Изобретение относится к способу соединения конца первой металлической ленты с началом ленты второй металлической ленты, в частности, в установках для обработки лент, причем конец ленты и начало ленты накладывают друг на друга с образованием соединения внахлестку и в зоне соединения внахлестку соединяют между собой в нескольких точках соединения с помощью клинч-соединения без рассечения и, следовательно, без фазы резки.
В установках, предназначенных для обработки ленты, называемых также линиями обработки ленты, смотанные, как правило, в рулоны (Coils) ленты разматывают во впускной части, затем они проходят одну или несколько обрабатывающих секций и в выходной части по мере необходимости вновь наматывают или также альтернативно режут на пластины. Во избежание необходимости постоянной новой заправки начало ленты нового рулона соединяют с концом ленты последнего рулона. Соединение лент приобретает особое значение, так как дефектные соединения лент могут оказать негативное воздействие на последующую обработку.
По этой причине из практики известны самые различные способы соединения лент, например, посредством сварки, штамповки и/или склеивания (ср., например, ЕР 2 202 025 А1 и ЕР 1 749 590 А2).
На практике было установлено, что альтернативно обычным способам соединение лент может выполняться также методом клинч-соединения (Clinchen). Соединение методом клинчевания представляет собой способ соединения металлических лент или листов без использования дополнительного материала. Инструмент для клинч-соединения (Clinch-инструмент) состоит, как правило, из пуансона (пуансонов) и матрицы (матриц). Подлежащие соединению ленты с помощью пуансона аналогично, как при глубокой вытяжке прижимаются к матрице. При этом ленты соединяются друг с другом без использования заклепок с геометрическим (и силовым) замыканием. За счет исполнения матрицы и пуансона в матрице или на ней происходит течение материала по ширине, так что – аналогично соединению заклепками – реализуют соединение с геометрическим замыканием без необходимости, однако, использования отдельных заклепок. Клинч-соединение (Clinchen) подразумевает в рамках изобретения соединение без рассечения и, следовательно, без фазы резки.
Такого рода описанный выше способ известен, например, из документа WO 2014/033037 А1. При этом точки соединения образуются в ходе соединения лент с помощью клинч-соединения, причем поперечно направлению движения ленты образуется большое количество соединительных точек с образованием одного или нескольких рядов соединительных точек. При этом предпочтительно, если инструмент или инструменты регулируют по позиции.
Известный способ соединения лент с помощью клинч-соединения без рассечения положительно зарекомендовал себя на практике, однако, может быть и далее усовершенствован. Здесь может быть применено изобретение.
Задачей изобретения является создание способа, с помощью которого возможно осуществление универсального, высококачественного и несложного сое динения металлических лент.
Для решения этой задачи в изобретении предлагается способ соединения методом клинчевания металлических лент, по меньшей мере одна из которых выполнена холоднокатанной, не закаленной, включающий наложение друг на друга внахлестку конца первой ленты и начала второй ленты, их соединение без рассечения методом клинчевания с помощью клинч-инструмента, содержащего пуансоны и матрицы, с образованием, по меньшей мере одного ряда с, по меньшей мере 20 соединительными точками на метр ширины ленты, проходящего по ширине или почти по ширине ленты.
Для клинч-соединения необходимо или целесообразно, чтобы стыкуемые элементы обладали хорошей тягучестью и хорошей способностью к деформации в условиях нагружения давлением или натяжением. По этой причине на практике до сих пор исходят из того, что пригодными являются исключительно листы или ленты с высоким относительным удлинением при разрыве. По этой причине клинч-соединение при соединении алюминиевых лент ограничивалось доныне прокаленными алюминиевыми лентами. Теперь испытания неожиданным образом показали, что с помощью клинч-соединения возможно соединение с достаточным качеством также холоднокатаных, не закаленных металлических лент, например, алюминиевых лент. Испытания показали, что клинч-соединение может быть реализовано с высоким качеством даже в том случае, если относительное удлинение А80 при разрыве составляет лишь 6% или менее. В случае относительного удлинения при разрыве речь при испытании на разрыв идет о разности между измерительной длиной после разрыва и исходной измерительной длиной, причем относительное удлинение при разрыве указывают в процентах. Поскольку величина относительного удлинения при разрыве одновременно определяется также отношением между измерительной длиной и поперечным сечением пробы, относительное удлинение при разрыве более подробно маркируется с помощью соответствующего индекса, причем в данном случае относительное удлинение А80 при разрыве относится к испытанию на разрыв при измерительной длине пробы 80 мм. Предпочтительно используют металлические ленты, относительное удлинение А80 которых при разрыве составляет от 2% до 5%, предпочтительно от 3% до 4%. Следовательно, в соответствии с изобретением безупречное соединение лент достигается также при соединении холоднокатаных, незакаленных металлических лент. В случае металлических лент речь может идти, например, о лентах из алюминия или алюминиевого сплава, или меди или медного сплава. При этом особое значение имеет тот факт, что соединение лент реализуют с помощью большого количества соединительных точек. Предпочтительно для соответствующего соединения лент реализуют, по меньшей мере, 40 соединительных точек, предпочтительно, по меньшей мере 80 соединительных точек, особо предпочтительно, по меньшей мере 100 соединительных точек. На основании большого количества соединительных точек, обеспечивающих соединение ленты, можно считаться с разрывом отдельных точек клинч-соединения. При этом изобретение исходит из того факта, что при соединении не закаленных, холоднокатаных металлических лент возможно проводить работу в граничной области, в которой при определенных обстоятельствах возможен разрыв отдельных точек клинч-соединения. Однако вследствие большого количества точек клинч-соединения не происходит решающего ухудшения прочности соединения лент, так что соответствующий изобретению способ может быть реализован на практике также применительно к не закаленным, холоднокатаным металлическим лентам. При этом большое количество соединительных точек можно получить в одном ряду соединительных точек с большим количеством распределенных по ширине ленты соединительных точек или, особо предпочтительно, также в нескольких рядах соединительных точек, расположенных один за другим в направлении движения ленты. При этом один или несколько рядов соединительных точек могут быть получены исключительно в течение одного хода пресса. В этом отношении можно вновь обратиться к решению, известному из документа WO 2014/033037A1.
Предпочтительные варианты изобретения поясняются далее.
Предусмотрено, что перед соединением измеряют толщину конца, по меньшей мере одной металлической ленты, причем процесс соединения методом клинчевания осуществляют с управлением и/или регулированием в зависимости от измеренной толщины или измеренных толщин. Клинч-соединение производят с помощью клинч-инструмента, содержащего пуансон и матрицы. Тем самым теперь управляют или регулируют глубину погружения пуансона или пуансонов в материал в зависимости от измеренной толщины ленты или измеренных толщин лент, например, регулируют по позиции. При этом изобретение исходит из того факта, что для качества соединения лент особенно важно то, что соединение осуществляют без разделения и, следовательно, без режущих кромок. Это предполагает, что не происходит погружение пуансона в материал на чрезмерную глубину. С другой стороны, для выработки безупречного и прочного соединения важно, чтобы пуансон погружался в материал в достаточной мере, так что в конечном итоге глубина погружения пуансона в ленты приобретает особое значение. По этой причине в основном возможно проведение процесса стыковки с регулированием позиции. Однако в соответствии с изобретением дополнительно к регулированию позиции или альтернативно регулированию позиции осуществляется управление или регулирование процесса стыковки в зависимости от фактических толщин металлических лент. На практике было установлено, что подлежащие соединению ленты отличаются по своей толщине от указанных/принятых величин или от заданных значений. Теперь в соответствии с изобретением проводят определение фактической толщины металлических лент, в ходе процесса стыковки можно констатировать, что процесс стыковки производится постоянно с оптимальной глубиной погружения. При этом в особо предпочтительном случае измеряют как толщину конца первой ленты, так и толщину начала второй ленты. Измерение или измерения толщины могут проводиться, например, посредством измерений толщины лазером.
Поскольку в соответствии с изобретением проводится измерение толщины, отпадает необходимость предварительного отрезания концов ленты или начала ленты с возможно более существенными отклонениями по толщине, например, с избыточной толщиной, а соединение лент может быть реализовано в тех областях, которые позже по мере надобности и без того отрезают как брак.
Измерение толщины ленты или толщин лент происходит перед стыковкой, а именно предпочтительно отдельно для каждой из этих лент. Альтернативно в рамках изобретения предусмотрено также измерение общей толщины наложенных друг на друга лент (перед процессом стыковки). Возможно измерение толщины или толщин вблизи и/или в/на стыковочном устройстве. Альтернативно измерение может быть произведено, однако, в другом месте, например, непосредственно позади разматываемого рулона.
В соответствии со следующим вариантом изобретения предлагается начало ленты и конец ленты и/или клинч-инструмент позиционировать таким образом, что ни один пуансон клинч-инструмента не попадает ни на одну из кромок ленты и/или что перед или после соединения лент в области одной или обеих кромок ленты не происходит одной или нескольких боковых пробивок.
При этом изобретение исходит из того факта, что во избежание проблем в ходе прохождения лент через другие элементы установки должны быть получены безупречные точки клинч-соединения, и что следует избегать того, что одна точка клинч-соединения была выработана или присутствовала бы в области одной кромки ленты. Поскольку в случае выработки точки клинч-соединения в области существующей кромки ленты при наличии такой «не чисто» выполненной точки клинч-соединения в зависимости от степени перекрытия кромки ленты пуансоном на кромке ленты возможно появление «обтрепанности». Позже, при прохождении через линию обработки ленты, в этих местах возможно отламывание частиц, которые, например, прилипают к роликам и ведут к возникновению отпечатков на ленте. Следовательно, в соответствии с изобретением приняты меры, которые препятствуют возникновению или наличию точки клинч-соединения.
Поэтому существует возможность того, что уже в ходе позиционирования начала ленты и/или конца ленты и/или позиционирования инструмента исключается возможность попадания пуансона клинч-инструмента на кромки ленты.
Альтернативно или дополнительно в изобретении предлагается в области одной или обеих кромок ленты выполнять одну или несколько боковых пробивок или вырезов. На практике пробивка металлических лент является в основном известной. Так, например, может быть целесообразным выполнение боковой пробивки при соединении лент разной ширины, например, тогда, когда новая лента является более широкой, чем старая, поскольку более широкие углы новой ленты могут оставаться висячими в линии, например, на отжимных роликах. Во избежание этого углы отсекаются под углом, а именно с помощью трапециевидного или имеющего форму полуокружности отрубного инструмента. Теперь в соответствии с изобретением существует возможность выполнения боковых пробивок после соединения лент, а именно с условием того, что ни одна из точек стыковки не будет надрезана высеканием. Альтернативно существует возможность нанесения одной или нескольких боковых перфораций уже перед соединением лент. Это целесообразно, например, в том случае, если существует опасность попадания пуансона клинч-инструмента на кромку ленты. В этом случае боковая перфорация может быть нанесена перед соединением лент с условием предотвращения зависимости от геометрии инструмента и ширины ленты и попадания пуансона инструмента на кромку ленты.
Исходя из уже упомянутой выше возможности центрирования конца ленты и начала ленты в центре установки, существует возможность того, что лишь одну из лент центрируют центрально по отношению к другой. В этом случае оба конца ленты или обе ленты лежат вне центра установки. Клинч-инструмент смещают в этом случае в направлении ширины таким образом, что его центральная ось совпадает с концами ленты. В данном случае вновь существуют поясненные выше возможности для предотвращения расположения точки клинч-соединения в области кромки ленты.
Также существует возможность того, что клинч-инструмент фиксировано остается в центре установки. Производят измерение положения обеих лент относительно центра установки. В этом случае известно, где точки клинч-соединения расположены в обоих соединенных концах лент. Боковое перфорирование осуществляют теперь для каждой стороны таким образом, что не происходит перфорирования ни одной точки клинч-соединения. В случае, когда в линии также производят обрезание кромки, глубина штамповки для стороны выбирается соответствующе большей, однако, вновь таким образом, чтобы штамповке не подвергалась ни одна из точек клинч-соединения.
В соответствии с одним следующим вариантом изобретения предлагается, что ленты перед и/или во время клинч-соединения смазываются маслом. Смазывание маслом стыкуемых элементов в ходе клинч-соединения является в основном известным для минимизации износа инструмента при клинч-соединении и достижения максимального срока службы. Однако на практике было установлено, что смазывание маслом для процесса глубокой вытяжки при клинч-соединении является неблагоприятным. Это связано с тем, что при смазке маслом уменьшается трение стыкуемых элементов или лент и это может оказать негативное влияние на качество соединения или прочность соединения. Исходя из этого в изобретении предлагается теперь смазывать маслом исключительно верхнюю поверхность лежащей сверху металлической ленты и нижнюю поверхность лежащей снизу металлической ленты. Следовательно, в соответствии с изобретением смазывание производят исключительно снизу на расположенной внизу ленте и сверху на расположенной сверху ленте, так что между обеими поверхностями концов лент смазывание маслом не производят. Тем самым можно несложным и надежным образом избежать проблем, которые возникают на практике. Все-таки можно минимизировать износ инструмента и увеличить до максимума срок службы.
В одном исполнении изобретения ленты соединяют между собой с помощью клинч-соединения с установленным температурным режимом. В этом случае предусмотрен нагрев подлежащих соединению металлических лент перед и/или во время соединения. Для этого существует возможность того, что ленты сами предварительно нагреваются с помощью соответствующих темперирующих устройств и затем их соединяют клинчеванием. Альтернативно или дополнительно термостатирование может осуществляться также посредством самих клинч-инструментов. Для этого существует возможность нагрева верхнего инструмента и/или нижнего инструмента, так что затем происходит нагрев ленты под контактным давлением и последующая пластическая деформация. Для этого может оказаться целесообразной работа с неконтурированной матрицей или не контурированным сопряженным инструментом, причем возможен нагрев сопряженного инструмента и/или пуансона. При нагреве лент с помощью одного или обоих инструментов может оказаться целесообразным прижатие лент друг к другу перед клинч-соединением или прессованием с помощью соответствующих средств, например, зажимного устройства или т.п. Таким образом существует возможность прижатия лент с листодержателем к (нагретой) сопряженной поверхности, так что, происходит нагрев области соединения. Затем в завершение производят клинч-соединение с помощью пуансона. Контактное давление во время нагрева может прикладываться, однако, также самими инструментами или пуансонами. В этом случае на (первой) фазе нагрева производят исключительно фиксацию лент и при этом нагрев, а на (второй) фазе клинч-соединения производят последующее соединение.
При клинч-соединении с термостатированием целесообразно, если подвижный инструмент, например, верхний инструмент может быть установлен с регулировкой по позиции, а именно, в частности, в том случае, если пуансон в одной фазе нагрева для контактного предварительного нагрева должен быть позиционирован на ленте. В случае контактного предварительного нагрева с помощью инструмента целесообразно, кроме того, регулировать контактное давление (во время нагрева).
За счет термостатирования (нагрева) металлических лент повышается их деформируемость или способность к деформации, так что процесс соединения может быть оптимизирован. Это особенно предпочтительно, в частности, при соединении хрупких материалов, так как за счет термостатирования можно улучшить деформируемость хрупких материалов. В целом термостатирование может быть предпочтительным при определенных материалах или комбинации материалов. Можно избежать возникновения трещин.
Соответствующий изобретению способ может быть осуществлен с помощью устройства для соединения металлических лент. Такое устройство отличается, как правило, соединительным прессом со станиной пресса, верхней частью пресса и нижней частью пресса, причем на верхней части пресса укреплен верхний инструмент с, по меньшей мере, одним пуансоном (или одной матрицей) для клинч-соединения, причем возможно перемещение верхней части пресса и/или нижней части пресса с целью приложения усилия прессования с одним или несколькими (расположенными друг против друга) приводами. За счет этого существует возможность перемещения верхней части пресса с помощью приводов в направлении стационарно укрепленного нижнего инструмента или наоборот. В случае приводов речь может идти, например, о гидравлических рабочих цилиндрах. При этом можно, в частности, также вернуться к существующим конструкциям штамповочных соединительных прессов. Возможно приложение высоких усилий прессования, так что возможно размещение не только отдельных соединительных точек, но и в то же время большого количества соединительных точек, в частности, одного или нескольких полных рядов соединительных точек.
Так, изобретение предлагает, что верхний инструмент выполнен в качестве комбинированного инструмента с несколькими, распределенными по ширине ленты пуансонами (или матрицами), а нижний инструмент выполнен в качестве комбинированного инструмента с несколькими распределенными по ширине ленты матрицами (или пуансонами).
С учетом того факта, что способ несложным образом должен согласовываться с различными лентами и, в частности, толщинами лент, в особо предпочтительном случае предусмотрено устройство смены инструментов с несколькими верхними инструментами и несколькими нижними инструментами (и, следовательно, несколькими комплектами инструментов), которые выборочно могут переводиться из одной рабочей позиции внутри пресса в позицию ожидания вне пресса и наоборот.
При помощи устройства смены инструмента существует возможность предоставления в распоряжение нескольких инструментов для клинч-соединения или комплектов инструментов, так что возможно несложное согласование машины с соответствующими особенностями, в частности, с различными толщинами лент. В дополнение существует возможность оснащения устройства смены инструмента дополнительным (обычным) штамповочным инструментом, так что при необходимости машину можно переоснастить также к виду перфорирующего устройства.
Как уже пояснялось, клинч-инструменты содержат, с одной стороны, пуансон и, с другой стороны, матрицу. Под матрицей может подразумеваться, например, контурированная или профилированная матрица, которая может быть согласована с формой пуансона. В рамках изобретения под матрицей понимают также, однако, не контурированную, плоскую матрицу и, следовательно, плоский сопряженный инструмент, так что одновременно охватывается «не содержащий матрицы» клинч-способ.
Устройство может быть оснащено одним или несколькими устройствами для измерения толщины, с помощью которых может быть измерена толщина конца первой металлической ленты и/или толщина начала второй металлической ленты. Кроме того, может быть предусмотрено устройство управления и/или регулирования, с помощью которого можно управлять процессом клинч-соединения в зависимости от измеренной толщины или измеренных толщин и регулировать этот процесс. Далее, могут быть предусмотрено одно или несколько перфорирующих устройств, с помощью которых перед и/или после соединения лент может быть выполнено одно или несколько боковых пробивок. Наконец, устройство может быть оснащено одним или несколькими устройствами для нанесения масла, с помощью которых металлическая лента или металлические ленты и/или инструменты могут быть смазаны маслом.
Далее изобретение поясняется более подробно на основании исключительно одного чертежа, показывающего один пример исполнения.
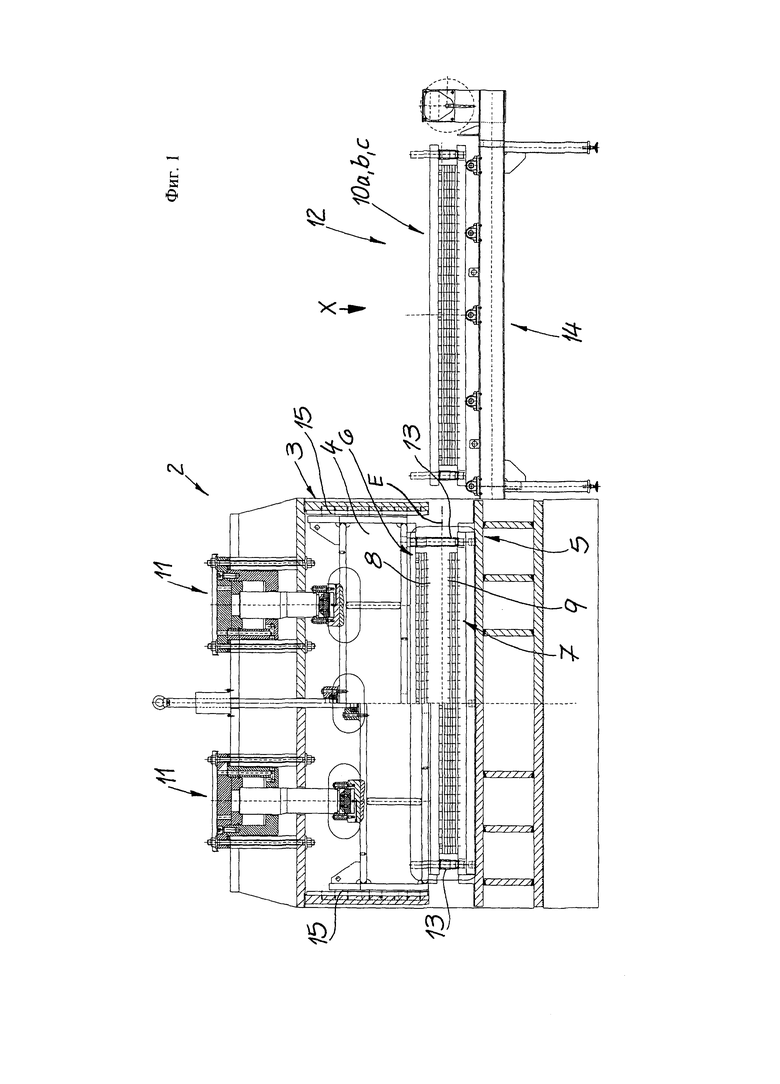
Фиг.1 показывает первую форму исполнения в вертикальном сечении,
фиг. 2 показывает упрощенный вид предмета по фиг. 1 в направлении Х,
фиг. 3 показывает одну вторую форму исполнения в вертикальном сечении,
фиг. 4 показывает предмет по фиг. 3 на виде сбоку,
фиг.5 показывает упрощенный вид на предмет по фиг. 4 в направлении Y,
фиг. 6 показывает упрощенное изображение клинч-соединения с измерением толщины ленты,
Фигуры чертежа показывают устройство для соединения металлических лент, а именно для соединения конца первой металлической ленты с началом второй металлической ленты. Такое устройство предпочтительно встраивают в установки для обработки ленты (линии для обработки лент), например, в области входа такой линии для обработки лент. Там намотанные металлические ленты разматывают на входе, затем пропускают через различные секции обработки на выходе вновь наматывают или подвергают дальнейшей обработке иным образом. Во избежание необходимости постоянной новой заправки металлических лент начало ленты нового рулона соединяют с концом ленты последнего рулона. Для этого начало ленты и конец ленты с образованием соединения внахлестку накладывают друг на друга и в области наложения внахлест соединяют между собой в нескольких соединительных точках. Такие способы соединения являются в основном известными. Металлические ленты не изображены на фиг. с 1 по 5, обозначена только плоскость Е ленты.
В соответствии с изобретением соединительные точки образуют с помощью клинч-соединения (Clinchen) без резки. С этой целью устройство содержит один соединительный пресс 2 со станиной 3 пресса, верхней частью 4 пресса и нижней частью 5 пресса. Направление «В» движения ленты обозначено на фиг. 4, на фиг. 1 и 3 оно проходит вертикально к плоскости чертежа. На верхней части 4 пресса укреплен верхний инструмент 6 с несколькими пуансонами 8 для клинч-соединения. На нижней части 5 пресса укреплен нижний инструмент 7 с несколькими матрицами для клинч-соединения. Верхний инструмент 6 с пуансонами 8 и нижний инструмент 7 с матрицами 9 образуют комплект 10а, b, c инструментов. Верхний инструмент 6 и нижний инструмент 7 выполнены соответственно в качестве комбинированного инструмента с соответственно несколькими пуансонами 8 и матрицами 9, распределенными по ширине ленты. В изображенных примерах исполнения верхняя часть 4 пресса может перемещаться относительно неподвижно укрепленной нижней части 5 пресса с целью приложения усилия прессования. Приводы 11 выполнены в примерах исполнения в качестве гидравлических рабочих цилиндров пресса, поршни которых соединены с перемещающейся верхней частью 4 пресса и которые опираются о стационарную верхнюю поперечину станины 3 пресса. На фиг. 1 и 3 представлен пресс 2 в разделенном отображении, соответственно закрытым в одной половине и открытым в другой половине. Верхняя часть 4 пресса направляется по направляющим 15 на станине 3 пресса.
Изображенные формы исполнения оснащены соответственно устройством 12 смены инструмента, которое предоставляет в распоряжение несколько комплектов 10 а, b, c инструментов, соответственно состоящих из верхнего инструмента 6 и нижнего инструмента 7. С помощью этого устройства 12 смены инструмента отдельные комплекты 10 а, b, c инструментов можно выборочно переводить из одной рабочей позиции внутри пресса в позицию ожидания вне пресса и наоборот. Таким образом, существует возможность замены инструментов и согласования устройства с требуемыми особенностями, например, с различной толщиной лент. Тем самым для соединения лент различной толщины предпочтительно используют различные инструменты.
На фиг. 1 и 2, с одной стороны, и на фиг. с 3 по 5, с другой стороны, представлены две формы исполнения с различным образом выполненными устройствами 12 смены инструмента.
На фиг. 1 и 2 изображена первая форма исполнения, в соответствии с которой инструменты 6, 7 с помощью устройства 12 смены инструмента переводятся поперечно направлению «В» из рабочей позиции в позицию ожидания. Для этого устройство 12 смены инструментов согласно этой форме исполнения расположено сбоку рядом с прессом 2. Оно содержит стол-челнок 14 с несколькими расположенными один за другим вдоль направления «В» движения ленты комплектами 10a, b, c инструментов. При необходимости замены находящегося в соединительном прессе 2 инструмента он вытягивается (или выталкивается) из пресса наружу поперечно направлению «В» движения ленты. Затем стол-челнок 14 перемещают параллельно направлению движения ленты, например, на одну позицию, так что затем поперечно направлению «В» движения ленты в пресс 2 может быть введен (или вставлен) другой инструмент. На представленном на фиг. 2 упрощенном виде сверху видно, что при изображенной форме исполнения в устройстве 12 смены инструмента расположены четыре различных инструмента или комплекта 10 a, b, c инструментов для клинч-соединения, с помощью которого могут быть выполнена одна, две или три ряда соединительных точек. Следовательно, первый инструмент 10а содержит один ряд пуансонов и матриц, в то время как второй комплект 10b инструментов содержит два расположенных один за другим в направлении «В» движения ленты ряда пуансонов и матриц, а третий комплект 10с инструментов содержит три расположенных один за другим в направлении движения ленты ряда пуансонов и матриц, так что выборочно в течение одного единственного хода пресса могут быть выполнены один, два или три ряда соединительных точек, в зависимости от того, какой инструмент 10a, b, c расположен в прессе 2. В дополнение предусмотрен один дополнительный комплект 10’ инструментов, который выполнен в качестве листового штампа 10’, так что пресс может быть также несложным образом переоснащен для штамповочного соединения. Становится понятным, что, например, для различных толщин лент или областей толщины ленты возможно использование различных инструментов, причем отдельные комплекты 10a, b, c инструментов имеют, как правило, различные диаметры точки или диаметры пуансонов. Для тонких лент используют, как правило, малые диаметры точек, причем в этом случае выполняют относительно большое количество соединительных точек. Для лент с большой толщиной используют большие диаметры точек, причем в этом случае выполняют меньшее количество точек.
При этом видно, что верхний инструмент 6 и нижний инструмент 7 соединены друг с другом через направляющие 13 с образованием комплекта 10a, b, c инструментов.
В соответствии с примером исполнения речь идет о направляющих колонках 13, благодаря которым верхний инструмент 6 и нижний инструмент 7 с пуансонами и матрицами безупречно сходятся в нужной позиции. При этом каждый комплект инструмента содержит в общей сложности четыре направляющие колонки 13, расположенные в углах. Это характерно в той же мере для формы исполнения, представленной как на фиг. 1 и 2, так и на фиг. 3 и 4.
В то время как комплекты 10a, b, c или 10’ инструментов при осуществлении формы исполнения согласно фиг. 1 и 2 заменяют поперечно направлению «В» движения ленты, на фиг. с 3 по 5 представлена вторая форма исполнения, при которой комплекты 10a, b, c или 10’ инструментов с целью замены перемещают вдоль направления «В» движения ленты. Отдельные комплекты инструментов опять же расположены друг за другом в направлении «В» движения ленты, однако в этом случае без бокового смещения относительно соединительного пресса 2, а со смещением относительно соединительного пресса 2 вдоль направления движения ленты. Тем не менее прохождение металлической ленты не нарушается, так как верхние инструменты 6 постоянно расположены выше металлической ленты или плоскости Е ленты, а нижние инструменты 7 постоянно располагаются ниже металлической ленты и так как направляющие колонки 13 постоянно расположены вне области ленты. При этой форме исполнения замена комплекта инструментов может быть проведена даже в том случае, если лента находится в машине. На фиг. 4 показан вид, при котором, например, штамп 10’ расположен в машине.
Для обеспечения возможности замены комплектов 10a, b, c инструментов, как правило, предусмотрены приводы замены, например, гидравлические приводы, которые не изображены детально на фигурах.
Изображенные на фигурах 2 и 5 инструменты показывают, что с помощью соответствующего изобретению устройства может быть синхронно получено большое количество расположенных на расстоянии друг от друга поперечно направлению «В» движения ленты соединительных точек с образованием, по меньшей мере, одного ряда соединительных точек, проходящего по ширине ленты или почти по ширине ленты. В зависимости от используемого инструмента возможно синхронное получение также нескольких рядов соединительных точек, расположенных друг за другом в направлении движения ленты. Таким образом, существует возможность реализации общего соединения лент также при нескольких рядах соединительных точек в течение одного единственного хода пресса. Вместе с гидравлическими цилиндрами 11 соединительный пресс предоставляет в достаточной степени усилия прессования.
Принцип соответствующего изобретению клинч-соединения изображен упрощенно и в качестве примера на фиг. 6. При этом показаны конец первой металлической ленты В1 и начало второй металлической ленты В2 и соединение внахлестку, в области которого с помощью клинч-инструмента 6, 7 должны быть созданы соединительные точки посредством метода клинчевания. При этом клинч-соединение показано без фазы резки. Из фиг. 6 видно, что с помощью первого устройства 16 для измерения толщины измеряют толщину D1 конца ленты первой металлической ленты В1 и с помощью второго устройства 17 для измерения толщины измеряют толщину D2 начала ленты второй металлической ленты B2, а именно перед соединением лент. Эти устройства 16, 17 для измерения толщины могут быть выполнены, например, в качестве оптических устройств для измерения толщины, например, с помощью излучения лазера. В этом случае с помощью этих устройств 16, 17 для измерения толщины обеспечивается возможность управления и регулирования процесса стыкования в зависимости от измеренной толщины или от измеренных толщин D1, D2, а именно с помощью не изображенного устройства управления и/или регулирования. В изображенном примере устройства для измерения толщины расположены в непосредственной близости от клинч-инструментов, они могут быть встроены в клинч-устройство. Изобретение охватывает, однако, также формы исполнения, при которых устройства для измерения толщины расположены в другой позиции внутри установки для обработки ленты, так, например, одно устройство для измерения толщины может быть расположено непосредственно позади разматываемого рулона с целью измерения там толщины начала ленты, причем соответствующий сигнал или соответствующая величина могут быть обработаны затем в ходе соединения лент. В остальном существует возможность смазки лент с помощью устройств 18, 19 смазки. При этом в изображенном примере исполнения предусмотрено, что в области наложения внахлест смазывают исключительно верхнюю поверхность лежащей сверху металлической ленты В2 и нижнюю поверхность лежащей снизу металлической ленты В1. Выборочно и в дополнение существует возможность смазки соответствующих поверхностей инструмента.
Изображенные на фиг. 6 варианты могут использоваться по отдельности или в комбинации, например, в устройстве по фиг. 1 – 5, однако, альтернативно также в устройствах, выполненных иным образом.




Изобретение относится к области обработки металлов давлением, в частности к способу соединения методом клинчевания концов холоднокатаных лент. Конец одной ленты и начало другой ленты располагают друг над другом с образованием соединения внахлестку и соединяют друг с другом в зоне соединения в нескольких соединительных точках посредством клинч-соединения без рассечения. Причем для соединения лент создают по меньшей мере 20 соединительных точек на метр ширины ленты. Повышается качество соединения лент. 9 з.п. ф-лы, 6 ил.
1. Способ соединения методом клинчевания концов металлических лент, по меньшей мере одна из которых выполнена холоднокатаной, не закаленной, включающий наложение друг на друга внахлестку конца первой ленты и начала второй ленты, их соединение без рассечения методом клинчевания с помощью клинч-инструмента, содержащего пуансоны и матрицы, с образованием по меньшей мере одного ряда с по меньшей мере 20 соединительными точками на метр ширины ленты, проходящего по ширине или почти по ширине ленты.
2. Способ по п. 1, отличающийся тем, что по меньшей мере одна лента выполнена в виде не закаленной ленты из алюминия или алюминиевого сплава, или меди или медного сплава.
3. Способ по п. 2, отличающийся тем, что лента из алюминия имеет относительное удлинение А80 при разрыве макс. 6%, предпочтительно от 2% до 5%, более предпочтительно от 3% до 4%.
4. Способ по п. 1, отличающийся тем, что образуют по меньшей мере 30 соединительных точек, предпочтительно по меньшей мере 50 соединительных точек, на метр ширины.
5. Способ по любому из пп. 1-4, отличающийся тем, что перед соединением измеряют толщину конца по меньшей мере одной металлической ленты, причем процесс соединения методом клинчевания осуществляют с управлением и/или регулированием в зависимости от измеренной толщины или измеренных толщин.
6. Способ по п. 5, отличающийся тем, что управляют или регулируют глубину погружения пуансона клинч-инструмента в зависимости от измеренной толщины или измеренных толщин.
7. Способ по любому из пп. 1-4, 6, отличающийся тем, что начало первой ленты и конец второй ленты и/или клинч-инструмент располагают с исключением попадания пуансона клинч-инструмента на кромки лент, а также и/или перед или после соединения лент в зоне одной или обеих кромок ленты выполняют одну или несколько боковых пробивок.
8. Способ по п. 7, отличающийся тем, что упомянутые боковые пробивки выполняют перед соединением лент при соблюдении условий, учитывающих геометрию инструмента, ширину ленты, её позицию для исключения попадания пуансона клинч-инструмента на кромку ленты.
9. Способ по любому из пп. 1-4, 6, 8, отличающийся тем, что в зоне наложения внахлест конца первой ленты и начала второй ленты верхнюю поверхность лежащей сверху ленты и нижнюю поверхность лежащей снизу ленты смазывают маслом.
10. Способ по п. 1, отличающийся тем, что его осуществляют в установке для обработки ленты.
| WO 2014033037 A1, 03.06.2014 | |||
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2013 |
|
RU2520862C1 |
| Устройство для соединения концов металлической ленты | 1986 |
|
SU1490020A1 |

