Область технического использования изобретения
Настоящее изобретение касается способа изготовления текстильного покрытия и такого текстильного покрытия, которое может быть, в частности, напольным покрытием, настенным покрытием или ковром со стриженым ворсом для пассажирского салона транспортного средства.
Уровень техники
Известен способ изготовления текстильных покрытий из иглопробивного волокнистого полотна и, в частности, из ворсового волокнистого полотна, представляющего собой полотно, выработанное иглопробивным способом таким образом, что часть его толщины сформирована по существу из соединенных петель. Волокна в таких петлях начинаются в области, расположенной под петлями, где волокна переплетены и, таким образом, частично связаны.
При изготовлении покрытия изнаночную сторону ворсового полотна пропитывают водным раствором латекса. Затем все изделие подвергают сушке, назначением которой является удаление воды из этого раствора, до тех пор, пока в латексе ни будут образованы поперечные связи, но этот способ обладает недостатками, заключающимися в том, что для его осуществления требуется крупногабаритное оборудование, и в том, что его осуществление является дорогостоящим.
Во время сушки в латексе образуются мостики, которые связывают волокна полотна друг с другом в области, расположенной под петлями.
Латекс является нетермопластичным веществом, и его присутствие в текстильном покрытии пагубно влияет на переработку и повторное использование последнего.
Использование раствора латекса включает и другие недостатки, помимо того, что требуется фаза сушки. В частности, оно влечет за собой загрязнение значительного количества воды, для очистки которой требуется специальная установка для очистки воды, что влечет за собой существенные капиталовложения и затраты на техническое обслуживание.
Известен также, например, из документа патента Германии DE 19737864 способ изготовления текстильного покрытия путем нанесения на нижнюю сторону волокнистого полотна покрытия, которое может быть нанесено в расплавленном состоянии до последующего отверждения при охлаждении. Это покрытие может быть также сформировано из порошка или термоплавкой пленки, которые не подвергают плавлению до нанесения на нижнюю сторону полотна. В обоих случаях покрытие на нижней стороне полотна не обеспечивает возможность получения удовлетворительных механических свойств, в частности стабильности размеров и износостойкости текстильного покрытия.
Описание изобретения
По меньшей мере, одной целью изобретения является упрощение способа изготовления текстильного покрытия, не приводящего к ухудшению определенных механических свойств упомянутого текстильного покрытия.
Согласно изобретению эту цель достигают посредством использования способа изготовления текстильного покрытия из волокнистого полотна, содержащего: заднюю поверхность, первую область, вторую область и переднюю поверхность, где первая область является областью сцепления, в которой волокна полотна интегрированы в плотную перепутанную структуру, удерживающую эти волокна, и которая расположена только в части толщины полотна; вторая область проходит в другой части толщины полотна до упомянутой передней поверхности. Согласно способу
a) прикладывают переменное электрическое поле к полотну, по меньшей мере, передняя или задняя из сторон которого несет термоплавкое порошкообразное связующее, это порошкообразное связующее внедряют в волокнистое полотно таким образом, чтобы упомянутое связующее было сконцентрировано в первой области; затем
c) связующее подвергают плавлению путем подачи тепла; затем
d) связующее оставляют для отверждения или понуждают к отверждению.
Неожиданно было установлено, что под воздействием переменного электрического поля порошкообразное связующее концентрируется в области сцепления. Ранее скорее ожидалось, что под воздействием переменного электрического поля порошкообразное связующее будет рассеиваться по всей толщине текстильного покрытия в такой степени, что (как это известно, например, из документа международной заявки на патент WO 99/22920) при использовании аналогичного переменного электрического поля можно эффективно гомогенно распределять порошок по всему волокнистому слою.
Теперь желательно, чтобы верхняя часть покрытия, т.е. вторая область, содержала бы как можно меньше связующего.
В способе, описанном выше, не используют формирование какого-либо раствора, и сушка не требуется. Его можно осуществлять с использованием установок, значительно меньших размеров и менее дорогостоящих, чем установки для выполнения процессов, связанных с обработкой раствора латекса.
Кроме того, определенный выше способ обладает преимуществом, заключающимся в том, что в нем предложена возможность гибкого регулирования количества связующего в текстильном покрытии и расположения этого связующего. Это расположение может быть изменено путем изменения поверхности, на которую наносят порошкообразное связующее, и/или путем регулирования доли этого порошкообразного связующего, наносимого на одну поверхность полотна, в сравнении с количеством порошкообразного связующего, наносимого на другую поверхность полотна. Расположение связующего внутри полотна также зависит от продолжительности нахождения полотна между электродами, от установочных параметров поля, создаваемого посредством этих электродов, от конкретных характеристик порошка и, в частности, от его гранулометрии, от тонины волокон, из которых сформировано полотно, и от плотности упомянутого полотна.
Преимущественно термоплавкое связующее более конкретно является термопластичным связующим. Оно может также иметь другую природу. Например, термоплавкое связующее может быть связующим, плавящимся при первой температуре и термореактивным при второй температуре, более высокой, чем эта первая температура. Например, термоплавкое связующее может быть полиэтиленом, полипропиленом, полиэфиром, эпоксидной смолой или смесью упомянутых веществ.
Волокно, из которого сформировано полотно, преимущественно изготовлено из полимерных веществ, например из полипропилена, полиэфира, полиамида или из смеси упомянутых веществ. Волокно может также быть целлюлозным волокном. Полотно может также содержать другие виды смешанных волокон.
Преимущественно между приложением электрического поля и плавлением связующего, по меньшей мере, часть порошкообразного связующего, которое может присутствовать во второй области полотна, удаляют, подвергая переднюю поверхность этого полотна операции чистки.
Преимущественно между приложением электрического поля и плавлением связующего часть порошкообразного связующего удаляют, подвергая заднюю поверхность полотна операции чистки, например чистки путем извлечения или чистки щеткой.
Преимущественно порошкообразное связующее является смесью порошков из различных химических композиций.
Преимущественно способ включает этап, в котором заднюю поверхность покрывают покрытием, содержащим наполнители.
Дополнительной целью изобретения является создание текстильного покрытия, содержащего полотно, изготовленное из волокна, и содержащего: заднюю поверхность, первую область, вторую область и переднюю поверхность; где первая область является областью сцепления, в которой волокна полотна интегрированы в плотную перепутанную структуру, которой удерживаются эти волокна и которая расположена только в части толщины полотна, тогда как вторая область расположена в другой части толщины полотна, над упомянутой первой областью до упомянутой передней поверхности; термоплавким связующим связывают волокна полотна друг с другом, и оно сконцентрировано в первой области, которая содержит сердцевину и поверхностную область, посредством которой упомянутая сердцевина связана с задней поверхностью полотна; доля термоплавкого связующего по отношению к доле волокна ниже в поверхностной области, чем в сердцевине.
Авторы полагают, что до создания способа, определенного выше, согласно изобретению, не было известно, как можно получить меньшую долю термоплавкого связующего в поверхностной области первой области относительно доли связующего в сердцевине упомянутой первой области или, по меньшей мере, как можно получить таким способом, чтобы он был простым и достаточно экономически эффективным, чтобы он не рассматривался как практически нецелесообразный.
Так как доля термоплавкого связующего относительно волокна меньше в поверхностной области, чем в сердцевине, то можно использовать меньшее количество связующего без значительного уменьшения жесткости текстильного покрытия, обладающего преимуществом, заключающимся в достигаемом в результате уменьшении затрат. Кроме того, подслоем, например покрытием, может быть покрыта нижняя поверхность полотна. Легче понудить его к приклеиванию к задней поверхности полотна, если эта задняя поверхность содержит малое количество связующего. При отсутствии подслоя задняя поверхность полотна также составляет заднюю поверхность покрытия.
Преимуществом термоплавкого связующего является то, что его можно расплавлять повторно посредством последующего нагрева текстильного покрытия, после которого этому покрытию могут быть приданы определенные формы посредством сжатия между двумя формующими блоками.
Благоприятно то, что посредством осуществления определенного выше способа можно получать текстильное покрытие.
Краткое описание чертежей
Изобретение может быть вполне понято после прочтения последующего описания, приведенного просто в качестве примера, со ссылками на прилагаемые чертежи, которые включают:
фиг. 1, на которой представлен схематический вид установки для изготовления ковров согласно изобретению, в которой используют способ также согласно изобретению;
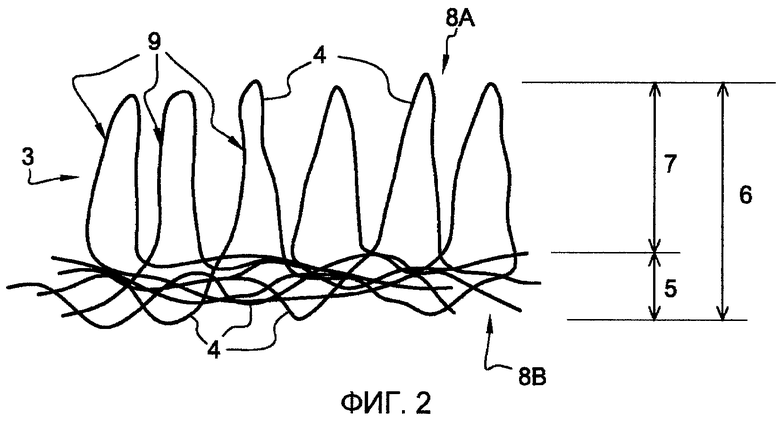
фиг. 2, на которой представлено схематически частично поперечное сечение иглопробивного полотна, из которого на установке, представленной на фиг. 1, изготовливают ковры;
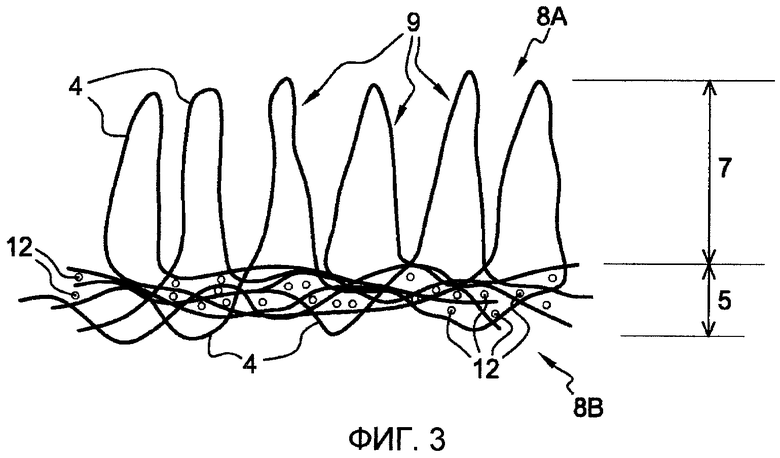
на фиг. 3 представлен вид, аналогичный изображенному на фиг. 2, и показан промежуточный этап, на котором волокнистое полотно, представленное на фиг. 2, может быть обнаружено во время его трансформирования в ковер на установке, представленной на фиг. 1;
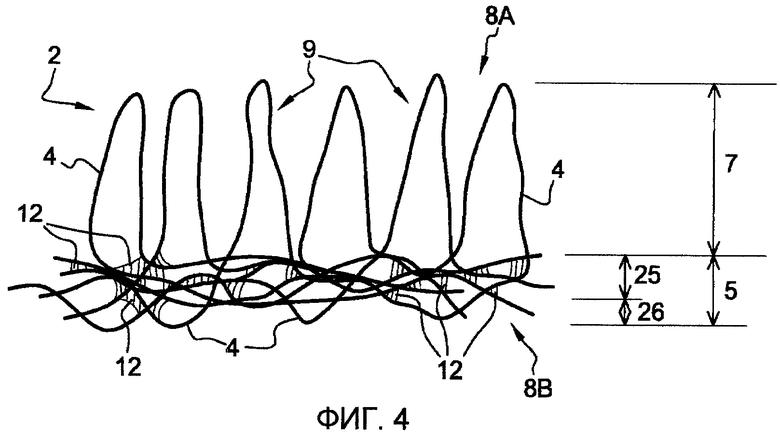
на фиг. 4 представлен вид, аналогичный изображенному на фиг. 2 и 3, и показана структура ковра согласно изобретению, изготовленного на установке, представленной на фиг. 1, из иглопробивного полотна, представленного на фиг. 2.
Возможный вариант осуществления изобретения
На фиг. 1 представлена установка 1 для изготовления текстильных покрытий, или ковров, 2 из ворсового иглопробивного полотна 3 с использованием способа согласно изобретению.
Как показано на фиг. 2, полотно 3 в исходном состоянии является сухим, т.е. не пропитанным. Оно изготовлено из полимерных волокон 4, которые переплетены и, таким образом, составляют плотно перепутанную структуру 5, расположенную только в части толщины 6 полотна 3. Посредством перепутанной структуры 5 удерживают волокна 4, и эта структура расположена под другой частью 7 упомянутой толщины 6. Волокна 4, в общем, независимы друг от друга в упомянутой другой части 7, где из них сформированы петли 9, проходящие к одной из двух главных поверхностей 8A и 8B полотна 3, т.е. к его поверхности 8A, предназначенной составлять верхнюю часть, или переднюю поверхность, ковра 2, и поверхности 8B, предназначенной составлять его нижнюю часть, или заднюю поверхность.
В приведенном примере полотно 3 содержит петли 9 на его поверхности 8A, так как полотно представляет собой ворсовое иглопробивное полотно. Однако полотно 3 может быть обычным иглопробивным полотном, т.е. оно может не быть ворсовым.
На входе установки 1 рулон 10 полотна 3 разматывают и подают к импрегнирующему устройству 11 в направлении, указанном стрелкой F на фиг. 1. Выше по потоку от этого импрегнирующего устройства 11 вещество, состоящее в существенной степени из термоплавкого порошкообразного связующего 12, которое может также содержать одну или большее число добавок, в частности добавки, способствующие расплавлению, рассеивают по одной из главных поверхностей 8A и 8B полотна 3. Это связующее 12 изготовлено из термоплавкого материала, температура плавления которого ниже температуры плавления волокна 4. Расход связующего дозируют с помощью рассеивающего устройства 13, синхронизированного со скоростью подачи полотна 3 в направлении F.
Импрегнирующее устройство 11 содержит два противоположных электрода 14 и 15, имеющих, в общем, плоскую форму и расположенных параллельно друг другу, между которыми проводят полотно 3, несущее порошкообразное связующее 12. Между этими электродами 14 и 15 генерируют переменное электрическое поле, накладываемое в одно и то же время на полотно 3 и порошок-связующее 12.
Воздействуя этим полем, понуждают порошкообразное связующее 12 к проникновению в толщину полотна 3, включая его перепутанную структуру 5. Было также неожиданно установлено, что с помощью переменного электрического поля, создаваемого между электродами 14 и 15, можно концентрировать порошкообразное связующее 12 в упомянутой перепутанной структуре 5 таким образом, чтобы, в части 7 полотна 3 волокна 4 практически не содержали порошкообразное связующее 12, что желательно.
Аналогичным образом предпочтительно, чтобы электроды были плоскими и были расположены параллельно друг другу. Однако в некоторых случаях может быть предпочтительным использование электродов, имеющих другую форму и/или расположенных не параллельно друг другу. Эти электроды могут быть, в частности, подобны описанным в документе WO 2005/038123.
На выходе импрегнирующего устройства 11 посредством экстрактора 16 поверхность 8A подвергают извлечению, т.е. операции чистки, предназначенной для удаления любых зерен связующего 12, расположенных в части 7 полотна 3. Эта операция аспирации может быть по выбору исключена путем замены ее операцией чистки щеткой. Структура полотна 3 непосредственно после экстрактора 16 показана на фиг. 3, где видно, что порошкообразное связующее 12 сконцентрировано в основном в перепутанной структуре 5.
Ниже по потоку от экстрактора 16 расположена термокамера 17 с подачей горячего воздуха, в которой благодаря подаче тепла понуждают связующее 12 к плавлению. Затем полотно 3 проводят между двумя прессующими валами 20.
Сразу после пропуска полотна 3 между прессующими валами 20 его подвергают охлаждению воздушной струей 21, испускаемой из одной или множества форсунок 22, воздействуя которой понуждают связующее 12 к отверждению. Валы 20 могут также быть охлаждаемыми, и посредством их можно содействовать отверждению связующего 12. Посредством их можно даже вызывать упомянутое отверждение без использования струи 21 охлаждающего воздуха. Можно также предоставить возможность самостоятельного охлаждения связующему 12.
После отверждения связующего 12 полотно 3 представляет собой текстильное покрытие, которое в показанном примере разрезают ножом 23 на несколько ковров 2.
Структура ковра 2 представлена на фиг. 4, на которой показано, что только очень мало или совсем нет связующего 12 в петелях 9. Мостиками связующего 12 связаны волокна 4 друг с другом в перепутанной структуре 5, и посредством этого петели 9 присоединены к остальной части ковра 2. Массовая доля связующего 12 относительно доли волокна 4 изменяется в направлении толщины, в перепутанной структуре 5. Более конкретно, эта доля больше в сердцевине 25 перепутанной структуры 5, чем в поверхностной области 26, граничащей с упомянутой сердцевиной 25 с противоположной стороны от части 7, и эта поверхность определяет нижнюю поверхность 8B ковра 2.
Малая доля связующего 12 в поверхностной области 26 может быть обнаружена визуально на нижней поверхности 8B. Это может быть также подтверждено измерениями. Эти измерения могут быть основаны на сравнении теплового анализа энтальпии плавления волокон 4 отдельно и энтальпии плавления образца, подлежащего оценке, для плавления только волокон 4, присутствующих в этом образце, исключая его связующее 12. Из этого сравнения определяют массовую долю волокна 4 в образце и таким образом определяют долю связующего 12. Образец готовят путем размалывания, проводимым таким образом, чтобы оставить только то, что требуется измерить, а остальную часть удалить. Например, образец готовят для измерения количества связующего 12 в поверхностной области 26, полученной в результате удаления путем размалывания части 7 и сердцевины 25.
Термоплавкое связующее 12 может быть выбрано такое, которое совместимо с волокном ковра таким образом, чтобы ковер 2 можно было утилизировать.
В следующем разделе предложено несколько примеров ковра 2, изготовленного путем использования способа, описанного выше.
Пример 1
В этом примере полотно 3 было ворсовым иглопробивным материалом с поверхностной плотностью 600 г/м2 и толщиной приблизительно 6 мм. Он состоял из смеси волокон 4 с линейными плотностями 6,5 дтекс, 17 дтекс и 150 дтекс, изготовлеными из полипропилена, и первоначально он не содержал связующего.
Связующее 12, состоявшее из полиэтилена высокой плотности, рассеивали с расходом 90 г/м2 по полотну 3. До внедрения в это полотно связующее находилось в виде порошка с размерами гранул от 0 мкм до 80 мкм, и было приобретено у компании ABIFOR (Wutoschingen, Германия) под ассортиментным индексом 1300/20.
Внедрение порошкообразного связующего 12 в полотно 3 производили на устройстве 11, снабженном плоскими электродами 14 и 15. Переменное электрическое поле, создававшееся между этими электродами 14 и 15, имело величину 2 кВ/мм и частоту 50 Гц. Полотно 3, содержавшее порошкообразное связующее 12, подвергали воздействию переменного электрического поля, накладывавшегося на него, в течение 20 с. Затем его помещали в течение более 2 мин в термокамере 17, в которой поддерживали температуру, более высокую, чем температура плавления связующего, но ниже температуры плавления волокна.
Ковер 2, полученный согласно этому примеру 1, подвергали испытаниям по условиям теста Лиссона (Lisson test), определенным стандартом EN 1963 (1997 г.). После этого теста производили визуальную оценку уровня дефибрации ковра 2 и оценивали ее величиной 3/5 в продольном направлении, т.е. в направлении, указанном стрелкой F на фиг. 1, и величиной 3/5 в поперечном направлении, т.е. в направлении, перпендикулярном к продольному направлению.
После проведения теста Лессона определяли также потерю массы ковра 2 и получали величину 58,7 г/м2 в продольном направлении и величину 60,1 г/м2 в поперечном направлении.
Ковер 2 имел среднюю толщину 6 мм. Доля связующего 12 по всей его толщине была оценена вышеупомянутым способом и с использованием измерений энтальпии плавления как составляющая 29,5 масс.%. Доля связующего 12 в последнем миллиметре до поверхности 8B, т.е. на изнаночной стороне ковра 2, в общем, в его поверхностной области 26, была оценена с использованием того же способа как составляющая 16,9 масс.%. Из этого можно вывести, что доля связующего 12 в поверхностной области 26 была меньше, чем в сердцевине 25. Эти показатели следует сравнить с аналогичными показателями испытаний второго ковра, изготовленного из того же полотна, но с использованием способа-прототипа, т.е. с использованием раствора латекса.
Доля латекса во всей толщине этого второго ковра была оценена вышеупомянутым способом и с использованием измерений энтальпии плавления как составляющая 26,7 масс.%. Доля латекса в последнем миллиметре второго ковра до его нижней поверхности, т.е. на изнаночной стороне этого второго ковра, была оценена с использованием того же способа как составляющая 35,0 масс.%.
Пример 2
В этом примере использовали то же полотно 3 и то же связующее 12, что и в Примере 1.
Это связующее 12 рассеивали с расходом 120 г/м2 по полотну 3.
Внедрение порошкообразного связующего 12 в полотно 3 производили на устройстве 11, снабженном плоскими электродами 14 и 15. Переменное электрическое поле, создававшееся между этими электродами 14 и 15, имело величину 2 кВ/мм и частоту 50 Гц. Полотно 3, содержавшее порошкообразное связующее 12, подвергали воздействию переменного электрического поля, накладывавшегося на него, в течение 20 с. Затем его помещали в течение более 2 мин в термокамере 17, в которой поддерживали температуру, более высокую, чем температура плавления связующего, но ниже температуры плавления волокна.
Ковер 2, полученный согласно этому примеру 3, подвергали испытаниям по условиям теста Лиссона (Lisson test), определенным стандартом EN 1963 (1997 г.). После этого теста производили визуальную оценку уровня дефибрации ковра 2 и оценивали ее величиной 4/5 в продольном направлении и величиной 3/5 в поперечном направлении.
После проведения теста Лессона определяли также потерю массы ковра 2 и получали величину 36,8 г/м2 в продольном направлении и величину 54,3 г/м2 в поперечном направлении.
Пример 3
В этом примере полотно 3 было ворсовым иглопробивным материалом с поверхностной плотностью 550 г/м2. Волокно 4, входившее в состав полотна, первоначально не содержавшее какого-либо связующего, было изготовлено из полиэфира и имело линейную плотность 6,7 дтекс.
В качестве связующего 12 использовали эпоксидную смолу, которую рассеивали с расходом 150 г/м2 по полотну 3. До внедрения в это полотно связующее находилось в виде порошка с размерами гранул от 0 мкм до 100 мкм, и было приобретено у компании BAKELITE (Германия) под ассортиментным индексом 6171TP.
Внедрение порошкообразного связующего 12 в полотно 3 производили на устройстве 11, снабженном плоскими электродами 14 и 15. Переменное электрическое поле, создававшееся между этими электродами 14 и 15, имело величину 3 кВ/мм и частоту 50 Гц. Полотно 3, содержавшее порошкообразное связующее 12, подвергали воздействию переменного электрического поля, накладывавшегося на него, в течение 20 с. Затем его помещали в течение более 2 мин в термокамере 17, в которой поддерживали температуру, более высокую, чем температура плавления связующего, но ниже температуры плавления волокна.
Ковер 2, полученный согласно этому примеру 2, подвергали испытаниям по условиям теста Тейбера (Taber test). После этого теста производили визуальную оценку износостойкости ковра 2 и получали величину 3/4.
Пример 4
В этом примере использовали то же полотно 3, что и в примере 3.
Связующее 12 рассеивали с расходом 140 г/м2 по полотну 3. До внедрения в это полотно связующее находилось в виде смеси, содержавшей 20 масс.% порошка, который был приобретен у компании BAKELITE (Германия) под ассортиментным индексом 6171TP, и 80 масс.% полипропиленового порошка, обладавшего показателем текучести расплава (ПТР) (MFI), равным 120, и размерами гранул от 0 мкм до 200 мкм. Порошок «6171TP» имел размеры гранул от 0 мкм до 100 мкм.
Внедрение порошкообразного связующего 12 в полотно 3 производили на устройстве 11, снабженном плоскими электродами 14 и 15. Переменное электрическое поле, создававшееся между этими электродами 14 и 15, имело величину 3 кВ/мм и частоту 50 Гц. Полотно 3, содержавшее порошкообразное связующее 12, подвергали воздействию переменного электрического поля, накладывавшегося на него, в течение 20 с. Затем его помещали в течение более 2 мин в термокамере 17, в которой поддерживали температуру, более высокую, чем температура плавления связующего, но ниже температуры плавления волокна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕСТОЙКОЕ ПОКРЫТИЕ ОБРАТНОЙ СТОРОНЫ КОВРА | 2013 |
|
RU2655899C2 |
| НАПОЛЬНОЕ ПОКРЫТИЕ С МАЛОЙ РАСТЯЖИМОСТЬЮ И ВЫСОКОЙ СТАБИЛЬНОСТЬЮ РАЗМЕРОВ, КОВРОВАЯ ПЛИТКА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ КОВРА И СПОСОБ РАЗМЕЩЕНИЯ ПОКРЫТИЯ НА ЧЕРНОМ ПОЛУ | 1994 |
|
RU2131490C1 |
| МНОГОСЛОЙНОЕ ТЕКСТИЛЬНОЕ ПОКРЫТИЕ ДЛЯ ПОЛА | 2000 |
|
RU2252285C2 |
| ЗВУКОПОГЛОЩАЮЩЕЕ НАСТЕННОЕ ПОКРЫТИЕ | 2012 |
|
RU2608408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВРОВОГО ПОКРЫТИЯ ИЛИ КОВРА И ПОЛУЧЕННЫЕ ИМ КОВРОВОЕ ПОКРЫТИЕ ИЛИ КОВЕР | 2019 |
|
RU2773937C2 |
| ЗВУКОПОГЛОЩАЮЩЕЕ НАСТЕННОЕ ПОКРЫТИЕ | 2012 |
|
RU2608407C2 |
| ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ | 2014 |
|
RU2630764C1 |
| ИГРОВОЕ ПОКРЫТИЕ ИЗ СИНТЕТИЧЕСКОГО ДЕРНА | 1998 |
|
RU2188888C2 |
| СПОСОБ РЕГЕНЕРАЦИИ ВОЛОКОН | 2019 |
|
RU2755118C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТАФТИНГОВОГО ПОКРЫТИЯ | 2010 |
|
RU2446953C1 |
Изобретение относится к способу изготовления текстильного покрытия (2) из полотна (3) из волокна, содержащего: заднюю поверхность (8В), первую область (5), вторую область (7) и переднюю поверхность (8А), причем первая область является областью сцепления, в которой волокна (4) полотна (3) интегрированы в плотную перепутанную структуру (5), удерживающую эти волокна (4), и которая расположена только в части толщины (6) полотна (3), а вторая область (7) расположена в другой части толщины (6) полотна (3) вплоть до упомянутой передней поверхности (8А). Способ характеризуется тем, что согласно способу а) прикладывают переменное электрическое поле к полотну (3), по меньшей мере, передняя или задняя (8А, 8В), из сторон которого несет термоплавкое порошкообразное связующее (12), причем это порошкообразное связующее (12) внедряют в полотно (3) из волокна (4) таким образом, чтобы упомянутое связующее (12) было сконцентрировано в первой области (5). Затем с) связующее (12) подвергают плавлению путем подачи тепла; затем d) связующее (12) оставляют до отверждения или подвергают отверждению. Также изобретение относится к текстильному покрытию, полученному описанным способом. Использование настоящего способа позволяет упростить изготовление текстильного покрытия, не приводя к ухудшению механических свойств покрытия. 2 н. и 16 з.п. ф-лы, 4 пр., 4 ил.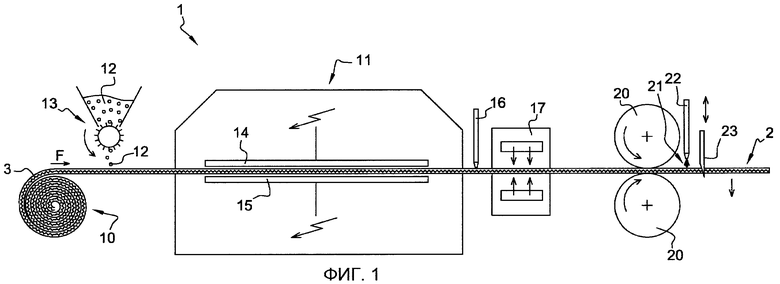
1. Способ изготовления текстильного покрытия (2) из полотна (3) из волокна, содержащего: заднюю поверхность (8В), первую область (5), вторую область (7) и переднюю поверхность (8А), причем первая область является областью сцепления, в которой волокна (4) полотна (3) интегрированы в плотную перепутанную структуру (5), удерживающую эти волокна (4), и которая расположена только в части толщины (6) полотна (3), а вторая область (7) расположена в другой части толщины (6) полотна (3) вплоть до упомянутой передней поверхности (8А), отличающийся тем, что согласно способу
а) прикладывают переменное электрическое поле к полотну (3), по меньшей мере, передняя или задняя (8А, 8В) из сторон которого несет термоплавкое порошкообразное связующее (12), причем это порошкообразное связующее (12) внедряют в полотно (3) из волокна (4) таким образом, чтобы упомянутое связующее (12) было сконцентрировано в первой области (5); затем
c) связующее (12) подвергают плавлению путем подачи тепла; затем
d) связующее (12) оставляют до отверждения или подвергают отверждению.
2. Способ по п.1, отличающийся тем, что полотно является иглопробивным полотном (3).
3. Способ по п.1 или 2, отличающийся тем, что между приложением электрического поля и плавлением связующего, по меньшей мере, часть порошкообразного связующего (12), которое может присутствовать во второй области (7) полотна (3), удаляют, подвергая переднюю поверхность (8А) этого полотна (3) операции чистки.
4. Способ по п.3, отличающийся тем, что между приложением электрического поля и плавлением связующего часть порошкообразного связующего удаляют, подвергая заднюю поверхность (8В) полотна (3) операции чистки.
5. Способ по п.3, отличающийся тем, что порошкообразное связующее (12) представляет собой смесь порошков из различных химических композиций.
6. Способ по п.3, отличающийся тем, что заднюю поверхность покрывают покрытием, содержащим наполнители.
7. Способ по п.3, отличающийся тем, что при приложении электрического поля порошкообразное связующее (12) концентрируют таким образом, чтобы доля этого связующего (12) относительно доли волокна (4) была меньше в поверхностной области (26) первой области (5), чем в сердцевине (25), которую эта первая область (5) содержит и которую поверхностная область (26) связывает с задней поверхностью (8В) полотна (3).
8. Способ по п.1 или 2, отличающийся тем, что между приложением электрического поля и плавлением связующего часть порошкообразного связующего удаляют, подвергая заднюю поверхность (8В) полотна (3) операции чистки.
9. Способ по п.8, отличающийся тем, что порошкообразное связующее (12) представляет собой смесь порошков из различных химических композиций.
10. Способ по п.8, отличающийся тем, что заднюю поверхность покрывают покрытием, содержащим наполнители.
11. Способ по п.8, отличающийся тем, что при приложении электрического поля порошкообразное связующее (12) концентрируют таким образом, чтобы доля этого связующего (12) относительно доли волокна (4) была меньше в поверхностной области (26) первой области (5), чем в сердцевине (25), которую эта первая область (5) содержит и которую поверхностная область (26) связывает с задней поверхностью (8В) полотна (3).
12. Способ по любому из пп.1, 2 или 4, отличающийся тем, что порошкообразное связующее (12) представляет собой смесь порошков из различных химических композиций.
13. Способ по п.12, отличающийся тем, что заднюю поверхность покрывают покрытием, содержащим наполнители.
14. Способ по п.12, отличающийся тем, что при приложении электрического поля порошкообразное связующее (12) концентрируют таким образом, чтобы доля этого связующего (12) относительно доли волокна (4) была меньше в поверхностной области (26) первой области (5), чем в сердцевине (25), которую эта первая область (5) содержит и которую поверхностная область (26) связывает с задней поверхностью (8В) полотна (3).
15. Способ по любому из пп.1, 2, 4, 5 или 9, отличающийся тем, что заднюю поверхность покрывают покрытием, содержащим наполнители.
16. Способ по п.15, отличающийся тем, что при приложении электрического поля порошкообразное связующее (12) концентрируют таким образом, чтобы доля этого связующего (12) относительно доли волокна (4) была меньше в поверхностной области (26) первой области (5), чем в сердцевине (25), которую эта первая область (5) содержит и которую поверхностная область (26) связывает с задней поверхностью (8В) полотна (3).
17. Способ по любому из пп.1, 2, 4, 5, 6, 9, 10 или 13, отличающийся тем, что при приложении электрического поля порошкообразное связующее (12) концентрируют таким образом, чтобы доля этого связующего (12) относительно доли волокна (4) была меньше в поверхностной области (26) первой области (5), чем в сердцевине (25), которую эта первая область (5) содержит и которую поверхностная область (26) связывает с задней поверхностью (8В) полотна (3).
18. Текстильное покрытие, полученное в результате использования способа по любому из пп.1-17 и содержащее полотно (3), изготовленное из волокна (4) и содержащее заднюю поверхность (8В), первую область (5), вторую область (7) и переднюю поверхность (8А), причем первая область является областью сцепления, в которой волокна (4) полотна (3) интегрированы в плотную перепутанную структуру (5), удерживающую эти волокна (4), и которая расположена только в части толщины (6) полотна (3), а вторая область (7), расположена в другой части толщины (6) полотна (3), над упомянутой первой областью (5), вплоть до упомянутой передней поверхности (8А), при этом с помощью термоплавкого связующего (12) волокна (4) полотна связаны друг с другом и связующее сконцентрировано в первой области (5), содержащей сердцевину (25) и поверхностную область (26), посредством которой эта сердцевина связана с задней поверхностью (8В) полотна (3), причем доля термоплавкого связующего (12) относительно доли волокна (4) меньше в поверхностной области (26), чем в сердцевине (25).
| ЕР 1526214 A1, 27.04.2005 | |||
| DE 19737864 A1, 04.03.1999 | |||
| СПОСОБ ОЦЕНКИ ФУНКЦИОНАЛЬНОГО СОСТОЯНИЯ СЕРДЕЧНО-СОСУДИСТОЙ И ВЕГЕТАТИВНОЙ НЕРВНОЙ СИСТЕМ | 1999 |
|
RU2151545C1 |
| СПОСОБ ДОБЫЧИ КОРНЕЙ СОЛОДКИ | 1997 |
|
RU2118484C1 |
| US 3150023 A, 22.09.1964 | |||
| ТЕРМОКЛЕЙКИЙ ПОДКЛАДОЧНЫЙ МАТЕРИАЛ, СОСТАВНОЙ ТЕРМОКЛЕЙКИЙ ДРАПИРОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ТЕРМОКЛЕЙКОГО ДРАПИРОВОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2104158C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОРСОВОГО МАТЕРИАЛА | 0 |
|
SU370304A1 |
| Способ получения искусственного бархата | 1961 |
|
SU149089A1 |
| Способ получения искусственной кожи | 1973 |
|
SU555863A3 |

