Изобретение относится к строительной промышленности и может быть использовано дл я обработки плоских поверхностей плитных материалов при калибровке их по толщине.
Известны способы обработки поверхностей плитных материалов резанием (SU №471162, МКИ В23С 3/16, опубл. 25.05.1975) (SU №537805, МКИ В27С 1/06, опубл. 05.12.1976), (R.U №2061586, МКИ В23С 3/16, опубл. 10.06.1996), (RU №2236932, МКИ В23С 3/14, опубл. 27.09.2004) путем подачи заготовки и обработки плитного материала режущим инструментом. В качестве режущего инструмента используют либо многорезцовую рейку с косой заточкой, либо цилиндрический инструмент, либо пучок проволочного ворса.
Недостатком известных способов является отсутствие длительной качественной обработки из-за низкой стойкости режущего инструмента, вызванной затуплением режущей кромки и отжимом инструмента от обрабатываемого материала, что существенно снижает точность и увеличивает шероховатость.
Известен способ фрезерования древесных материалов (RU №2376131, В23С 1/02, В23С 3/00, опубл. 20.12.2009), включающий продольную подачу плитного материала и вращательное движение инструмента в виде цилиндрической винтовой фрезы, которому придают дополнительное круговое вращательное движение в горизонтальной плоскости для воздействия на обрабатываемую поверхность режущим инструментом по линии резания прижимающей гироскопической силой, направленной навстречу радиальной силе резания.
Недостатком прототипа является невысокая производительность из-за того, что фреза осуществляет снятие припуска только на половине оборота вокруг вертикальной оси, другую половину оборота фреза проходит вхолостую. Кроме того, ввиду низкой стойкости винтовых фрез наступает быстрое затупление режущей кромки и отжим инструмента, при этом значительно снижается точность и качество обработки.
Задача изобретения - повышение точности, снижение шероховатости и повышение производительности фрезерования поверхности плитных материалов.
Поставленная задача решается тем, что в способе фрезерования плитных композиционных материалов, включающем продольную подачу плитного материала (заготовки) и вращательное движение режущего инструмента в виде цилиндрической фрезы, согласно изобретению режущему инструменту, представляющему собой сборную цилиндрическую фрезу, дополнительно придают качательное движение в горизонтальной плоскости для обработки при прямом и обратном ходе одновременно двумя гранями ножей сборной фрезы.
Изменяется вид движения режущего инструмента в результате придания режущему инструменту качательного движения, при котором обработка плитного материала идет при встречной и попутной подаче с минимальным отжимом рабочего органа за счет внедрения ножей в материал лезвиями с взаимно перпендикулярными гранями.
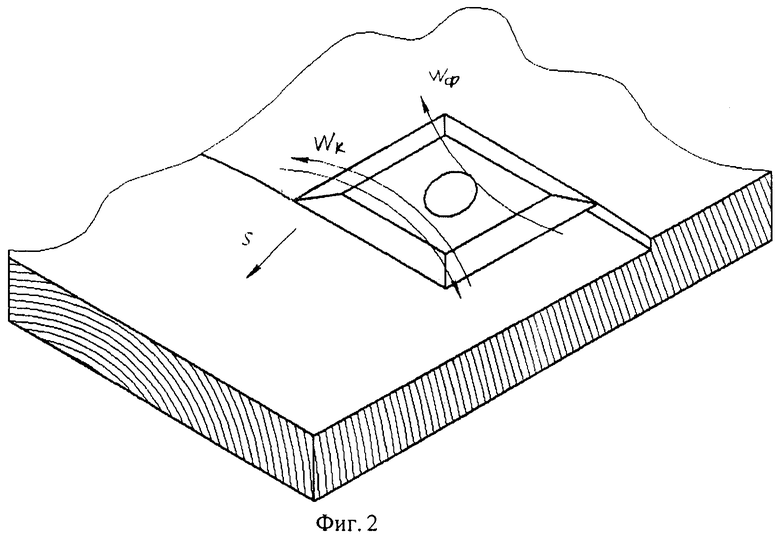
На фиг.1 изображено устройство, реализующее способ фрезерования.
На фиг.2 изображен процесс врезания ножа в обрабатываемый материал.
Устройство, реализующее заявленный способ фрезерования (фиг.1), состоит из сборной цилиндрической винтовой фрезы 1, установленной на коромысле 2. Фреза имеет возможность вращения вокруг горизонтальной оси (коромысла) и одновременного качения с углом качения, обеспечивающим обработку плитного материала 3 по ширине. В устройстве предусмотрена продольная подача плитного материала.
Способ фрезерования осуществляется следующим образом: сборная цилиндрическая винтовая фреза 1, вращающаяся (wф) на коромысле 2, получает дополнительное качательное движение (wк), при этом фреза внедряется в плитный материал 3 (фиг.2) двумя режущими гранями, снимая припуск встречной и попутной подачей при двойном ходе коромысла и непрерывной подаче s плитного материала. Ход коромысла, ограниченный углом качения, соответствует ширине плитного материала. При затуплении двух граней ножи сборной фрезы поворачиваются для работы новыми гранями.
В предлагаемом способе фрезерования повышены качество, точность и производительность обработки поверхности композиционных плит за счет ограничения траектории движения, соответствующей ширине плиты, исключения холостого хода фрезы по обработанной поверхности и снятия припуска плиты на встречной и попутной подаче инструмента двумя гранями ножей фрезы, что снижает отжим инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2376131C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2317876C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| СБОРНАЯ ФАСОННАЯ ФРЕЗА | 2010 |
|
RU2454301C1 |
Изобретение относится к строительной промышленности и может быть использовано для обработки плоских поверхностей плитных материалов при калибровке их по толщине. Способ включает продольную подачу плитного материала и вращательное движение режущего инструмента в виде сборной цилиндрической фрезы с ножами, которой дополнительно придают качательное движение в горизонтальной плоскости для обработки в прямом и обратном ходе одновременно двумя гранями ножей сборной цилиндрической фрезы. Обеспечивается ограничение траектории движения, соответствующей ширине плиты. Повышается качество, точность и производительность обработки. 2 ил.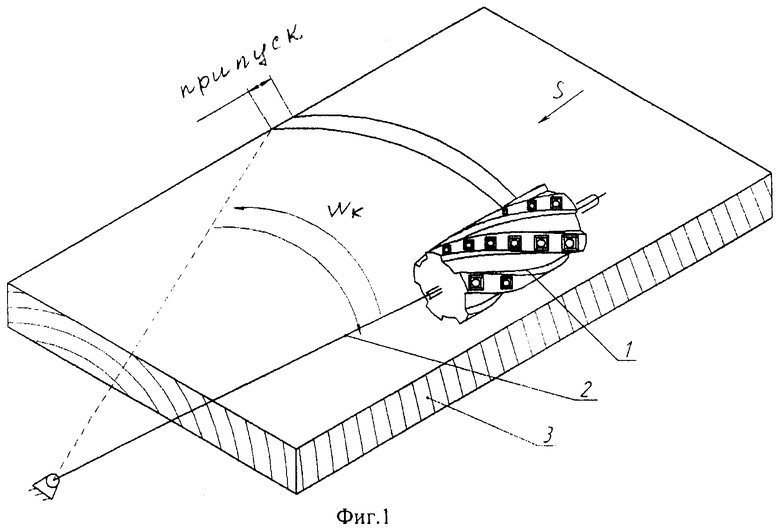
Способ фрезерования плитного композиционного материала, включающий продольную подачу плитного материала и вращательное движение режущего инструмента в виде цилиндрической фрезы, отличающийся тем, что используют режущий инструмент в виде сборной цилиндрической фрезы с ножами, которой дополнительно придают качательное движение в горизонтальной плоскости для обработки в прямом и обратном ходе одновременно двумя гранями ножей сборной цилиндрической фрезы.
| RU 23763131 С1, 20.12.2009 | |||
| Составная фрезерная головка для обработки дерева | 1939 |
|
SU58513A1 |
| Устройство нижней оконной заглушины | 1939 |
|
SU57188A1 |
| US 4893662 A1, 16.01.1990. | |||

