Изобретение относится к клинчеванию толстых металлических деталей для изготовления обладающих несущей способностью клинч-соединений в соответствии с ограничительной частью п.1 формулы, применению соответствующих клинч-соединений при возведении стальных конструкций в соответствии с ограничительной частью п.9 формулы и соответственно изготовленным стальным конструктивным элементам, в частности для использования в эскалаторах, движущихся тротуарах или лифтовых установках в соответствии с ограничительной частью п.13 формулы.
Клинчевание является давно известным способом соединения с деформированием. Этот способ называется также соединением на проход. Клинчевание является технологией соединения с использованием техники деформирования, которая в зависимости от варианта выполнения обходится без вспомогательной соединительной детали.
Существуют различные варианты клинчевания в отношении формирования соединенного элемента. Возможна следующая характеристика клинчевания:
- по выполнению соединенного элемента: клинчевание с долей резания и без нее;
- по форме матрицы: жесткая и открывающаяся матрица;
- по кинематике инструмента: одно- и многоступенчатое клинчевание.
Ниже речь идет, прежде всего, о клинчевании без доли резания. Этот способ имеет определенные преимущества по сравнению с традиционными способами, применяемыми для соединения листов или других деталей, такими как сварка, точечная сварка, соединение посредством заклепок или глухих заклепок и использование просечных заклепок. По сравнению с традиционными способами соединения, клинчевание без доли резания более благоприятно с точки зрения затрат на соединение.
Клинчевание листов и других металлических деталей толще 4 мм известно из US 2006/0096075 A1. Как было установлено в рамках настоящего изобретения, усилия защемления в этом известном способе очень высоки, что при извлечении пуансона может привести к повреждению листов и других металлических деталей.
Задачей изобретения является создание способа клинчевания листов и балок из толстых листов, преимущественно толщиной более 4 мм, с меньшими усилиями защемления, чтобы тем самым можно было в будущем надежно использовать клинчевание даже при возведении конструкций из стальных элементов, где соответствующие части нагружаются большими моментами и усилиями. Другими словами, клинчевание должно быть применимо для несущих и обладающих несущей способностью, а также поддерживающих металлических деталей. При этом толстые металлические детали должны соединяться между собой так, чтобы достигались оптимальное поднутрение и максимально возможная толщина шейки с целью обеспечения соответствующей прочности клинч-соединения.
Кроме того, должны быть предложены оптимизированные применения клинчевания и соответственно изготовленные стальные конструктивные элементы.
Поставленная задача решена посредством способа изготовления обладающего несущей способностью стального конструктивного элемента клинчеванием металлических деталей, общей толщиной tt более 8 мм, причем посредством инструмента с пуансоном и ответного инструмента за счет локального деформирования формуют клинч-соединение, с помощью которого соединяют первую металлическую деталь со второй металлической деталью, в котором прикладывают друг к другу и выверяют первую металлическую деталь и вторую металлическую деталь на обрабатывающей поверхности ответного инструмента; осуществляют подачу пуансона инструмента; погружают пуансон в обе приложенные друг к другу металлические детали до тех пор, пока за счет локального деформирования не будет сформовано клинч-соединение; извлекают пуансон, причем первая металлическая деталь имеет первую толщину t1, а вторая металлическая деталь имеет вторую толщину t2, причем пуансон выполнен симметричным относительно оси с возможностью вращения относительно нее, и имеет, по меньшей мере, один переходный участок конической формы, сужающийся под углом в направлении погружения пуансона, причем первый угол нижнего переходного участка, ведущего в торцевую поверхность, переходит во второй угол W2 верхнего переходного участка и первый угол W1 больше второго угла W2, при этом во время деформирования также верхний переходный участок пуансона, по меньшей мере, частично погружают в металлические детали.
Следует учесть, что согласно указанному способу обеспечивается изготовление обладающего несущей способностью стального конструктивного элемента клинчеванием металлических деталей, общей толщиной tt более 8 мм, причем пуансон инструмента для клинчевания не остается воткнутым в соединение стальных конструкций.
Согласно изобретению можно соединять посредством клинчевания стальные листы и балки или стальные профили (называемые здесь металлическими деталями) с меньшими усилиями защемления и тем самым надежно изготавливать стабильные и обладающие несущей способностью стальные конструктивные элементы, причем металлические детали имеют вместе общую толщину tt более 8 мм.
Только с помощью соответственно толстых металлических деталей и предложенного способа клинчевания можно надежно изготавливать стальные конструктивные элементы достаточной несущей прочности и стабильности.
Поставленная задача решена также посредством инструмента для клинчевания, используемого для изготовления обладающего несущей способностью стального конструктивного элемента из двух металлических деталей общей толщиной tt более 8 мм, причем обе металлические детали соединены между собой посредством, по меньшей мере, одного клинч-соединения, причем инструмент содержит пуансон с переходным участком конической формы с углом W, W1 боковой стороны, причем первый угол W1 нижнего переходного участка, ведущего в торцевую поверхность, переходит во второй угол W2 верхнего переходного участка и первый угол W1 больше второго угла W2, при этом во время деформирования также верхний переходный участок пуансона, по меньшей мере, частично погружают в металлические детали, при этом торцевая поверхность пуансона со стороны деталей имеет незначительно меньший диаметр D1 со стороны деталей, чем диаметр D2 пуансона со стороны инструмента.
Следует учесть, что согласно указанному инструменту для клинчевания изготавливается обладающий несущей способностью стальной конструктивный элемент из двух металлических деталей общей толщиной tt более 8 мм, причем пуансон инструмента для клинчевания не остается воткнутым в стальной конструктивный элемент.
Предложенный инструмент содержит конический пуансон с двумя переходными участками, причем переходный участок в зоне торцевой поверхности имеет больший угол, чем примыкающий к нему верхний переходный участок. Больший угол боковой стороны может быть меньше или равен 10° и переходить в угол боковой стороны от 5° до нуля. Диаметр этого пуансона лежит преимущественно в диапазоне 10-35 мм. Особенно предпочтительны диаметры от 12 (14, 16, 18) мм до 20 или 25 мм, причем этот диаметр зависит от толщины соединяемых металлических деталей и от требуемой прочности или растягивающего усилия.
Благодаря изобретению клинчевание является реальной альтернативой сварке, которая до сих пор применяется в большинстве случаев в качестве способа соединения толстых деталей (например, листы из сталей St-37, St-44, St-52, St-70 или EN-S235, S275, S355, S460) или балок (толщина >4 мм). Клинчевание может заменить также заклепочные и резьбовые соединения.
Поставленная задача решена посредством стального конструктивного элемента, состоящего, по меньшей мере, из двух металлических деталей, соединенных, между собой посредством, по меньшей мере, одного клинч-соединения, причем указанный конструктивный элемент изготовлен в соответствии с вышеуказанным способом.
Следует учесть, что для формирования указанного стального конструктивного элемента не требуется дополнительных стыкуемых деталей для формирования соединения, причем пуансон инструмента для клинчевания не остается воткнутым в стальной конструктивный элемент.
Согласно изобретению между собой могут соединяться листы, профили, балки и другие металлические отдельные части или металлические детали разной толщины и из разных материалов. Соединение двух металлических деталей при клинчевании возникает исключительно и непосредственно из материала/материалов соединяемых металлических деталей. Соединенные клинчеванием элементы называются здесь склинченным стальным конструктивным элементом.
Изобретение позволяет все шире использовать соединения металлических деталей, например соединения стальных балок с листовыми профилями, или листовыми деталями, или листовыми полосами, также в лифто- и эскалаторостроении, причем посредством техники клинчевания можно изготавливать, в том числе, части кабин лифтов или каркасных, или несущих конструкций эскалаторов.
Посредством техники клинчевания, например, на несущем или поддерживающем каркасе, станине, консоли, шасси или раме могут быть закреплены также различные несущие навесные части. Так, посредством клинчевания можно размещать на несущих элементах, например, листовую облицовку (панели).
Благодаря изобретению создается неразъемное соединение двух металлических деталей, позволяющее к тому же достичь больших удерживающих усилий (растягивающих и срезающих). При динамическом нагружении оказывается, что изготовленные таким образом посредством клинчевания стальные конструктивные элементы обладают заметно большей несущей способностью, чем соединения, выполненные точечной сваркой.
Изобретение позволяет соединять между собой без проблем покрытые и непокрытые материалы, что открывает новые возможности выбора материалов особенно в лифто- и эскалаторостроении. Так, например, можно соединять между собой оцинкованные, лакированные или покрытые пластиком листы и/или стальные балки без нанесения покрытию заметного повреждения. Металлические отдельные части или металлические детали могут быть снабжены также антикоррозионным покрытием, прежде чем они будут соединены посредством клинчевания в более крупный стальной конструктивный элемент.
Другое преимущество клинчевания состоит в том, что для изготовления соединения не требуются ни отверстия, ни вспомогательные соединительные детали, ни соединительный материал. Однако главным преимуществом клинчевания по сравнению с традиционными способами являются, однако, небольшие расходы на соединение. Кроме того, не происходит ввода тепла в соединяемые детали, что предотвращает коробление, провар и изменения структуры, что особенно предпочтительно, например, в случае больших и длинных стальных конструктивных элементов, таких как несущая конструкция, каркасная конструкция, ловильная рама, формовочная рама, несущая рама, несущий каркас.
Изобретение поясняется чертежами, на которых представлено следующее:
фиг.1 - пуансон инструмента для клинчевания и две металлические детали, соединенные между собой посредством клинчевания, схематично;
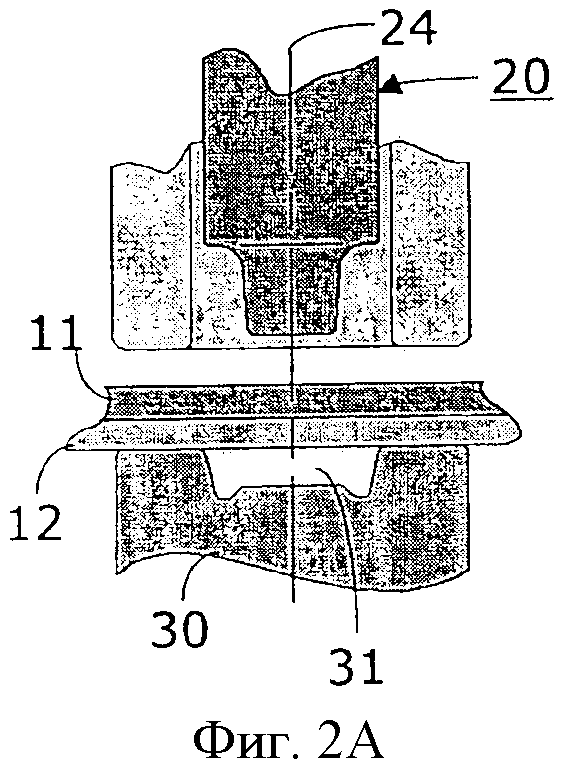
фиг.2A - первый этап клинчевания, причем оба переходных участка пуансона не показаны;
фиг.2B - второй этап клинчевания, причем оба переходных участка пуансона не показаны;
фиг.2C - третий этап клинчевания, причем оба переходных участка пуансона не показаны;
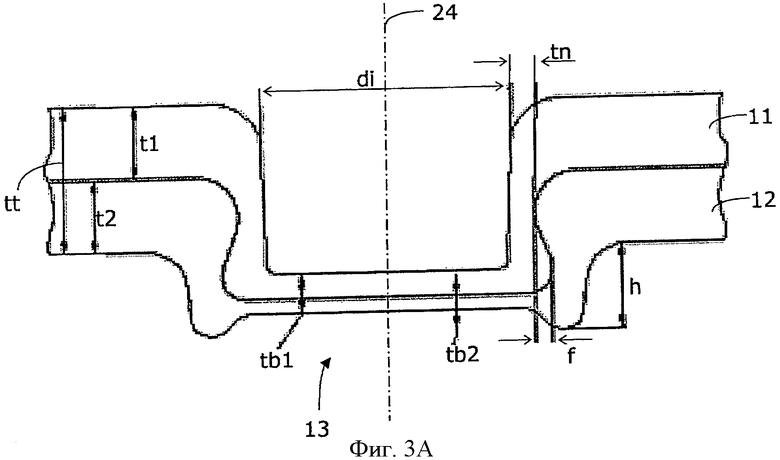
фиг.3A - разрез двух соединенных клинчеванием металлических деталей;
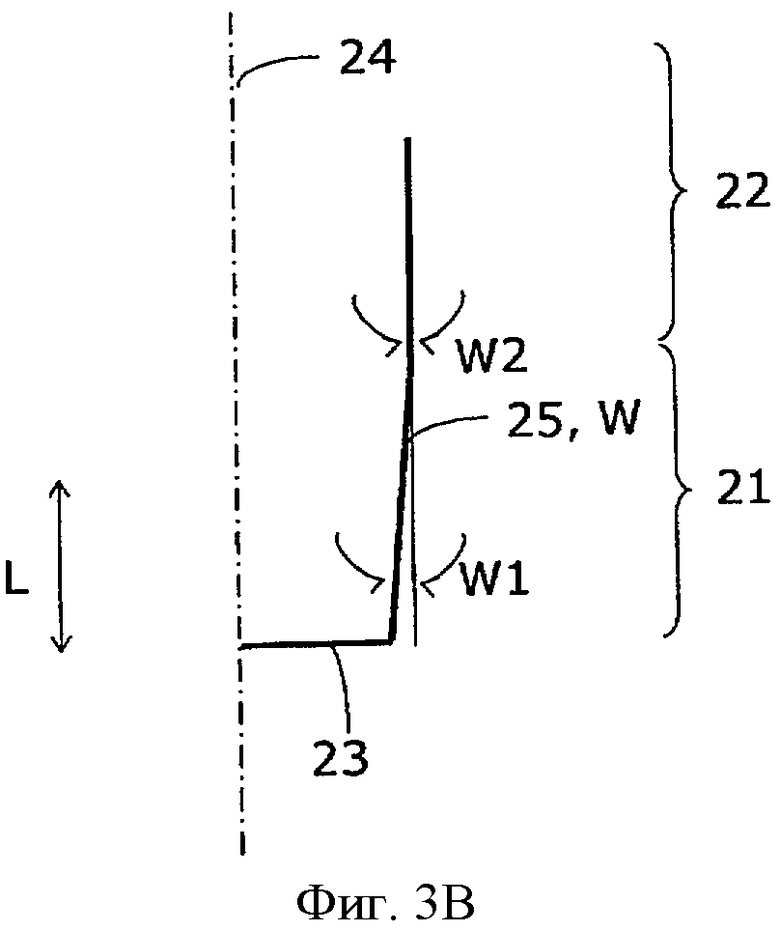
фиг.3B - частичный разрез или детализация одного участка инструмента для клинчевания;
фиг.4A - разрез двух соединенных клинчеванием металлических деталей и металлической отдельной части и части инструмента для клинчевания (не заявлен), причем пуансон имеет диаметр 12 мм;
фиг.4B - разрез двух соединенных клинчеванием металлических деталей и части инструмента для клинчевания (не заявлен), причем пуансон имеет диаметр 14 мм;
фиг.4C - разрез двух соединенных клинчеванием металлических деталей и части инструмента для клинчевания (не заявлен), причем пуансон имеет диаметр 20 мм;
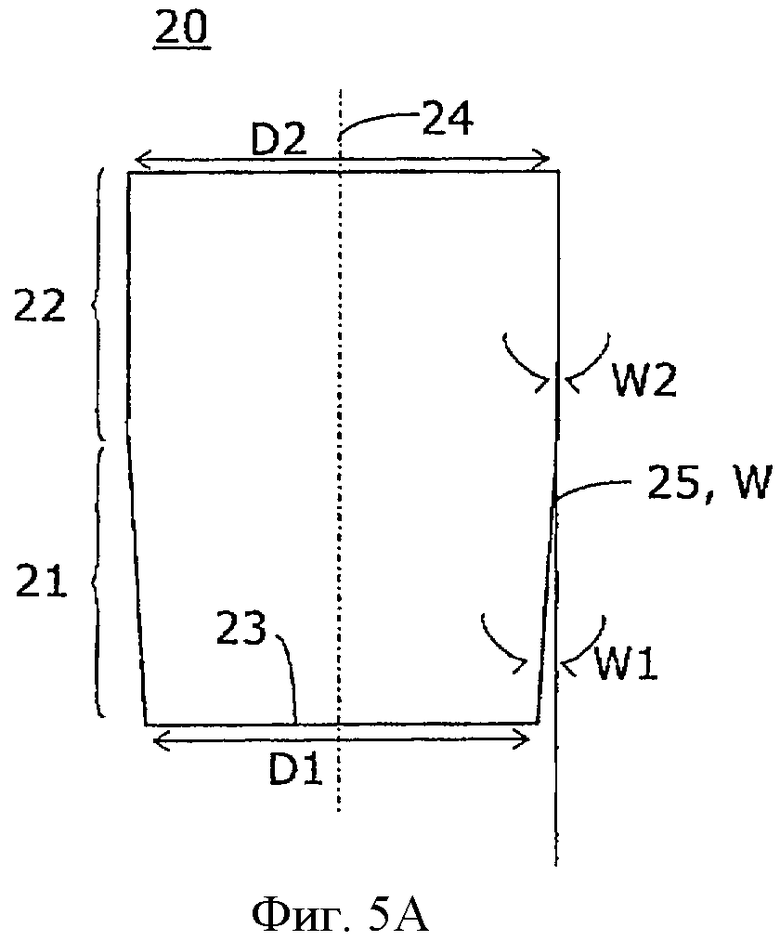
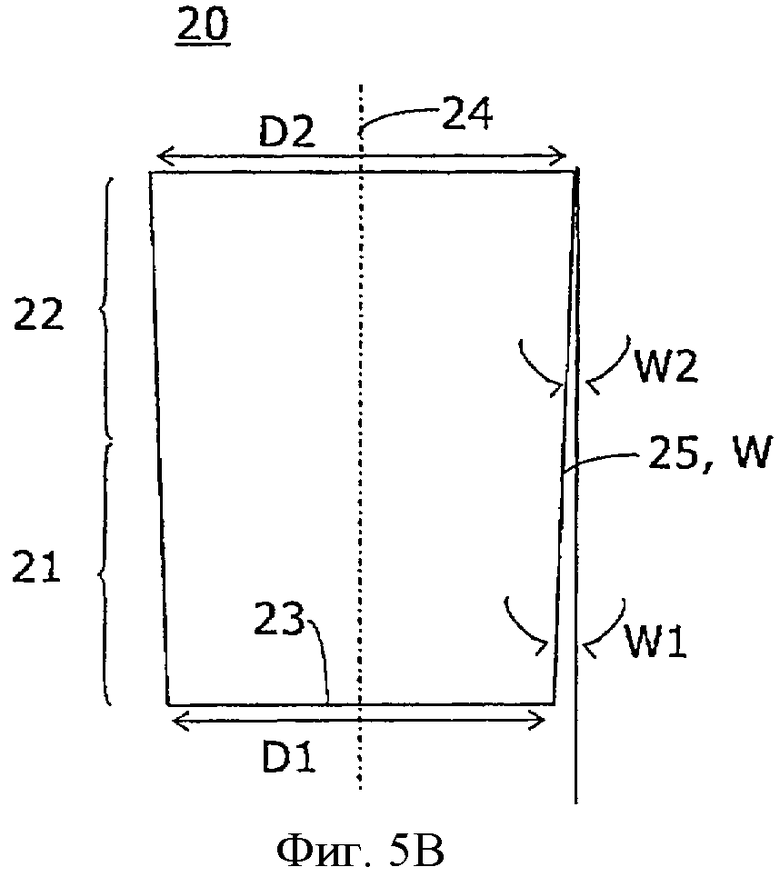
фиг.5A, 5B - разрезы пуансона, схематично;
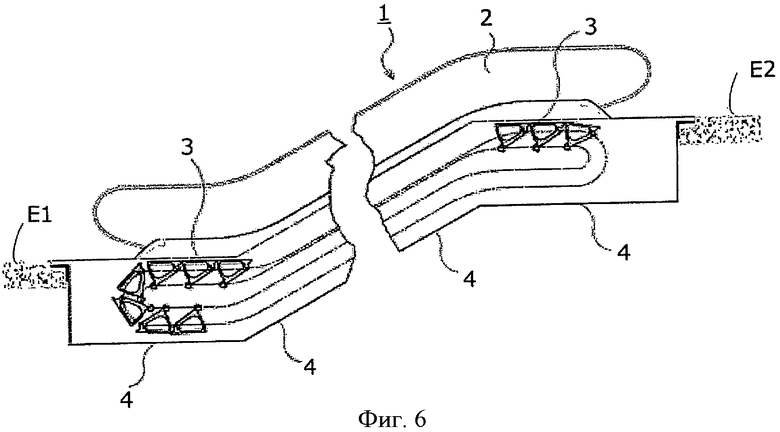
фиг.6 - вид сбоку эскалатора или движущегося тротуара с решетчатой или несущей конструкцией;
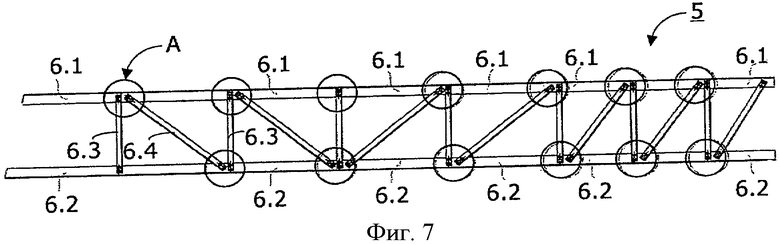
фиг.7 - вид сбоку части несущей конструкции с двойными клинч-соединениями;
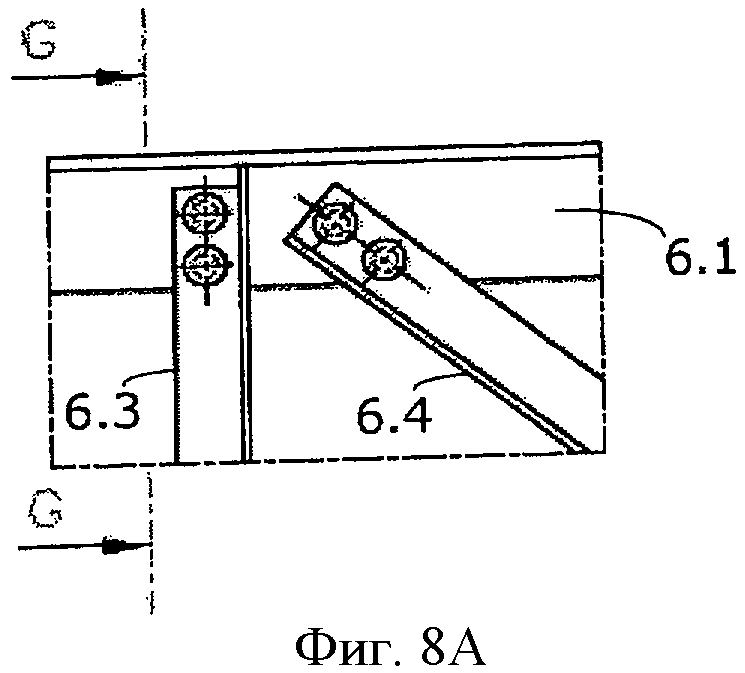
фиг.8A - вид части несущей конструкции с двойными клинч-соединениями;
фиг.8B - разрез G-G двойных клинч-соединений;
фиг.9 - вид части другой несущей конструкции со сварными соединениями;
фиг.10 - вид части средней опоры для несущей конструкции с клинч-соединениями.
В рамках данной заявки речь идет о клинчевании без доли резания. Этот вид клинчевания является процессом соединения с деформированием. Соединение деталей реализуется только посредством прохода в сочетании с глухой прошивкой и последующей осадкой. Основной идеей разработки этого способа без доли резания является, прежде всего, стремление к повышенной жесткости соединения вследствие большего сцепления материалов.
Принцип изобретения схематично показан на фиг.1. Показаны две металлические детали 11, 12, соединенные между собой посредством клинч-соединения 13. Часть инструмента 20, называемая здесь пуансон, изображена над клинч-соединением 10 или точкой клинча.
Инструмент 20 для клинчевания содержит пуансон и ответный инструмент 30, который может быть выполнен в виде матрицы или неподвижного упора. Пуансон выполнен вращательно-симметричным по отношению к оси 24 его вращения. Пуансон имеет расположенную концентрично оси 24 вращения боковую сторону 25 с углом W. По отношению к торцевой поверхности 23 пуансона у боковой стороны 25 различают примыкающий к торцевой поверхности 23 нижний переходный участок 21 боковой стороны 25 с углом W1 и ее верхний переходный участок 22 с углом W2. Оба переходных участка 21, 22 переходят друг в друга. При этом, как показано на фиг.1, 3В, 5А, они могут переходить друг в друга неплавно и иметь разные углы W1, W2 боковой стороны 25. Соединяемые металлические детали 11, 12 (например, стальная балка толщиной t1 и лист толщиной t2, причем t1>t2) вдавливаются пуансоном, как при чеканке или осадке с пластическим деформированием в лунку, или выемку, или полость, или деформирующее пространство 31 матрицы 30 (фиг.2А-2С). За счет специального выполнения лунки, или выемки, или полости, или деформирующего пространства 31 возникает клинч-соединение 13, которое имеет форму, схожую с кнопкой, или точкой осадки, или точкой чеканки. За счет клинч-соединения 13 металлические детали 11, 12 соединены между собой с геометрическим и силовым замыканием, как это схематично показано на фиг.1, 2С, 3A и 4.
На фиг.2А-2С показаны три ступени образования клинч-соединения 13 без доли резания с жесткой матрицей 30. Для простоты обе металлические детали 11, 12 изображены одинаковой толщины.
На фиг.2А показано, что детали 11, 12 прикладываются друг к другу, т.е. позиционируются друг на друге. Затем они выверяются по отношению друг к другу, например посредством шаблона, после чего кладутся на обрабатывающую поверхность служащей в качестве ответного инструмента матрицы 30. На фиг.2В видно, что пуансон инструмента 20 опустился и частично уже погрузился в детали 11, 12. Под действием высокого давления пуансона детали 11, 12 деформируются, и материал «течет» в лунку, или выемку, или полость, или деформирующее пространство 31 матрицы 30. Вдавливание или погружение пуансона происходит до тех пор, пока нижняя сторона 14 детали 12, в основном, не будет прилегать к дну выемки, или полости, или деформирующего пространства, или лунки 31 матрицы 30. На следующем этапе пуансон поднимается (этот этап, в основном, соответствует изображенной на фиг.1 ситуации).
Согласно изобретению при отделении используется преимущественно съемник или прижим 40, который облегчает отделение пуансона после деформирования деталей 11, 12. Такой съемник или прижим 40 предпочтителен особенно в том случае, если пуансон вследствие возникающих при деформировании сил и деформаций материала защемляется в клинч-соединении 13. Съемник 40 опирается (как бы) на поверхность 15 верхней или со стороны пуансона детали 11 во время отвода пуансона. Применив настоящее изобретение, специалист может, разумеется, реализовать вместо съемника со стороны пуансона также пуансон со стороны матрицы.
Предпочтительно, соединяемые детали 11, 12 прижаты к матрице 30 прижимом, обозначенным на фиг.1 поз.41. Инструмент 20 содержит нажимной цилиндр (например, гидроцилиндр, пневмоцилиндр, пневмогидравлический цилиндр, серврэлектрический цилиндр), который вызывает подачу пуансона в направлении детали 11, а затем 12. На первом этапе подачи пуансон опускается (фиг.2А), а затем происходит этап погружения, на котором пуансон погружается в детали 11, 12, осаживая и деформируя их (фиг.2B, 2C). Вслед за этим происходит этап, называемый обратным ходом пуансона (фиг.1). После этого (частично) готовый, или соединенный, или собранный стальной конструктивный элемент может быть извлечен, или могут быть выполнены другие клинч-соединения.
Вследствие давления осадки во время погружения происходит поперечное течение материала деталей 11, 12, в результате чего матрица 30 с лункой, или выемкой, или полостью, или деформирующим пространством 31, например в виде кольцевой канавки, в основном, или полностью заполняется, и в детали 12 со стороны матрицы создается поднутрение f детали 11 со стороны пуансона (фиг.3A). Для оценки клинч-соединения 13, как показано на фиг.3A, поднутрение f и толщина tn шейки являются самыми важными или самыми значительными, поскольку несущая способность клинч-соединения 13 находится в прямой корреляции с этими параметрами. Оба этих параметра очень важны для стабильности и прочности стальных конструктивных элементов. Типичное значение поднутрения f составляет 0,5 мм, а типичное значение толщины tn шейки - 1,5 мм.
Клинч-соединение 13 и детали 11, 12 могут быть дополнительно охарактеризованы следующими данными: di - внутренний диаметр соединяющего элемента или пуансона, h - высота выступающей части, tb2 - остаточная толщина дна детали 12 со стороны матрицы, tb1 - остаточная толщина дна детали 11 со стороны пуансона, t2 - толщина детали со стороны матрицы, t1 - толщина детали со стороны пуансона, tt - общая толщина деталей.
Были проведены различные испытания и эксперименты для оптимизации и видоизменения известного процесса клинчевания так, чтобы можно было соединять между собой в стальной конструктивный элемент даже детали 11, 12 толще 4 мм без возникновения слишком высоких усилий защемления. Было проведено имитационное моделирование, а затем были изготовлены различные инструменты и осуществлены испытания по соединению, чтобы можно было сравнить полученные (во время эксперимента) сечения, соединительные и прижимные усилия с эталонными значениями от имитационного моделирования. Основой исследований по расчету инструмента служили принципы расчета инструмента для клинчевания без доли резания с жесткой матрицей 30.
Первые исследования показали, что для изготовления клинч-соединения 13 при малом диаметре пуансона (D2=12 мм или 14 мм) приходится прикладывать соединительные усилия 400-510 кН, а при большем диаметре пуансона (D2=20 мм) - около 670 кН (в обоих случаях включая прижимное усилие). Эти результаты лежат сами по себе в пределах ожидаемого. (Однако несмотря на смазку инструмента происходило сильное защемление пуансона в детали.)
Более подробные исследования защемления пуансона показали, что оно вызвано радиальным напряжением, воздействующим на боковую сторону пуансона. Оказалось, что высокие радиальные напряжения возникают особенно на верхнем переходном участке 22.
На следующем этапе оптимизации геометрия пуансона была целенаправленно изменена так, что на его боковую сторону 25 воздействует меньшее радиальное напряжение. Вследствие того, что в первых вариантах выполнения инструмента значение толщины tn шейки и значение поднутрения f в случае пуансонов диаметрами D2=12 мм и D2=14 мм были почти равны, была предпринята дальнейшая оптимизация. При этом были проведены также исследования с деталями разной общей толщины tt и с деталями 11, 12, разной толщины t1, t2. Оказалось, что стандартные пуансоны не только имеют сильную тенденцию к защемлению в случае перехода к общим толщинам tt>8 мм, но и в зоне между деталями 11, 12 образуется полость Х (фиг.4С). Эта полость Х нарушает и уменьшает прочность соответствующего клинч-соединения 13 и стабильность всего стального конструктивного элемента.
Различные этапы оптимизации позволили сделать вывод о том, что выполнение боковых сторон пуансона оказывает непосредственное влияние на его защемление и образование полости X. Чтобы уменьшить или полностью устранить оба этих негативных эффекта, были разработаны пуансоны, по меньшей мере, частично конической формы. При подходящем выборе соответствующего угла W, W1, W2 боковых сторон удалось уменьшить или полностью предотвратить защемление без образования заметной полости. Оказалось, что оба этих эффекта лишь частично взаимосвязаны, а частично даже противоположны друг другу. За счет выбора подходящего диапазона углов удалось минимизировать оба эффекта. Этим была создана основа для клинчевания толстых листов в стабильные стальные конструктивные элементы с клинч-соединениями 13.
Во время изображенных на фиг.4А-4С и описанных ниже исследований пуансон имеет постоянный угол W боковой стороны, составляющий 5°, т.е. D1<D2. Другими словами, по меньшей мере, та часть пуансона, которая при погружении вступает в контакт с деталями 11, 12, сужается вниз (т.е. в направлении конца пуансона со стороны деталей).
Некоторые аспекты различных исследований представлены на фиг.4А-4С, поскольку они аналогичным образом относятся к заявленным пуансонам. Изображен характер течения деталей 11, 12 при использовании пуансонов разных диаметров. На фиг.4А показано, как деформируются две детали 11, 12, если пуансон имеет диаметр 12 мм, на фиг.4В - диаметр 14 мм, а на фиг.4С - диаметр 20 мм. На всех фигурах показан момент перед обратным ходом пуансона.
С помощью фиг.4А-4С можно видеть, что диаметр D2 пуансона оказывает влияние на поперечное течение материалов или деталей. В случае пуансона диаметром 12 мм материал детали 12 течет в образованную лункой или выемкой 31 полость не полностью, как это видно в зоне Y. В случае 14-миллиметрового пуансона происходит хорошее «заполнение» лунки или выемки 31. При использовании пуансона диаметром 20 мм между деталями 11, 12 возникает полость Х (фиг.4С).
Как показали различные исследования, диаметр пуансона является лишь одним из различных параметров, оказывающих прямое влияние на процесс клинчевания и прочность клинч-соединения. Оказалось, что при клинчевании толстых деталей с tt>8 мм выполнение боковой стороны 25 играет особенно важную и значительную роль.
В соответствии с этим настоящее изобретение характеризуется тем, что пуансон, погружаемый при деформировании в детали 11, 12, имеет коническую форму. Коническая форма пуансона простирается, по меньшей мере, по части (обозначенной как переходные участки 21, 22) той его длины L, которая погружается или вдавливается в детали 11, 12. Коническая форма возникает за счет того, что боковая сторона 25 пуансона (фиг.3В), по меньшей мере, на нижнем переходном участке 21 к торцевой поверхности 23 выполнена конической и имеет угол W1, который меньше или равен 10°, преимущественно меньше или равен 5°. Как показано на фиг.1 и 5А, угол W2 боковой стороны 25 на верхнем переходном участке 22 преимущественно равен 0° или также преимущественно меньше или равен 5° (примеры на фиг.4А-4С и 5В).
Особенно хорошо зарекомендовали себя пуансоны диаметром D2 10-20 мм и с углами W1, W2 боковой стороны, причем первый угол W1 переходит во второй угол W2 и меньше или равен 10° и преимущественно меньше или равен 5°, а второй угол W2 меньше или равен 2°, преимущественно составляет 0-1°. При этом (нижний) переходной участок 21 имеет первый угол W1 к торцевой поверхности 23 (т.е. в зоне конца пуансона со стороны деталей 11, 12), а выступающий наружу (верхний) переходной участок 22 (т.е. на участке пуансона со стороны инструмента), или обращенный от деталей 11, 12, имеет второй угол W2.
Это выполнение конических пуансонов имеет заметно меньшую тенденцию к защемлению, и не образуется никаких полостей Х (или образуются слабо выраженные полости). Преимущество меньшего радиального напряжения и тем самым меньшей тенденции к защемлению реализуется, однако, посредством возникновения полости Х между деталями 11, 12. Это значит, что углы W, W1, W2 нельзя выбирать произвольно, поскольку иначе полость Х станет слишком большой, а прочность клинч-соединения - слишком низкой.
Идеальными являются варианты пуансона, в которых вызванное углом уменьшение боковой стороны не слишком большое, поскольку при слишком большом уменьшении боковой стороны радиально направленное давление на детали 11, 12 станет слишком низким, в результате чего уменьшится поперечное течение материалов или деталей.
Указанные значения углов W, W1, W2 зарекомендовали себя также потому, что изготовленные с этими пуансонами клинч-соединения имеют аналогичные сопоставимые значения толщины tn шейки и поднутрения f, что и в случае стандартных и распространенных цилиндрических пуансонов. Это свидетельствует о сопоставимой идентичной прочности на растяжение соответствующего клинч-соединения 13.
Коническая форма пуансона простирается, по меньшей мере, по переходным участкам 21, 22 той его длины L, которая погружается в детали 11, 12. Эта длина L в случае деталей общей толщиной tt>8 мм может быть рассчитана следующим образом: 0,3 tt≤L≤2 tt. Это значит, что конические переходные участки 21, 22 соответствуют значению между тремя десятыми общей толщины tt деталей и их двукратной общей толщиной tt.
Различные формы пуансонов поясняются ниже с помощью фиг.1 и 5А.
Прочность, достигаемая с пуансонами, например с пуансоном диаметром 12 мм и углом боковой стороны 5-0° (вариант 2, фиг.5А), составляет, в среднем, соответственно 50 и 55 кН. При особенно тщательно подобранных условиях растягивающее усилие составляет даже около 58 кН с лишь незначительным разбросом в несколько процентов.
Для расчета усилия съема (усилия съемника 40) следует учесть два критерия. Во-первых, усилие съема или усилие съемника должно быть больше усилия защемления пуансона. Это значение, разумеется, сильно зависит от применяемой геометрии пуансона, как было сказано выше, а также от смазки или покрытия инструментов. Максимальные усилия выталкивания в 30-40 кН привели к очень надежным результатам. При оптимальном выполнении углов боковой стороны или конусности пуансона достаточно усилий выталкивания 25 кН. Для пуансона с углом боковой стороны 5-0° (вариант 2, фиг.5А) можно принять во внимание даже дальнейшее уменьшение усилия выталкивания, поскольку в этом случае никогда не произойдет защемления пуансона.
В одном особенно предпочтительном варианте съемник 40 служит одновременно прижимом 41 и рассчитан так, что детали 11, 12 испытывают минимальное деформирование для минимально возможного коробления или для его предотвращения.
Пуансоны и инструменты, или машины для клинчевания, содержащие соответствующие пуансоны, позволяют изготавливать особенно стабильные и обладающие высокой несущей способностью 1 стальные конструктивные элементы самым простым, легким, рентабельным и надежным образом. Расходы на эти стальные конструктивные элементы с клинч-соединениями 13 ниже расходов на сварные, клепаные или свинченные соединения. Расходы на комбинированный материал для стальных конструктивных элементов с клинч-соединениями 13 равны нулю. Кроме того, до минимума сокращено рабочее время.
На фиг.6 при виде сбоку изображен эскалатор 1. Он содержит балюстраду 2 с движущимся поручнем и бесконечную цепь со ступенями 3. Под балюстрадой 2 эскалатора или движущегося тротуара расположена стальная конструкция 4, выполненная так, что она перекрывает промежуток или пролет между двумя этажами E1, E2 и несет элементы, или детали, или узлы эскалатора 1 или движущегося тротуара.
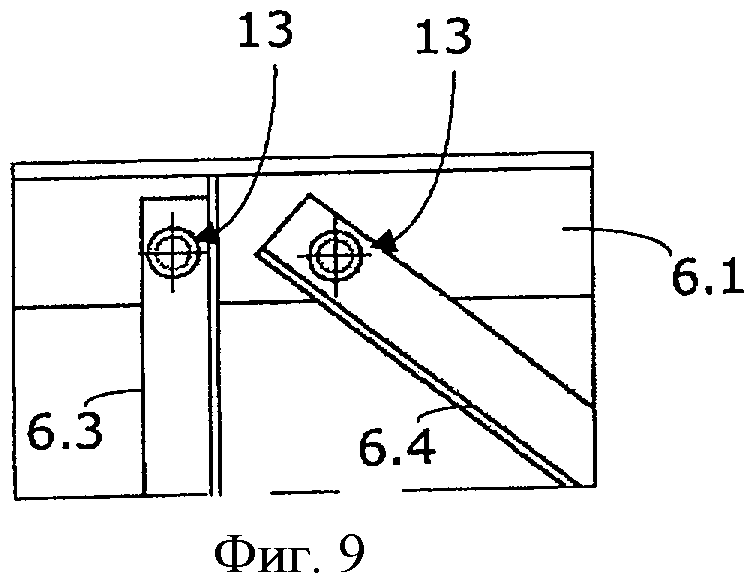
Эта стальная конструкция 4 должна отвечать самым строгим требованиям и потому дорога и сложна в изготовлении. Согласно изобретению используются каркасные стальные конструктивные элементы или, как показано на фиг.7, каркасный несущий элемент 5. Такие каркасные стальные конструктивные элементы или такой каркасный несущий элемент 5 может содержать две проходящие в продольном направлении стальные или профильные балки 6.1, 6.2. Особенно предпочтительны стальные балки L-образного, I-образного или U-образного профиля, а также трубы или фасонные трубы. Эти обе стальные балки 6.1, 6.2 соединяются между собой посредством определенного числа пластин (Flachblechen), или листового железа, или плоских листов (Blechprofilen), или стальных профилей 6.3, 6.4. Они закреплены посредством одного, или двух, или трех, или более клинч-соединений 13 с каждой из этих стальных или профильных балок 6.1, 6.2 и образуют стабильную каркасную раму, или каркасную несущую стенку, или каркасный несущий элемент.
Как видно на фиг.7, пластины, или листовое железо, или стальные профили, или листы располагают обычно так, что каждая вертикальная стойка или каждый подкос 6.3 перемежается с наклонным подкосом или диагональю 6.4. Клинч-соединения 13 обозначены кружками А.
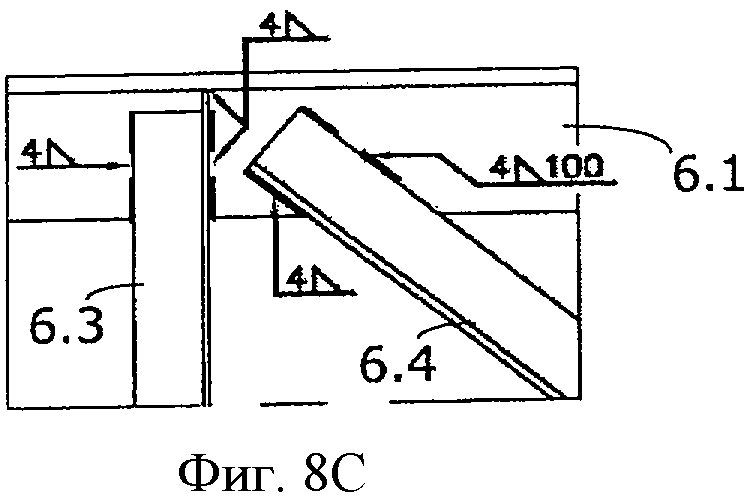
На фиг.8А, 8В изображены особенности стального конструктивного элемента 5. Видны одна из стальных балок 6.1 и две пластины, или листовое железо, или плоские листы, или стальные профили 6.3, 6.4. В данном примере стальная балка 6.1 представляет L-образную балку или уголок толщиной t1 более 4 мм, а подкосы или подкосы и диагонали представляют собой согнутые под углом плоские листы, или листовое железо, или стальные профили, или стальные конструктивные профили 6.3, 6.4 толщиной t2 болеет 3 мм. На фиг.8В изображен разрез двух расположенных рядом друг с другом клинч-соединений 13. Соответствующее соединение называется также двойным клинч-соединением.
Согласно изобретению особенно предпочтительными считаются стальные конструктивные элементы, в которых между собой соединены разнотолщинные металлические детали (например, продольная или профильная балка 6.1 и плоские листы, или стальные профили, или стальные конструктивные профили 6.3, 6.4), причем клинч-соединения 13 выполняются преимущественно с более толстой стороны деталей. Это значит, что пуансон погружается со стороны более толстой детали, а клинч-соединение образуется на противоположной стороне (фиг.8В). Другими словами, предпочтительны клинч-соединения, у которых более толстый материал в результате локального деформирования в более тонкий материал за счет поперечного течения деформируется в прочное соединение.
На фиг.8С для сравнения изображена часть каркаса или каркасной несущей рамы, детали 6.1, 6.2, 6.3 которой были сварены между собой посредством пяти или шести сварных соединений. Очевидно, что такие сварные соединения сложны в изготовлении.
На фиг.9 изображен другой вариант выполнения изобретения. Здесь для изготовления стального конструктивного элемента используются единичные клинч-соединения. Соответствующее соединение называется одинарным клинч-соединением.
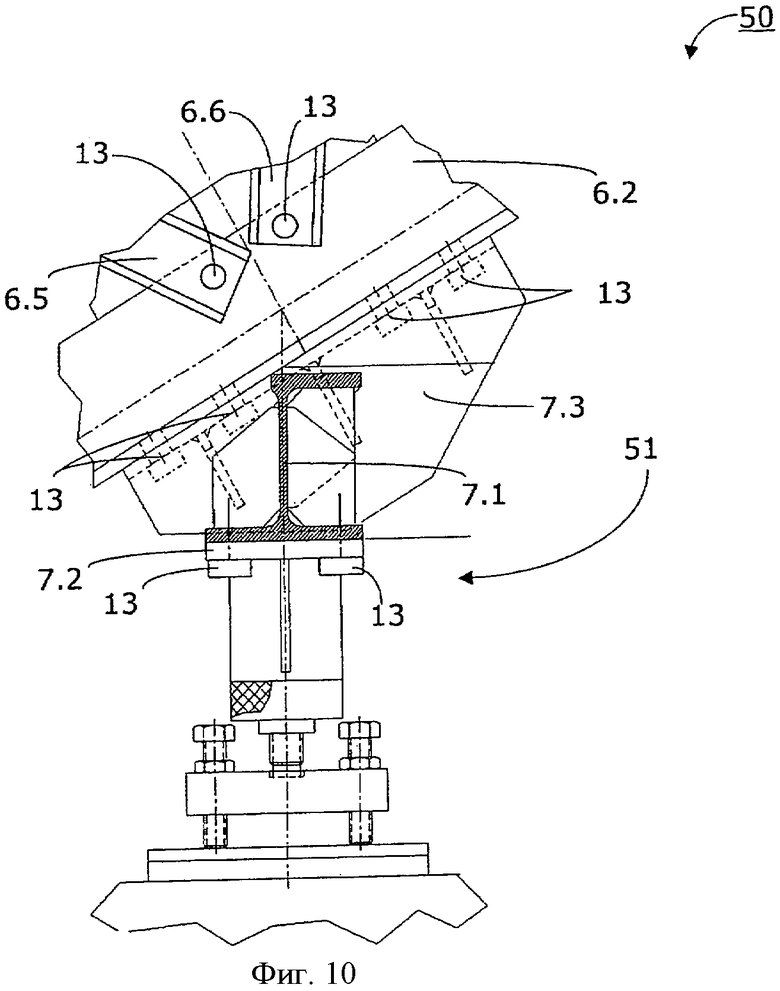
На фиг.10 изображен еще один вариант выполнения изобретения. Здесь, например, для изготовления (средней или центральной) опоры 51 в виде стальной конструкции также используются клинч-соединения 13. Эта опора 51 может быть частью стального конструктивного элемента 50, 5 для использования в эскалаторостроении. Стальной профиль 7.1 расположен, как схематично показано, на нижнем стальном профиле 7.2. Оба стальных профиля соединены между собой посредством клинч-соединений 13. Кроме того, также профили 7.1 и 7.3 могут быть склинчены с профилем 6.2 и иметь одно или несколько клинч-соединений 13. На стальном профиле 7.1 расположена продольная или профильная балка 6.2. На этой продольной или профильной балке 6.2 посредством клинч-соединений 13 закреплены несколько пластин, или листовое железо, или плоские листы, или стальные профили 6.5, 6.6.
Согласно изобретению могут изготавливаться также стальные конструктивные элементы, являющиеся частью лифтовой установки. Так, например, деталь 11 может быть опорным, или несущим, или фиксирующим элементом кабины. Тогда деталь 12 представляет собой пластину, или листовое железо, или плоский лист, или стальной профиль, закрепленный на опорном, или несущем, или фиксирующем элементе посредством одного, или двух, или трех, или более клинч-соединений 13. Так, например, рама или ловильная рама кабины может изготавливаться из стабильных стальных балок 11, имеющих несколько подкосов из листов или стальных профилей. Эти подкосы соединены со стальными балками посредством клинч-соединений. Кроме того, решетка лебедки, или приводная решетка, или приводная балка, или станина машины, или станина лебедки, или рама машины могут быть соединены со стальными профилями или листами посредством клинч-соединений.
Деталь 11 может быть также опорным или рамным элементом противовеса, соответственно рамы противовеса или корзины противовеса лифтовой установки. В этом случае деталь 12 представляет собой пластину, или листовое железо, или плоский лист, или стальной профиль, закрепленный на опорном или рамном элементе посредством одного, или двух, или трех, или более клинч-соединений 13.
С помощью пуансона 20 можно выполнять рядом друг с другом также два клинч-соединения 13 (фиг.8А, 8В), чтобы дополнительно повысить прочность на растяжение и срез. В этом случае оказалось, что прочность на растяжение удалось повысить до значений, которые почти вдвое больше, чем при одинарном клинч-соединении 13. Образцы выдерживали нагрузку, в среднем, около 118 кН.
Предпочтительно инструмент 20 содержит два одинаковых пуансона, которые расположены рядом друг с другом и способны соединять детали 11, 12 посредством двух клинч-соединений. Здесь с помощью движений подачи и погружения можно выполнять рядом друг с другом одновременно два клинч-соединения. Пример соответствующего двойного клинч-соединения показан на фиг.8А, 8В. В данном примере показано, что толстую стальную профильную балку 11, 6.1 (первая металлическая деталь) можно соединить с более тонким листом, или листовым железом, или стальным профилем, или стальным листом 12, 6.3, 6.4 (вторая металлическая деталь) посредством двух лежащих рядом друг с другом клинч-соединений 13.
Согласно изобретению клинч-соединения 13 можно выполнять без доли резания также с открывающейся матрицей. При этом подпружиненно установленные пластины матрицы по окончании процесса погружения пуансона за счет радиального течения материала деталей под ним отжимаются наружу, что обеспечивает выполнение поднутрения.
Помимо преимуществ традиционного клинчевания можно применять также безматричное клинчевание, которое благодаря своему специальному функциональному принципу обладает следующими преимуществами.
- Смещение между (соединительным) пуансоном и ответным инструментом (неподвижный упор) не ухудшает качества соединения 13. За счет этого снижаются требования к точности соединительной машины.
- Отпадают отнимающие много времени наладочные работы.
- Износ уменьшается, а надежность процесса возрастает, поскольку на кромке матрицы больше не возникают сколы.
- Для всех задач соединения можно использовать один и тот же неподвижный упор. В смене матрицы при смене задачи соединения, как при традиционном клинчевании, больше нет необходимости.
- Соединения 13 более плоские и мешают меньше, чем соединения, выполненные посредством традиционного клинчевания.
- Изменение толщины листа возможно без смены матрицы и позволяет экономить дорогостоящее рабочее время.
- Изменение подбора материала происходит без затрат.
- Безматричное клинчевание позволяет повысить число клинч-соединений или соединительных точек на каждый инструментальный комплект или на каждый (соединительный) пуансон.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ПРИКЛЕПЫВАНИЯ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ, А ТАКЖЕ ПРИМЕНЕНИЕ КЛЕПАЛЬНОГО ИНСТРУМЕНТА, ИЛИ КЛЕПАЛЬНОГО АППАРАТА, ИЛИ КЛЕПАЛЬНОГО ПРИБОРА | 2008 |
|
RU2464118C2 |
| ИНСТРУМЕНТ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА КЛИНЧЕВАНИЕМ | 2015 |
|
RU2590424C1 |
| КОНСТРУКТИВНАЯ ГРУППА С МИНИМУМ ДВУМЯ ЗАФИКСИРОВАННЫМИ ДРУГ С ДРУГОМ КОНСТРУКТИВНЫМИ ЭЛЕМЕНТАМИ | 2012 |
|
RU2549229C1 |
| Способ соединения наложенных друг на друга металлических листов клинчеванием | 2016 |
|
RU2618681C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2013 |
|
RU2621089C2 |
| ОСНОВАНИЕ СТУПЕНИ ИЛИ ПЛАТФОРМЫ ДЛЯ ТЕЛЕЖЕК ДВИЖУЩЕГОСЯ УСТРОЙСТВА, ТЕЛЕЖКИ И ДВИЖУЩЕЕСЯ УСТРОЙСТВО | 2008 |
|
RU2499761C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2015 |
|
RU2690736C2 |
| СОСТАВНОЙ КОМПОНЕНТ, ПОЛУЧЕННЫЙ ПУТЕМ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ КЛИНЧЕВАНИЕМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2699427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА С ГРЕБНЯМИ, МЕТАЛЛИЧЕСКИЙ ЛИСТ С ГРЕБНЯМИ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2677394C2 |
| СЪЕМНАЯ СЕКЦИЯ СИЛОВОЙ ЭЛЕКТРИЧЕСКОЙ МАГИСТРАЛИ СЕКЦИИ ЭЛЕКТРОВОЗА | 2015 |
|
RU2585931C1 |




Заявленная группа изобретений относится к обработке металлов давлением, в частности к изготовлению обладающего несущей способностью стального конструктивного соединения клинчеванием металлических деталей общей толщиной более 8 мм. За счет локального деформирования формуют клинч-соединение. Причем первую металлическую деталь соединяют со второй металлической деталью при помощи инструмента с пуансоном и ответного инструмента. При этом сначала на обрабатывающую поверхность ответного инструмента друг к другу прикладывают и выверяют первую металлическую деталь и вторую металлическую деталь. Затем пуансон инструмента подают и погружают в обе, лежащие друг на друге, металлические детали, пока за счет пластического деформирования не будет сформовано клинч-соединение. Пуансон выполнен с возможностью вращения относительно оси вращения и симметричным. Кроме того, пуансон имеет переходный участок конической формы, сужающийся под углом в направлении погружения пуансона. Повышается несущая способность. 3 н. и 27 з.п. ф-лы, 10 ил.
1. Способ изготовления обладающего несущей способностью стального конструктивного элемента клинчеванием металлических деталей общей толщиной (tt) более 8 мм посредством инструмента (20) с пуансоном и ответного инструмента (30) за счет локального деформирования формуют по меньшей мере одно клинч-соединение (13), с помощью которого соединяют первую металлическую деталь (11; 6.1, 6.2; 7.1) со второй металлической деталью (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3), при котором прикладывают друг к другу и выверяют первую металлическую деталь (11; 6.1, 6.2; 7.1) и вторую металлическую деталь (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3) на обрабатывающей поверхности ответного инструмента (30), осуществляют подачу пуансона инструмента (20), погружают пуансон в обе приложенные друг к другу металлические детали (11; 12; 6.1, 6.3; 6.4; 6.2, 6.5, 6.6; 7.1, 7.2, 7.3) до тех пор, пока за счет локального деформирования не будет сформовано клинч-соединение (13), извлекают пуансон, причем первая металлическая деталь (11; 6.1, 6.2; 7.1) имеет первую толщину (t1), а вторая металлическая деталь (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3) имеет вторую толщину (t2), отличающийся тем, что используют инструмент, пуансон которого выполнен симметричным относительно оси (24) с возможностью вращения относительно нее, и имеющий, по меньшей мере, один переходный участок (21, 22) конической формы, сужающийся под углом (W, W1, W2) в направлении погружения пуансона, причем первый угол (W1) нижнего переходного участка (21), ведущего в торцевую поверхность (23), переходит во второй угол (W2) верхнего переходного участка (22) и первый угол (W1) больше второго угла (W2), при этом во время деформирования также верхний переходный участок (22) пуансона, по меньшей мере, частично погружают в металлические детали (11, 12).
2. Способ по п.1, отличающийся тем, что в стальном конструктивном элементе, у которого стальной профиль, или стальная балка, или стальной лист, или фасонная труба, или (нержавеющий, алюминиевый, медный) лист, или стальной листовой профиль (6.1, 6.2; 7.1) используют в качестве первой металлической детали (11), а стальной лист, или стальной профиль, или фасонную трубу, или (нержавеющий, алюминиевый, медный) лист, или стальной листовой профиль (6.3, 6.4, 6.5, 6.6; 7.2, 7.3) - в качестве второй металлической детали (12).
3. Способ по п.2, отличающийся тем, что толщина (t1) детали больше второй толщины (t2) детали, предпочтительно первая толщина (t1) детали больше 4 мм, а вторая толщина (t2) детали больше 3 мм.
4. Способ по любому из пп.1-3, отличающийся тем, что используют пуансон, переходный участок (21, 22) которого конической формы имеет длину L, которая зависит от общей толщины (tt) деталей следующим образом: 0,3 tt≤L≤2 tt, причем преимущественно принято, что L короче или меньше tt, предпочтительно L≤0,5 tt.
5. Способ по любому из пп.1-3, отличающийся тем, что используют пуансон, диаметр (D2) которого при общей толщине (tt) деталей более 8 мм лежит в диапазоне от 10 до 30 или 35 мм, причем диаметр (D2) предпочтительно лежит в диапазоне от 12 до 20 или 25 мм (включительно).
6. Способ по любому из пп.1-3, отличающийся тем, что пуансон извлекают посредством съемника (40) для отделения после клинчевания металлических деталей (11; 6.1, 6.2; 7.1; 12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3).
7. Способ по п.5, отличающийся тем, что съемник (40) перед отделением подают к поверхности (15) первой металлической детали (11; 6.1, 6.2; 7.1), при этом во время отделения посредством съемника (40) на металлические детали оказывают отделяющее усилие, тогда как действующее во встречном направлении усилие обратного хода отводит пуансон назад, причем отделяющее усилие при общей толщине (tt) деталей более 8 мм составляет менее 45 кН.
8. Способ по любому из пп.1-3, отличающийся тем, что одновременно воздействуют на два рядом расположенных одинаковых пуансона для соединения первой металлической детали (11; 6.1, 6.2; 7.1) со второй металлической деталью (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3) после погружения и извлечения пуансонов посредством двух соседних клинч-соединений (13).
9. Инструмент (20) для клинчевания, используемый для изготовления обладающего несущей способностью стального конструктивного элемента (5; 50) из двух металлических деталей (11; 6.1, 6.2; 7.1; 12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3) общей толщиной tt более 8 мм, соединенных между собой посредством по меньшей мере одного клинч-соединения (13), отличающийся тем, что он содержит пуансон с переходным участком (21, 22) конической формы с углом (W, W1) боковой стороны, причем первый угол (W1) нижнего переходного участка (21), ведущего в торцевую поверхность (23), переходит во второй угол (W2) верхнего переходного участка (22) и первый угол (W1) больше второго угла (W2), причем пуансон выполнен с обеспечением возможности по меньшей мере частичного погружения в металлические детали (11, 12) верхним переходным участком (22) во время деформирования, при этом торцевая поверхность (23) пуансона со стороны деталей имеет незначительно меньший диаметр (D1) со стороны деталей, чем диаметр (D2) пуансона со стороны инструмента.
10. Инструмент по п.9, отличающийся тем, что он предназначен для клинчевания первой детали (11; 6.1, 6.2; 7.1) стального конструктивного элемента (5; 50) первой толщиной (t1) и второй детали (12; 6.3, 6.4, 6.5, 6.6; 7.2, 7.3) стального конструктивного элемента (5; 50) второй толщиной (t2), причем первая толщина (t1) больше второй толщины (t2) и предпочтительно больше 4 мм, вторая толщина (t2) больше 3 мм, а общая толщина (tt) деталей больше 8 мм.
11. Инструмент по п.9 или 10, отличающийся тем, что он предназначен для клинчевания первой детали (11), выполненной в виде стального профиля, или стальной балки, или стального листа, или фасонной трубы, или (нержавеющего, алюминиевого, медного) листа, или стального листового профиля (6.1, 6.2; 7.1), и второй детали (12) - в виде стального листа, или стального профиля, или фасонной трубы, или (нержавеющего, алюминиевого, медного) листа, или стального листового профиля (6.3, 6.4, 6.5, 6.6; 7.2, 7.3).
12. Инструмент по п.9 или 10, отличающийся тем, что он предназначен для получения клинч-соединения (13), рассчитанного на растягивающую нагрузку по меньшей мере 40 кН.
13. Стальной конструктивный элемент (5; 50), состоящий по меньшей мере из двух металлических деталей (11, 12; 6.1, 6.2, 6.3, 6.4, 6.5, 6.6, 7.1, 7.2, 7.3), соединенных между собой посредством по меньшей мере одного клинч-соединения (13), отличающийся тем, что он изготовлен способом по любому из пп.1-8.
14. Элемент по п.13, отличающийся тем, что он является частью каркасной конструкции (4, 5, 50) движущегося тротуара или эскалатора (1), причем первая металлическая деталь (11) выполнена в виде продольной балки или стальной балки (6.1, 6.2) каркасной конструкции (4, 5, 50), а вторая металлическая деталь (12) выполнена в виде пластины, или листового железа, или плоского листа, или стального профиля (6.3, 6.4, 6.5, 6.6), закрепленного на этой продольной балке или стальной балке (6.1, 6.2) посредством одного, двух, трех или более клинч-соединений (13).
15. Элемент по п.13 или 14, отличающийся тем, что он содержит по меньшей мере одну опору (51), предпочтительно выполненную в виде центральной опоры, для каркасной конструкции (4, 5, 50) движущегося тротуара или эскалатора (1).
16. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью лифтовой установки.
17. Элемент по п.16, отличающийся тем, что первая металлическая деталь (11) выполнена в виде опорного, или фиксирующего, или несущего, или рамного элемента кабины лифта, а вторая металлическая деталь (12) выполнена в виде пластины, или листового железа, или стального профиля, или плоского листа, закрепленного на опорном, или несущем, или фиксирующем, или рамном элементе посредством одного, двух, трех или более клинч-соединений (13).
18. Элемент по п.16, отличающийся тем, что первая металлическая деталь (11) выполнена в виде опорного или рамного элемента противовеса, или рамы противовеса, или корзины противовеса лифтовой установки, а вторая металлическая деталь (12) выполнена в виде пластины, или листового железа, или стального профиля, или плоского листа, закрепленного на опорном или рамном элементе посредством одного, двух, трех или более клинч-соединений (13).
19. Элемент по п.16, отличающийся тем, что первая металлическая деталь (11) выполнена в виде опорного, или фиксирующего, или несущего, или рамного элемента решетки лебедки, или приводной решетки, или приводной балки, или рамы машины лифтовой установки, а вторая металлическая деталь (12) выполнена в виде пластины, или листового железа, или стального профиля, или плоского листа, закрепленного на опорном, или несущем, или рамном элементе посредством одного, двух, трех или более клинч-соединений (13).
20. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью строительного крана, или портального крана, или контейнерного крана, или контейнерного портового крана.
21. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью опоры высоковольтной линии, или опорной установки высоковольтной линии, или оттяжной установки высоковольтной линии, или трансформаторной подстанции или электростанции.
22. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью стальной балочной ветросиловой установки, или ветросиловой установки, или солнечной установки.
23. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью пешеходного стального моста, или стального моста, или пилона, или стального балочного пилона, или разводной мостовой установки.
24. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью стальной крыши ангара, или стальной купольной крыши, или стального сводчатого перекрытия.
25. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью стеклостального фасада, или фасада высотного здания, или стального балочного каркаса высотного здания, или стальной балки высотного здания.
26. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью рафинировочной установки, или заводского оборудования, или сахарорафинадной установки, или производственной установки.
27. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью товарной установки, или товарного вагона, или железнодорожного вагона, или пассажирского вагона, или вагона метро, или вагона городской железной дороги, или вагона скоростного поезда.
28. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью колесного погрузчика, или гусеничного тягача, или гусеничного транспортного средства, или вилочного погрузчика, или автопогрузчика, или ковшового погрузчика, или бокового погрузчика.
29. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью судовой установки, или судового крана, или судна, или водного транспортного средства, или баржи, или шпангоутного соединения, или стального шпангоута, или судового шпангоута.
30. Элемент по п.13 или 14, отличающийся тем, что он или металлические детали (11, 12) является/являются частью стальной защитной футеровки, или стальной защитной футеровки от износа, или конвейера с защитной футеровкой, или желоба с защитной футеровкой, или насоса с защитной футеровкой, или защитной футеровки колес.
| US 2006096075 A1, 11.05.2006 | |||
| Способ соединения двух листовых заготовок различной толщины и устройство для его осуществления | 1990 |
|
SU1761351A1 |
| SU 1286099 A3, 23.01.1987 | |||
| RU 93053994, A, 20.07.1996 | |||
| WO 03015579 A, 27.02.2003. | |||

