Настоящее изобретение относится к улучшенным бритвам и бритвенным лезвиям и к способам изготовления бритвенных лезвий или прочих подобных же режущих инструментов с острыми к долговечными режущими кромками, в частности к образованию на лезвиях аморфного алмазного покрытия с использованием источника отфильтрованной плазмы катодной дуги. Изобретение представляет особый интерес и пользу для образования очень твердого и жесткого покрытия с высоким пространственным отношением отдельных его компонентов на очень тонких режущих кромках бритвенных лезвий.
Бритвенное лезвие обычно изготовляют из пригодного для этого субстратного материала, например из металла или керамики, а режущей кромке придается клинообразная конфигурация с конечной кромкой или вершиной, радиус которой будет меньше примерно 1000 ангстрем, причем клинообразные поверхности имеют внутренний угол менее 30. Поскольку сам процесс бритья является довольно жесткой операцией и кромка лезвия часто получает то или иное повреждение и с учетом желания повысить легкость и эффективность бритья, то для облегчения процесса бритья и/или для повышения твердости и/или стойкости против коррозии режущей кромки лезвия было предложено использовать один или более слоев дополнительного покрывающего поверхность лезвия материала.
Для использования в качестве покрытия были предложены некоторые материалы, в частности полимерные материалы и некоторые металлы, а также материалы, включающие в себя алмазоподобный углеродный материал (АПУ). Каждый такой слой или слои дополнительного материала должны иметь адгезионную совместимость, чтобы на протяжении всего срока пользования бритвенным лезвием каждый слой прочно сцеплялся с субстратом, и является желательным, чтобы они способствовали улучшению таких характеристик, как эффективность бритья, повышению прочности и стойкости лезвий против коррозии, и в то же время не оказывали никакого отрицательного влияния на геометрию и эффективность работы самой бреющей кромки.
В патенте США №5032243, выданном на имя Бач и др., описываются субстратные материалы для лезвий, которые заостряются в результате бомбардировки ионами из ионных источников, оси пучков ионов направлены на кромки бритвенных лезвий. В патенте США №5232568, выданном на имя Парента и др., а также в патенте США №5295305, выданном на имя Хана и др., описываются лезвия, в которых между субстратом и алмазоподобным покрытием расположен промежуточный слой, причем в данном случае промежуточный слой образован на субстрате, а алмазоподобное покрытие затем наносится на этот промежуточный слой.
Уже известные способы положительного решения упомянутых выше проблем не являются полностью эффективными и все еще остается желательным просто использовать механические процессы хонингования с целью образования заостренного субстрата (а не использование пучков ионов, как это предложено Бачем и др.) с последующим непосредственным осаждением аморфного алмазного покрытия на субстрате (без использования этапа образования промежуточного слоя). Поэтому является желательным иметь возможность начинать с тонкого субстрата лезвия, образованного посредством процесса механического хонингования, с последующим приданием жесткости и твердости субстрату посредством непосредственного образования на субстрате аморфного алмазного покрытия.
Исключительно высокая твердость и жесткость образованного специальным осаждением аморфного алмаза покрытия может обеспечить необходимую прочность очень тонкой кромке бритвенного лезвия. В патенте США №4720918, выданном на имя Карри и др., описываются режущие кромки этого типа; они включены в настоящее описание в качестве примера и вовсе не ограничивают объем формулы изобретения. Очень тонкая режущая кромка лезвия может гарантировать повышенный комфорт самого процесса бритья, но практически только в том случае, если сама кромка является достаточно прочной, чтобы выдержать процесс бритья.
Тонкая кромка, включая, но не ограничиваясь описанной в патенте США №4720918, прочность которой повышалась за счет использования аморфного алмаза размером от 400 до 2000 ангстрем, содержит окончательно отделанную кромку, которая будет значительно тоньше кромок, которые используются в настоящее время для бритья, в сочетании с достаточно высокой прочностью, чтобы выдерживать процесс бритья, причем это гарантируется необычной прочностью аморфного алмазного покрытия.
В данном изобретении режущие кромки бритвенных лезвий имеют улучшенные механические свойства за счет покрытия заостренной кромки субстрата аморфным алмазным материалом. Эти материалы могут характеризоваться тем, что они включают в себя по меньшей мере 40% связующего на основе sp3 углерода, минимальной твердостью в 45 гигапаскалей и минимальным модулем в 400 гигапаскалей. Кроме тоге, эти материалы не поддаются коррозии в присутствии горячих водных растворов и соединений, которые обычно используются в процессе бритья. Имеющие эти характеристики материалы будем называть в ходе нижеследующего описания настоящего изобретения аморфным алмазом. В противоположность аморфному алмазному материалу по этому изобретению традиционные алмазоподобные углеродные покрытия (АПУ), образуемые такими традиционными способами, как распыление, не обладают упомянутой высокой твердостью. В отличие от аморфного алмаза, который раскрывается в описании настоящего изобретения, твердость образованного с применением алмазоподобного углерода покрытия обычно не превышает 30 гигапаскалей.
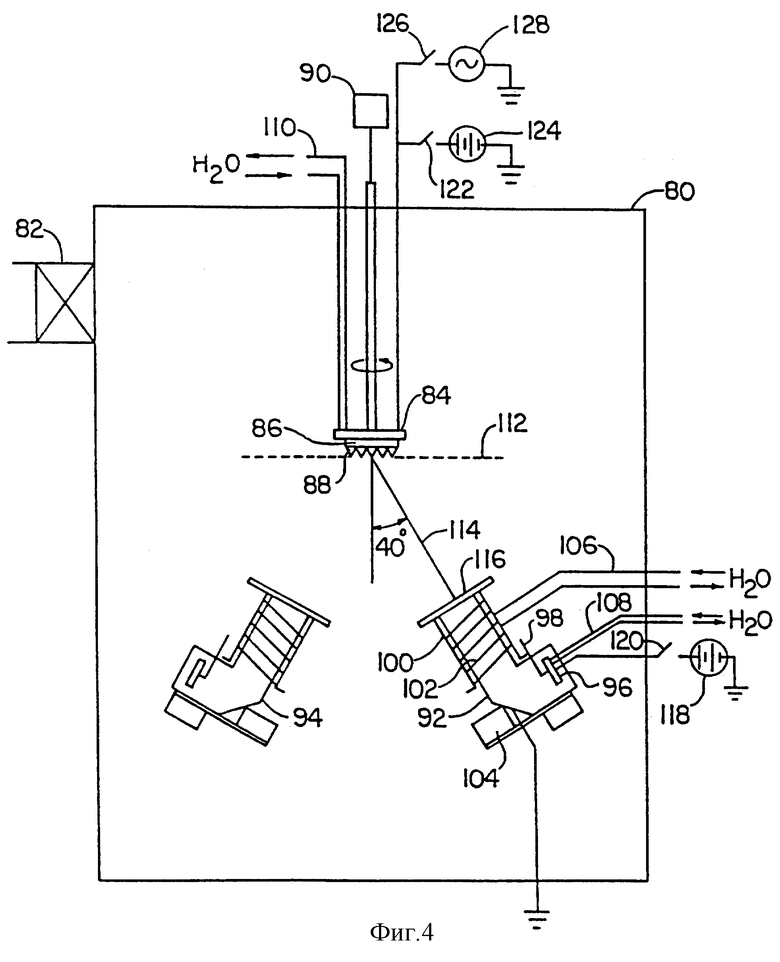
Еще одно положительное свойство тонкой кромки обусловлено большим пространственным отношением, которое достигается с помощью специфического процесса осаждения с использованием катодной дуги, который используется в настоящем изобретении для образования аморфных алмазных покрытий. Термин "пространственное отношение" поясним со ссылкой на фиг.3, а более детально остановимся на нем ниже в ходе детального описания предпочтительного варианта изобретения, однако уже на этом этапе будет достаточно сказать, что под этим отношением имеется в виду отношение (а) к (о) на фиг.3, где (а) является первым расстоянием от кончика покрытия до кончика субстрата, а (о) является вторым расстоянием от поверхности покрытия до кончика субстрата.
Это пространственное отношение является хорошим критерием влияния покрытия на геометрию нижележащей кромки лезвия субстрата - чем больше или выше пространственное отношение покрытия, тем "острее" будет покрытое лезвие, по сравнению с лезвием, покрытым при более низком пространственном отношении. В качестве дополнительного следствия экстраординарной прочности покрытий из аморфного алмаза по настоящему изобретению будет уверенность в том, что образование такого покрытия на бритвенном лезвии нормального поперечного сечения гарантирует более длинный срок работы самого лезвия.
Для решения поставленных выше задач согласно одному из аспектов настоящего изобретения предусмотрен способ изготовления бритвенного лезвия, в котором слой твердого углерода сформирован на кромке лезвия, содержащий этапы приготовления субстрата, образования на субстрате клинообразной кромки, которая имеет внутренний угол менее 30 градусов, ограничивающей фасетку первого лезвия и фасетку второго лезвия, и радиус вершины менее 1200 ангстрем, и в котором осаждают слой аморфного алмаза на клинообразную кромку для обеспечения радиуса менее 1200 ангстрем. Предпочтительно способ содержит осаждение аморфного алмаза непосредственно на субстрат, а материал аморфного алмаза осаждается катодным дуговым разрядом. При этом образуемое на клинообразной кромке покрытие из аморфного алмаза имеет толщину, по меньшей мере, в 400 ангстрем. Способ может дополнительно содержать этап нанесения на покрытую аморфным алмазом режущую кромку плотно прилегающего полимерного покрытия. Толщина покрытия из аморфного алмаза на режущей кромке равна примерно 2000 ангстрем.
Согласно другому аспекту настоящего изобретения предусмотрено бритвенное лезвие, в котором кромка лезвия включает слой твердого углерода, содержащее субстрат с клинообразной кромкой, причем лезвие имеет слой аморфного алмазного материала на вершине и боковых поверхностях клинообразной кромки, причем толщина слоя аморфного материала равна, по меньшей мере, примерно 400 ангстрем от заостренной вершины субстрата на расстоянии 40 микрон от заостренной вершины и этот же материал определяет радиус вершины менее примерно 1000 ангстрем. Субстрат является сталью, а клинообразная кромка образуется в результате выполнения последовательности механических шлифующих операций, а аморфный материал образуется с помощью катодного дугового разряда. Слой аморфного алмазного материала имеет как минимум 40 процентов связующего на основе sp3 углерода и дополнительно содержит на слое аморфного алмазного материала плотно прилегающее полимерное покрытие. При этом аморфный алмаз имеет твердость, по меньшей мере, около 40 гигапаскалей или около 45 гигапаскалей. Аморфный алмаз имеет, по меньшей мере, около 40% sp3. В лезвии согласно изобретению аморфный алмаз имеет модуль около 400 гигапаскалей. Лезвие может иметь покрытие с толщиной от около 400 до около 2000 ангстрем. Причем режущая кромка включает слой теломера на слое аморфного алмаза. Согласно изобретению слой аморфного алмаза размещен непосредственно на субстрате.
Также создан способ нанесения твердого углеродного покрытия на лезвие, в котором слой твердого углерода сформирован на кромке лезвия, причем лезвие имеет режущую кромку, ограниченную первой наклонной поверхностью и второй наклонной поверхностью, содержащий следующие этапы:
(а) приложение дугового разряда на испаряемую углеродную поверхность катода, посредством чего образуется поток плазмы превращенного в пар углерода;
(б) ориентирование лезвия, подлежащего покрытию в пределах потока плазмы, при этом осаждение превращенного в пар углерода происходит на режущей кромке лезвия и
(в) представление лезвия относительно потока плазмы таким образом, чтобы осаждение испаренного углерода происходило на первой наклонной поверхности режущей кромки лезвия и на второй наклонной поверхности режущей кромки лезвия, в котором осаждение превращенного в пар углерода на первой и второй наклонных поверхностях режущей кромки происходит примерно с одинаковой средней скоростью осаждения. Лезвие удерживается в стопке, содержащей множество сложенных лезвий, при этом этапы ориентирования лезвия и представление лезвия выполняются одновременно с множеством сложенных таким образом лезвий. В способе согласно изобретению:
(а) каждое из множества лезвий внутри стопки имеет вершину в точке соединения первой и второй наклонных поверхностей режущей кромки лезвия, а сами лезвия уложены стопкой так, чтобы вершины описывали плоскость;
(б) поток плазмы является по существу направленным потоком, разлагаемым приблизительно как набор параллельных линий и
(в) этап ориентирования лезвия дополнительно содержит этап расположения лезвия так, чтобы угол, определяемый линией, перпендикулярной к плоскости, и одной из набора приблизительно параллельных линий, находился в диапазоне от 20 до 90° для воздействия потока плазмы на одну из первой и второй наклонных поверхностей режущей кромки лезвия под упомянутым углом. Причем этап представления включает в себя этап воздействия потока плазмы на каждую из первой и второй наклонных поверхностей режущей кромки лезвия под упомянутым углом, этап воздействия на каждую из первой и второй наклонных поверхностей режущей кромки лезвия дополнительно включает этап передвижения стопки лезвий и потока плазмы относительно друг друга для осуществления последовательного воздействия потока плазмы на каждую из первой и второй наклонных поверхностей так, чтобы при последующем воздействии на каждой поверхности могло образовываться приращение слоя осаждения. При этом приращение слоя осаждения находится в диапазоне от 3 до 500 ангстрем, а этап передвижения повторяется до тех пор, пока на каждой из первой и второй наклонных поверхностях режущей кромки лезвия не будут осаждены два приращения слоя осаждения. Этап воздействия на каждую из первой и второй наклонных поверхностей режущей кромки лезвия может дополнительно включать использование второго средства образования плазмы для образования второго потока плазмы превращенного в пар углерода в связи с источником отфильтрованного катодного дугового разряда для осуществления одновременного воздействия на каждую из первой и второй наклонных поверхностей потока плазмы под упомянутым углом, при одновременном образовании слоя отложения на каждой из поверхностей. Предпочтительно способ дополнительно содержит этап приложения первого смещающего напряжения, а затем приложения второго смещающего напряжения на лезвие при осаждении превращенного в пар углерода на лезвии. Первое смещающее напряжение находится в диапазоне от 200 до 2000 вольт, а второе смещающее напряжение находится в диапазоне от 10 до 200 вольт. Первое смещающее напряжение подается в течение максимально двух минут. Лезвие удерживается в пределах держателя, содержащего множество лезвий, а этапы ориентирования лезвия и представления лезвия выполняются по отношению к лезвию в момент его нахождения внутри держателя.
В способе нанесения твердого углеродного покрытия на лезвие согласно изобретению:
(а) каждое из множества лезвий внутри держателя имеет вершину в точке пересечения первой и второй наклонных поверхностей режущей кромки лезвия и включает первый угол, образуемый вершиной и первой и второй наклонными поверхностями;
(б) поток плазмы является по существу направленным потоком, разлагаемым в набор приблизительно параллельных линий; и
(в) этап ориентирования лезвия дополнительно содержит этап расположения лезвия таким образом, чтобы второй угол, образуемый линией, которая делит первый угол пополам, и одной из множества приблизительно параллельных линий находился в диапазоне от 20 до 90°, благодаря чему поток плазмы будет воздействовать на одну из первой и второй наклонных поверхностей режущей кромки лезвия под упомянутым углом. При этом этап представления включает в себя этап воздействия потока плазмы на каждую из первой и второй наклонных поверхностей режущей кромки лезвия под упомянутым углом, а этап воздействия на каждую из первой и второй наклонных поверхностей режущей кромки лезвия включает в себя дополнительный этап перемещения набора лезвий и потока плазмы относительно друг друга, благодаря чему последовательное воздействие потока плазмы на каждую из первой и второй наклонных поверхностей осуществляется так, что в течение этого последовательного воздействия на каждой из поверхностей образуется приращение слоя осаждения. Приращение слоя осаждения находится в диапазоне от 3 до 500 анггстрем, а этап перемещения повторяется до тех пор, пока на каждой из первой и второй наклонных поверхностей режущей кромки лезвия не будет образовано по крайней мере два приращения слоя осаждения. Этап воздействия на каждую из первой и второй наклонных поверхностей режущей кромки лезвия дополнительно включает использование второго средства образования плазмы для образования второго потока плазмы превращенного в пар углерода в связи с источником отфильтрованного катодного дугового разряда, для осуществления одновременного воздействия потока плазмы на каждую из первой и второй наклонных поверхностей под упомянутым углом при одновременном образовании слоя осаждения на каждой из поверхностей. Способ может дополнительно содержать этапы приложения смещающего напряжения, а затем приложение второго смещающего напряжения на лезвие при осаждении превращенного в пар углерода на лезвии. При этом первое смещающее напряжение находится в диапазоне от 200 до 2000 вольт, а второе смещающее напряжение находится в диапазоне от 10 до 200 вольт. Первое смещающее напряжение подается в течение максимум двух минут.
Также предусмотрен бритвенный блок, содержащий бритвенное лезвие согласно изобретению, второе бритвенное лезвие и кассету, поддерживающую бритвенные лезвия. Бритвенный блок, кроме того, содержит ручку, механически соединенную с кассетой.
Настоящее изобретение предусматривает создание средства для образования и направления пучка плазмы по всей прямоугольной площади с целью образования покрытия или осуществления ионного внедрения в субстрат. Прямоугольный катод устанавливается в изогнутом под углом канале прямоугольного сечения, который ограничивает распространение плазмы и направляет ее поток в зону расположения субстрата, одновременно улавливая расплавленные капельки катодного материала, которые также образуют дуговой разряд. Часть канала плазмы, в которой устанавливается катод, в данном описании называется входным плечом канала, а сам субстрат устанавливается смежно выходному плечу канала.
Внутри канала образуется магнитное поле, которое направляет плазму через канал, одновременно вынуждая дуговой разряд перемещаться в одном направлении ниже всей длины прямоугольного катода. После достижения дуговым разрядом конца катода датчик выдает сигнал, по которому полярность по меньшей мере какой-то части магнитного поля меняется на обратную, что вынуждает дуговой разряд менять направление своего движения на обратное и перемещаться к противоположному концу катода. Полярность магнитного поля изменяется всякий раз, когда дуговой разряд достигает любого конца катода, а следовательно, происходит сканирование дугового разряда вперед-назад по всей длине прямоугольного катода.
Хотя полярность (направление) магнитного поля изменяется на обратную постоянно, однако форма магнитного поля и ориентация поля относительно канала остаются практически неизменными, а плазма будет передаваться по каналу при любой полярности. По предпочтительному варианту изобретения зона сходящихся линий магнитного поля около катода образует магнитное зеркало, которое отражает плазму по направлению к выходу из канала.
Движение дугового разряда вдоль длины катодной мишени обусловлено компонентом магнитного поля около поверхности мишени, который будет параллелен плоскости поверхности мишени и перпендикулярен длинной оси прямоугольной мишени.
Для компонентов магнитного потока этой ориентации возможны две полярности (направления). Если поле имеет одну полярность, тогда дуговой разряд перемещается вдоль линии катода в направлении, которое указано вектором движения назад J×В, о чем уже упоминали выше. Если поле имеет противоположную полярность, то дуговоой разряд движется вдоль длины катода в противоположном направлении.
За счет изменения полярности магнитного поля на обратную на основе сигналов от датчиков, расположенных на концах катода, но при сохранении ориентации линий магнитного потока относительно поверхности мишени, можно будет периодически изменять направление движения дугового разряда вдоль длины катода на обратное, вынуждая тем самым дуговой разряд сканировать вперед-назад всю длину прямоугольного катода вдоль относительно прямой линии.
Прочие признаки и преимущества настоящего изобретения, включая оптимальные условия для образования покрытия из аморфного алмаза, станут очевидными и ясными из нижеследующего детального описания предпочтительных вариантов изобретения, причем это описание сопровождается ссылками на чертежи, на которых:
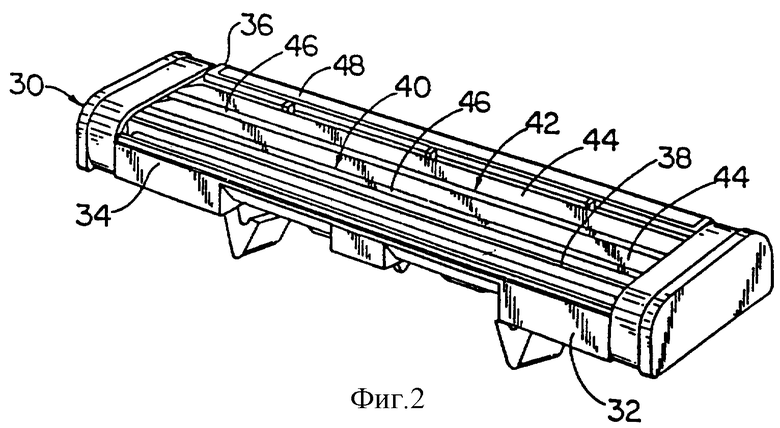
фиг.1 - перспективный вид бритвенного прибора по настоящему изобретению.
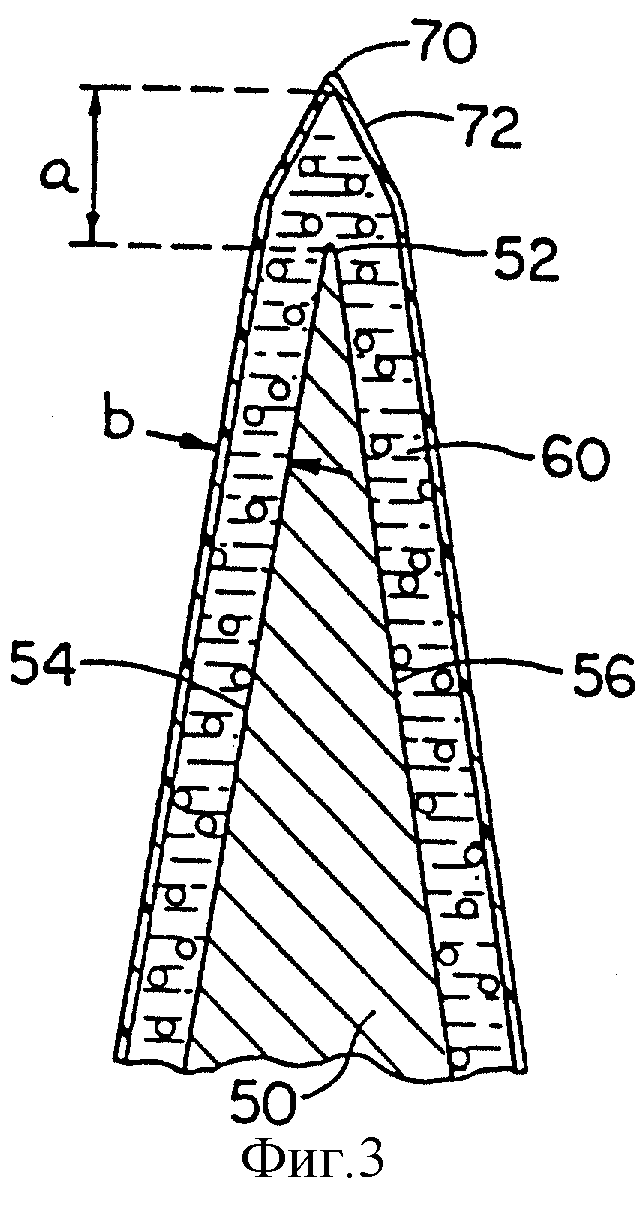
фиг.2 - перспективный вид другого варианта бритвенного прибора по настоящему изобретению.
фиг.3 - схематическое изображение одного из вариантов геометрии кромки бритвенного лезвия по изобретению.
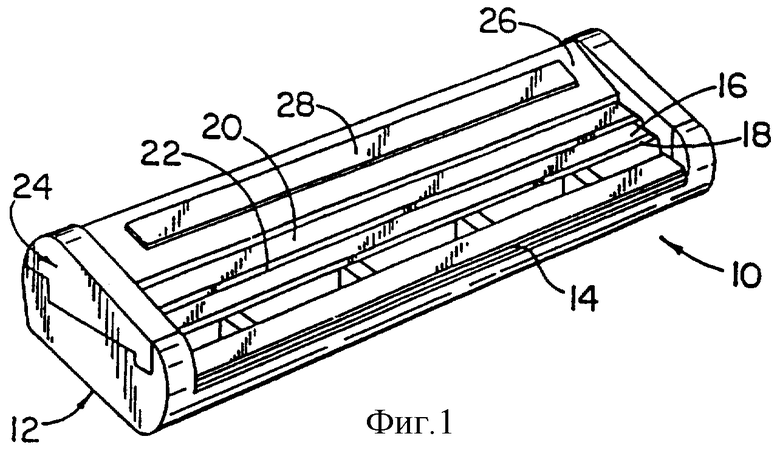
фиг.4 - схематическое изображение устройства для практической реализации сути изобретения.
В следующем ниже описании изобретения будут детально проанализированы особенности и свойства различных предпочтительных вариантов лезвия, субстрата и покрытия из аморфного алмаза с последующим описанием способа образования желаемого покрытия.
Показанный на фиг.1 бритвенный прибор 10 включает в себя конструкцию для крепления к ручке бритвенного прибора, а платформа 12, отформованная из ударопрочного полистирола, включает в себя конструкцию, определяющую контур передней поперечно удлиняющейся и входящей во взаимодействие с кожей поверхности 14. На платформе 12 установлены переднее лезвие 16 с заостренной кромкой 18 и заднее лезвие 20 с заостренной кромкой 22. Колпачок 24, отформованный из ударопрочного полистирола, снабжен конструкцией, которая определяет контур взаимодействующей с кожей поверхности 26, которая расположена позади кромки лезвия 22, а к элементу колпачка 24 крепится способствующий бритью композиционный материал 28.
Показанный на фиг.2 бритвенный прибор 30 включает в себя отформованный корпус 32 вместе с передней частью 34 и задней частью 36. В корпусе 32 упруго установлены предохранительный элемент 38, блок переднего лезвия 40 и блок заднего лезвия 42. Каждый из блоков лезвий 40 и 42 включает в себя элемент лезвия 44, снабженный заостренной кромкой 46. Способствующий бритью композиционный материал 48 фрикцирнно закреплен на выемке в задней части 36.
На фиг.3 показан схематический вид кромочных зон лезвий 16, 20 и 44; здесь же хорошо проиллюстрировано пространственное отношение отдельных компонентов. Лезвие включает в себя часть 50 из нержавеющей стали с клинообразной заостренной кромкой, образованной в результате выполнения ряда операций хонингования по образованию кромки с одновременным образованием части 52 вершины, радиус которой обычно будет меньше 500 ангстрем, вместе с фасетками 54 и 56, которые расходятся под углом примерно в 13°. На вершине 52 и на фасетках 54 и 56 образуется слой аморфного алмаза 60 толщиной примерно 2000 ангстрем и с пространственным отношением (отношение на расстоянии (а) от вершины 70 аморфного алмаза до вершины из нержавеющей стали 52 и ширины (в) покрытия из аморфного алмаза 60 до вершины 52) примерно 3:1.
На слой 60 нанесен плотно прилегающий теломерный слой 72, который имеет вполне достаточную толщину, но которая уже после первого бритья уменьшается до толщины монослоя.
На фиг.4 схематически показано устройство для обработки лезвий показанного на фиг.3 типа. Это устройство включает в себя систему осаждения с использованием отфильтрованной катодной дуги, например, система, которую выпускает фирма "Вапор текнолоджиз оф Баулдер" из Колорадо и которая снабжена камерой 80 из нержавеющей стали, соединенной через клапан 82 с системой вакуумного насоса (не показана). В камере 80 установлена изолированная в электрическом плане и охлаждаемая водой платформа 84 субстрата, на которой установлено зажимное приспособление 86 с возможностью его вращения для удерживания стопки бритвенных лезвий 88.
Заостренные кромки выравнены перпендикулярно относительно плоскости чертежа и обращены лицом вниз от опоры 86. Прикрепленный к внешней стороне камеры 80 электромотор 90 обеспечивает вращение стопки бритвенных лезвий на 180 градусов с заданными интервалами с целью поочередной обработки каждой кромки лезвия пучком ионов углерода из одиночного источника 92 катодной дуги, что и обеспечивает равномерное осаждение на обеих наклонных поверхностях лезвия.
В камере 80 также установлено два источника 92, 94 отфильтрованной катодной дуги, каждый из которых содержит графитовую мишень 96 (катод с чистотой в 99,99%), ударяющий механизм 98 и фильтр или трубка 100. Функция фильтра 100 заключается в направлении потока ионов углерода (плазма дугового разряда) от катода 96 в сторону стопки 88 лезвий, для чего используются соленоидные электромагнитные поля, образуемые электрическими обмотками 102 вдоль всей длины фильтра и электромагнитом 104, установленным под фильтром. В качестве источника катодной дуги можно использовать уже описанный выше тип такого источника, а образование электромагнитных полей можно регулировать с таким расчетом, чтобы оптимизировать эффективность дуги относительно источников. Для мишени 96, канала 92 и опоры 86 для лезвий используются линии подачи охлаждающей воды 106, 108 и 110, соответственно.
Канал направлен так, что образуется угол в 40 градусов между плоскостью 112, представленной вершинами лезвия, и центральной осью 116 выхода канала 11. Такой угол выбран с расчетом, что он будет гарантировать образование полностью плотного покрытия. Графитовая мишень 96 имеет приблизительно 30 сантиметров в длину и 2,5 сантиметра в ширину, причем мишень в электрическом плане изолирована от камеры 80, тогда как канал 100 расположен на потенциале земли. Графитовая мишень 96 соединяется с источником подачи постоянного тока 118 через переключатель 120. Для соединения стопки 88 лезвий через переключатель 122 с источником подачи постоянного тока 124 или через переключатель 126 с источником подачи высокой частоты 128 используется электромонтажная проводка.
Вращаемое зажимное приспособление 86 обеспечивает надежную опору для стопки лезвий 88, причем кромки лезвий находятся на расстоянии 15 см от входа в канал фильтра. Стопка лезвий 88 вращается между позицией, где наклонная поверхность обращена в сторону канала 92, и идентичной позицией, где противоположная наклонная поверхность обращена в сторону канала 92. Упомянутое вращение на 180 градусов осуществляется через каждые 10 секунд, обеспечивая тем самым равномерное покрытие наклонных поверхностей.
По одному из вариантов способа обработки стопки лезвий 88 (длина равна 2,5) закрепляется на вращаемом зажимном приспособлении 86, после чего включается система водяного охлаждения зажимного приспособления и происходит вакуумирование камеры 80. Давление в камере 80 регулируется до 50 миллиторр (6,65 Па) с помощью потока аргона. Затем замыкаем переключатель 122, чтобы обеспечить подачу напряжения в 400 вольт постоянного тока на стопку лезвий с последующим образованием разряда плазмы постоянного тока, в котором в течение 10 минут происходит очистка лезвий. После завершения этапа очистки происходит следующее: (1) давление в камере регулируется до 0,1 миллиторра (0,013 Па) аргона, (2) происходит возбуждение током катушек возбуждения 102 относительно одиночного канала 92, (3) происходит замыкание переключателя 120 на графитовую мишень 96, (4) напряжение источника питания 124 для лезвий регулируется до 1000 вольт постоянного тока и (5) с помощью механического ударника 98 происходит зажигание/срабатывание дуги на графитовой мишени 96. Сила тока дуги устанавливается на уровне 100 А. Интенсивный поток плазмы ионов углерода выходит из канала 92 и осаждается на лезвиях 88, которые каждые 10 секунд поворачиваются на 180°.
По истечении двухминутной работы дуги источник 124 подачи смещающего напряжения устанавливается на 50 вольт, а процесс осаждения продолжается в общей сложности в течение 16 минут. В результате на каждой фасетке образуется покрытие из аморфного алмаза толщиной примерно 1000 ангстрем. Радиус вершины лезвия будет равен приблизительно 350 ангстрем, а пространственное отношение будет равно примерно 2,5:1.
По другому варианту способа обработки происходит одновременное срабатывание двух источников катодной дуги, причем второй источник 94 устанавливается напротив первого источника 92, чтобы обе фасетки лезвия покрывались одновременно и примерно под одним и тем же углом падения. В данном варианте стопка лезвий 88 не вращается, а скорее проходит через зону, где происходит выход плазмы из точки пересечения двух источников. Все прочие аспекты последовательности обработки будут идентичны уже описанным выше.
Теперь на покрытые слоем аморфного алмаза кромки лезвий наносится покрытие 72 из политетрафторэтиленового (ПТФЭ) теломера. Этот процесс включает в себя этап нагревания лезвий в нейтральной атмосфере аргона и этап образования на режущих кромках лезвий плотно прилегающего и уменьшающего трение полимерного покрытия из твердого ПТФЭ. Покрытия 72 и 60 надежно и прочно прилипают к корпусу лезвия 50, образуют низкую силу режущего устройства влажного шерстяного фетра (самый низкий из 5 первых срезов влажного шерстяного фетра (L5) образует усилие примерно в 0,45 кг) и выдерживают многократные повторные применения усилий режущего инструмента шерстяного фетра, что указывает на то, что на аморфное алмазное покрытие 60 практически не оказывают никакого отрицательного влияния жесткие условия проведения испытания по разрезанию фетра и что эти покрытия сохраняют свое прочное сцепление с корпусом лезвия 50 даже после его погружения в дистиллированную воду с температурой 80°С на 16 часов.
Полученные таким образом лезвия 44 устанавливали в кассетах 30 показанного на фиг.2 типа; они гарантируют отличные результаты бритья.
Более детальное описание соответствующего способа изготовления и обработки поможет лучше понять уже кратко упомянутые выше свойства и признаки самих лезвий, субстратов и покрытий из аморфного алмаза. Прежде всего остановимся на детальном описании предпочтительных источников катодной дуги. Затем детально опишем различные предпочтительные режимы самого процесса обработки.
Источник катодной дуги. Осаждение покрытия из аморфного алмаза можно осуществлять с использованием обычного источника отфильтрованной плазмы катодного дугового разряда, например того, который описан в патенте США №5279723, выданном на имя Фалабелла и др. Следует иметь в виду, что изобретение предусматривает возможность использования неотфильтрованного или другого обычного источника, а также то, что настоящее изобретение вовсе не ограничивается использованием только источников отфильтрованного катодного дугового разряда.
Режим процесса обработки и регулировки. Основными режимами процесса обработки являются многоступенчатое смещение напряжения относительно субстрата, образование одинакового среднего осаждения на обеих сторонах лезвия и особое внимание углу представления.
Первоначальное высокое смещающее напряжение в диапазоне от 200 до 2000 вольт подается на субстрат в течение осаждения максимально на 2 минуты, чтобы образовать соответствующее сцепление. Затем для оптимизации структуры твердого углеродного покрытия с использованием аморфных алмазов и для образования желаемой кристаллической структуры осуществляется вторая подача более низкого смещающего напряжения в диапазоне 10-200 вольт. Хотя в соответствии с изобретением является желательным по меньшей мере две упомянутые стадии, однако может также оказаться предпочтительным выполнение дополнительного дифференциального понижения смещающего напряжения, например, посредством добавления промежуточного этапа подачи смещающего напряжения в 500 вольт.
Осаждение аморфного алмаза осуществляется при одинаковой средней скорости (или одновременно) на обеих сторонах лезвия. За счет установки по меньшей мере двух источников для одновременного осаждения и/или циклического изменения угла представления лезвия, установленного относительно источника осаждения, гарантируется равномерное образование покрывающего слоя или одинаковая скорость осаждения покрытия на обеих сторонах лезвия. В свете того факта, что каждое лезвие имеет режущую кромку, ограниченную первой наклонной поверхностью и второй наклонной поверхностью, доходящих до вершины в точке соединения наклонных поверхностей, и что множество лезвий:
- может располагаться в виде стопки лезвий, представляющей плоскую поверхность, образованную вершинами, или
- может располагаться в виде карусели или каким-либо иным образом,
то концепция образования слоистого покрытия включает в себя либо: (1) использование по меньшей мере двух источников, чтобы гарантировать одинаковую скорость осаждения на обеих сторонах режущей кромки, или (2) использование движения комплекта лезвий (в виде стопки или уложенных каруселью) относительно одиночного источника (циклическое чередование представления лезвий относительно источника, например, путем переворачивания стопки или вращения карусельного устройства или с помощью какого-либо другого последовательного представления), чтобы покрытие образовывалось на обеих сторонах режущей кромки каждого лезвия с примерно одинаковой скоростью в течение всего периода работы источника.
Другими словами, чтобы образовать покрытие толщиной в 1000 ангстрем, следует иметь в виду, что предпочтительный способ по изобретению не предусматривает осаждение всех 1000 ангстрем на первой стороне с последующим осаждением всех 1000 ангстрем на второй стороне стопки лезвий, а фактически он предусматривает: (1) одновременное осаждение покрытия на обеих сторонах или (2) циклическое чередование в диапазоне от 3 до 500 ангстрем на первой стороне, а затем от 3 до 500 ангстрем на второй стороне; подобное чередование продолжается до тех пор, пока на обеих сторонах режущей кромки каждого лезвия не будет образовано покрытие толщиной в 1000 ангстрем или какой-либо иной желаемой толщины. Хотя все сказанное выше относится к предпочтительному варианту способа по изобретению, однако изобретение вовсе не ограничивается этим способом и допускает несбалансированное или неровное образование покрывающего слоя.
Следует иметь в виду, что определенный интерес имеет угол представления. В режиме низкого давления (высокий вакуум) образуется исключительно направленный поток плазмы ионизированного углерода. Лезвия представлены под каким-то углом, измеренным от линии, перпендикулярной плоскости, образованной вершинами сложенных стопкой лезвий (или измеренный от линии, которая делит пополам угол, образуемый вершиной и первой и второй наклонными поверхностями режущей кромки не уложенного стопкой лезвия); этот угол будет больше 20°, но меньше 90°. Этот угол представления предназначен для направления потока плазмы точно напротив одной или другой стороны режущих кромок лезвий.
Хорошо известно, что способ осаждения по изобретению может осуществляться как с использованием, так и без использования технологического газа, например, аргона; чистка камеры может осуществляться с помощью тлеющего разряда высокой частоты или постоянного тока; подача смещающего напряжения на субстрат может осуществляться за счет использования источников постоянного тока или высокой частоты (это смещающее напряжение можно использовать для придания вершине лезвия нужной формы).
Следует также иметь в виду, что настоящее изобретение допускает упрочнение тонких лезвий при одновременном сохранении присущей им остроты (т.е. придание тонким лезвиям необходимой прочности и жесткости без ухудшения степени остроты и режущих способностей вершины). Если по известному способу обычные бритвенные лезвия можно покрывать слоем толщиной примерно в 100-350 ангстрем, то способ по настоящему изобретению дает возможность образовывать покрытие из аморфного алмаза толщиной максимально до 3000 ангстрем (толщина образованного на поверхности лезвия слоя, измеренная от вершины), а на самой вершине толщина этого слоя может достигать 5000 ангстрем. Как уже отмечали выше, все это вполне достижимо при одноврменном сохранении высокого постранственного отношения.
Следует также иметь в виду, что предназначенные для обработки покрытием бритвенные лезвия по способу по этому изобретению обычно будут тоньше по сравнению с обычными бритвенными лезвиями, и острее; способ по изобретению допускает пространственные отношения порядка 2:1 и даже выше, а в сочетании с образованием на этих лезвиях исключительно прочного покрытия из аморфных алмазов ставит эти лезвия на порядок выше перед всеми остальными.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИТВЕННОЕ ЛЕЗВИЕ С АМОРФНЫМ АЛМАЗНЫМ ПОКРЫТИЕМ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, БРИТВЕННЫЙ БЛОК (ВАРИАНТЫ) | 2004 |
|
RU2336159C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2567169C2 |
| ЦВЕТНЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ | 2005 |
|
RU2354540C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2004 |
|
RU2377118C2 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С БОЛЬШИМ РАДИУСОМ ОСТРИЯ ЛЕЗВИЯ | 2012 |
|
RU2553158C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТНЫХ БРИТВЕННЫХ ЛЕЗВИЙ | 2005 |
|
RU2356727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ ДЛЯ БРИТЬЯ, ЛЕЗВИЕ ДЛЯ БРИТЬЯ И БРИТВЕННЫЙ БЛОК (ВАРИАНТЫ) | 1992 |
|
RU2110399C1 |
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2258602C2 |
| Бритвенные лезвия | 2015 |
|
RU2662177C2 |
| СПОСОБ ОБРАЗОВАНИЯ БРИТВЕННЫХ ЛЕЗВИЙ И БРИТВЕННОЕ ЛЕЗВИЕ | 1991 |
|
RU2108235C1 |
Бритвенное лезвие содержит субстрат с клинообразной кромкой, на вершину и боковые поверхности которой осажден слой аморфного алмазного материала. Толщина слоя аморфного алмазного материала равна, по меньшей мере, примерно 400 ангстрем от заостренной вершины субстрата на расстоянии сорока микрон от заостренной вершины и этот же материал определяет радиус вершины менее примерно 1000 ангстрем. Слой аморфного алмазного материала содержит как минимум 40 процентов связующего на основе sp3 углерода, имеет твердость, по меньшей мере, около 45 гигапаскалей и модуль около 400 гигапаскалей. Покрытие из аморфного алмаза придает тонкому лезвию упругость и жесткость при одновременном сохранении высокого пространственного соотношения. 4 н. и 32 з.п. ф-лы, 4 ил.
 , отличающийся тем, что осаждают слой аморфного алмаза на клинообразную кромку для обеспечения радиуса менее 1200
, отличающийся тем, что осаждают слой аморфного алмаза на клинообразную кромку для обеспечения радиуса менее 1200  .
. .
. .
. от заостренной вершины субстрата на расстоянии 40 мкм от заостренной вершины и этот же материал определяет радиус вершины менее примерно 1000
от заостренной вершины субстрата на расстоянии 40 мкм от заостренной вершины и этот же материал определяет радиус вершины менее примерно 1000  .
. .
. , а этап передвижения повторяется до тех пор, пока на каждой из первой и второй наклонных поверхностей режущей кромки лезвия не будут осаждены два приращения слоя осаждения.
, а этап передвижения повторяется до тех пор, пока на каждой из первой и второй наклонных поверхностей режущей кромки лезвия не будут осаждены два приращения слоя осаждения. , а этап перемещения повторяется до тех пор, пока на каждой из первой и второй наклонных поверхностей режущей кромки лезвия не будет образовано по крайней мере два приращения слоя осаждения.
, а этап перемещения повторяется до тех пор, пока на каждой из первой и второй наклонных поверхностей режущей кромки лезвия не будет образовано по крайней мере два приращения слоя осаждения.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| US 5295305 A, 22.03.1994 | |||
| ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ СПОСОБНОСТЬЮ К ТЕРМИЧЕСКОМУ УПРОЧНЕНИЮ И ФОРМУЕМОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2514743C2 |
| Режущий инструмент и способ его изготовления | 1982 |
|
SU1110212A1 |
