Область техники
[0001] Настоящее изобретение относится к соединению лазерной сваркой с улучшенной прочностью соединения и способу его изготовления, более конкретно, оно относится к соединению лазерной сваркой с улучшенной прочностью соединения в детали для использования в автомобиле.
Предпосылки изобретения
[0002] В качестве способа сварки при изготовлении деталей автомобиля, бытовых электрических приборов и т.д. широко используется точечная сварка. Однако при использовании точечной сварки необходимо зажимать материалы между верхним и нижним электродами, чтобы сварить их, поэтому требуется пространство для установки электродов сверху и снизу участка сварки. По этой причине имеются недостатки, заключающиеся в том, что точечная сварка не подходит для односторонней сварки и, кроме того, формы сварных изделий ограничены. Кроме этого, точечную сварку выполняют в прерывистом режиме, поэтому по сравнению с шовной сваркой существует проблема, заключающаяся в снижении жесткости. Помимо этого, точечная сварка не подходит для сваривания на участках, где требуется воздухонепроницаемость.
[0003] В противоположность этому сварка лазерным пучком отличается от такой точечной контактной сварки, при которой стальные листы помещаются между электродами, в том, что становится возможным выполнение сварки с одной стороны, и возможны фланцы значительно меньшего размера. Кроме того, эта сварка является шовной, поэтому ее особенностью является возможность обеспечения более высокой жесткости элемента. Существует несколько примеров, когда сварка лазерным пучком используется вместо точечной лазерной сварки.
[0004] Источником тепла при сварке лазерным пучком является сфокусированный лазерный пучок. Лазерный пучок состоит из света с одной длиной волны и не имеющего разностей фаз, поэтому его можно фокусировать в очень небольшую точку при помощи оптической линзы, чтобы получить высокую плотность энергии. В случае сварки лазерным пучком в результате применения источника тепла с высокой плотностью сфокусированной энергии можно выполнять высокоскоростную сварку с глубоким проплавлением.
[0005] Сварка лазерным пучком представляет собой высокоэффективный способ сварки. Кроме того, в ней в качестве источника тепла используется лазерный пучок, что позволяет более надежным и легким образом управлять вводом тепла по сравнению с дуговой сваркой вольфрамовым электродом в среде инертного газа (TIG), дуговой сваркой плавящимся электродом в среде инертного газа (MIG) и другими типами дуговой сварки. По этой причине можно подходящим образом задавать скорость сварки, мощность излучения лазерного пучка, расход защитного газа и другие параметры сварки. Помимо этого, в случае сварки лазерным пучком во время сварки металл сварного шва расплавляется в высшей степени локально, поэтому воздействие тепла на основной материал также является небольшим, и можно получить сварное соединение высокого качества с небольшими механическими напряжениями или деформациями.
[0006] В последние годы в ответ на потребность в повышении эффективности расходования топлива автомобилями, повышении безопасности и т.д., в кузовах автомобилей в большом объеме стали использоваться высокопрочные стальные листы небольшой толщины. В частности, при способе наложения и сварки стальных листов ставятся задачи как достижения снижения веса кузова автомобиля, так и повышения безопасности при ударе. Требуется способ лазерной сварки, обеспечивающий улучшенную прочность соединенных частей.
[0007] В документах PLT1 и PLT2 описаны способы лазерной сварки с получением превосходной прочности соединений.
[0008] В документе PLT1 вновь описано выполнение лазерной сварки на месте зоны сварки, обеспечивающей прочность сварного соединения, чтобы подвергнуть термической обработке зону термического влияния в зоне сварки и получить твердость в этой зоне термического влияния 90% или менее от твердости в зоне термического влияния в повторно проваренной лазерным пучком зоне сварки с целью улучшения прочности на срез при растяжении.
[0009] В документе PLT2 указано, что прочность соединения падает в области углубления, сформированного на границе наружной поверхности сварного шва, и что возникновение углубления чрезмерной глубины у валика основного сварного шва можно предотвратить за счет использования удаленной лазерной головки для формирования валика предварительного сварного шва в части запланированной области сварки, формирования валика основного сварного соединения с направления, противоположного направлению при создании валика предварительного сварного шва, и смещения выпуклости валика предварительного сварного шва в углубление, созданное этим валиком.
[0010] Согласно документу PLT1 необходимо два раза выполнять сварку на близких участках, поэтому существует проблема в виде увеличения времени сварки. Согласно документу PLT2 необходимо выполнять сварку дважды на одном и том же участке, поэтому в дополнение к увеличению времени сварки необходимо использовать дорогостоящую удаленную лазерную головку, в результате чего возникает проблема в виде увеличения стоимости изготовления.
Список литературы
Патентная литература
PLT1: Опубликованный японский патент № 2010-012504А
PLT2: Опубликованный японский патент № 2013-215755А
Сущность изобретения
Техническая проблема
[0012] С учетом указанного выше существующего уровня техники задача настоящего изобретения состоит в том, чтобы предложить соединение лазерной сваркой и способ его изготовления, улучшающие прочность на срез при растяжении без увеличения времени сварки и использования дорогостоящей удаленной лазерной головки.
Устранение проблемы
[0013] Авторы изобретения тщательно изучили пути устранения указанных выше проблем. Если говорить в общем, прочность на срез в зоне сварки можно улучшить за счет увеличения ширины упомянутой зоны сварки.
[0014] Авторы изобретения заметили, что увеличение ширины зоны сварки вокруг наложенных частей листов особенно эффективно в плане улучшения прочности на срез при растяжении и нашли способ неожиданно продуктивного применения цинка, который ранее вызывал разбрызгивание, и наличие которого считалось вредным при выполнении сварки, для увеличения ширины расплавленной области.
[0015] Настоящее изобретение является результатом исследований, проведенных на основе этой обнаруженной информации, и его сущностью является следующее:
[0016] (1) Соединение лазерной сваркой, полученное путем расположения металлических листов с наложением и их сварки лазерным пучком в направлении наложения, причем, если суммарная толщина сваренных наложенных металлических листов равна «t» (мм), то ширина металла сварного шва на границе соединения равна 0,6t1/3+0,14 (мм) или более.
[0017] (2) Соединение лазерной сваркой по пункту (1), причем ширина металла сварного шва на границе соединения больше ширин металла сварных швов на передней поверхности и задней поверхности сваренных наложенных металлических листов.
[0018] (3) Способ изготовления соединения лазерной сваркой, получаемого путем расположения металлических листов с наложением и их сварки лазерным пучком в направлении наложения, содержащий этапы: формируют слой из металла или соединения металла с температурой кипения выше температуры плавления металлических листов на запланированном участке сварки на одной поверхности металлического листа; накладывают другой металлический лист на упомянутый слой из металла или соединения металла; и выполняют их лазерную сварку за счет облучения лазерным пучком в направлении наложения этих листов так, что области, включающие в себя упомянутый слой металла или соединения металла, расплавляются.
[0019] (4) Способ изготовления соединения лазерной сваркой по пункту (3), причем упомянутый слой из металла или соединения металла формируют путем нанесения покрытия в виде порошка из упомянутого металла или соединения металла.
[0020] (5) Способ изготовления соединения лазерной сваркой по пункту (3) или (4), причем упомянутый металл или соединение металла представляет собой оксид металла.
[0021] (6) Способ изготовления соединения лазерной сваркой по пункту (5), причем оксид металла представляет собой оксид цинка.
[0022] (7) Способ изготовления соединения лазерной сваркой по любому из пунктов с (3) по (6), причем толщина упомянутого слоя из металла или соединения металла равна 0,06t1/2-0,01 (мм) или менее, когда суммарная толщина расположенных с наложением металлических листов равна «t» (мм).
Эффект от применения изобретения
[0023] Согласно настоящему изобретению можно улучшить прочность на срез при растяжении для соединения лазерной сваркой без использования дорогостоящей удаленной лазерной головки, используя только обычную машину для лазерной сварки и не вызывая увеличения времени сварки.
Краткое описание чертежей
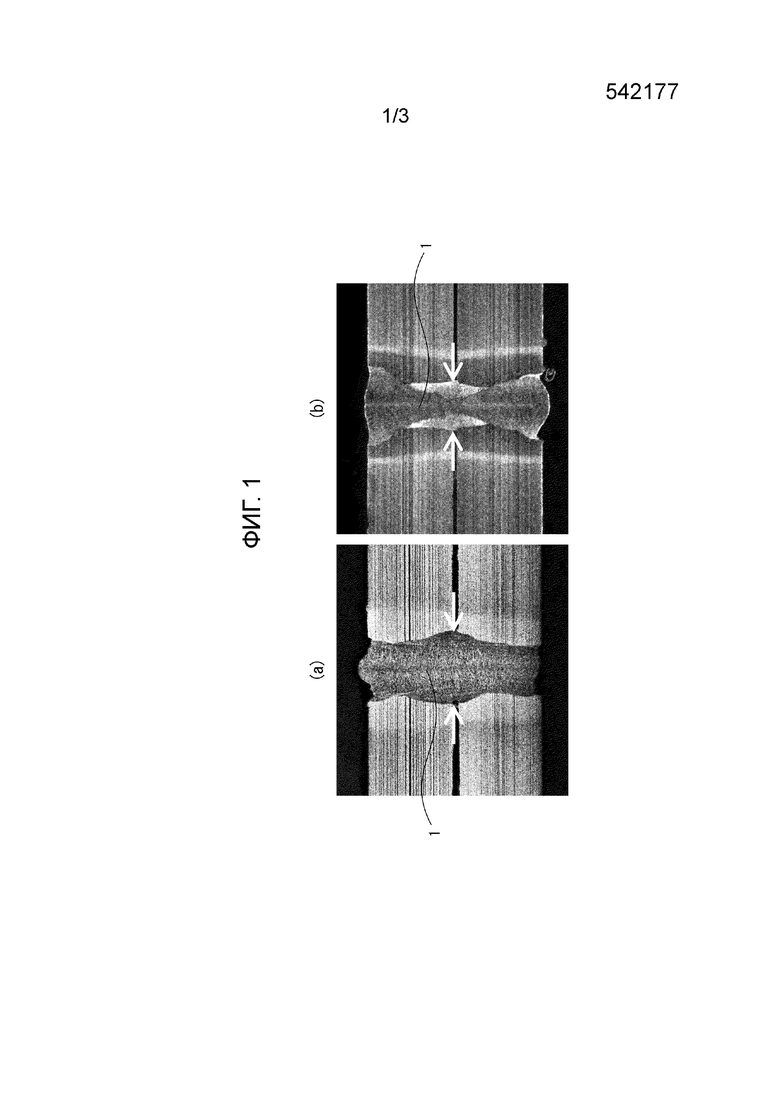
[0024] На Фиг. 1(а) и 1(b) приведены фотографии поперечных сечений зон сварки, полученных при лазерной сварке стальных листов в направлении наложения, где на Фиг. 1(а) приведена фотография поперечного сечения зоны сварки в свариваемом узле, состоящем из стальных листов, между которыми сформирован слой из оксида цинка, в то время как на Фиг. 1(b) приведена фотография поперечного сечения зоны сварки в свариваемом узле, состоящем из стальных листов, между которыми не обеспечен слой из оксида цинка.
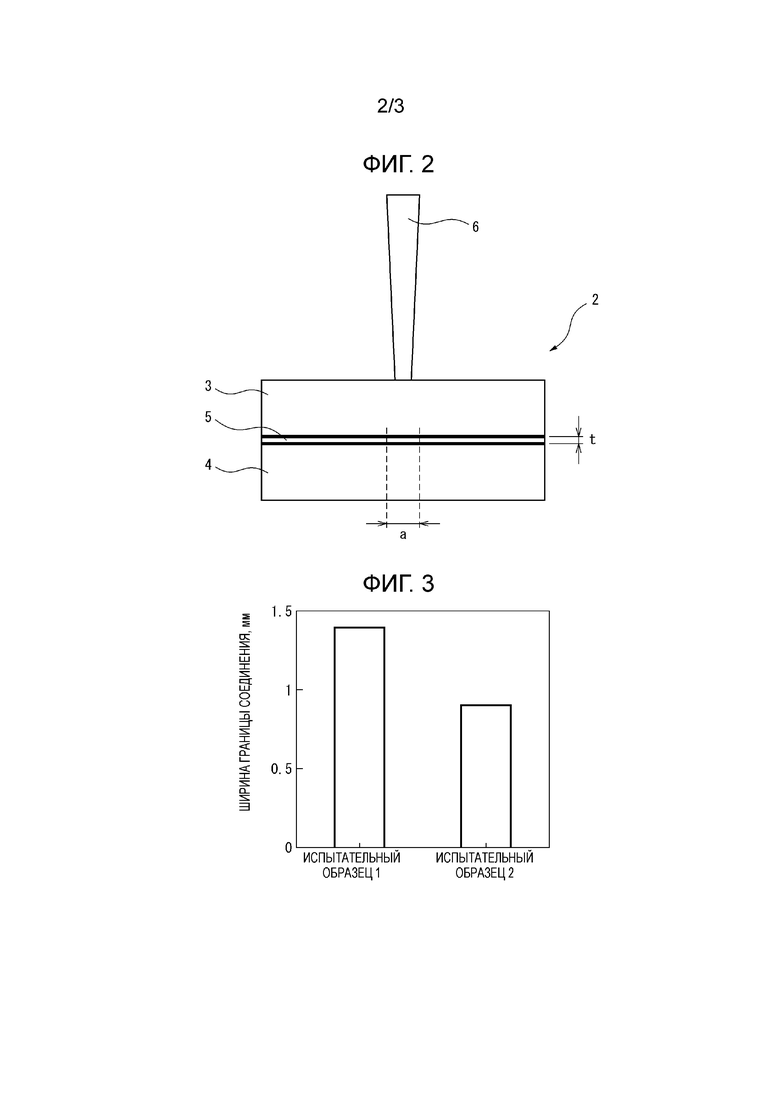
На Фиг. 2 показан сварной узел, содержащий металлические листы, между которыми обеспечен слой из металла или соединения металла.
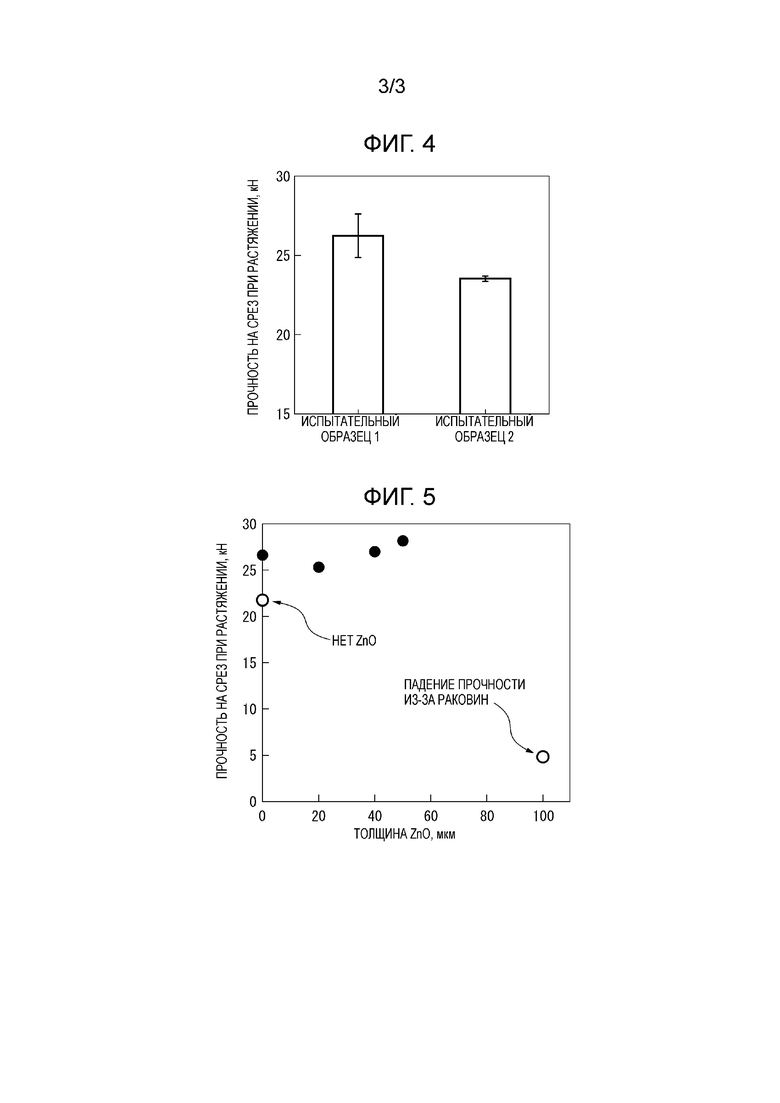
На Фиг. 3 приведена взаимосвязь между наличием слоя из оксида цинка и шириной границы соединения в зоне сварки.
На Фиг. 4 приведена взаимосвязь между наличием слоя из оксида цинка и прочностью на срез при растяжении.
На Фиг. 5 приведена взаимосвязь между толщиной слоя из оксида цинка и прочностью на срез при растяжении.
Описание вариантов реализации
[0025] При сварке лазерным пучком, если облучать металлические листы лазерным пучком, стальные листы расплавляются и испаряются, посредством чего возникает сквозное проплавление. Давление паров металла является силой, которая расширяет область сквозного проплавления. Поверхностное натяжение расплавленного металла является силой, которая заставляет область сквозного проплавления сжиматься. Область сквозного проплавления поддерживается за счет равновесия этих двух сил.
[0026] Если локально поднять давление внутри области сквозного проплавления у границы соединения, ширина расплавленной части может увеличиться. А именно, если увеличивается степень испарения металла у границы соединения по сравнению с другими частями области сквозного проплавления, давление будет увеличиваться, расплавленный металл можно выталкивать в зазор между металлическими листами, и можно увеличить ширину расплавленного металла на границе соединения.
[0027] Авторы изобретения изучили пути увеличения ширины области расплавленного металла на границе соединения при сварке стальных листов. В результате у них возникла идея поместить металл или соединение металла (ниже называемые «металлическим компонентом»), которые на запланированном участке сварки разрушаются и испаряются в расплавленный металл между металлическими листами, и выполнять сварку лазерным пучком так, чтобы обеспечить поступление испарившихся частиц металлического компонента в зону поблизости от границы соединения.
[0028] Далее, они использовали металлические компоненты, состоящие из оксида цинка, подготовили свариваемые узлы, состоящие из наложенных стальных листов, между которыми был сформирован слой из оксида цинка, и свариваемые узлы, состоящие из наложенных стальных листов, между которыми не был сформирован слой из оксида цинка, и сварили их лазерным пучком, чтобы исследовать влияние слоя из оксида цинка.
[0029] На Фиг. 1(а) и 1(b) приведены фотографии поперечных сечений зон сварки, сформированных при сварке стальных листов лазерным пучком в направлении наложения. Поперечные сечения представляют собой поперечные сечения, полученные путем разрезания стальных листов в плоскостях, параллельных направлению наложения этих листов и перпендикулярных направлению выполнения сварки так, чтобы включать сваренные лазером зоны сварки. На Фиг. 1(а) приведена фотография поперечного сечения зоны сварки в свариваемом узле, состоящем из стальных листов, между которыми сформирован слой из оксида цинка, а на Фиг. 1(b) приведена фотография поперечного сечения зоны сварки в свариваемом узле, состоящем из стальных листов, между которыми не сформирован слой из оксида цинка. «Ширина зоны сварки» это ширина металла сварного шва на границе соединения в зоне 1 сварки, возникшей при лазерной сварке, которая на Фиг. 1(а) и 1(b) указана стрелками.
[0030] Из Фиг. 1(а) и 1(b) будет понятно, что при выполнении сварки лазерным пучком для свариваемого узла, состоящего из стальных листов, между которыми сформирован слой из оксида цинка, ширина металла сварного шва на границе соединения в зоне 1 сварки увеличилась по сравнению с выполнением сварки лазерным пучком для свариваемого узла, состоящего из стальных листов, между которыми не сформирован слой из оксида цинка. Кроме того, измерение прочности на срез при растяжении у испытательных образцов, полученных при выполнении сварки лазерным пучком для свариваемого узла, состоящего из стальных листов, между которыми сформирован слой из оксида цинка, и у испытательных образцов, полученных при выполнении сварки лазерным пучком для свариваемого узла, состоящего из стальных листов, между которыми не сформирован слой из оксида цинка, показало, что испытательные образцы, полученные при выполнении сварки лазерным пучком для свариваемого узла, состоящего из стальных листов, между которыми сформирован слой из оксида цинка, имеют более высокую прочность на растяжение.
[0031] Настоящее изобретение было создано после дополнительных исследований, выполненных в рамках описанного выше процесса изучения. Ниже более подробно будут последовательно рассмотрены сварное соединение и способ его изготовления, соответствующие настоящему изобретению, с учетом необходимых требований и предпочтительных требований.
[0032] Способ изготовления по настоящему изобретению это способ изготовления сварного соединения путем расположения металлических листов с наложением и их сварки лазерным пучком в направлении наложения, причем для увеличения ширины области расплавленного металла на границе соединения выполняют следующие этапы:
[0033] (i) этап формирования слоя из металлического компонента с температурой кипения выше температуры плавления металлического листа на запланированном участке сварки на поверхности упомянутого металлического листа, наложение другого металлического листа и формирование посредством этого слой из металлического компонента, расположенного между металлическими листами; и
[0034] (ii) этап облучения лазерным пучком в направлении наложения металлических листов так, что расплавляется область, включающая в себя слой из металлического компонента, для их сварки посредством этого при помощи лазерного пучка.
[0035] Сначала будет рассмотрен способ формирования слоя из металлического компонента между металлическими листами на этапе (i).
[0036] Свариваемый узел, состоящий из металлических листов, между которыми обеспечен слой из металлического компонента
Чтобы упростить рассмотрение, свариваемый узел, состоящий из двух металлических листов и имеющий слой из металлического компонента между этими листами, будет рассмотрен с использованием чертежей. Как рассмотрено далее, в настоящем изобретении число металлических листов не ограничивается двумя. На Фиг. 2 показан свариваемый узел, состоящий из металлических листов, между которыми обеспечен слой из металлического компонента. Отметим, что в приведенном ниже описании, если смотреть в направлении наложения металлических листов, сторона, с которой выпускается лазерный пучок, считается «верхней стороной», а другая сторона считается «нижней стороной».
[0037] Как показано на Фиг. 2, свариваемый узел 2 имеет слой 5 из металлического компонента между верхним металлическим листом 3 и нижним металлическим листом 4. Верхняя сторона металлического листа свариваемого узла 2 представляет собой поверхность, на которую выпускают лазерный пучок 6. На этом чертеже направление сканирования лазерного пучка 6 это направление к наблюдателю. Участок, на котором сваривают верхний металлический лист 3 и нижний металлический лист 4, это запланированный участок «а» сварки.
[0038] На Фиг. 2 показан случай, когда слой 5 из металлического компонента сформирован на всей верхней поверхности нижнего металлического листа 4. Необходимо сформировать слой 5 из металлического компонента по меньшей мере только на запланированном участке «а» сварки на нижнем металлическом листе 4. Слой 5 из металлического компонента необязательно формировать на всей верхней поверхности нижнего металлического листа 4. При этом слой 5 из металлического компонента также формируют на других запланированных свариваемых участках в направлении выполнения сварки на нижнем металлическом листе 4. При наложении трех или более листов достаточно создать слой из металлического компонента на по меньшей мере одной из их наложенных поверхностей.
[0039] Толщина слоя из металлического компонента предпочтительно равна 0,06t1/2-0,01 (мм) или менее, при определении суммарной толщины металлических листов, подлежащих сварке, как «t» (мм). Если толщина слоя из металлического компонента превышает 0,06t1/2-0,01 (мм), внутри металла сварного шва на границе соединения легко возникают раковины. Кроме того, чтобы обеспечить увеличение ширины металла сварного шва на границе соединения в соответствии с настоящим изобретением, толщина слоя предпочтительно должна быть равна 1 мкм или более.
[0040] Протяженность слоя 5 из металлического компонента в направлении выполнения сварки (ниже называемая «длиной слоя из металлического компонента») в предпочтительном случае совпадает с протяженностью запланированного участка сварки в направлении выполнения сварки. Кроме того, длина слоя 5 из металлического компонента в направлении, перпендикулярном направлению выполнения сварки и параллельном поверхности стальных листов (ниже называемый «шириной слоя из металлического компонента») в предпочтительном случае представляет собой ширину запланированного участка «а» сварки или больше нее и составляет 0,1 м или более. Если ширина слоя из металлического компонента меньше ширины запланированного участка «а» сварки или меньше 0,1 мм, становится трудно увеличить ширину расплавленного металла на границе соединения.
[0041] Металлический компонент, образующий слой 5, конкретным образом не ограничивается, пока температура кипения выше температуры плавления металла металлических листов. Если металлический компонент с температурой кипения выше, чем температура плавления металла металлических листов, в принципе, может быть достигнут аналогичный эффект. Например, это также может быть нестехиометрический оксид, состав которого отличается от стехиометрического. Когда металлические листы представляют собой стальные листы, если учитывать температуру кипения, предпочтительно использовать металлический оксид. В частности, предпочтительным является оксид цинка.
[0042] Способ создания слоя из металлического компонента
Способ создания слоя 5 из металлического компонента на верхней поверхности нижнего металлического листа 4 конкретным образом не ограничивается. Например, можно диспергировать порошок из металлического компонента в воде или спирте, нанести полученное покрытие при помощи щетки и т.д., и затем дать просохнуть для создания слоя. Кроме того, если металлический компонент представляет собой оцинкованный стальной лист, термическая обработка также позволяет создать слой из оксида цинка. Кроме того, также можно нанести порошок из металлического компонента в исходном виде и затем выполнить лазерную сварку. В предпочтительном случае также можно нанести порошок из металлического компонента и затем подвергнуть его термической обработке до выполнения сварки лазерным пучком. В качестве способа термической обработки можно рассматривать помещение в нагревательную печь, нагрев при помощи горячей пластины, непосредственный контакт металлического компонента с источником тепла в виде электрической дуги, лазерного пучка, инфракрасного излучения и т.д., высокочастотный индукционный нагрев или другие способы. Кроме того, можно добавлять металлический компонент на поверхность металлических листов в процессе их изготовления.
[0043] Рассмотрим один примерный способ распределения порошка из металлического компонента на верхней поверхности нижнего металлического листа 4 для создания слоя 5 из металлического компонента. При распределении порошка из металлического компонента на верхней поверхности нижнего металлического листа 4 для формирования слоя 5 из металлического компонента, имеющего требуемую толщину, предпочтительно распределять этот порошок после установки элемента для регулирования толщины на той части верхней поверхности нижнего металлического листа 4, на которой слой 5 из металлического компонента формироваться не будет, или вокруг этого листа 4. Элемент для регулирования толщины, например, представляет собой элемент в форме листа заранее заданной толщины, элемент в форме рамки, имеющий отверстие в части, соответствующей области формирования слоя из металлического компонента, и т.д.
[0044] Далее, если используется элемент для регулирования толщины, порошок из металлического компонента распределяется по верхней поверхности нижнего металлического листа 4 для создания слоя 5 из металлического компонента, имеющего требуемую толщину, элемент для регулирования толщины удаляется, и на слой 5 из металлического компонента накладывается верхний металлический лист 3 для формирования свариваемого узла 2, состоящего из двух металлических листов, между которыми обеспечен слой 5 из металлического компонента.
[0045] Размер частиц используемого порошка из металлического компонента конкретным образом не ограничивается и может быть выбран с учетом эффективности распределения этого порошка. Предпочтительно, еcли основной размер частиц составляет 0,5 мкм или менее. Например, если используется металлический компонент, представляющий собой оксид цинка, для получения слоя оксида цинка шириной 0,6 мм и длиной 100 мм, если исходить из обеспечения толщины «t» этого слоя менее 100 мкм, в случае, когда основной размер частиц порошка оксида цинка составляет в среднем 0,025 мкм, необходимо распределить 0,34-13,44 мг этого порошка.
[0046] Кроме того, тип или химический состав металлических листов конкретным образом не ограничивается. Металлические листы должны быть изготовлены с получением механических свойств, соответствующих области применения. В качестве металлических листов, например, можно использовать листы из стали, алюминиевого сплава, титанового сплава, магниевого сплава и т.д. Например, в качестве стальных листов можно использовать оцинкованные стальные листы, стальные листы, плакированные алюминием, горячештампованные листы, стальные листы без покрытия и т.д. Кроме того, конкретным образом не ограничивается толщина металлических листов.
[0047] Настоящее изобретение дает наибольший эффект для металлических листов с толщиной в диапазоне 0,5-3,2 мм. Улучшение прочности сварного соединения в зоне сварки обеспечивается, даже если толщина листов меньше 0,5 мм, но толщина листов влияет на прочность соединения, поэтому улучшение прочности соединения в целом меньше, и диапазон областей применения элемента из металлических листов ограничен. Кроме того, улучшение прочности сварного соединения в зоне сварки обеспечивается, даже если толщина листов превышает 3,2 мм, но, если исходить из снижения веса элемента из металлических листов, диапазон областей применения этого элемента сужается.
[0048] Число наложенных металлических листов конкретным образом не ограничивается. Способ изготовления по настоящему изобретению не ограничивается наложением при сварке лазерным пучком двух металлических листов. Он также может быть применен для сварки лазерным пучком с наложением трех или более металлических листов. Все металлические листы могут относиться к одному типу, иметь один химический состав и одну толщину, или могут отличаться по этим параметрам. Кроме того, при наложении трех или более металлических листов при сварке лазерным пучком, слой из металлического компонента может быть создан между всеми металлическими листами или между некоторыми из них.
[0049] Форма области наложения, в которой получают сварное соединение
Необходимо только, чтобы металлические листы, для которых создается сварное соединение, имели области листовой формы в месте, где создают сварное соединение, и нет необходимости в том, чтобы они в целом имели вид листов. Например, также возможно наличие фланцевых областей в элементах определенных конфигураций, изготовленных путем штамповки с получением трапецеидальной формы поперечного сечения, и т.д. Кроме того, изобретение не ограничивается соединением нескольких металлических листов. Это соединение может также представлять собой сварное соединение с наложением для одного металлического листа, который превращают в трубу или элемент другой заранее определенной формы с наложением его концевых частей.
[0050] Далее будет рассмотрен способ сварки свариваемого узла при помощи лазерного пучка в направлении наложения металлических листов, соответствующий этапу (ii).
[0051] Машина для сварки лазерным пучком
Машина для сварки лазерным пучком, используемая в настоящем изобретении, конкретным образом не ограничивается. Можно применять обычную машину для сварки лазерным пучком. Вместо машины для сварки лазерным пучком также можно использовать удаленную лазерную головку. Однако удаленная лазерная головка является дорогостоящей, поэтому предпочтительно использовать машину, аналогичную обычной машине для сварки лазерным пучком.
[0052] Обычная машина для сварки лазерным пучком содержит лазерный генератор, световод, оптическую систему фокусировки, систему привода, систему подачи защитного газа и т.д. В качестве лазерного генератора можно использовать, например, CO2 лазер, YAG лазер, волоконный лазер, дисковый лазер, полупроводниковый лазер или другой лазер. Лазерный пучок, испускаемый лазерным генератором, направляют по световоду к оптической системе фокусировки. Оптическая система фокусировки содержит параболическое зеркало или собирательную линзу и т.д. и фокусирует передаваемый лазерный пучка.
[0053] Положение фокуса лазерного пучка является изменяемым, но, например, задается на верхней поверхности верхнего металлического листа 3. Кроме того, сфокусированный лазерный пучок выводят на стальной лист для сварки. Помимо этого, перемещение при выполнении сварки обеспечивает система привода. В дополнение к этому можно также использовать полупроводниковый лазер, в котором свет, испускаемый генератором, непосредственно направляется в оптическую систему фокусировки без использования световода. Если необходимо, можно использовать защитный газ.
[0054] Способ сварки лазерным пучком
Способ сварки лазерным пучком может быть осуществлен с использованием параметров обычной сварки лазерным пучком, используемой для получения изделий, отличающихся от свариваемого узла 2, состоящего из металлических листов, между которыми обеспечен слой 5 из металлического компонента. Например, чтобы сварить свариваемый узел 2, состоящий из стальных листов, между которыми обеспечен слой 5 из металлического компонента, представляющий собой слой оксида цинка, можно использовать обычную машину для сварки лазерным пучком при следующих параметрах сварки: выходная мощность лазера 2-30 кВт, диаметр точки сфокусированного пучка 0,1-1,0 мм и скорость сварки 0,1-60 м/мин.
[0055] Кроме того, сквозное проплавление, возникающее при сварке лазерным пучком, можно задавать так, чтобы оно проходило насквозь через нижний металлический лист 4. Если не допускается сквозное прохождение через нижний металлический лист 4, в предпочтительном случае сквозное проплавление достигает этого листа. Кроме того, зона сварки может иметь форму не только прямой линии, но также изогнутой линии, окружности, тора и т.д.
[0056] При выполнении сварки таким образом металлический компонент захватывается в расплавленный металл, но температура кипения металлического компонента выше температуры плавления металла металлического листа, поэтому металлический компонент не сразу будет превращаться в газ внутри расплавленного металла. При этом в области сквозного проплавления и в ее окрестностях температура будет повышаться и дальше, поэтому частицы металлического компонента будут испаряться, и из-за этого давление в области сквозного проплавления будет расти. В результате расплавленный металл будет выталкиваться в зазор между металлическими листами, и ширина области расплавленного металла на границе соединения может стать равной 0,6t1/3+0,14 (мм) или более, причем суммарная толщина наложенных металлических листов равна «t» (мм), а в предпочтительном случае - значительно больше ширин металла сварного шва на передней и задней поверхностях наложенных и сваренных металлических листов. За счет увеличения ширины области расплавленного металла на границе соединения, реализованного таким образом, при помощи лазерной сварки можно получить соединение лазерной сваркой, имеющее улучшенную прочность на срез при растяжении.
[0057] Как рассмотрено выше, согласно настоящему изобретению можно улучшить прочность на срез при растяжении для соединения лазерной сваркой без использования дорогостоящей удаленной лазерной головки, используя только обычную машину для лазерной сварки. Кроме того, так как обеспечен слой из металлического компонента, перестает быть необходимой термическая обработка, поэтому никогда не будет увеличиваться время сварки. Помимо этого, можно не допустить температурных деформаций, вызываемых этапом термической обработки, в результате чего повышается точность геометрии элемента.
Примеры
[0058] Далее будут рассмотрены примеры реализации настоящего изобретения. Параметры в примерах являются иллюстративными и применяются для подтверждения работоспособности и эффектов настоящего изобретения. Настоящее изобретение не ограничивается такими иллюстративными параметрами. В настоящем изобретении могут применяться различные параметры, пока это не выходит за пределы сущности этого изобретения, и пока выполняется задача этого изобретения.
[0059] Пример 1
Были подготовлены два стальных листа 30 мм × 100 мм с толщиной 1,6 мм. По верхней поверхности одного стального листа был распределен порошок оксида цинка (ZnO) с получением толщины 20 мкм для формирования слоя оксида цинка. На этот слой оксида цинка был наложен другой стальной лист, чтобы подготовить свариваемый узел 1. Кроме того, были подготовлены два стальных листа с аналогичными размерами. На верхнюю поверхность одного стального листа в той области, в которой не будет выполняться сварка, вместо формирования слоя оксида цинка, был установлен элемент для регулирования толщины, имеющий толщину 20 мкм. Был наложен другой стальной лист, чтобы подготовить свариваемый узел 2, состоящий из стальных листов, между которыми обеспечен зазор 20 мкм. Отметим, что было подготовлено по два свариваемых узла 1 и 2 для изучения поперечных сечений зон сварки и проведения испытаний на срез при растяжении после сварки лазерным пучком.
[0060] На свариваемых участках свариваемых узлов 1 и 2 использовался YAG лазер для сварки по длине 30 мм при следующих параметрах сварки: диаметр пятна ∅0,6 мм, выходная мощность лазера 4,5 кВт и скорость сварки 4,0 мм/мин. Ниже полученные сварные узлы 1 и 2 будут называться Испытательными образцами 1 и 2, соответственно.
[0061] Затем Испытательные образцы 1 и 2 были разрезаны параллельно направлению наложения стальных листов, включая зоны сварки, для исследования поперечных сечений в этих зонах. В поперечных сечениях были измерены ширины металла сварного шва на границах соединения в зонах сварки, полученных в результате лазерной сварки. На Фиг. 3 приведена взаимосвязь между наличием слоя оксида цинка и шириной границы соединения в зоне сварки. Как видно из Фиг. 3, Испытательный образец 1 имеет ширину границы соединения в зоне сварки приблизительно в 1,5 раза больше, чем Испытательный образец 2.
[0062] Испытательный образец 1 состоит из стальных листов, между которыми находится слой оксида цинка, в то время как в Испытательном образце 2 в области, отличающейся от участка сварки, находился элемент для регулирования толщины. Расстояния между стальными листами в Испытательных образцах 1 и 2 были заданы одинаковыми, поэтому различия в ширинах границ соединения в зонах сварки этих образцов обусловлены действием слоя из оксида цинка.
[0063] Далее Испытательные образцы 1 и 2 были подвергнуты испытаниям на срез при растяжении на основе метода испытаний на срез при растяжении (стандарт JIS Z 3136). На Фиг. 4 приведена взаимосвязь между наличием слоя оксида цинка и прочностью на срез при растяжении. Из Фиг. 4 видно, что Испытательный образец 1 имеет прочность на срез при растяжении, которая приблизительно на 10% выше, чем у Испытательного образца 2.
[0064] Как показано на Фиг. 3 и Фиг. 4, имеются одинаковые взаимосвязи наличия слоя оксида цинка с шириной границы соединения в зоне сварки и прочностью на срез при растяжении, а именно, когда имеется слой оксида цинка, ширина границы соединения в зоне сварки и прочность на срез при растяжении увеличиваются, поэтому в Испытательном образце 1 прочность на срез при растяжении улучшается из-за увеличения ширины границы соединения в зоне сварки. Кроме того, ширина границы соединения в зоне сварки увеличилась из-за испарения оксида цинка и подъема внутреннего давления у этой границы в области сквозного проплавления, в результате чего расплавленный металл выталкивался в наложенные области.
[0065] Пример 2
Было изучено влияние толщины слоя оксида цинка на прочность на срез при растяжении. Испытательные образцы были подготовлены таким же образом, что и в случае Испытательного образца 1, за исключением того, что толщина слоя оксида цинка составляла 1 мкм, 20 мкм, 40 мкм, 50 мкм и 100 мкм, после чего образцы были сварены при аналогичных параметрах лазерной сварки. Затем эти испытательные образцы были подвергнуты испытаниям на срез при растяжении на основе стандарта JIS Z 3136.
[0066] На Фиг. 5 приведена взаимосвязь между толщиной слоя оксида цинка и прочностью на срез при растяжении. На Фиг. 5 также приведена взаимосвязь между толщиной слоя оксида цинка в Испытательных образцах 1 и 2 и прочностью на срез при растяжении. Как видно из Фиг. 5, испытательные образцы с толщиной слоя оксида цинка 1 мкм имели улучшенную прочность на срез при растяжении по сравнению с Испытательным образцом 2. Однако на испытательные образцы с толщиной слоя оксида цинка 100 мкм негативно повлияли раковины в металле сварного шва на границе соединения, поэтому их прочность на срез при растяжении упала по сравнению с Испытательным образцом 2.
Промышленная применимость
[0067] Согласно настоящему изобретению без использования дорогостоящей удаленной лазерной головки, а только при использовании обычной машины для лазерной сварки можно улучшить прочность на срез при растяжении в соединении лазерной сваркой, полученном при помощи лазерной сварки, без увеличения времени сварки. Соответственно, настоящее изобретение имеет превосходную промышленную применимость.
Список ссылочных обозначений
[0068] 1 - зона сварки
2 - свариваемый узел
3 - верхний металлический лист
4 - нижний металлический лист
5 - слой из металлического компонента
6 - лазер
а - запланированный участок сварки
t - толщина слоя из металлического компонента
Изобретение относится к сварному соединению металлических листов и способу его изготовления. Соединение получают лазерной сваркой. Металлические листы располагают с наложением их друг на друга. Сварку лазерным пучком осуществляют в направлении наложения. Получают сварной шов шириной на границе соединения, равной 0,6t1/3+0,14 (мм) или более, где t - суммарная толщина сваренных наложенных металлических листов, мм. В результате сварное соединение имеет улучшенную прочность на срез при растяжении, при этом его получают без увеличения времени сварки и без использования дорогостоящей удаленной лазерной головки. 2 н. и 5 з.п. ф-лы, 5 ил., 2 пр.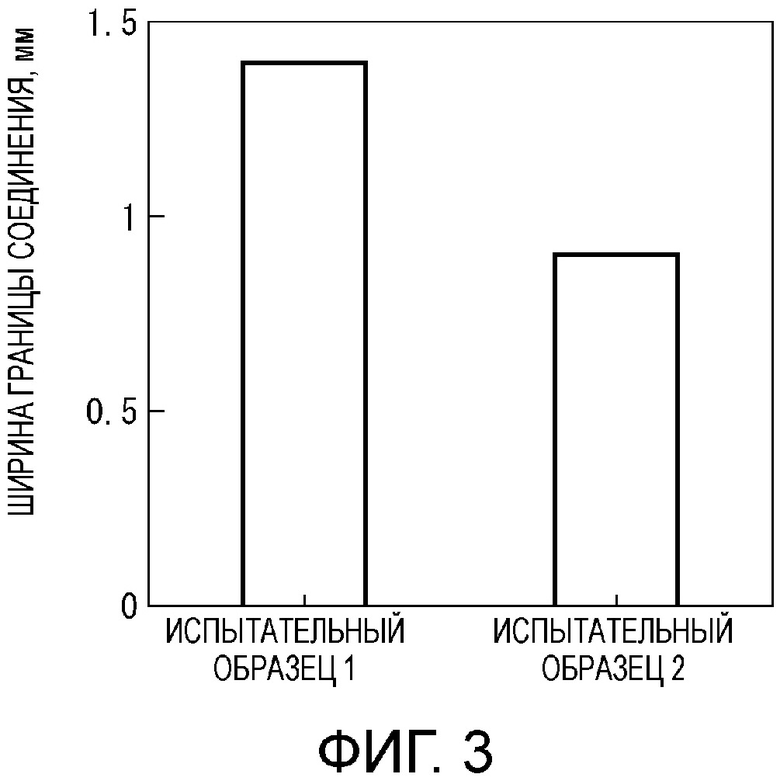
1. Сварное соединение металлических листов, наложенных друг на друга и сваренных лазерной сваркой лазерным пучком в направлении наложения, содержащее сварной шов шириной на границе соединения, равной 0,6t1/3+0,14 (мм) или более, где t - суммарная толщина сваренных наложенных металлических листов, мм.
2. Соединение по п. 1, в котором ширина сварного шва на границе соединения больше ширины сварного шва на передней поверхности и ширины сварного шва на задней поверхности сваренных наложенных металлических листов.
3. Способ изготовления сварного соединения металлических листов, наложенных друг на друга, включающий лазерную сварку наложенных друг на друга металлических листов лазерным пучком в направлении наложения и содержащий следующие этапы:
формирование слоя из металла или соединения металла с температурой кипения выше температуры плавления металлических листов на запланированном участке сварки на поверхности одного металлического листа,
наложение другого металлического листа на упомянутый слой из металла или соединения металла, и
лазерную сварку путем облучения лазерным пучком в направлении наложения металлических листов с обеспечением расплавления упомянутого слоя металла или соединения металла, его испарения, поступления испарившихся частиц металла или соединения металла в зону соединения и подъема давления внутри области сквозного проплавления с увеличением ширины области расплавленного металла на границе соединения.
4. Способ по п. 3, в котором упомянутый слой из металла или соединения металла формируют путем нанесения покрытия в виде порошка из упомянутого металла или соединения металла.
5. Способ по п. 3 или 4, в котором упомянутый металл или соединение металла представляет собой оксид металла.
6. Способ по п. 5, в котором оксид металла представляет собой оксид цинка.
7. Способ по любому из пп. 3-6, в котором упомянутый слой из металла или соединения металла выполняют толщиной, равной 0,06t1/2-0,01 (мм) или менее, где t - суммарная толщина сваренных наложенных металлических листов, мм.
| JP 2002144066 A, 21.05.2002 | |||
| JP 2010089138 A, 22.04.2010 | |||
| БЛОК ЦИЛИНДРОВ ИЗ ЛЕГКОГО СПЛАВА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2212472C2 |
| JP 2003094184 A, 02.04.2003 | |||
| СПОСОБ ДИАГНОСТИКИ СТЕПЕНИ СТЕНОЗА ГОРТАНИ ПРИ ОСТРЫХ РЕСПИРАТОРНЫХ ВИРУСНЫХ ИНФЕКЦИЯХ | 1996 |
|
RU2133104C1 |
| Способ изготовления многослойной конструкции | 1986 |
|
SU1345499A1 |

