Изобретение относится к сварке стальных заготовок, а именно: к лазерно-дуговой сварке плавящимся электродом в среде защитного газа и может быть использовано при создании интегральных конструкций методом сварки стыковых соединений, в частности, для сварки сформованных трубных заготовок из углеродистой стали большого диаметра от 530 до 1420 мм с толщиной стенок от 10 до 45 мм.
Известен способ лазерной сварки стыка кромок стальных трубных заготовок (РФ, патент №2456107, В21С 37/08, В21С 37/30, В23К 26/20, В23К 26/42, В23К 101/06, 20.07.2012), включающий сварку продольного шва путем воздействия на внешнюю поверхность стыка сформованной трубной заготовки электрической дугой с неплавящимся электродом для нагревания до расплавления продольных краев кромок свариваемой поверхности и последующего воздействия на нагретую часть лазерным лучом, направленным вертикально к свариваемым кромкам.
Под воздействием лазерного луча, создающего сконцентрированную тепловую энергию высокой плотности, свариваемые кромки трубы расплавляются и в расплавленном металле формируется сквозное проплавление. Сквозное проплавление является участком с наибольшей концентрацией тепловой энергии лазерного луча, поэтому для получения качественного шва стальной трубы с помощью луча лазера необходимо обеспечить точное и плотное совмещение места контакта краев открытой трубы, что проблематично. Особенно это заметно при большой толщине металла трубной заготовки, в частности, от 10 до 45 мм, поскольку с увеличением толщины трубы увеличивается и величина зазора между свариваемыми кромками и нестабильное положение границ свариваемых кромок. Последнее обуславливает нестабильное состояние расплавленного металла, что приводит к возникновению дефектов, таких как подрез или незаполнение.
Кроме того, при проведении лазерной сварки высокая плотность сконцентрированной тепловой энергии приводит к разбрызгиванию расплавленного металла и, следовательно, к снижению количества расплавленного металла в сварочной ванне. В результате чего возникают дефекты сварки, такие как подрез, поднутрение или незаполнение сварного шва (или ослабление), что снижает прочность сваренного участка шва трубы. В известном способе снизить интенсивность разбрызгивания металла возможно, в частности, путем уменьшения мощности лазерного излучения, например, расфокусировкой. Однако это с большой вероятностью создаст проблему недостаточного проникновения лазерного луча, что, в свою очередь приведет к ухудшению качества шва.
Известен способ изготовления стыка кромок стальной трубной заготовки с использованием двух лазерных лучей. Лазерные лучи передают через разные оптические стекловолокна, и лучи имеют сфокусированные пятна, диаметры которых превышают 0,3 мм. Испускают лазерные лучи таким образом, чтобы передний лазерный луч и задний лазерный луч наклонены к направлению выполнения сварки. Углы наклона определяют относительно направления, перпендикулярного верхней поверхности открытой трубы (трубной заготовки). Угол падения переднего лазерного луча устанавливают больше угла падения заднего лазерного луча. Устанавливают промежуток между центром переднего лазерного луча и центром заднего лазерного луч на задней поверхности открытой трубы 1 мм или более. В результате повышается выход годных изделий за счет снижения вероятности возникновения подреза или незаполнения сварного шва расплавленным металлом (РФ, патент №2552826, В21С 37/08, В23К 26/20, В23К 26/262; B23K 101/06, 10.05.2015; патентообладатель ДжФЕ СТИЛ КОРПОРЕЙШН (JP)).
Как указывалось выше, для эффективного выполнения сварки лучом лазера требуется большая точность совмещения свариваемых кромок. При этом расстояние между свариваемыми кромками для деталей с большой толщиной, в частности, от 10 до 45 мм, может достигать 1 мм. При наличии существенного зазора между свариваемыми кромками и первый, и второй лазерные лучи пройдут сквозь зазор без оплавления кромок и качественного соединения кромок не произойдет.
Кроме того, лазерная сварка, в которой используется лазерный луч с высокой плотностью энергии, представляет собой процесс высокоскоростной сварки с маленькой зоной термического влияния. Это, как показано выше, при наличии зазора между свариваемыми деталями, является предпосылкой к тому, что лазерный луч может пройти через зазор, что приведет к потере тепловой энергии и, как следствие, к образованию дефектов. Кроме того, в известном способе используют только лазерное излучение, в то время как энергия от лазерного излучения концентрируется в одной точке (фокусное пятно), которое, как правило, не превышает десятые доли миллиметра. Это обуславливает интенсивное остывание сварочной ванны, что приводит к повышению твердости и образованию дефектов в сварных швах. Ускоренная кристаллизация сварных швов приводит к тому, что газовые пузыри, которые находятся в расплавленном металле, не успевают всплыть на поверхность и остаются в литой структуре сварных швов в виде пор. Также высокие скорости охлаждения могут приводить к образованию кристаллизационных трещин и несплавлений в сварных швах после лазерной сварки. Кроме того, в известном способе сварка первым лазерным лучом производится по холодному металлу, что также может привести к значительному увеличению твердости в сварном шве и образованию кристаллизационных трещин. Второй лазерный луч за счет повторного термического воздействия способен снизить твердость, но это влияние будет незначительным. Так же второй лазерный луч способен переварить трещины, которые могут образоваться от воздействия первого луча, однако нет гарантий, что трещины вновь не возникнут после сварки вторым лучом лазера из-за наличия перечисленных выше недостатков лазерной сварки.
Частично проблема качественной сварки стыка заготовок, имеющих толщину от 10 до 45 мм, решена в наиболее близком к предлагаемому способе гибридной лазерно-дуговой сварки (патент US №8253060). В соответствии с известным способом лазерно-дуговая сварка выполняется в тандеме с лазерной сваркой, которая ей предшествует. При этом электрическая дуга расположена после второго луча лазера. Процесс сварки первым лучом лазера включает в себя фокусировку первого лазерного луча на стыке свариваемых кромок и его перемещение вдоль свариваемых кромок с обеспечением сквозного проплавления. Лазерно-дуговую сварку проводят после лазерной сварки так же вдоль сварного стыка, в ходе чего полностью переваривается ранее сваренный лазерный шов, при этом лазерно-дуговую сварку выполняют с образованием общей сварочной ванны электрической дугой и вторым лучом лазера.
В известном способе охлаждение сварочной ванны после гибридной лазерно-дуговой сварки проходит постепенно благодаря использованию двух лазеров и дуговой горелки, вследствие большего тепловложения, что снижает риск образования газовых пор. По этой же причине снижается вероятность сквозного проплавления вторым лазерным лучом.
Однако в известном способе сварка первым лазерным лучом производится по холодному металлу, что может привести к значительному увеличению твердости в сварном шве и образованию кристаллизационных трещин. Второй лазерный луч за счет повторного термического воздействия способен снизить твердость, но это влияние будет незначительным. Так же второй лазерный луч способен переварить трещины, которые могут образоваться от воздействия первого луча, однако нет гарантий, что трещины вновь не возникнут после сварки вторым лучом лазера.
При этом в известном способе второй лазерный луч и электрическая дуга сведены при сварке практически в одну точку. Это во время сварки неизбежно приведет к искривлению парогазового канала, что в процессе кристаллизации сварного шва затруднит выход сварочных газов из сварочной ванны и увеличит вероятность образования дефектов типа пор и шлаковых включений. Кроме того, поскольку формируемая тепловая энергия второго лазера и дуговой горелки направлена практически в одну точку, то сварочная ванна мала, процесс сварки нестабилен, металл от дуги разбрызгивается, подается в канал проплавления неравномерно, что также приводит к дефектам сварного шва в процессе его формирования.
Следует также отметить, что при наличии существенного зазора между свариваемыми кромками до 1 мм первый и второй лазерные лучи пройдут сквозь зазор без оплавления кромок и качественного соединения кромок не произойдет. При этом, поскольку сварочная дуговая горелка расположена позади второго луча лазера, то электрическая дуга плавящегося электрода не способна заполнить расплавленным металлом полость после схлопывания парогазового канала в середине и корне сварного шва, образованную после сварки лазерами. К тому же расположение сварочной дуги позади второго лазерного луча еще более усугубляет ситуацию при сварке деталей с зазором, так как зазор в этом случае практически не заполняется расплавленным металлом от дуги, особенно сильно это проявляется в середине и в корне сварного шва.
Кроме того, остается проблема разбрызгивания расплавленного металла из сварочной ванны как первого, так и второго лазеров, что, как показано выше, уменьшает объем сварочной ванны и ухудшает качество сварного шва.
Таким образом, из вышеизложенного следует, что существует проблема выполнения лазерной сварки стыка стальных заготовок с толщиной металла от 10 до 45 мм, заключающаяся в возможности выполнения сквозного проплавления шва с гарантированным проваром и с гарантированным заполнением зазора между свариваемыми кромками при его наличии.
Существующую проблему решает заявленный способ лазерно-дуговой сварки стыка стальных толстостенных заготовок из углеродистой стали.
При осуществлении заявленного способа достигается технический результат, заключающийся в возможности:
- снижения требований к ширине зазора меду свариваемыми кромками;
- оптимизации микроструктуры сварных швов;
- сдерживания роста твердости сварных швов;
- улучшения дегазации сварочной ванны, что позволяет минимизировать или исключить полностью риск образования таких дефектов как кристаллизационные трещины и поры.
Сущность заявленного изобретения состоит в том, что в способе лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм, включающем воздействие на свариваемую поверхность сначала первым лазерным лучом, который устанавливают перпендикулярно по отношению к свариваемой поверхности, и воздействие гибридной лазерно-дуговой сваркой с плавящимся электродом, в процессе которой электрическая дуга образует со вторым лазерным лучом единую сварочную ванну, новым является то, что первый лазерный луч формируют расфокусированным с диаметром фокального пятна 4-5 мм и размещают на расстоянии 50-70 мм от второго лазерного луча, при этом воздействием первого лазерного луча выполняют оплавление свариваемых кромок до перекрытия зазора между ними с образованием сварочной ванны, причем сварочную дуговую горелку размещают перед вторым лазерным лучом, который фокусируют на поверхность сварочной ванны, образованной первым лучом лазера, при этом расстояние между центром сфокусированного пятна второго лазерного луча и точкой дугового контакта составляет 10-15 мм, при этом второй лазерный луч наклоняют в сторону направления движения свариваемых кромок на угол 20-25° относительно нормали к поверхности свариваемых заготовок, а сварочную дуговую горелку наклоняют в сторону, противоположную направлению движения свариваемых кромок на угол 30-35° относительно нормали к поверхности свариваемых заготовок, при этом в процессе сварки подают защитный газ в зону сварки в одном направлении с электродом сварочной дуговой горелки.
Заявленный технический результат достигается следующим образом.
Как отмечалось выше, лазерная сварка, в которой используют лазерный луч с высокой плотностью энергии, представляет собой процесс высокоскоростной сварки с локализованной зоной термического влияния. При лазерной сварке расплавленный металл образуется в очень узкой области. В результате, при наличии зазора между свариваемыми кромками заготовки лазерный луч может пройти через зазор, что приведет к непровару, к потере энергии и, как следствие, к образованию дефектов. Кроме того, энергия от лазерного излучения концентрируется в одной точке (фокусное пятно, которое, как правило, не превышает десятые доли миллиметра), что обусловливает быстрое остывание образовавшейся сварочной ванны и приводит к повышению твердости и образованию дефектов в сварных швах. Ускоренная кристаллизация сварных швов приводит к тому, что газовые пузыри, которые находятся в расплавленном металле, не успевают всплыть на поверхность и остаются в литой структуре сварных швов в виде пор. Высокая скорость охлаждения сварочной ванны, кроме того, может явиться причиной образования кристаллизационных трещин и несплавлений в сварных швах после лазерной сварки.
В заявленном способе лазерную сварку выполняют в два этапа. На первом этапе воздействием первого лазерного луча выполняют оплавление свариваемых кромок заготовки до перекрытия зазора между ними с образованием сварочной ванны, в то время как в прототипе первый лазерный луч выполняет сквозное проплавление. В заявленном способе возможность оплавления свариваемых кромок заготовки до перекрытия зазора между ними с образованием сварочной ванны обеспечивается благодаря тому, что первый лазерный луч используют расфокусированным: первый лазерный луч устанавливают перпендикулярно по отношению к свариваемой поверхности и расфокусируют до диаметра фокального пятна 4-5 мм. В результате первый лазерный луч работает в режиме, при котором не выполняет сквозного проплавления, а служит для предварительного подогрева, оплавления кромок и перекрытия имеющегося зазора. Кроме того, использование расфокусированного первого лазерного луча увеличивает площадь воздействия его тепловой энергии, что увеличивает зеркало сварочной ванны, а, следовательно, снижет скорость остывания образовавшейся сварочной ванны, препятствуя резкому повышению твердости в сварных швах, что позволяет избежать кристаллизационных трещин и несплавлений в сварных швах после лазерной сварки.
Таким образом, после воздействия первого лазерного луча оплавленные кромки свариваемых заготовок образуют сварочную ванну. При этом, как показал опыт, расстояние между первым и вторым лазерным лучом, составляющее 50-70 мм, достаточно для обеспечения рабочего пространство для электродуговой сварочной горелки, а также для того, чтобы сформированная первым лучом ванна не остыла до воздействия на нее сварочной горелки и второго лазерного луча, которые совместно выполняют окончательную сварку.
Как отмечалось выше, при сварке сфокусированным лазерным лучом происходит практически точечное воздействие сконцентрированной тепловой энергии лазерного луча, в результате чего сварочная ванна мала, что приводит к ее быстрому остыванию, следовательно, к ускоренной кристаллизации металла шва. Это приводит к тому, что газовые пузыри, которые находятся в расплавленном металле, не успевают всплыть на поверхность и остаются в литой структуре сварных швов в виде пор. В заявленном способе первый луч используют расфокусированным, что позволяет увеличить объем сварочной ванны и тем самым снизить время ее остывания, следовательно, обеспечивается возможность сдерживания скорости кристаллизации металла шва. Кроме того, благодаря заявленному расстоянию между первым и вторым лазерными лучами, а также благодаря тому, что электрическая дуга сварочной горелки расположена впереди второго луча, дуга сварочной горелки переваривает шов, выполненный первым лазерным лучом, и заполняет расплавленным металлом полости после схлопывания парогазового канала как в середине, так и в корне сварного шва, образующиеся в результате воздействия первым лазерным лучом, что снижает вероятность появления несплавлений и трещин в этих зонах.
Благодаря тому, что имеющийся зазор закрыт ванной, сформированной первым лучом, а второй лазерный луч сфокусирован на поверхность ванны и электрическая дуга, располагаемая перед вторым лучом лазера, образует вместе с ним единую сварочную ванну, - второй луч лазера интенсивно «проталкивает» в шов металл от плавления электрода горелки и равномерно заполняет им сварочную ванну до самого корня, что не позволяет второму лазерному лучу пройти сквозь зазор и обеспечивает качественное полное проплавление шва. Одновременно осуществляется легирование всей сварочной ванны металлом электрода, что также улучшает качество сварного шва. В результате обеспечивается возможность выполнения сквозного проплавления шва с гарантированным проваром и с гарантированным заполнением зазора между свариваемыми кромками при его наличии.
Как отмечалось выше, при проведении лазерной сварки концентрируется тепловая энергия высокой плотности, что приводит к разбрызгиванию расплавленного металла и снижению его количества в сварочной ванне, в результате чего возникают дефекты сварки такие, как подрез, поднутрение или незаполнение сварного шва (или ослабление), что снижает прочность шва сваренного участка шва заготовки.
В заявленном способе разбрызгивание металла в результате воздействия первым лазерным лучом снижается благодаря тому, что применяют расфокусированый луч.
Разбрызгивание металла сварочной ванны, образованной вторым лазерным лучом снижается за счет заявленного позиционирования второго лазерного луча и сварочной дуговой горелки. Как показал опыт, предлагаемое расстояние между центром сфокусированного пятна лазерного излучения и точкой дугового контакта от 10 до 15 мм обеспечивает равномерное перераспределение результирующей энергии, воздействующей на свариваемую поверхность, что эффективно снижает разбрызгивание металла от воздействия второго лазерного луча и обеспечивает равномерное заполнение пространства между свариваемыми кромками расплавленным металлом от воздействия лазера и сварочной дуговой горелки с плавящимся электродом, улучшая качество готового шва. Кроме того, благодаря тому, что второй лазерный луч наклоняют в сторону направления движения кромок свариваемой поверхности, а дуговую горелку наклоняют в сторону, противоположную направлению движения кромок свариваемой поверхности, второй луч лазера и дуговая горелка излучают тепловую энергию навстречу друг другу. При заявленных углах наклона второго лазерного луча (от 20 до 25°) и электрода дуговой горелки (от 30 до 35°) их осевые линии пространственно пересекаются внутри стыкуемых кромок примерно на среднем уровне толщины кромок. В результате обеспечивается эффективное взаимодействие обеих энергий в глубине стыкуемых кромок примерно на среднем уровне, что, в свою очередь, обеспечивает равномерное перекрытие воздействующей энергией от обоих источников всей ширины будущего шва. Кроме того, предлагаемое расстояние между центром сфокусированного пятна второго луча лазера и точкой дугового контакта горелки (от 10 до 15 мм) в совокупности с предлагаемым позиционированием второго лазерного луча и дуговой горелки увеличивает размер (зеркало) сварочной ванны, что способствует выпрямлению парогазового канала и ускоренному выходу сварочных газов. В результате этого улучшается качество сварного шва.
Конкретный выбор углов наклона второго лазерного луча (от 20 до 25°) и электрода дуговой горелки (от 30 до 35°), а также расстояния между центром сфокусированного пятна лазерного излучения и точкой дугового контакта электрода дуговой горелки (от 10 до 15 мм) определяются мощностью используемого лазера и скоростью сварки (скорость движения кромок свариваемой поверхности).
Условия сварки, включающие количественные значения углов наклона второго лазерного луча и дуговой горелки, также расстояние между центром сфокусированного пятна второго лазерного излучения и точкой дугового контакта дуговой горелки получены опытным путем и являются оптимальными. Так, в указанных пределах, включая граничные значения, сохраняется синергетический эффект от совместного использования лазерной и дуговой сварки. Превышение верхнего значения указанных пределов приводит к исчезновению синергетического эффекта, поскольку каждый вид сварки начинает действовать самостоятельно, что не обеспечивает достижение заявленного технического результата. Выход за нижние числовые значения и невыполнение предлагаемой установки второго дуговой горелки также не приводят к желаемому техническому результату.
Кроме того, уменьшение пористости и снижение вероятности образования свищей обеспечивается подачей в зону электрода горелки защитного газа. В зоне электрода защитный газ в процессе сварки подают в одном направлении с электродом дуговой горелки. Это позволяет устранить явление капельного переноса материала электрода в ванну и, следовательно, снизить образование дефектов типа шлаковых включений.
Таким образом, в заявленном способе:
- использование первого лазерного луча обеспечивает возможность организации предварительного подогрева первым лазерным лучом свариваемых кромок трубы, что снижает твердость и вероятность образования дефектов в готовых сварных швах, а также обеспечивает возможность перекрытия имеющегося зазора (до 1 мм) между свариваемыми кромками сформованной трубы путем образования между ними сварочной ванны, как показал опыт, полностью исключает возможность сквозного проплавления вторым лазерным лучом и позволяет снизить требования к величине зазора;
- размещение сварочной дуговой горелки перед вторым лазерным лучом позволяет обеспечивает равномерное заполнение разделки и зазора между свариваемыми кромками, легирует середину и корень сварного шва металлом плавящегося электрода горелки, улучшая качество готового сварного шва;
- размещение лазерных лучей на заявленном расстоянии, размещение сварочной дуговой горелки перед вторым лазерным лучом и заявленное позиционирование второго лазерного луча и сварочной дуговой горелки обеспечивают оптимальный режим по газообразованию.
Таким образом, при выполнении сварки стыка толстостенных заготовок из углеродистой стали заявленным способом обеспечиваются благоприятные условия кристаллизации сварочной ванны после лазерно-дуговой сварки, при которых охлаждение металла шва происходит плавно и равномерно, а также создаются благоприятные условия для выполнения сквозного проплавления сварного шва с обеспечением гарантированного провара с заполнением зазора между кромками до 1 мм при его наличии, что позволяет снизить требования к величине зазора между свариваемыми кромками.
Из вышеизложенного следует, что заявленный способ решает проблему выполнения лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной металла от 10 до 45 мм, заключающуюся в возможности выполнения сквозного проплавления шва с гарантированным проваром и с гарантированным заполнением зазора между свариваемыми кромками при его наличии. При этом при осуществлении заявленного способа достигается технический результат:
- снижение требований к ширине зазора меду свариваемыми кромками;
- оптимизация микроструктуры сварных швов;
- сдерживание роста твердости сварных швов;
- улучшение дегазации сварочной ванны, что позволяет минимизировать или исключить полностью риск образования таких дефектов как кристаллизационные трещины и поры.
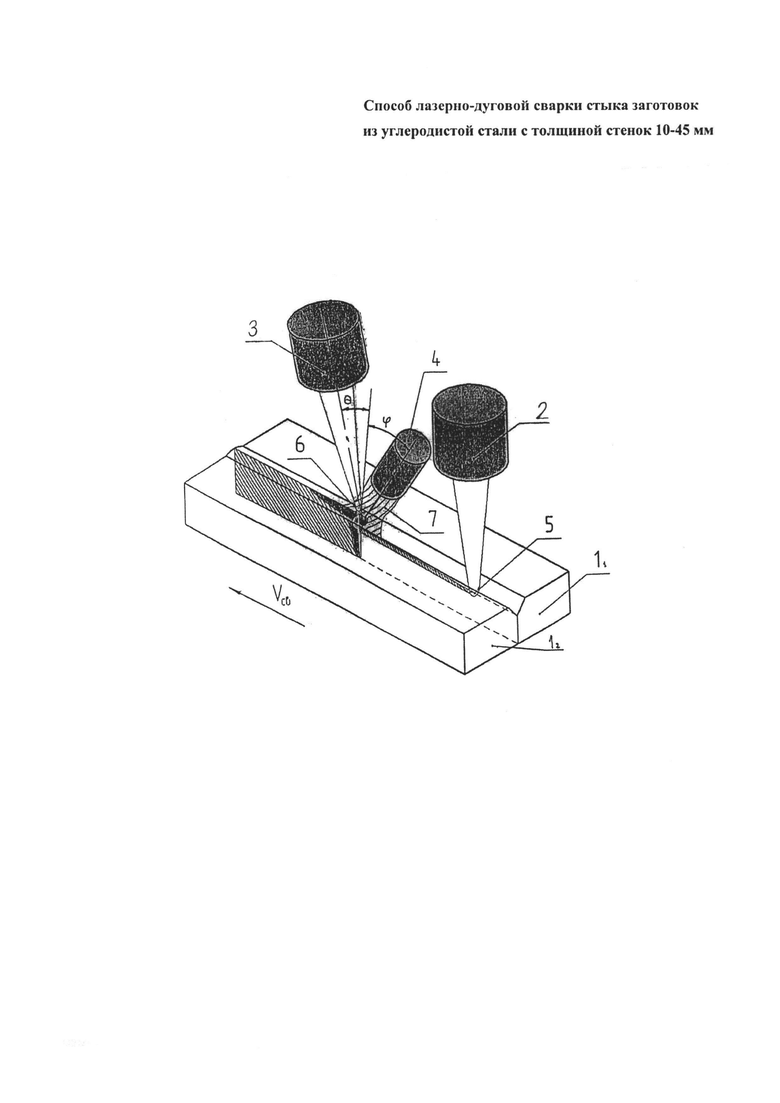
На фигуре схематично изображен сварочный процесс, происходящий при сварке встык двух пластин и имеются позиции: 1 - свариваемые пластины; 2 - первый лазерный луч; 3 - второй лазерный луч; 4 - электродуговая сварочная горелка; 5 - фокальное пятно и сварной шов от первого лазерного луча; 6 - фокальное пятно и сварной шов от второго лазерного луча; 7 - защитный газ для гибридной сварки; сварочную дуговую горелку наклоняют в сторону, противоположную направлению движения свариваемых кромок, на угол ϕ 30-35° относительно нормали к поверхности свариваемых кромок; расстояние между центром сфокусированного пятна лазерного излучения и точкой дугового контакта составляет от 10 до 15 мм; лазерный луч наклоняют в сторону направления движения кромок свариваемой поверхности на угол θ от 20 до 25°, относительно нормали к поверхности свариваемых кромок; Vсв - направление движения кромок свариваемой поверхности.
Заявленный способ лазерно-дуговой сварки сформованных трубных заготовок осуществляют следующим образом. На свариваемую поверхность сначала воздействуют первым лазерным лучом, который устанавливают перпендикулярно по отношению к свариваемой поверхности и фокусируют на стыке свариваемых кромок заготовки. Первый лазерный луч формируют расфокусированным с диаметром фокального пятна 4-5 мм. Воздействием первого лазерного луча выполняют оплавление свариваемых кромок до перекрытия зазора между ними с образованием сварочной ванны в форме чаши. Затем воздействуют гибридной лазерно-дуговой сваркой с плавящимся электродом, в процессе которой электрическая дуга образует со вторым лазерным лучом единую сварочную ванну. Расстояние между первым и вторым лазерным лучом составляет 50-70 мм. Сварочную дуговую горелку размещают перед вторым лазерным лучом, который фокусируют на поверхность сварочной ванны, образованной первым лучом лазера. Расстояние между центром сфокусированного пятна второго лазерного луча и точкой дугового контакта составляет 10-15 мм, при этом второй лазерный луч наклоняют в сторону направления движения свариваемых кромок на угол θ 20-25° относительно нормали к поверхности свариваемых кромок, а сварочную дуговую горелку наклоняют в сторону, противоположную направлению движения свариваемых кромок на угол ϕ 30-35° относительно нормали к поверхности свариваемых кромок. В процессе сварки подают защитный газ в зоне электрода в одном направлении с электродом сварочной дуговой горелки.
Генераторы лазерного луча, используемые в настоящем изобретении, могут быть любыми, подходящим по требуемой мощности.
В зоне электрода защитный газ в процессе сварки подают в одном направлении с электродом дуговой горелки. Это позволяет устранить явление капельного переноса материала электрода в ванну и, следовательно, снизить образование дефектов типа шлаковых включений.
Заявленный способ был опробован при сварке стальных пластин, длиной 50 см, толщиной 21,7 мм, зазор 0,7 мм, из углеродистой стали класса прочности K60.
Осуществляли лазерно-дуговую сварку в среде защитных газов (смесь Ar и СО2). Первый и второй лазерные лучи генерировали от лазерных источников мощностью 35 кВт. Мощность излучения составляла 15-32 кВт. Сварочная дуговая горелка содержала электрод в виде сварочной проволоки диаметром 1,6 мм, которую подавали в зону сварки через сварочную горелку фирмы Fronius. Ток на сварочной дуге составлял от 300 А до 500 А, напряжение 18-30 В. Скорость сварки составляла от 1 до 3 м/мин.
Лазерные головки 2, 3 и сварочная дуговая горелка 4 неподвижно закреплены на стане. Свариваемые стальные пластины 1 закреплены на стане с возможностью перемещения по направлению Vсв (см. фиг.). Лазерные головки 2 и 3 закреплены на стане на расстоянии друг от друга 65 мм.
Перед началом эксперимента дуговую горелку 4 и второй лазерный луч 3 позиционировали следующим образом: второй лазерный луч 3 фокусировали на предполагаемую поверхность сварочной ванны, которая должна быть образована первым лучом лазера (фокальное пятно 6); электрод дуговой горелки 4 отодвигали от центра фокального пятна 6 второго лазера 3 на расстояние 12 мм. Оптическую головку второго лазерного луча 3 поворачивали таким образом, чтобы лазерный луч 3 был наклонен в сторону направления движения кромок свариваемой поверхности. При этом значение угла наклона θ устанавливали в пределах от 20 до 25° относительно нормали к поверхности свариваемых кромок. Дуговую горелку наклоняли в сторону, противоположную направлению движения кромок свариваемой поверхности. При этом угол ϕ наклона электрода дуговой горелки устанавливали в пределах от 30 до 35° относительно нормали к поверхности свариваемых кромок. Расфокусировка первого лазерного луча 4,5 мм. Достигнутые положения первого и второго лазерных лучей и сварочной дуговой горелки фиксировали.
После выполнения сварки визуальный осмотр готового шва, а также осмотр шлифа посредством специального оборудования не выявил сквозных отверстий и раковин.
Для подтверждения достижения заявленного технического результата, исследовали макроструктуру сварных швов путем травления продольных шлифов сварного соединения реактивом Баталова. Дефектов шва не выявлено.
Для определения формы парогазового канала выполняли продольный шлиф таким образом, чтобы на срезе было сечение из середины сварного шва. Исследование показало, что предлагаемое расположение лазерного луча и электрода позволяет выпрямить парогазовый канал до вертикального.
Опытным путем подтверждено, что сквозное проплавление возможно обеспечить на глубину до 21-23 мм. Поэтому при сварке пластин с толщиной 45 мм обязательно наносят Х-образную кромку с притуплением в эти 21-23 мм.
Использование предлагаемого способа лазерно-дуговой сварки стыка толстостенных стальных заготовок обеспечивает высокую усталостную прочность сварных швов, повышает их качество и надежность при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
Изобретение относится к способу лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45мм. На свариваемую поверхность воздействуют расфокусированным первым лазерным лучом. Воздействием первого лазерного луча выполняют оплавление свариваемых кромок до перекрытия зазора между ними с образованием сварочной ванны. Затем воздействуют гибридной лазерно-дуговой сваркой с плавящимся электродом с образованием со вторым лазерным лучом единой сварочной ванны. Расстояние между первым и вторым лазерным лучом составляет 50-70 мм. Сварочную дуговую горелку размещают перед вторым лазерным лучом, который фокусируют на поверхность сварочной ванны. Расстояние между центром сфокусированного пятна второго лазерного луча и точкой дугового контакта составляет 10-15 мм. Второй лазерный луч наклоняют в сторону направления движения свариваемых кромок на угол θ 20-25° относительно нормали к поверхности свариваемой заготовки. Сварочную дуговую горелку наклоняют в сторону, противоположную направлению движения свариваемых кромок на угол ϕ 30-35° относительно нормали к поверхности свариваемой заготовки. В процессе сварки подают защитный газ в зону электрода в одном направлении с электродом сварочной дуговой горелки. Технический результат заключается в обеспечении сдерживания роста твердости сварных швов и в улучшении дегазации сварочной ванны, что позволяет минимизировать или исключить полностью риск образования таких дефектов, как кристаллизационные трещины и поры. 1 ил.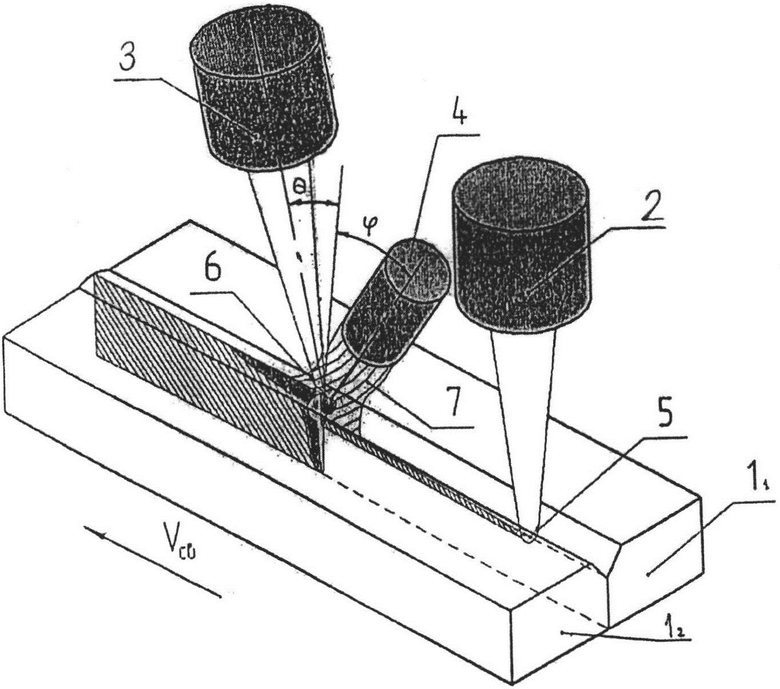
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм, включающий воздействие на свариваемую поверхность сначала первым лазерным лучом, который устанавливают перпендикулярно по отношению к свариваемой поверхности, и воздействие гибридной лазерно-дуговой сваркой с плавящимся электродом, в процессе которой электрическая дуга образует со вторым лазерным лучом единую сварочную ванну, отличающийся тем, что первый лазерный луч формируют расфокусированным с диаметром фокального пятна 4-5 мм и размещают на расстоянии 50-70 мм от второго лазерного луча, при этом воздействием первого лазерного луча выполняют оплавление свариваемых кромок до перекрытия зазора между ними с образованием сварочной ванны, причем сварочную дуговую горелку размещают перед вторым лазерным лучом, который фокусируют на поверхность сварочной ванны, образованной первым лучом лазера, при этом расстояние между центром сфокусированного пятна второго лазерного луча и точкой дугового контакта составляет 10-15 мм, при этом второй лазерный луч наклоняют в сторону направления движения свариваемых кромок на угол 20-25° относительно нормали к поверхности свариваемых заготовок, а сварочную дуговую горелку наклоняют в сторону, противоположную направлению движения свариваемых кромок на угол 30-35° относительно нормали к поверхности свариваемых заготовок, при этом в процессе сварки подают защитный газ в зону сварки в одном направлении с электродом сварочной дуговой горелки.
| US 8253860 B2, 28.09.2012 | |||
| RU 2011126556 A, 10.01.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2011 |
|
RU2552826C2 |
| CN 102225494 A, 26.10.2011 | |||
| Ручной ткацкий станок | 1923 |
|
SU821A1 |
| JP 2012016745 A, 26.01.2012. | |||

