Область техники
[0001] Настоящее изобретение относится к составному компоненту, полученному путем механического соединения клинчеванием, и способу его изготовления и, более конкретно, к высокопрочному составному компоненту, полученному путем механического соединения клинчеванием, и способу успешного изготовления такого компонента, без возникновения таких дефектов, как трещины.
Уровень техники
[0002] Использование в каркасах кузовов транспортных средств стальных листов, имеющих сверхвысокую прочность, постоянно увеличивается, целью этого является обеспечение безопасности при столкновении и снижение веса автомобиля. Чтобы при ударе в результате столкновения ограничить деформацию определенным уровнем, стальной компонент автомобиля усиливают, соединяя при помощи точечной сварки с основным элементом этого компонента усиливающий элемент, чтобы в некоторой степени увеличить толщину этого компонента. Однако этот способ после изготовления основного элемента и усиливающего элемента требует выполнения точечной сварки для их соединения, в результате чего возникает проблема в виде увеличения затрат.
[0003] В то же время, известен способ соединения, называемый "механическим соединением клинчеванием", представляющий собой способ локального соединения путем обработки в холодном состоянии, который является альтернативой указанной выше точечной сварке. Этот способ соединения по типу относится к скреплению металлических элементов друг с другом для их механического соединения. В Таблице 1 перечислены все виды скрепления и приведены их особенности. Как указано в Таблице 1, имеется несколько видов соединения. Одним из них является соединение путем механического соединения клинчеванием, представляющее собой способ, при выполнении которого два или более металлических листов штампуют одновременно с использованием пуансона с выступом и матрицы с углублением. Это соединение путем механического соединения клинчеванием отличается тем, что, как указано в Таблице 1, не требуется предварительной обработки или дополнительных соединяющих элементов, тем, что соединение можно выполнять во время штамповки, и тем, что осуществление такого соединения в процессе горячего формования дополнительно позволяет выполнить закалку в области соединения за счет охлаждения матрицей.
[0004] Это соединение путем механического соединения клинчеванием позволяет снизить затраты и увеличить производительность, если сравнивать с точечной сваркой. Например, в Патентном документе 1 описано выполнение операции скрепления, называемой TOX®, во время штамповки, выполняемой предположительно в холодном состоянии. Но это способ соединения предназначен для получения внешней боковой панели, основа которой имеет низкую прочность, поэтому, в принципе, он неприменим для компонента со сверхвысокой прочностью, получаемого путем скрепления.
[0005]
Таблица 1
отбортованный участок
элемент
[0006] В случае соединения путем механического соединения клинчеванием в ходе обработки в холодном состоянии, как указано выше, возникает проблема, заключающаяся в том, что использование стального листа, имеющего высокую прочность, может привести к возникновению трещин во время соединения и, таким образом, к невозможности изготовления стального компонента, имеющего высокую прочность. С другой стороны, в Патентном документе 2 описано, что обработку давлением с использованием матрицы, имеющей низкую температуру, выполняют в условиях, когда отбортованный участок, созданный в ненагретом кронштейне, помещен в приемное отверстие балки, имеющей высокую температуру, которая составляет 850°С или более, чтобы таким образом одновременно выполнить формование и закалку балки, и скрепляют кронштейн с балкой за счет изгибания или сжатия отбортованного участка.
[0007] Однако это способ требует выполнения этапа изготовления кронштейна, чтобы заранее создать кронштейн, имеющий отбортованный участок в форме кольца, который можно поместить в приемное отверстие балки. То есть, получение сложной формы требует выполнения еще одного этапа в дополнение к этапу штамповки, что увеличивает затраты. Кроме того, так как использование стального листа, имеющего сверхвысокую прочность, не предполагается, при выполнении нагрева и скрепления могут возникать трещины, либо есть вероятность того, что не удастся обеспечить достаточно высокую прочность на отслаивание.
[0008] Таким образом, существует потребность в изготовлении компонента, имеющего сверхвысокую прочность и достаточно высокую прочность на отслаивание, в частности, компонента, полученного из стальных листов со сверхвысокой прочностью, прочность которых на растяжение составляет 1180 МПа или более, с осуществлением соединения путем механического соединения клинчеванием, при котором не возникает проблем, а именно, таких дефектов, как трещины, и без выполнения дополнительных этапов, помимо этапа соединения путем механического соединения клинчеванием.
Список литературы
Патентные документы
[0010] Патентный документ 1: WO 2013/008515 A
Патентный документ 2: JP 2006-321405 А
Сущность изобретения
[0011] Согласно одному аспекту настоящего изобретения, составной компонент, полученный путем механического соединения клинчеванием, состоит из двух или более стальных листов, причем:
этот компонент включает по меньшей мере одну область соединения, в которой прочность на отслаивание составляет 0,200 кН/мм или более, причем компонент имеет твердость, составляющую 360 HV или более.
[0012] Согласно другому аспекту настоящего изобретения предлагается Способ изготовления составного компонента, полученного путем механического соединения клинчеванием, по п.1, содержащий следующие последовательно выполняемые этапы:
- нагрев двух или более стальных листов до температуры Ас3 или выше; и
- механическое соединение этих листов клинчеванием, причем углеродный эквивалент Ceq для этих стальных листов, время t удерживания в нижней мертвой точке и температура Т начала соединения во время механического соединения клинчеванием удовлетворяет приведенным ниже соотношениям (1) и (2):
Ceq × (0,00209 × t + 0,000731 × T - 0,0365) ≥0 ,200 (1)
Ceq ≥ -0,00071 × T + 0,993 (2)
где Ceq - углеродный эквивалент (мас.%) для стальных листов, вычисленный при помощи приведенного ниже соотношения (3), t (секунды) - время удерживания в нижней мертвой точке и Т (°С) - температура начала соединения, причем, если значение Ceq в упомянутых двух или более стальных листах различается, используется наименьшее значение Ceq,
Ceq=C+(1/6) × Mn + (1/24) × Si + (1/40) × Ni + (1/5) × Cr + (1/4) × Mo + (1/14) × V (3), где название каждого элемента показывает его содержание в мас.% в стальных листах и равно 0, если элемент не содержится.
Краткое описание чертежей
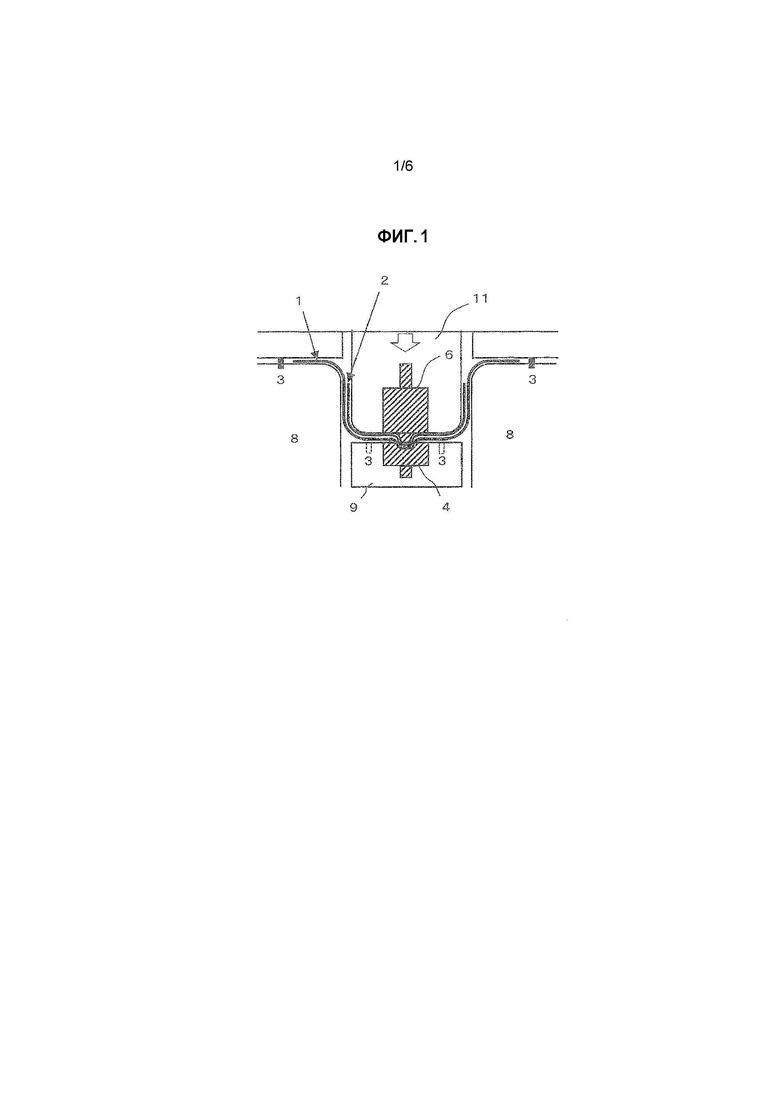
[0013] На Фиг.1 схематично показана одна модификация настоящего изобретения.
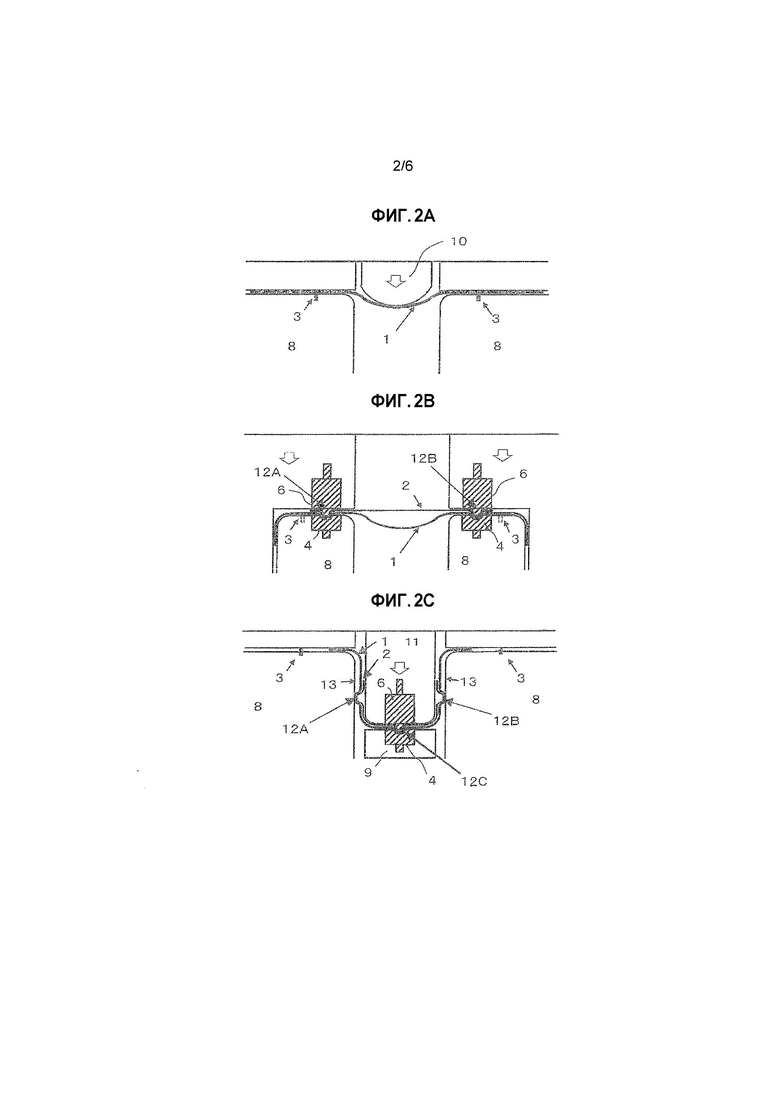
На Фиг.2А - Фиг.2С схематично показана другая модификация настоящего изобретения.
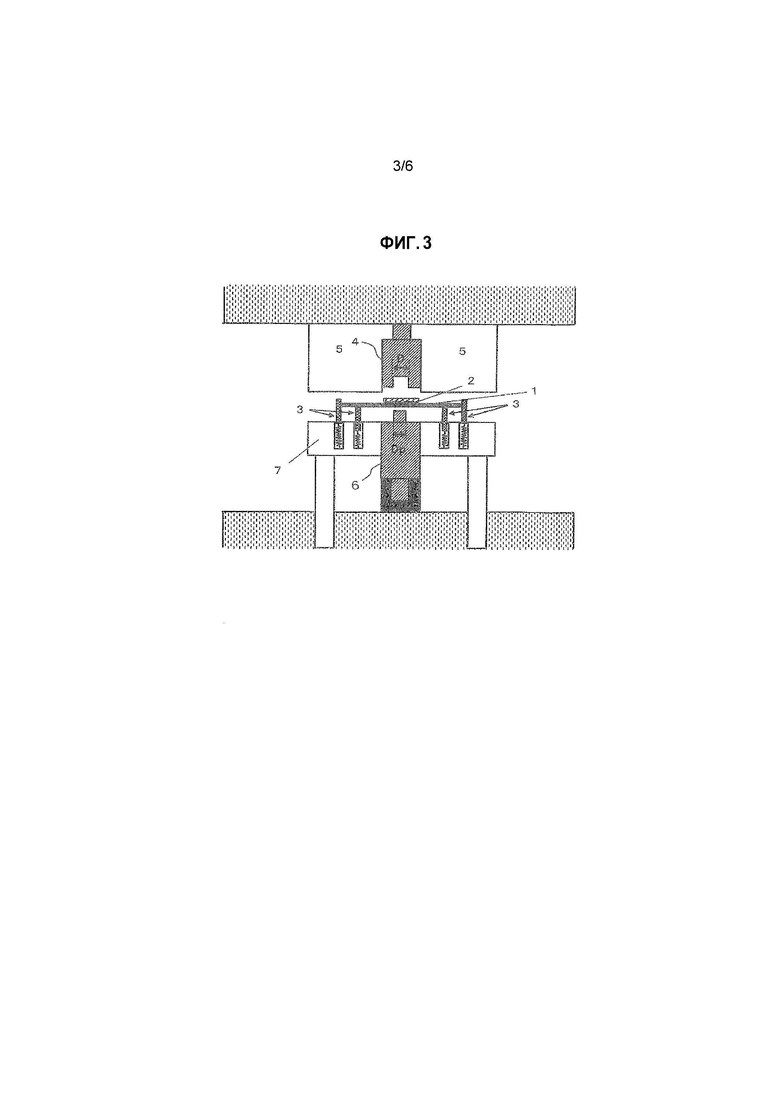
На Фиг.3 показана матрица с прикрепленным к ней инструментом для механического соединения клинчеванием, которую используют при получении тестовых образцов в примерах.
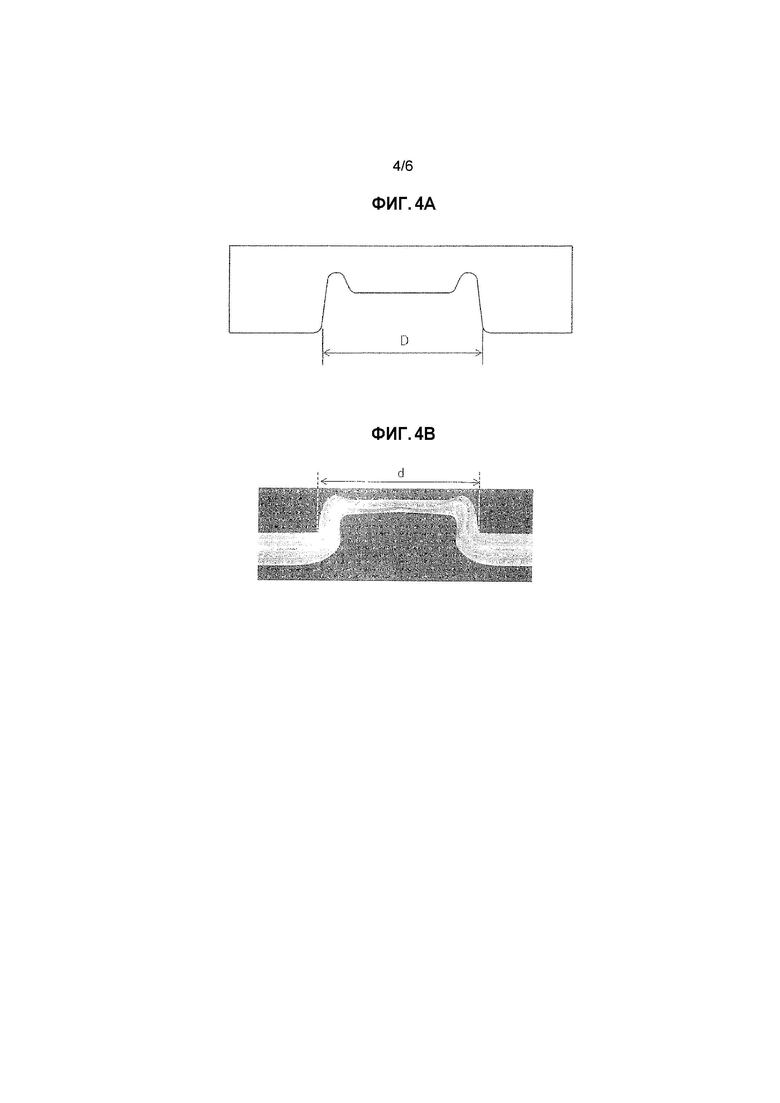
На Фиг.4А и 4В приведены схемы, используемые при описании вычисления отношения d/D.
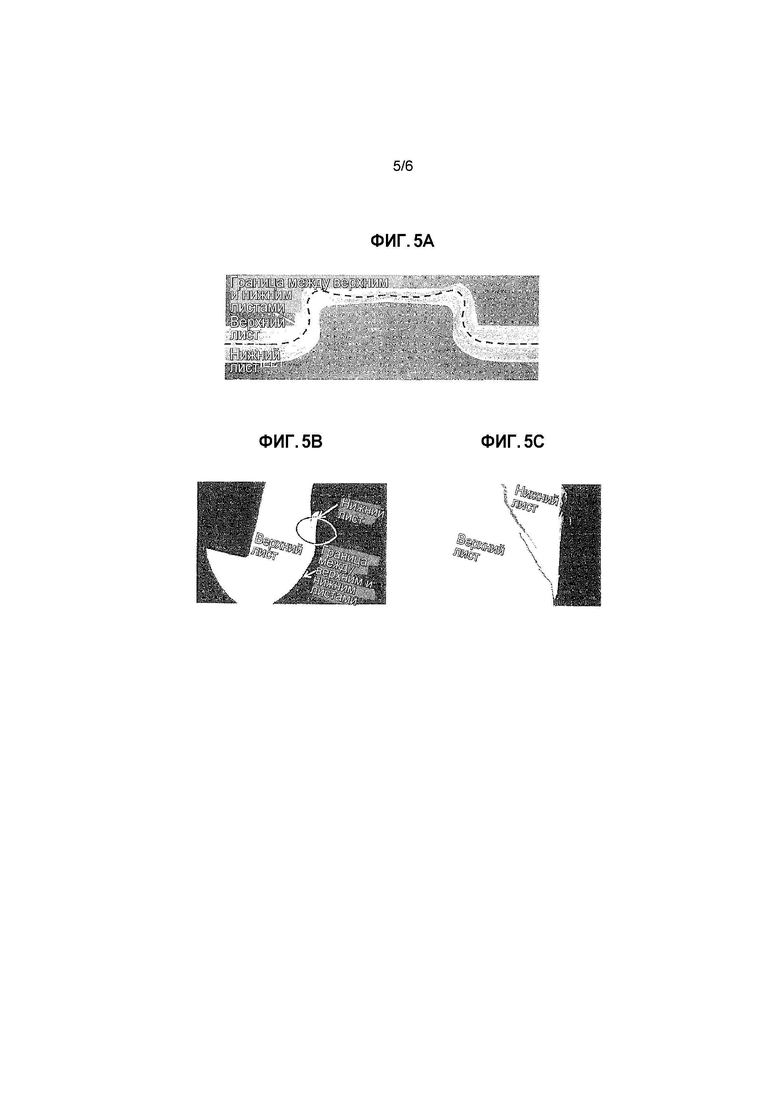
На Фиг.5А - Фиг.5С приведены поперечные сечения компонента № 5 в одном из примеров. На Фиг.5А поперечное сечение этого компонента показано полностью. На Фиг.5В приведена часть поперечного сечения этого компонента. На Фиг.5С в увеличенном масштабе показана область, ограниченная эллипсом на Фиг.5В.
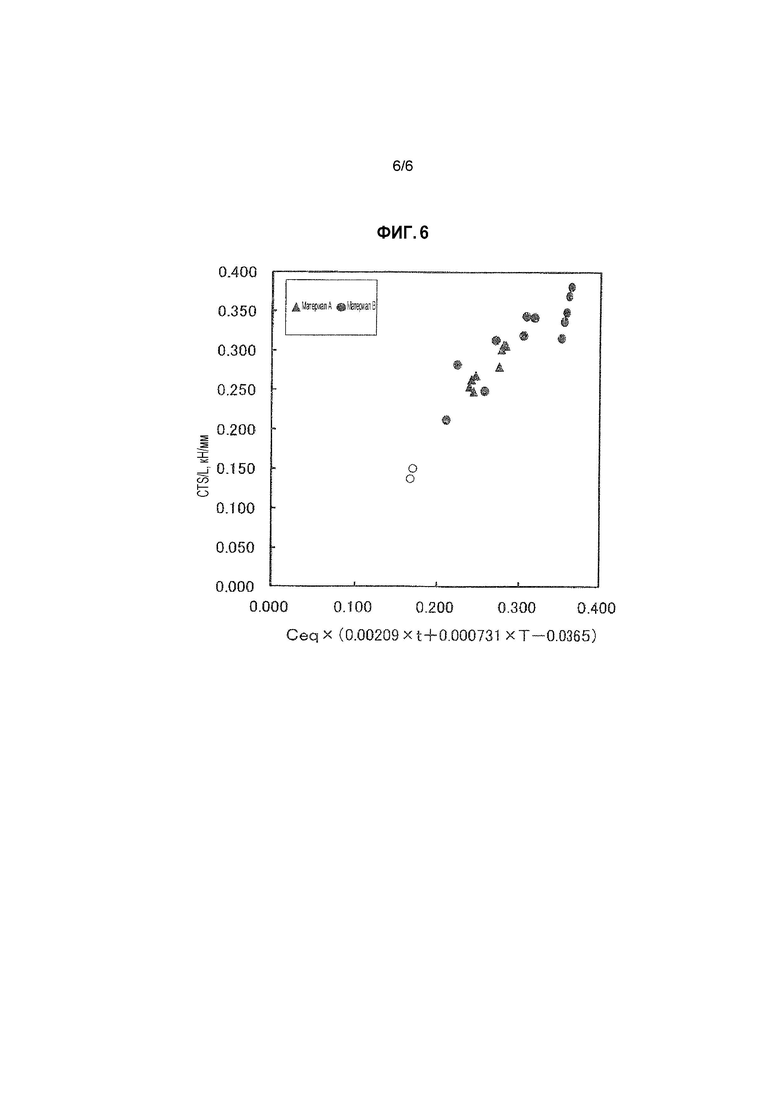
На Фиг.6 приведена диаграмма, иллюстрирующая соотношение между левой частью соотношения (1) и значением CTS/L.
Подробное описание вариантов реализации
[0014] Авторы настоящего изобретения провели глубокие исследования, чтобы устранить указанную выше проблему. Сначала, чтобы снова определить величину предела прочности на растяжение, приводящую к возникновению трещин во время соединения в ходе обработки в холодном состоянии, было выполнено холодное формование стальных листов, имеющих прочность на растяжение от 270 до 1470 МПа и толщину 1,4 мм, чтобы соединить эти листы вместе при их наложении один на другой с пересечением под прямым углом, с использованием матрицы, к которой был прикреплен инструмент для механического соединения клинчеванием, использовавшейся в примерах, рассмотренных далее. Результаты подтвердили, что, как показано в Таблице 2, прочность стальных листов на растяжение, составляющая 780 МПа или более, приводила к возникновению трещин во время соединения, в результате чего невозможно было соединить эти листы путем механического соединения клинчеванием. Здесь вместо термина "соединение путем механического соединения клинчеванием" также может использоваться термин "соединение", и вместо термина "составной компонент, полученный путем механического соединения клинчеванием" также может использоваться термин "составной компонент".
[0015]
Таблица 2
[0016] Как описано выше, авторы настоящего изобретения провели глубокие исследования, касающиеся способа успешного соединения путем механического соединения клинчеванием, исходя из того, что в качестве стального листа со сверхвысокой прочностью, потребность в использовании которого в последние годы является очень высокой, используется стальной лист, имеющий прочность на растяжение 1180 МПа или более, т.е., стальной лист со сверхвысокой прочностью, в котором определенно могут возникать трещины при соединении в ходе обработки в холодном состоянии, если учитывать результаты, приведенные выше в Таблице 2. Если говорить более подробно, были проведены глубокие исследования, чтобы обеспечить соблюдение всех условий (А) -(D).
(А) Компонент демонстрирует сверхвысокую прочность. Если говорить конкретно, компонент демонстрирует твердость по Виккерсу, составляющую 360 HV или более, т.е., прочность на растяжение, составляющую 1180 МПа или более, более предпочтительно - твердость по Виккерсу, составляющую 450 HV или более, т.е., прочность на растяжение, составляющую 1470 МПа или более.
(В) Компонент имеет высокую прочность на отслаивание. Если говорить конкретно, компонент имеет прочность при поперечном растяжении (т.е., прочность на отслаивание), составляющую 0,200 кН/мм или более, которая измеряется как прочность на единицу длины границы области соединения с использованием способа, описанного здесь позднее.
(С) Компонент может быть изготовлен путем соединения его частей без возникновения трещин.
(D) Не требуется выполнять предварительных операций перед обработкой давлением или последующих операций после нее, что позволяет снизить затраты при изготовлении этого компонента.
[0017] Авторы настоящего изобретения при его создании обнаружили, что на этапе соединения, выполняемом после этапа нагрева, на котором стальной лист нагревают до определенной температуры или выше нее, необходимо, чтобы взаимосвязь углеродного эквивалента Ceq для стальных листов, времени t удерживания в нижней мертвой точке и температуры Т начала соединения во время соединения путем механического соединения клинчеванием удовлетворяла сотношениям (1) и (2), которые приведены далее.
[0018] Таким образом, составной компонент, полученный путем механического соединения клинчеванием, который соответствует настоящему изобретению, представляет собой составной компонент, полученный путем механического соединения клинчеванием, который состоит из двух или более стальных листов, причем этот компонент включает по меньшей мере одну область соединения, в которой прочность на отслаивание составляет 0,200 кН/мм или более, и этот компонент имеет твердость, составляющую 360 HV или более.
[0019] Указанное выше сочетание условий позволяет предложить составной компонент, полученный путем механического соединения клинчеванием, который имеет сверхвысокую прочность и достаточно высокую прочность на отслаивание.
[0020] Кроме того, способ изготовления составного компонента путем механического соединения клинчеванием, соответствующий настоящему изобретению, отличается тем, что включает следующие последовательно выполняемые этапы: нагревают упомянутые два или более стальных листов до температуры Ас3 или выше; и соединяют эти листы путем механического соединения клинчеванием при соблюдении условия, что взаимосвязь углеродного эквивалента Ceq для этих стальных листов, времени t удерживания в нижней мертвой точке и температуры Т начала соединения во время соединения путем механического соединения клинчеванием удовлетворяет соотношениям (1) и (2), которые приведены позднее.
[0021] Такое сочетание условий позволяет предложить способ успешного изготовления описанного выше компонента с использованием соединения путем механического соединения клинчеванием, без возникновения таких дефектов, как трещины, и без выполнения дополнительных этапов, помимо этапа соединения путем механического соединения клинчеванием.
[0022] Ниже каждый этап этого варианта будет описан подробно.
[0023] Этап нагрева
В этом варианте, чтобы выполнить описанное выше соединение, упомянутые два или более стальных листов сначала нагревают до температуры Ас3 или выше. Этот нагрев облегчает описанное позднее соединение и позволяет получить составной компонент, имеющий требуемые свойства. Температура нагрева предпочтительно больше или равна (температура Ас3+10°С). Чрезмерно высокая температура нагрева приводит к возникновению крупнозернистой структуры, что может снизить пластичность или способность к изгибанию. Таким образом, верхним пределом температуры нагрева предпочтительно является (температура Ас3+180°С) и более предпочтительно - приблизительно (температура Ас3+150°С).
[0024] Температуру Ас3 можно определить, используя следующее соотношение, приведенное в статье "Leslie Tekkou Zairyougakky" (первоначально озаглавленной "The Physical Metallurgy of Steels" ("Физические процессы при литье сталей"), Maruzen Co., Ltd., и опубликованной 31 мая 1985, стр. 273). В приведенном далее уравнении выражение [название химического элемента] означает содержание этого элемента в стали в мас.%. В приведенном далее уравнении значение для элемента, который отсутствует, может быть принято равным нулю.
Температура Ас3 (°С)=910-203 × [C]0,5-15,2 × [Ni]+44,7 × [Si]+104 × [V]+31,5 × [Mo]+13,1 × [W] - 30 × [Mn] - 11 × [Cr]- 20 × [Cu]+700 × [P]+400 × [Al]+400 × [Ti]
[0025] Длительность выдержки при указанной выше температуре нагрева предпочтительно составляет одну минуту или более. Кроме того, чтобы ограничить рост зерен аустенита и т.п., длительность выдержки предпочтительно составляет 15 минут или менее. Кроме того, температуру до достижения точки Ас3 можно повышать с любой скоростью. Примерные способы нагрева включают нагрев в печи, нагрев Джоулевой теплотой и индукционный нагрев.
[0026] Этап соединения
Авторы настоящего изобретения для этого этапа соединения определили условия конкретно для увеличения прочности на отслаивание в области соединения, имеющейся в полученном компоненте. Сначала следует отметить, что в этом варианте, из-за того, что прочность CTS при поперечном растяжении зависит от длины L границы области соединения, в качестве прочности на отслаивание используется величина CTS/L, получаемая при делении CTS на L. Это позволяет оценивать прочность на отслаивание вне зависимости от размеров области соединения. В рассмотренных позднее примерах, в которых используются круглые области соединения, L представляет собой длину окружности, являющейся границей такой круглой области.
[0027] В этом варианте условия соединения также были определены таким образом, чтобы обеспечить получение компонента, имеющего твердость и указанную выше прочность на отслаивание, находящиеся на некотором заранее определенном уровне или превышающие этот уровень, в частности, прочность CTS/L на отслаивание, составляющую 0,200 кН/мм или более. Если говорить конкретно, изготовление составного компонента, полученного путем механического соединения клинчеванием, с использованием стальных листов с разным химическим составом, разного времени удерживания в нижней мертвой точке и разных температур начала соединения, как показано в рассмотренных позднее примерах, продемонстрировало, что имеются условия соединения, позволяющие получать этот компонент с некоторыми заранее определенными значениями твердости и прочности на отслаивание, либо с превышением этих значений, без возникновения трещин.
[0028] При поиске этих условий соединения дополнительно учитывалось следующее. Сначала, с учетом того, что на прочность на отслаивание после штамповки предположительно влияет твердость основы компонента, что на эту твердость влияют закаливаемость стального листа, температура начала закалки и время t удерживания в нижней мертвой точке, и что температура начала закалки в этом варианте соответствует температуре Т начала соединения, было получено приведенное ниже соотношение (4) для вычисления прочности CTS/L на отслаивание с использованием углеродного эквивалента Ceq, служащего показателем закаливаемости стального листа, а также времени t удерживания в нижней мертвой точке и температуры Т начала соединения. В приведенном ниже уравнении (4) значение Ceq (% по массе) -это значение, вычисленное из приведенного ниже соотношения (3), указанного в стандарте JIS G 0203, и a, b и c - это коэффициенты.
CTS/L=Ceq × (a × t+b × T+c) (4)
Ceq=C+(1/6) × Mn+(1/24) × Si+(1/40) × Ni +(1/5) × Cr+(1/4) × Mo+(1/14) × V (3)
где названия химических элементов означают их содержание в % по массе в стальных листах, и это содержание равно нулю, если химический элемент отсутствует.
[0029] Авторы настоящего изобретения изготовили составные компоненты, полученные путем механического соединения клинчеванием, с использованием стальных листов с разным химическим составом, разного времени удерживания в нижней мертвой точке и разной температуры начала соединения, как указано в рассмотренных позднее примерах, и выполнили эксперименты по определению прочности изготовленных компонентов на отслаивание. Для получения соотношения, позволяющего обеспечить прочность на отслаивание, составляющую 0,200 кН/мм или более, был выполнен множественный регрессионный анализ результатов экспериментов, чтобы определить значения коэффициентов а, b и с в приведенном выше уравнении (4), таким образом было получено приведенное ниже соотношение (1):
Ceq × (0,00209 × t+0,000731 × T - 0,0365) ≥0,200 (1)
где Ceq - углеродный эквивалент (% по массе) для стальных листов, вычисленный при помощи приведенного ниже соотношения (3), t (секунды) -время удерживания в нижней мертвой точке и Т (°С) -температура начала соединения. Если значение Ceq в упомянутых двух или более стальных листах различается, используется наименьшее значение Ceq.
Ceq=C+(1/6) × Mn+(1/24) × Si+(1/40) × Ni+(1/5) × Cr+(1/4) × Mo+(1/14) × V (3)
[0030] Соблюдение приведенного выше соотношения (1), по всей видимости, позволяет уменьшить отношение (d/D) диаметра d области соединения в изделии к диаметру D матрицы, что позволяет повысить прочность на отслаивание.
[0031] В этом варианте дополнительно требуется соблюдение приведенного ниже соотношения (2). Приведенное ниже соотношение (2) задается с учетом того факта, что на температуру начала соединения влияет химический состав стальных листов, в частности, среди прочего - Ceq. Приведенное ниже соотношение (2) также было получено при изготовлении составных компонентов, получаемых путем механического соединения клинчеванием, с использованием стальных листов с разным химическим составом и разной температуры начала соединения и при выполнении экспериментов по определению прочности изготовленных компонентов на отслаивание.
Ceq ≥ -0,00071 × T+0,993 (2)
где Ceq - углеродный эквивалент (% по массе) для стальных листов, вычисленный при помощи приведенного выше соотношения (3), и Т (°С) - температура начала соединения.
[0032] Упомянутые два или более стальных листов, которые используют при соединении путем механического соединения клинчеванием в этом варианте, могут различаться по химическому составу, т.е., иметь разные значения Ceq. В таком случае в соотношениях (1) и (2) используется наименьшее значение Ceq.
[0033] Выполнение соединения в условиях, удовлетворяющих приведенным выше соотношениям (1) и (2), позволяет соблюсти все условия (А) -(D). То есть, можно изготовить составной компонент, полученный путем механического соединения клинчеванием, имеющий (А) твердость HV≥360 и (В) прочность на отслаивание CTS/L≥0,200 кН/мм, без добавления предварительных или последующих операций и при сниженных затратах. Создание требуемой формы компонента при соединении путем механического соединения клинчеванием происходит так же, как и при прессовании, и поэтому при этом может повышаться жесткость этого компонента.
[0034] В этом варианте достаточно, чтобы в способе изготовления составного компонента соблюдались условия, которые описаны выше, другие условия конкретным образом не ограничиваются. С учетом ограничения увеличения нагрузки при формовании и снижения формуемости, предпочтительно, чтобы температура начала соединения составляла 400°С или более. Время удерживания в нижней мертвой точке предпочтительно является более длительным для повышения прочности на отслаивание, но если важна производительность, либо выполняется описанный позднее процесс, состоящий из множества этапов, время удерживания в нижней мертвой точке для одной операции соединения предпочтительно составляет 3 секунды или менее.
[0035] В этом варианте на этапе соединения путем механического соединения клинчеванием также можно выполнять горячую штамповку. Горячую штамповку можно выполнять в любых условиях и с использованием обычно применяемого способа. Чтобы горячая штамповка выполнялась успешным образом, температура в начале штамповки, т.е., в момент, когда матрица начинает контактировать со стальным листом, предпочтительно составляет 400°С или более.
[0036] Необходимо только, чтобы способ изготовления составного компонента, соответствующий этому варианту, включал описанные выше этап нагрева и этап соединения в указанном порядке. Этап соединения может выполняться только один раз, либо два раза или более. Кроме того, в период времени от нагрева до окончания формования стальных листов, в качестве другого этапа, помимо этапа соединения, может выполняться, например, этап обработки стальных листов, описанный ниже как первый этап второй модификации. Этот вариант устраняет необходимость выполнения других этапов, помимо этапов нагрева и формования, что позволяет изготавливать составной компонент с высокой производительностью и при сниженных затратах.
[0037] Конкретные модификации способа изготовления, соответствующего этому варианту, для случая, когда соединение выполняют одновременно с горячей штамповкой, например, включают первую модификацию и вторую модификацию, которые описаны ниже. Однако настоящее изобретение не ограничивается этими модификациями. Хотя приведенные ниже примеры рассмотрены для случая локального соединения в круглой области соединения клинчеванием, за пределы объема настоящего изобретения не выходят и другие модификации, включающие другие формы, например, локальное соединение в прямоугольной области и линейное соединение в направлении по длине компонента.
[0038] В приведенном здесь описании производится обращение к чертежам, на которых используются следующие ссылочные обозначения:
1 - Стальной лист
2 - Другой стальной лист или Усиливающий элемент из стального листа
3 - Опорная платформа
4 - Матрица для соединения
5 - Держатель матрицы для соединения
6 - Пуансон для соединения
7 - Держатель пуансона для соединения
8 - Матрица для штамповки
9 - Площадка
10 - Пуансон для создания вытянутого участка
11 - Пуансон для штамповки
12А, 12В, 12С - Область соединения
13 - Вертикальная стенка компонента
[0039] Первая модификация: одноэтапный процесс
Согласно первой модификации, формование можно выполнять, например, используя устройство, показанное на Фиг.1. Если говорить более подробно, нагретые стальной лист 1 и другой стальной лист 2, служащий в качестве усиливающего элемента, накладывают один на другой, устанавливают на опорную платформу 3 и охлаждают на воздухе до температуры начала соединения. Для одновременного выполнения штамповки и соединения опускают пуансон 11 для штамповки, включающий в этом случае пуансон 6 для соединения. На Фиг.1 показана ситуация, когда достигнута нижняя мертвая точка. В этой первой модификации, как показано на Фиг.1, стальные листы 1 и 2 штампуют при помощи матрицы 8 для штамповки, площадки 9 и пуансона 11 для соединения и в то же время соединяют вместе при помощи матрицы 4 для соединения, установленной на площадке 9, и пуансона 6 для соединения.
[0040] Вторая модификация: многоэтапный процесс
Согласно второй модификации, формование можно выполнять, например, как показано на Фиг.2А - Фиг.2С. Как показано на Фиг.2А - Фиг.2С, стальные листы нагревают и затем последовательно выполняют первый этап, показанный на Фиг.2А, второй этап, показанный на Фиг.2В, и третий этап, показанный на Фиг.2С. Теперь будет описан каждый из этих этапов. Сначала, на первом этапе, нагретый стальной лист 1 устанавливают на опорную платформу 3, и после этого опускают пуансон 10 для создания вытянутого участка, чтобы получить в стальном листе 1 вытянутый участок, на котором будет создана внешняя стенка компонента, как показано на Фиг.2А. Далее, на втором этапе, на стальной лист 1, имеющий вытянутый участок, устанавливают другой стальной лист 2, и затем опускают пуансон 6 для соединения, чтобы соединить вместе эти листы в двух точках при помощи данного пуансона и матрицы 4 для соединения, входящей в состав матрицы 8 для штамповки, как показано на Фиг.2В. В результате получают области 12А, 12В соединения.
[0041] Затем, на третьем этапе, который является последним этапом, одновременно выполняют горячую штамповку и соединение. Если говорить более подробно, чтобы выполнить штамповку вместе с соединением, опускают пуансон 11 для штамповки, в этом случае включающий пуансон 6 для соединения. На Фиг.2С показана ситуация, когда достигнута нижняя мертвая точка. На этом третьем этапе, как показано на Фиг.2С, стальные листы 1 и 2 штампуют при помощи матрицы 8 для штамповки, площадки 9 и пуансона 11 для штамповки и в то же время соединяют вместе при помощи матрицы 4 для соединения, установленной на площадке 9, и пуансона 6 для соединения, чтобы создать область 12С соединения. Этот этап позволяет формовать области 12А, 12В соединения на вертикальной стенке 13 компонента.
[0042] В случае стального компонента автомобиля, стальной лист 1 и другой стальной лист 2 можно использовать, например, в качестве внешней части и внутренней части, соответственно. Хотя для приведенных выше модификаций это не указано, этап соединения можно выполнять в одной области два или более раз, как указано в рассмотренном позднее Примере 2.
[0043] Химический состав стальных листов, которые соединяют, как описано выше, конкретным образом не ограничивается. Например, в упомянутых двух или более стальных листах могут соблюдаться условия по химическому составу, которые приведены ниже. Примеры используемых типов стальных листов включают горячекатаные стальные листы, холоднокатаные стальные листы, плакированные стальные листы, например, оцинкованные стальные листы, полученные в результате плакирования этих стальных листов, и легированные горячеоцинкованные стальные листы, полученные в результате последующего легирования. Этот способ можно применять не только для соединения стальных листов, но также для соединения разных материалов (т.е., технология соединения нескольких материалов), например, стального листа и алюминиевого листа.
[0044] Химический состав стальных листов, образующих компонент, соответствующий этому варианту, то есть, химический состав соединяемых стальных листов, может быть таким, как указано ниже. Отметим, что единица измерения "%", используемая ниже при указании химического состава, означает мас.%, если не указано иное.
[0045] 0,15% - 0,4% С
Чтобы надежно обеспечить твердость компонента, составляющую 360 HV или более, содержание С предпочтительно составляет 0,15% или более. Более предпочтительно, чтобы содержание С составляло 0,17% или более, еще более предпочтительно - 0,20% или более. В то же время, если принимать во внимание свариваемость получаемого элемента, предпочтительно, чтобы содержание С составляло 0,4% или менее, более предпочтительно - 0,30% или менее, еще более предпочтительно - 0,26% или менее.
[0046] больше 0% - 2% Si
Кремний (Si) является химическим элементом, позволяющим повысить закаливаемость стального листа, подвергаемого горячей штамповке, и гарантированным образом обеспечить прочность компонента, полученного при помощи горячей штамповки. Исходя из этого, содержание Si предпочтительно составляет 0,05% или более, более предпочтительно - 0,15% или более. Однако избыточное содержание Si затрудняет получение стальных листов с меньшей твердостью для использования при горячей штамповке и, помимо этого, значительно повышает температуру Ас3, приводя к тому, что на стадии нагрева при горячей штамповке остается феррит. Это затрудняет достижение высокой прочности. Таким образом, содержание Si предпочтительно составляет 2% или менее, более предпочтительно - 1,65% или менее, еще более предпочтительно - 1,45% или менее.
[0047] по меньшей мере один из Mn и Cr 1,0% - 5,0%, в сумме
Марганец (Mn) и хром (Cr) являются химическими элементами, каждый из которых может повысить закаливаемость стального листа, что необходимо для получения высокопрочного элемента. Эти химические элементы можно использовать по отдельности или вместе. С учетом сказанного, содержание Mn и Cr в сумме предпочтительно составляет 1,0% или более, более предпочтительно - 1,5% или более, еще более предпочтительно - 1,8% или более и даже еще более предпочтительно - 2,0% или более. Однако избыточное содержание любого из этих химических элементов не дает результата из-за эффекта насыщения, и поэтому приводит к увеличению затрат. Таким образом, в этом варианте содержание Mn и Cr в сумме предпочтительно составляет 5,5% или менее, более предпочтительно - 3,5% или менее, еще более предпочтительно - 2,8% или менее в сумме.
[0048] Остальным, помимо указанных выше химических элементов, которые могут входить в состав, являются железо и несущественные примеси. Несущественные примеси могут включать, например, фосфор (Р), серу (S) и азот (N), как описано ниже.
[0049] Так как фосфор снижает пластичность, содержание Р предпочтительно ограничивается 0,05% или менее, более предпочтительно - 0,045% или менее, еще более предпочтительно - 0,040% или менее. Отметим, что содержание Р невозможно снизить до 0% из-за условий производства, поэтому нижний предел содержания Р превышает 0%.
[0050] Сера также снижает пластичность, аналогично Р, содержание S предпочтительно ограничивается 0,05% или менее, более предпочтительно - 0,045% или менее, еще более предпочтительно - 0,040% или менее. Отметим, что содержание S невозможно снизить до 0% из-за условий производства, поэтому нижний предел содержания S превышает 0%.
[0051] Азот связывает бор (В) с возникновением BN, что снижает эффект повышения закаливаемости. Кроме того, азот создает такую Ti-содержащую выделившуюся фазу с большим размером частиц, как TiN, которая может являться местом начала разрушения и снижает пластичность стальных листов. Поэтому содержание N предпочтительно составляет 0,01% или менее, более предпочтительно - 0,008% или менее, еще более предпочтительно - 0,006% или менее. Отметим, что содержание N невозможно снизить до 0% из-за условий производства, поэтому нижний предел содержания N превышает 0%.
[0052] Кроме указанных выше химических элементов, содержание в подходящем количестве отдельных указанных ниже химических элементов, например, титана (Ti), может дать определенные эффекты, например, облегчить получение высокой прочности. Отдельно или в сочетании из двух или более можно использовать следующие химические элементы: Ti, B, алюминий (Al), молибден (Mo), медь (Cu), никель (Ni), ниобий (Nb), ванадий (V) и цирконий (Zr). Эти химические элементы будут рассмотрены ниже.
[0053] 0% - 0,10% Ti
Титан связывает азот с возникновением TiN, приводя к тому, что бор находится в твердом растворе, поэтому титан позволяет обеспечить хорошую закаливаемость. Если необходимо использовать такой эффект титана, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,015% или более, еще более предпочтительно - 0,020% или более. В то же время, избыточное содержание Ti увеличивает прочность обрабатываемых стальных листов сверх необходимого уровня, что приводит к уменьшению срока службы режущего инструмента и вырубного штампа и, таким образом, увеличивает затраты. Поэтому содержание Ti предпочтительно составляет 0,10% или менее, более предпочтительно - 0,06% или менее, еще более предпочтительно - 0,04% или менее.
[0054] 0% - 0,005% В
Бор является химическим элементом, который можно использовать для повышения закаливаемости стального изделия с целью получения высокой прочности даже при медленном охлаждении. Если необходимо использовать такой эффект бора, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,0003% или более, еще более предпочтительно - 0,0015% или более и даже еще более предпочтительно - 0,0020% или более. В то же время, избыточное содержание В приводит к возникновению избыточного BN, в результате чего уменьшается ударная вязкость. Таким образом, содержание В составляет 0,005% или менее, более предпочтительно - 0,0040% или менее, еще более предпочтительно - 0,0035% или менее.
[0055] 0% - 0,5% Al
Алюминий является химическим элементом, который используется для раскисления. Если необходимо использовать этот эффект, содержание Al предпочтительно превышает 0%, более предпочтительно составляет 0,01% или более. В то же время, более высокое содержание Al приводит к большему повышению температуры Ас3, в результате чего при горячей штамповке требуется нагрев до более высокой температуры, что снижает производительность. Таким образом, содержание Al предпочтительно составляет 0,5% или менее, более предпочтительно - 0,20% или менее, еще более предпочтительно - 0,10% или менее и даже еще более предпочтительно - 0,050% или менее.
[0056] 0% - 1% Мо
Молибден является химическим элементом, позволяющим повысить закаливаемость стального листа. Предполагается, что содержание этого химического элемента позволяет уменьшить изменение твердости формуемых изделий. Если необходимо использовать этот эффект молибдена, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,01% или более, еще более предпочтительно - 0,1% или более. Однако избыточное содержание Мо не дает результата из-за эффекта насыщения, и поэтому приводит к увеличению затрат. Таким образом, содержание Мо предпочтительно составляет 1% или менее, более предпочтительно - 0,8% или менее, еще более предпочтительно - 0,5% или менее.
[0057] 0% - 0,5% Cu
Медь является химическим элементом, позволяющим повысить закаливаемость, а также может использоваться для повышения стойкости формованного изделия к замедленному разрушению и его стойкости к окислению. Если необходимо использовать этот эффект меди, ее содержание предпочтительно превышает 0%, более предпочтительно составляет 0,01% или более, еще более предпочтительно - 0,1% или более. Однако избыточное содержание Cu может привести к возникновению поверхностных дефектов при изготовлении стальных листов. Это будет ухудшать декапирование, в результате чего снизится производительность. Таким образом, содержание Cu предпочтительно составляет 0,5% или менее, более предпочтительно - 0,3% или менее.
[0058] 0% - 0,5% Ni
Никель является химическим элементом, позволяющим повысить закаливаемость, а также может использоваться для повышения стойкости формованного изделия к замедленному разрушению и его стойкости к окислению. Если необходимо использовать этот эффект никеля, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,01% или более, еще более предпочтительно - 0,1% или более. Однако избыточное содержание Ni может привести к возникновению поверхностных дефектов при изготовлении стальных листов. Это будет ухудшать декапирование, в результате чего снизится производительность. Таким образом, содержание Ni предпочтительно составляет 0,5% или менее, более предпочтительно - 0,3% или менее.
[0059] 0% - 0,10% Nb
Ниобий является химическим элементом, позволяющим получить более мелкую структуру, что способствует увеличению ударной вязкости. Таким образом, если ниобий должен входить в состав, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,005% или более, еще более предпочтительно - 0,010% или более. В то же время, избыточное содержание Nb увеличивает прочность стальных листов, что уменьшает срок службы инструмента, используемого на этапе получения заготовок, включающем такую операцию, как разрезание стального листа с получением частей заранее определенной формы перед горячей штамповкой. Это увеличивает затраты. Таким образом, содержание Nb предпочтительно составляет 0,10% или менее, более предпочтительно - 0,05% или менее.
[0060] 0% - 0,10% V
Ванадий является химическим элементом, позволяющим получить более мелкую структуру, что способствует увеличению ударной вязкости. Таким образом, если ванадий должен входить в состав, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,005% или более, еще более предпочтительно - 0,010% или более. В то же время, избыточное содержание V увеличивает прочность стальных листов, как и в случае Nb, что уменьшает срок службы инструмента, используемого на этапе получения заготовок. Это увеличивает затраты. Таким образом, содержание V предпочтительно составляет 0,10% или менее, более предпочтительно - 0,05% или менее.
[0061] 0% - 0,10% Zr
Цирконий является химическим элементом, позволяющим получить более мелкую структуру, что способствует увеличению ударной вязкости. Таким образом, если цирконий должен входить в состав, его содержание предпочтительно превышает 0%, более предпочтительно составляет 0,005% или более, еще более предпочтительно - 0,010% или более. В то же время, избыточное содержание Zr увеличивает прочность стальных листов, как и в случаях Nb и V, что уменьшает срок службы инструмента, используемого на этапе получения заготовок. Это увеличивает затраты. Таким образом, содержание Zr предпочтительно составляет 0,10% или менее, более предпочтительно - 0,05% или менее.
[0062] Способ изготовления стальных листов никоим образом не ограничивается. При этом изготовлении можно использовать обычные способы литья, нагрева, горячей прокатки и декапирования с последующими холодной прокаткой, если это необходимо, а также отжигом, если это необходимо. Кроме того, полученный горячекатаный стальной лист или холоднокатаный стальной лист может быть плакирован, если это необходимо, путем нанесения цинксодержащего покрытия с использованием обычного способа и после этого дополнительно может быть легирован, если это необходимо.
[0063] Выше рассмотрены различные аспекты технологии, некоторые из них в более общем виде будут указаны ниже.
[0064] Согласно одному аспекту настоящего изобретения, составной компонент, полученный путем механического соединения клинчеванием, представляет собой составной компонент, полученный путем механического соединения клинчеванием, который состоит из двух или более стальных листов, причем этот компонент включает по меньшей мере одну область соединения, в которой прочность на отслаивание составляет 0,200 кН/мм или более, и этот компонент имеет твердость, составляющую 360 HV или более.
[0065] Согласно другому аспекту настоящего изобретения, способ изготовления составного компонента путем механического соединения клинчеванием включает следующие последовательно выполняемые этапы: нагревают упомянутые два или более стальных листов до температуры Ас3 или выше; и соединяют эти листы путем механического соединения клинчеванием при соблюдении условия, что взаимосвязь углеродного эквивалента Ceq для стальных листов, времени t удерживания в нижней мертвой точке и температуры Т начала соединения во время соединения путем механического соединения клинчеванием удовлетворяет приведенным ниже соотношениям (1) и (2):
Ceq × (0,00209 × t + 0,000731 × T - 0,0365) ≥ 0,200 (1)
Ceq ≥ -0,00071 × T + 0,993 (2)
где Ceq - углеродный эквивалент (% по массе) для стальных листов, вычисленный при помощи приведенного ниже соотношения (3), t (секунды) -время удерживания в нижней мертвой точке и Т (°С) -температура начала соединения. Если значение Ceq в упомянутых двух или более стальных листах различается, используется наименьшее значение Ceq,
Ceq=C+(1/6) × Mn+(1/24) × Si+(1/40) × Ni +(1/5) × Cr+(1/4) × Mo+(1/14) × V (3)
где названия химических элементов означают их содержание в % по массе в стальных листах, и это содержание равно нулю, если химический элемент отсутствует.
[0066] Каждый из упомянутых двух или более стальных листов, используемых в способе изготовления составного компонента путем механического соединения клинчеванием, может иметь следующий химический состав в % по массе:
0,15% - 0,4% С,
больше 0% - 2% Si, и
1,0% - 5,0% в сумме Mn и Cr,
помимо этого: 0% - 0,10% Ti, 0% - 0,005% B, 0% - 0,5% Al, 0% - 1% Mo, 0% - 0,5% Cu, 0% - 0,5% Ni, 0% - 0,10% Nb, 0% - 0,10% V и 0% - 0,10% Zr.
[0067] В способе изготовления составного компонента путем механического соединения клинчеванием на этапе соединения путем механического соединения клинчеванием также может выполняться горячая штамповка.
[0068] В способе изготовления составного компонента путем механического соединения клинчеванием этап соединения путем механического соединения клинчеванием может выполняться множество раз.
Примеры
[0069] Ниже настоящее изобретение будет описано более конкретно с использованием примеров. Однако это изобретение не ограничивается приведенными ниже примерами, и в него могут быть внесены различные модификации, соответствующие сущности, рассмотренной в этой спецификации. Все такие модификации не выходят за пределы объема настоящего изобретения.
[0070] Пример 1
Стальной лист А и стальной лист В, имеющие химический состав, приведенный в Таблице 3, каждый использовали для изготовления двух образцов, имеющих размеры 150 мм × 50 мм × 1,4 мм (толщина листа), и в каждом тесте два таких тестовых образца соединяли вместе путем механического соединения клинчеванием с использованием устройства, показанного на Фиг.3. Если говорить более подробно, как показано на Фиг.3, стальной лист 1 и другой стальной лист 2, которые были нагреты до 930°С и выдерживались при этой температуре в течение 4 минут, были наложены один на другой с пересечением под прямым углом и были установлены на опорную платформу 3 между пуансоном 6 для соединения, расположенным в держателе 7, и матрицей 4 для соединения, расположенной в держателе 5. После охлаждения на воздухе до указанной ниже температуры начала соединения, матрицу 4 для соединения опускали, чтобы выполнить соединение путем механического соединения клинчеванием в приведенных ниже условиях, таким образом были получены тестовые образцы, представляющие собой упомянутый компонент.
[0071] Условия соединения
Давление на держателе: 3 тс (тонна-сила)
Диаметр пуансона: Dp=10,0 мм
Диаметр матрицы: D=14,0 мм
Скорость формования: 20 ходов в минуту
Температура начала соединения: для стального листа А приведена в Таблице 4, для стального листа В приведена в Таблице 5
Время удерживания в нижней мертвой точке: для стального листа А приведено в Таблице 4, для стального листа В приведено в Таблице 5
[0072] Твердость и прочность на отслаивание для полученных тестовых образцов определялись указанным далее образом.
[0073] Определение твердости тестового образца
В качестве твердости тестового образца измерялась твердость по Виккерсу (HV) в трех точках каждого стального листа при нагрузке 1 кгс (9,81 Н) в области, отличающейся от области соединения, т.е., в области удерживания компонента, на глубине, составляющей 1/4 толщины каждого из стальных листов, которые образуют компонент. Для каждого стального листа было получено среднее значение для результатов измерения в трех точках, и наименьшее из средних значений для этих стальных листов было использовано как твердость компонента. Оценка проводилась по следующим критериям.
[0074] Критерии оценки твердости
Очень хорошая: HV≥450
Хорошая: 360≤HV < 450
Плохая: HV < 360
[0075] Определение прочности тестового образца на отслаивание
Прочность CTS (кН) при поперечном растяжении для каждого тестового образца измерялась в соответствии со стандартом JIS Z 3137. Это значение CTS делилось на длину L (мм) окружности, являющейся границей области соединения, чтобы в качестве прочности на отслаивание вычислить прочность CTS/L (кН/мм) при поперечном растяжении на единицу длины границы области соединения. Прочность на отслаивание (то есть, значение CTS/L), составляющая 0,200 кН/мм или более, считалась высокой.
[0076] На Фиг.4А и 4В приведены поперечные сечения использованной матрицы и полученного составного компонента. Как показано на Фиг.4В, был измерен диаметр d области соединения в составном компоненте, и затем также было вычислено значение d/D путем деления этого диаметра на диаметр D матрицы, показанный на Фиг.4А. Меньшее значение d/D указывает на более прочное соединение, и в предпочтительном случае значение d/D равно 1,029 или менее.
[0077] Результаты для стального листа А и результаты для стального листа В приведены в Таблице 4 и Таблице 5, соответственно.
[0078]
Таблица 3
°С
[0079]
Таблица 4
HV
* Ceq×f(T,t)= Ceq×(0,00209×t+0,000731×T-0,0365)
[0080]
Таблица 5
HV
* Ceq×f(T,t)= Ceq×(0,00209×t+0,000731×T-0,0365)
[0081] Во-первых, в Таблице 4 приведены следующие результаты для случая стального листа А. Образцы №№ 1-8 представляют собой примеры соединения путем механического соединения клинчеванием, в которых соблюдается условие, что взаимосвязь углеродного эквивалента Ceq для используемых стальных листов, времени t удерживания в нижней мертвой точке и температуры Т начала соединения во время соединения путем механического соединения клинчеванием удовлетворяет заранее определенным соотношениям (1) и (2). В этих примерах соединение выполнялось успешным образом без возникновения трещин, и полученный компонент имел высокую твердость HV, соответствующую 1180 МПа или более, и прочность CTS/L на отслаивание, составляющую 0,200 кН/мм или более. Из них, как показывают результаты для №№ 4 и 8, время удерживания в мертвой точке, составляющее 10 секунд, привело к получению удовлетворительной твердости. В частности, как показывает результат для № 4, сочетание температуры начала соединения, составляющей 800°С, и времени удерживания в мертвой точке, составляющего 10 секунд, дополнительно привело к получению достаточно высокой прочности на отслаивание.
[0082] В то же время, образец № 9 имел температуру начала соединения, которая не удовлетворяла уравнению (2), что привело к выделению мягкой фазы. Поэтому, даже несмотря на отсутствие трещин, твердость была низкой, и также была низкой прочность на отслаивание.
[0083] Далее, в Таблице 5 приведены следующие результаты для случая стального листа В. Образцы №№ 1-12 представляют собой примеры соединения путем механического соединения клинчеванием, в которых соблюдается условие, что взаимосвязь углеродного эквивалента Ceq для используемых стальных листов, времени t удерживания в нижней мертвой точке и температуры Т начала соединения во время соединения путем механического соединения клинчеванием удовлетворяет заранее определенным соотношениям (1) и (2). В этих примерах соединение выполнялось успешным образом без возникновения трещин, и полученный компонент имел высокую твердость HV, соответствующую 1180 МПа или более, и прочность CTS/L на отслаивание, составляющую 0,200 кН/мм или более. В частности, температура начала соединения, составляющая 500°С или более, обеспечила как HV≥450, так и CTS/L≥0,200 кН/мм даже без удерживания в нижней мертвой точке.
[0084] Из них, как показывает результат для № 5, сочетание температуры начала соединения, составляющей 800°С, и времени удерживания в мертвой точке, составляющего 10 секунд, привело к получению достаточно высокой прочности на отслаивание. Изучение поперечного сечения этого образца № 5, которое приведено на Фиг.5А, показывает, что неизменное давление, действующее на границе между нагретыми стальными листами во время соединения путем механического соединения клинчеванием, ускоряет взаимную диффузию, что приводит к диффузионному соединению, как показано на Фиг.5В и Фиг.5С, где в увеличенном масштабе изображена область, ограниченная эллипсом на Фиг.5В. По всей видимости, именно это диффузионное соединение обеспечило более высокую прочность на отслаивание в образце № 5.
[0085] Как показано в Таблице 5, в случае стального листа В, стальные листы можно соединять вместе с использованием температуры начала соединения, находящейся в диапазоне 500°С - 600°С, и, кроме того, можно уменьшить время удерживания в нижней мертвой точке или исключить такое удерживание. Это делает возможным процесс соединения, состоящий из множества этапов, и также можно выполнять соединение на вертикальной стенке, как показано на Фиг.2А - Фиг.2С.
[0086] В то же время, температура начала соединения, составляющая 400°С, не привела к возникновению трещин, но, как, в частности, показывает результат для № 13, исключение удерживания в нижней мертвой точке привело к невозможности скрепления соединяемых частей. Таким образом, стальные листы было невозможно соединить. Кроме того, как показывают результаты для №№ 14 и 15, время удерживания, составляющее 2,5 секунды и 5 секунд, смогло обеспечить твердость, удовлетворяющую условию HV≥360, но значения прочности на отслаивание были неудовлетворительными.
[0087] Кроме того, как показывает результат для № 16, температура начала соединения, составляющая 300°С, привела к возникновению трещины во время соединения.
[0088] Диаграмма на Фиг.6, полученная на основе результатов, приведенных выше в Таблице 4 и Таблице 5, показывает, что значения в левой части соотношения (1) и значения CTS/L почти полностью совпадают.
[0089] Пример 2
В этом примере была выполнена оценка свойств в случаях, когда образцы из стального листа В соединяли вместе в одной и той же области множество раз. Если говорить более подробно, процедуры для соответствующих примеров, приведенных в Таблице 6, были следующими.
№ 1: нагрев до 930°С → охлаждение на воздухе до температуры начала соединения, составляющей 800°С → соединение путем механического соединения клинчеванием → оценка свойств
№ 2: нагрев до 930°С → охлаждение на воздухе до температуры начала соединения, составляющей 800°С → первое соединение путем механического соединения клинчеванием → второе соединение путем механического соединения клинчеванием → оценка свойств
№ 3: нагрев до 930°С → охлаждение на воздухе до температуры начала соединения, составляющей 800°С → первое соединение путем механического соединения клинчеванием → второе соединение путем механического соединения клинчеванием → третье соединение путем механического соединения клинчеванием → оценка свойств
[0090] Указанное выше соединение путем механического соединения клинчеванием выполнялось с использованием устройства, показанного на Фиг.3, в условиях, приведенных в Таблице 6. Свойства полученных тестовых образцов, т.е., твердость, прочность на отслаивание и d/D, определялись как и в Примере 1. Результаты приведены в Таблице 6.
[0091]
Таблица 6
HV
* Ceq×f(T,t)= Ceq×(0,00209×t+0,000731×T-0,0365)
[0092] Таблица 6 показывает, что выполнение большего числа операций соединения увеличивает прочность CTS/L на отслаивание. Это может быть связано с тем, что, хотя время удерживания в нижней мертвой точке равно нулю, последовательное выполнение штамповки в одной и той же области увеличивает число контактов стального листа и инструмента, что увеличивает общее время их контакта, в результате чего уменьшается значение d/D.
[0093] В основе настоящей заявки лежит заявка на японский патент № 2016-072486, зарегистрированная 31 марта 2016, описание которой включено сюда этим упоминанием во всей полноте.
[0094] Это изобретение в приведенном выше описании было рассмотрено должным и достаточным образом с использованием вариантов его реализации и с обращением к конкретным примерам и т.п. Однако необходимо понимать, что специалистам в данной области техники будут вполне очевидны изменения и/или модификации для приведенных выше вариантов. Поэтому, если только изменение или модификация, сделанные специалистами в данной области техники, не выходят за пределы объема, определенного в пунктах приложенной Формулы изобретения, такие изменение или модификация будут считаться учтенными в этих пунктах.
Промышленная применимость
[0095] Настоящее изобретение имеет широкий диапазон промышленной применимости в областях техники, связанных с соединением путем механического соединения клинчеванием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПАЯНОГО СОЕДИНЕНИЯ И ПАЯНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2675889C2 |
| СВАРНОЕ СОЕДИНЕНИЕ, ПОЛУЧЕННОЕ ТОЧЕЧНОЙ СВАРКОЙ, И СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2015 |
|
RU2696507C1 |
| ТОЧЕЧНО-СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2014 |
|
RU2633414C2 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 2019 |
|
RU2766947C1 |
| СТАЛЬНОЙ ЛИСТ И СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДОВ | 2008 |
|
RU2481415C2 |
| ТОЛСТОСТЕННЫЙ ВЫСОКОПРОЧНЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2493284C2 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2016 |
|
RU2689293C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ШТАМПОВКОЙ ИЗДЕЛИЯ И ФОРМОВАННОЕ ШТАМПОВКОЙ ИЗДЕЛИЕ | 2013 |
|
RU2633416C1 |
| БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2016 |
|
RU2706257C1 |
| ГОРЯЧЕШТАМПОВАННОЕ ТЕЛО | 2018 |
|
RU2716178C1 |
Изобретения заявленной группы относятся к обработке металлов давлением и могут быть использованы при изготовлении составных компонентов, полученных посредством механического соединения клинчеванием. Составной компонент состоит из двух или более стальных листов и включает по меньшей мере одну область соединения, в которой прочность на отслаивание составляет 0,200 кН/мм или более, и этот компонент имеет твердость, составляющую 360 HV или более. Нагревают упомянутые два или более стальных листов до температуры Ас3 или выше и соединяют эти листы путем механического соединения клинчеванием. При этом взаимосвязь углеродного эквивалента для этих стальных листов, время удерживания в нижней мертвой точке и температура начала соединения во время соединения путем механического соединения клинчеванием удовлетворяет определенным условиям. Повышается качество соединения листов. 2 н. и 3 з.п. ф-лы, 6 ил., 6 табл.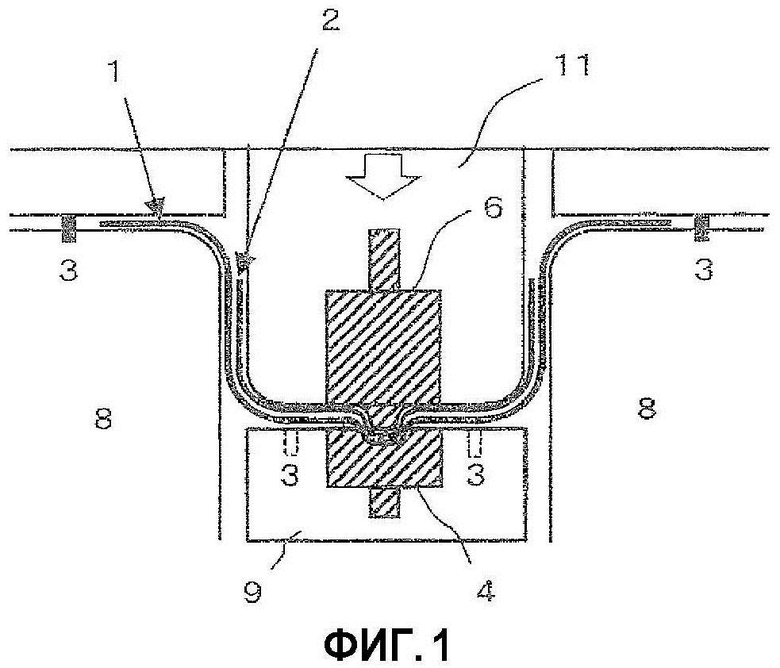
1. Составной компонент, полученный путем механического соединения клинчеванием, который состоит из двух или более стальных листов, причем компонент:
включает по меньшей мере одну область соединения, в которой прочность на отслаивание составляет 0,200 кН/мм или более,
и имеет твердость, составляющую 360 HV или более.
2. Способ изготовления составного компонента, полученного путем механического соединения клинчеванием, по п.1, включающий следующие последовательно выполняемые этапы:
- нагрев двух или более стальных листов до температуры Ас3 или выше; и
- механическое соединение этих листов клинчеванием, причем углеродный эквивалент Ceq для этих стальных листов, время t удерживания в нижней мертвой точке и температура Т начала соединения во время механического соединения клинчеванием удовлетворяет приведенным ниже соотношениям (1) и (2):
Ceq × (0,00209 × t + 0,000731 × T - 0,0365) ≥0 ,200 (1)
Ceq ≥ -0,00071 × T + 0,993 (2)
где Ceq - углеродный эквивалент для стальных листов, мас.%, определяемый из соотношения: Ceq=C+(1/6) × Mn + (1/24) × Si + (1/40) × Ni + (1/5) × Cr + (1/4) × Mo + (1/14) × V (3), t (сек.) - время удерживания в нижней мертвой точке и Т (°C) - температура начала соединения во время механического соединения клинчеванием, причем, если значение Ceq в упомянутых двух или более стальных листах различается, используется наименьшее значение Ceq,
при этом каждый элемент указан с его содержанием в стальных листах в мас.%, которое равно 0, если элемент не содержится.
3. Способ по п.2, в котором каждый из упомянутых двух или более стальных листов имеет следующий химический состав в мас.%:
С 0,15 - 0,4
Si больше 0 - 2
по меньшей мере один из Mn и Cr, в сумме, 1,0 - 5,0,
Ti 0 - 0,10
B 0 - 0,005,
Al 0 - 0,5,
Mo 0 - 1,
Cu 0 - 0,5,
Ni 0 - 0,5,
Nb 0 - 0,10,
V 0 - 0,10
Zr 0 - 0,10.
4. Способ по п.2, в котором на этапе соединения путем механического соединения клинчеванием выполняют горячую штамповку.
5. Способ по п.2, в котором этап соединения путем механического соединения клинчеванием выполняют множество раз.
| SU 1121986 A1, 30.10.1984 | |||
| 0 |
|
SU155276A1 | |
| СПОСОБ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИИ И ЗАКЛЕПКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2340424C2 |

