания. Это представляется особенно важным для резки мягких и слабых материалов, таких как тонкая бумага, которые легко могут быть повреждены за счет разрыва.
Настоящее изобретение может быть использовано для создания различных типов ножей или режущих инструментов, таких как, например, обычные кухонные ножи, дисковые ножи, применяемые в промышленности для резки бумаги, гильотинные ножи, а также режущие инструменты различной формы. Настоящее изобретение может быть использовано для создания инструментов для резки металла, дерева и/или пластмасс, в том числе для создания пил, рубанков, сверл и других режущих инструментов.
Лезвие может быть выполнено как лезвие с двойной фаской или как лезвие с одной фаской. В случае лезвия с одной фаской, покрытие образовано на плоской или на наклонной стороне лезвия, а в случае лезвия с двойной фаской, покрытие образовано на каждой стороне лезвия.
Различные технологии нанесения покрытий могут быть использованы для осаждения материала покрытия, в том числе химическое осаждение из паровой (газовой) фазы (CVD).
CVD покрытия из вольфрама и карбида вольфрама, описанные в публикации WO 00/47796, были использованы заявителями настоящего изобретения для получения твердого покрытия на лезвии ножа. При нанесении на сталь, такие покрытия обычно содержат внутренний подслой, обычно изготовленный из никеля, меди или другого металла (преимущественно стойкого к воздействию фтора), слой металлического вольфрама и дополнительные ровные более твердые слои, содержащие карбид вольфрама. Покрытие получают при помощи процесса CVD из газовой смеси, содержащей гексафторид вольфрама (WF6), водород (Н2) и газ, содержащий углерод и не содержащий кислорода, например, пропан (С3Н8), при температуре процесса от 350°С до 650°С, а преимущественно от 400°С до 550°С. Использование предшественников, не содержащих кислорода, и в особенности термическая предварительная активация содержащего углерод газа (в соответствии с описанным в публикации WO 00/47796) являются преимуществами этого способа, которые позволяют создать покрытие с очень плотной микрокристаллической структурой и повышенной твердостью. Термическая предварительная активация содержащего углерод газа позволяет обеспечить эффективный контроль состава покрытия и позволяет получить однофазные карбиды вольфрама и их смеси, в том числе слои покрытия, которые состоят только из карбидов вольфрама и которые не содержат металлического вольфрама, в результате чего обеспечивается повышенная твердость. Состав фазы покрытия был проанализирован при помощи рентгеноструктурного анализа. Всесторонние эксперименты и анализ процессов, протекающих в CVD печи, показывают, что фазовый состав покрытия зависит главным образом от температуры термической предварительной активации, которая варьирует, например, от 500°С до 850°С, от парциального давления газообразного углеводорода и от общего давления в реакторе (0.1-150 кПа).
Предварительная активация углеводорода приводит к образованию необходимой концентрации радикалов углеводорода и к их объединению с фтором в газовой фазе в широком диапазоне. Этот процесс, описанный в публикации WO 00/47796, позволяет легировать карбиды и/или их смеси фтором и композициями фторид-углерод. Фтор, как самый активный химический элемент, упрочняет межатомные связи, когда он проникает в кристаллическую решетку карбида. Именно упрочнение межатомных связей в карбиде обеспечивает повышение твердости.
В дополнение к эффекту легирования активный фтор и композиции фторид-углерод осаждаются с образованием микрослоистой, не столбчатой структуры, различные слои которой имеют различные твердости за счет не однородного легирования.
Наносят покрытия толщиной от 1 мкм до 25 мкм, имеющие твердость от 25 ГПа до 40 ГПа. CVD процесс, аналогичный описанному в публикации WO 00/47796, позволяет получать слоистые структуры покрытия, причем твердость изменяется от одного слоя покрытия к другому, что особенно благоприятно для достижения эффекта самозаточки. Покрытие преимущественно имеет низкий коэффициент трения, обычно составляющий менее 0.3 по отношению к цементированному карбиду (WC/Co). Всесторонние эксперименты были проведены для того, чтобы идентифицировать параметры покрытия, обеспечивающие преимущества настоящего изобретения, в том числе структуру покрытия, его толщину, твердость и коэффициент трения.
Режущий инструмент в соответствии с различными вариантами настоящего изобретения может быть изготовлен из одного из следующих базовых материалов: твердые сплавы, известные как цементированный карбид; керамические материалы, такие как карбид кремния, нитрид кремния, оксид алюминия, диоксид циркония; композиционные материалы на основе углеродного волокна и карбонизованной матрицы и т.п., различные содержащие железо сплавы, такие как железо, углеродистые стали, нержавеющие стали, инструментальные и быстрорежущие стали и чугун, или из других материалов из следующего списка: медь, серебро, золото, кобальт, никель, кремний, тантал, ниобий, ванадий, вольфрам, молибден, углерод, бор, а также их сплавы, соединения и смеси, а также сплавы титана.
Если режущий инструмент изготовлен из химически активного базового материала, такого как железо, углеродистые стали, нержавеющие стали, инструментальные и быстрорежущие стали, чугун, титановые сплавы и т.п., то на него преимущественно наносят промежуточные покрытия, которые содержат материалы, химически стойкие к фтористому водороду, например, выбранные из следующего списка: медь, серебро, золото, кобальт, никель, родий, рений, платина, индий, тантал, молибден, ниобий, ванадий и бор. Промежуточное покрытие, которое имеет толщину 0.1-15 мкм, а преимущественно 0.5-5 мкм, может быть нанесено при помощи электрохимического или химического осаждения из водных растворов, при помощи электролиза расплава, химического осаждения из паровой фазы или конденсации из паровой (газовой) фазы (например, при помощи магнетронного распыления), или при помощи других методов.
Режущий инструмент с промежуточным покрытием, а преимущественно с покрытием из никеля, меди или бора, помещают в реактор химического осаждения из паровой фазы (в CVD реактор) и сначала осаждают внутренний слой вольфрама, а затем осаждают покрытие, которое в основном содержит карбиды вольфрама или их смеси, или же смеси вольфрама с углеродом. Полная толщина CVD покрытия может составлять от 1 мкм до 25 мкм, с отношением толщин внутреннего и внешнего слоев в диапазоне от 1:1 до 1:600.
После осаждения покрытия на одной стороне режущей кромки, другая сторона может быть дополнительно заточена при помощи шлифования или любой другой подходящей технологии. В результате образуется кромка, которая содержит слой твердого покрытия и базовый материал лезвия, которым обычно является сталь. В ходе эксплуатации базовый материал лезвия удаляется за счет износа и абразивного истирания, оставляя тонкий слой твердого покрытия. Когда базовый материал лезвия недостаточен для поддержки твердого покрытия, тогда микроскопические частицы покрытия могут отрываться, обычно в соответствии со слоистым рельефом структуры покрытия. Это создает гладкую кромку лезвия в виде скальпеля, с остротой, которая не может быть получена при более толстых покрытиях или покрытиях, имеющих столбчатую структуру. Использование лезвия в действительности улучшает остроту кромки.
Альтернативно или дополнительно, для того, чтобы еще более улучшить режущее действие, покрытая сторона лезвия может быть дополнительно отшлифована или отполирована, так чтобы удалить шероховатость на покрытой поверхности, которая в противном случае будет входить в зацепление с материалом, который режут. Это дополнительное шлифование или дополнительная полировка может быть осуществлена в направлении вдоль режущей кромки, так чтобы отполированное лезвие могло совершать движение без помех, в результате чего снижается усилие, необходимое для резания.
Гладкая кромка лезвия в виде скальпеля, с повышенной остротой, полученная при помощи настоящего изобретения, является особенно предпочтительной, когда лезвие используют для резки мягких материалов, которые легко могут быть повреждены, таких как, например, тонкая туалетная бумага. Заявители настоящего изобретения также обнаружили, что для получения такого лезвия в виде скальпеля необходимо использовать способ заточки, который должен включать в себя операцию правки или заточки при помощи заточного инструмента, который движется вдоль режущей кромки, чтобы удалить заусенцы и выступающие зоны покрытия или базового материала.
Для лучшего понимания настоящего изобретения и пояснения его практической реализации дальнейшее изложение проведено со ссылкой на примеры и сопроводительный чертеж.
На чертеже показан график характеристик резания ножей с различными покрытиями.
Примеры
Приведенные далее примеры иллюстрируют настоящее изобретение в случае использования CVD покрытия. Однако следует иметь в виду, что эти примеры не имеют ограничительного характера, причем могут быть использованы и другие процессы (для нанесения покрытия), которые позволяют получить требуемые свойства.
Пример 1.
Группы лезвий для проведения испытаний были изготовлены из мартенситной нержавеющая стали, содержащей 0.35% углерода, 12.5% хрома и имеющей твердость 54 Re. Образцы имеют размеры 120 мм × 25 мм, с первичным углом кромки 15° на сторону.
Затем лезвия были покрыты только с одной стороны составом покрытия Haidide® следующим образом:
Покрытие Hardide® H имеет подслой металлического вольфрама толщиной 0.5 мкм, и слой W2C толщиной 5 или 10 мкм. Покрытие Hardide® M имеет подслой металлического вольфрама толщиной 0,5 мкм, слой металлического вольфрама с углеродом толщиной 10 мкм и самый твердый верхний слой W2C толщиной 2 мкм.
Затем лезвия хонинговали с использованием хонинговального бруска 320 грит на не покрытой стороне под углом 20°, с использованием точного зажимного приспособления лезвия при хонинговании.
Методика оценки
Лезвия подвергали испытаниям на резания, чтобы определить остроту и срок службы в соответствии с ISO 8442.5. Лезвия устанавливали в установку ISO для проведения испытаний на резание таким образом, что лезвия производят разрез полос из манильского карда шириной 10 мм. Кард содержит 95% целлюлозного волокна, с балансом из диоксида кремния, который введен для того, чтобы увеличить интенсивность изнашивания при резке. Лезвие совершало возвратно поступательное движение на расстоянии 40 мм со скоростью 50 мм/сек, под нагрузкой 50 H. Регистрировали количество корда, разрезанного в каждом цикле, что служит мерой остроты лезвия. Сначала все лезвия подвергались 60 циклам резания.
После проведения первоначальных 60 циклов результаты анализировали, а затем лезвия 5 и 7 подвергались дополнительным циклам, всего до 1060 циклов.
Полученные результаты сведены в таблицу и показаны на чертеже. Для сравнения приведены также типичные результаты для напыленного покрытия 15/20 мкм Co/WC и стандартного лезвия из мартенситной нержавеющей стали.
Характеристики срока службы различных лезвий показывают, что как Hardide® Н покрытия, так и многослойные Hardide® M покрытия сохраняют кромку (обеспечивают высокую износостойкость кромки). Твердые покрытия обеспечивают эффект самозаточки лезвий, так что их острота возрастает с увеличением числа циклов резания. Кривые b5 и b7 (чертеж) показывают рост глубины прореза с ростом числа циклов резания.
Покрытие открывается на вершине по мере снашивания базового металла на стороне кромки, что постепенно делает лезвие острее. Однако по истечении некоторого промежутка времени покрытие частично разрушается, оставляя изломленный и затупленный кончик (вершину) или кромку. Затем процедура самозатачивания повторяется сама по себе, в течение значительного числа циклов резания.
Сравнение полученных результатов с другими покрытиями, такими, как, например, типичное WC/Со напиленное покрытие, показывает, что Hardide® покрытия обладают лучшими характеристиками остроты. Хорошо известные кухонные ножи с покрытием карбид вольфрама/кобальт толщиной около 18/20 мкм позволяют достичь остроты первого разреза около 18-20 мм и сохраняют далее приблизительно этот уровень, в то время как ножи с Hardide® покрытием обеспечивают намного более высокую начальную остроту, которая становится еще выше в течение периода испытаний.
Пример 2.
Был подготовлен комплект из девяти бытовых ножей, изготовленных из нержавеющей стали с CVD покрытием, которое содержит слои никеля, вольфрама и карбида вольфрама. Ножи были установлены в вакуумной камере таким образом, что одна сторона каждого ножа была маскирована. Покрытие наносили при трех различных толщинах: 3 лезвия получили покрытие толщиной 6 мкм, 3 лезвия получили покрытие толщиной 9 мкм, и 3 лезвия получили покрытие толщиной 13 мкм. Другую сторону лезвия затачивали при помощи шлифования, причем кромку правили при помощи заточного инструмента, движущегося вдоль режущей кромки, таким образом, чтобы удалить заусенцы и выступающие части покрытия и стали. Полученное покрытие имеет коэффициент трения 0,2 по отношению к WC/Co.
Было проведено испытание ножей на испытательном стенде, при резке картонных блоков толщиной 50 мм, при фиксированной нагрузке и возвратно-поступательном движении, причем регистрировали число проходов, необходимых для разрезания блоков.
Все испытуемые ножи разрезают первый картонный блок ориентировочно за 5 проходов, причем это число проходов постепенно снижается в ходе испытаний, предусматривающих резку 100 блоков. Для сравнения укажем, что стандартный острый нож без покрытия разрезает первый картонный блок за 2-3 прохода, однако число проходов увеличивается до 70-100 к моменту резки пятого блока, за счет того, что кромка быстро становится тупой.
Проведенные испытания показывают, что покрытие позволяет получить самозатачивающуюся режущую кромку.
Пример 3.
Два дисковых ножа получили CVD покрытие, которое содержит слои никеля, вольфрама и карбида вольфрама. Диски были установлены в вакуумной камере таким образом, что на одну сторону ножа наносилось покрытие толщиной 5 мкм в одном случае и 10 мкм в другом случае. Микротвердость покрытия составляет 3700 Hv. Была проведена заточка дисковых ножей при помощи правки кромки и шлифования другой стороны кромки. Рассмотрение кромки под микроскопом показывает, что она является гладкой (ровной), причем кромка является острой как скальпель.
Испытания ножей показали, что они обеспечивают улучшенное режущее действие, без повреждения разрезаемого материала (папиросная бумага). Отметим, что стандартные лезвия обычно приходится снимать каждые 12 часов для повторной заточки, в то время как лезвия с Hardide® покрытием могут работать непрерывно в течение 10 недель без повторной заточки, причем их острота и облегченное режущее действие соответствуют такому тяжелому применению. Увеличение непрерывной работы лезвия более чем в 100 раз объясняется эффектом самозаточки лезвия.
Пример 4.
Режущие инструменты, предназначенные для отрезания полиэтиленовой пленки от сплошного блока пластмассы (полиэтилена) при помощи процесса, известного как стачивание (skiving), обычно изготавливают из инструментальной стали в виде длинного бруска, имеющего один или два угла, профилированные таким образом, чтобы получить острую режущую кромку. По причине абразивной природы материала инструмент приходится перезатачивать несколько раз в день, причем самое долговечное лезвие может работать ориентировочно всего один день. Кроме того, что известные лезвия быстро становятся тупыми, они подвержены также скалыванию режущей кромки, вызванному наличием загрязнений в блоке из пластмассы.
Были приготовлены 4 режущих инструмента с CVD покрытием карбидом вольфрама на плоской стороне бруска, причем толщина покрытия варьирует от 1.5 мкм до 8 мкм. Покрытие имеет микротвердость 3600 Hv и коэффициент трения 0.2 по отношению к WC/Co.
Испытания продолжались 7 месяцев, причем в течение всего периода испытаний инструменты с Hardide® покрытием перезатачивали только один раз, при этом не использовали никакие другие режущие инструменты. Испытания показали, что острота инструмента сохраняется в течение периода времени, по меньшей мере в 70 раз превышающего нормальный срок службы инструмента.
Пример 5.
Было подготовлено лезвие рубанка с CVD покрытием карбидом вольфрама таким образом, что плоская сторона лезвия имеет твердое покрытие. Другая, наклонная, сторона лезвия была заточена.
Рубанок сохраняет остроту лезвия в течение рабочего периода, в 3 раза более длительного, чем период, после которого требуется перезаточка стандартного лезвия. После этого испытания были остановлены, но можно ожидать, что лезвие с покрытием будет сохранять свою остроту в течение еще большего периода работы.
Пример 6
На инструмент для резки металла, изготовленный из инструментальной стали, было нанесено многослойное CVD покрытие из карбида вольфрама, на одной стороне его режущей кромки. Покрытие содержит подслой из никеля толщиной 1 мкм, слой вольфрама толщиной 0.5 мкм и затем чередующиеся слои карбида вольфрама толщиной около 1.5 мкм и вольфрама толщиной около 0.5 мкм, до получения полной толщины 10 мкм. Покрытие имеет коэффициент трения 0.2 по отношению к WC/Co.
Были проведены испытания инструмента для резки алюминия, которые показали, что инструмент обеспечивает повышенное качество резания, снижает прилипание алюминиевой стружки и остается острым по меньшей мере в 4 раза дольше, чем обычный инструмент без покрытия. После этого испытания были остановлены, но можно ожидать, что инструмент с покрытием и далее будет оставаться острым за счет покрытия, и будет обеспечивать повышенное качество резания.
Предпочтительные характеристики настоящего изобретения применимы ко всем возможным его аспектам и могут быть использованы во всех возможных комбинациях.
Во всем описании и в формуле изобретения, слово "содержит" и его вариации, такие как, например, "содержащий" означают "включает в себя, но без ограничения", так что не исключается использование других компонентов, целых чисел, долей, добавок или операций.
Изобретение относится к созданию самозатачивающихся ножей и других режущих инструментов, имеющих лезвия, снабженные твердым покрытием. Инструмент имеет режущую кромку из материала, на одну сторону которой нанесено покрытие. Покрытие тверже, чем материал режущей кромки и имеет слоистую или ламинарную микроструктуру, идущую параллельно покрытой стороне режущей кромки. Предложен также способ изготовления данного инструмента. Данный инструмент и способ его изготовления улучшают конструкцию режущего лезвия, чтобы облегчить процесс резания, в частности при резке мягких материалов, которые могут быть легко повреждены за счет разрыва, при этом поддерживаются характеристики износостойкости кромки лезвия. 2 н. и 34 з.п. ф-лы, 1 ил., 1 табл.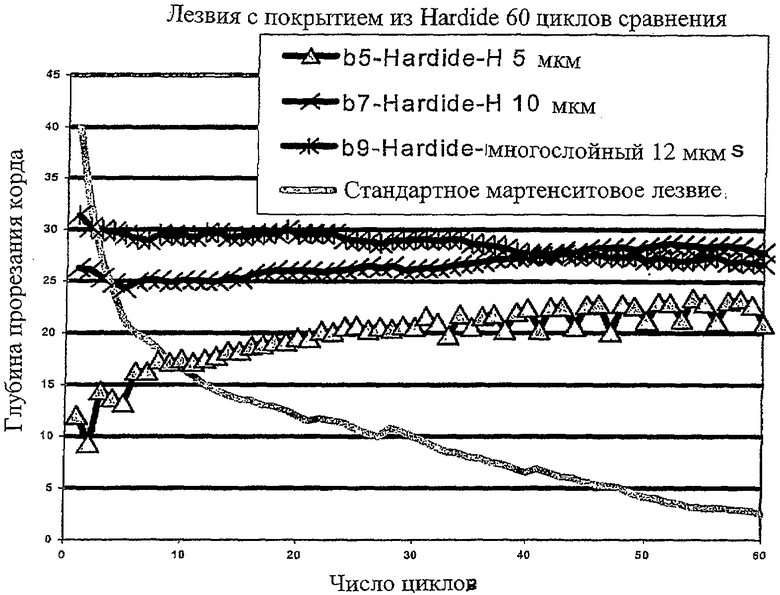
| Нож к насадкам кухонных машин | 1989 |
|
SU1739962A1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2164962C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1989 |
|
RU1760779C |
| US 4945640 А, 07.08.1990 | |||
| WO 9739862 A, 30.10.1997. | |||

