Изобретение относится к технологии машиностроения, к механической обработке больших плоскостей с целью удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, для резания металлов иглофрезерованием и алмазно-абразивной обработкой и предназначено для механизации снятия заусенцев, округления кромок и обработки плоскостей на фрезерных, многопозиционных и многооперационных станках.
Известен комбинированный способ плоского иглошлифования, при котором комбинированному инструменту, состоящему из сборного шлифовального круга и торцовой иглофрезы, сообщают вращательное движение и движение подачи вдоль обрабатываемой поверхности, а заготовке - возвратно-поступательное движение, причем круг и иглофреза установлены на коаксиальных вращающихся независимо друг от друга в разных направлениях полом и центральном валах соответственно, при этом круг состоит из абразивно-алмазных кольцевых сегментов, закрепленных на металлических пластинах, торообразной полой внутри упругой оболочки, закрепленной на ступице, и кольца [1, 2]. Кроме того, для настройки по мере износа абразивно-алмазных кольцевых сегментов в торообразную полую внутри упругую оболочку закачивают сжатый воздух, восстанавливая первоначальное положение рабочего торца шлифовального круга относительно режущего торца иглофрезы. При этом торцовая иглофреза выполнена из проволочного ворса в виде набора U-образных пучков, причем ветви ворса в каждом пучке размещены в смежных гофрах кольца, закрепленного на корпусе, кроме того, уплотнение ворса для достижения требуемой жесткости осуществляется гайкой с внутренней конической поверхностью и винтом с наружной конической поверхностью. Как вариант, уплотнение ворса для достижения требуемой жесткости осуществляется хомутом в виде металлической ленты, концы которой стянуты болтом с гайкой.
Недостатком известного инструмента является сложность конструкции и необходимость подвода сжатого воздуха к вращающимся частям оснастки, что ведет к частым отказам в работе, повышенной себестоимости изготовления, дороговизне и трудоемкости эксплуатации. При этом в некоторой степени нарушена последовательность переходов обработки: вначале вступает в работу алмазно-абразивный инструмент, работающий на большем диаметре и предназначенный для чистовой окончательной обработки, а затем иглофреза, предназначенная, как правило, для черновой и получистовой обработки. Кроме того, такой комбинацией в последовательности вступления в работу частей комбинированного инструмента нерационально и почти невозможно снимать большие припуски.
Задача изобретения - расширение технологических возможностей, упрощение конструции инструмента, снижение себестоимости изготовления и трудоемкости эксплуатации, обеспечение предварительного чернового и получистового прерывистого плоского иглофрезерования в комбинации с чистовым бесприжоговым прерывистым шлифованием, позволяющие снимать большие припуски и повышающие общую стойкость инструмента, производительность и качество обрабатываемой поверхности.
Поставленная задача решается с помощью предлагаемого иглоплоскошлифовального инструмента, содержащего торцовую иглофрезу и сборный торцовый шлифовальнный круг, установленные на коаксиальных вращающихся независимо друг от друга в разных направлениях полом и центральном валах, причем каждый инструмент настроен на съем своего припуска, сумма которых составляет общий припуск, при этом шлифовальный круг выполнен сборным из алмазно-абразивных сегментов, расположен в центре и охватывается иглофрезой, кольцевой рабочий торец которой выполнен прерывистым с выступами и впадинами, причем ширина впадин не менее чем в два раза меньше ширины выступов, расположенных на рабочем торце иглофрезы по Архимедовой спирали, при этом упомянутый рабочий торец фрезы выполнен в виде заборного конуса под углом α к обрабатываемой плоскости, определяемый по формуле  где Zф - припуск, оставленный под иглофрезерование, мм; Н - ширина кольцевого рабочего торца иглофрезы в радиальном направлении, мм.
где Zф - припуск, оставленный под иглофрезерование, мм; Н - ширина кольцевого рабочего торца иглофрезы в радиальном направлении, мм.
Сущность конструкции предлагаемого иглоплоскошлифовального инструмента поясняется чертежами.
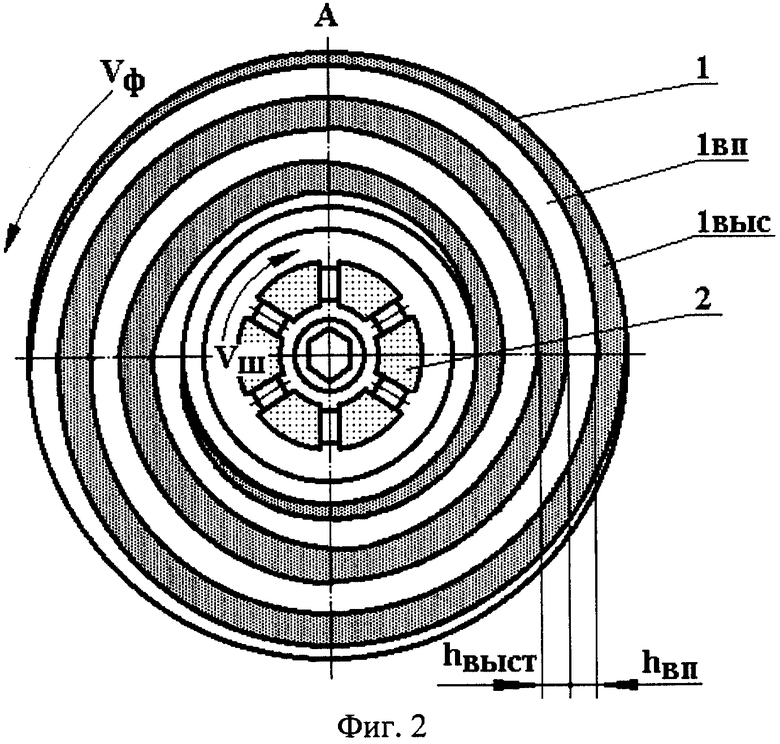
На фиг.1 представлена схема плоского иглошлифования и комбинированный иглоплоскошлифовальный инструмент, продольный разрез; на фиг.2 - вид А на фиг.1.
Предлагаемый иглоплоскошлифовальный инструмент относится к комбинированным и содержит торцовую иглофрезу 1 и сборный торцовый шлифовальный круг 2, установленные на коаксиальных вращающихся (иглофреза с частотой - Vф, круг с частотой - Vш) независимо друг от друга в разных направлениях полом 5 и центральном 4 валах, и предназначен для обработки плоских заготовок 3.
Инструментам 1 и 2 сообщают вращательное движение Vф и Vш и движение подачи Sпоп вдоль обрабатываемой поверхности, а заготовке 3 - возвратно-поступательное движение Sпр. Каждый инструмент настроен на съем своего припуска: иглофреза 1 - на Zф, круг 2 - на Zш. Общий припуск Z, снимаемый комбинированным инструментом за один проход равен сумме Z=Zф+Zш.
Шлифовальный круг 2 выполнен сборным из алмазно-абразивных сегментов, расположен в центре на валу 4 и охватывается иглофрезой 1.
Кольцевой рабочий торец иглофрезы 1 выполнен прерывистым и имеет выступы 1выс шириной hвыс и впадины 1вп шириной hвп, расположенными на рабочем торце по Архимедовой спирали (см. фиг.2). Ширина впадин не менее чем в два раза меньше ширины выступов, т.е. hвп≤0,5hвыс.
С целью интенсификации иглофрезерования упомянутый рабочий торец фрезы 1 выполнен под углом α к обрабатываемой плоскости и играет роль заборного конуса. Угол α зависит от величины снимаемого иглофрезой припуска и определяется по формуле
где Zф - припуск, оставленный под иглофрезерование, мм;
Н - ширина кольцевого рабочего торца иглофрезы в радиальном направлении, мм.
Вращение полого вала 5 с иглофрезой осуществляют в одну сторону, при котором в месте контакта иглофрезы 1 с заготовкой 3 впадина будет постоянно приближаться к центру. Согласно фиг.2 полый вал 5 с иглофрезой 1 должен всегда вращаться против часовой стрелки.
Торцовая иглофреза 1 выполнена из проволочного ворса, закрепленного известными способами. Для повышения стойкости иглофрезы на упругие ветви ворса наносят износостойкое покрытие, например, из нитрида титана. После износа пучков ворса их заменяют.
Инструмент устанавливают, например, на фрезерный станок с модернизированной шпиндельной бабкой, у которой имеются коаксиальные вращающиеся независимо друг от друга в разных направлениях полый и центральный шпиндели.
Круг устанавливают на центральном валу и приводят во вращение в одну сторону, торцовую иглофрезу - на полом валу, приводят во вращение в другую сторону и комбинированный иглоплоскошлифовальный инструмент с необходимым натягом подводят режущей поверхностью к заготовке.
При этом на периферии комбинированного инструмента часть упругоподвижных ветвей ворса отклоняется в процессе резания от вертикали, образует определенные углы резания и срезает материал с обрабатываемой поверхности в одном направлении. Прерывистое иглофрезерование и наличие заборного конуса в отличие от традиционного иглофрезерования позволяют интенсифицировать процесс резания благодаря тому, что ветви ворса режут не только передней поверхностью, но и боковой со стороны впадины поверхностью.
В центре инструмента абразивные сегменты, предварительно установленные на определенную глубину, срезают припуск Zш и микронеровности с обрабатываемой поверхности в другом направлении.
Раздельный привод инструментов на коаксиальных валах позволяет создавать тот или иной натяг, так необходимый при иглофрезеровании, и восстанавливать первоначальное положение рабочего торца шлифовального круга относительно режущего торца иглофрезы.
Прерывистая алмазно-абразивная обработка отдельными сегментами позволяет снизить теплонапряженность процесса шлифования, ликвидировать прижоги и микротрещины, повысить режимы обработки.
Производили торцовое фрезерование с одновременным шлифованием предлагаемым иглоплоскошлифовальным инструментом плоской поверхности шириной 80 мм и длиной 590 мм на модернизированном вертикально-фрезерном станке мод. 6Р13; припуск на обработку 1,1 мм снимали за один проход.
Параметр шероховатости обрабатываемой поверхности Ra=0,63 мкм. Материал заготовки - сталь 45, с пределом прочности σв=670 МПа. Станок оснащен двумя коаксиальными шпинделями, приводимыми во вращение индивидуальными электродвигателями, и устройством для активного контроля обрабатываемых заготовок.
Шлифовальный круг состоит из абразивных сегментов марки 24А25П2 5К8А с наружным диаметром 100 мм, иглофреза - наружный диаметр 200 мм, диаметр игл 1 мм, припуск, оставленный под иглофрезерование - Zф=0,9...1,0 мм, ширина кольцевого рабочего торца иглофрезы в радиальном направлении Н=40 мм, угол α заборного конуса к обрабатываемой плоскости α=1,44°, выступы шириной hвыс=7 мм, впадины шириной hвп=3 мм.
Обработка проводилась при следующих режимах резания. Частоту вращения круга принимали 5700 мин-1 (при этом скорость шлифование составила Vш=29,83 м/с), а иглофрезы 500 мин-1 (при этом Vф=314 м/мин). Продольная подача 250 мм/мин. Охлаждающая жидкость - эмульсия.
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени 0,8 мин, что в 1,9 раза быстрее, чем при обычном торцовом фрезеровании, и в 2,4 раза быстрее, чем при обычной абразивной обработке.
Применение предлагаемого иглоплоскошлифовального инструмента позволяет увеличить производительность благодаря обеспечению бесприжогового прерывистого шлифования, исключить операцию чернового и получистового шлифования, интенсифицировать иглофрезерование благодаря использованию заборного конуса и прерывистой обработки, улучшить шероховатость поверхности на 1-2 класса. При этом расход абразивного материала снизился в среднем на ˜25%.
Источники информации
1. Патент РФ 2252123, МПК7 В24В 1/00, В24D 17/00, В23С 5/00, А46В 7/06. Комбинированный способ плоского иглошлифования. Степанов Ю.С., Харламов Г.А., Тарапанов А.С., Афанасьев Б.И. и др. Заявка 2004101314/02, 15.01.2004; 20.05.2005. Бюл. №14.
2. Патент РФ 2252133, МПК7 В24D 17/00, В23С 5/00, А46В 7/06. Комбинированный иглошлифовальный инструмент. Степанов Ю.С., Харламов Г.А., Тарапанов А.С., Афанасьев Б.И. и др. Заявка 2004101312/02, 15.01.2004; 20.05.2005. Бюл. №14.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2004 |
|
RU2252123C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ ИГЛОАБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2237571C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
Изобретение относится к области машиностроения и может быть использовано для удаления шлака, продуктов коррозии, прокатной окалины, заусенцев с плоских поверхностей при совместном использовании иглофрезерования и алмазно-абразивной обработки. Комбинированный инструмент содержит торцовую иглофрезу и сборный торцовый шлифовальный круг. Они установлены на коаксиальных вращающихся независимо друг от друга в разных направлениях полом и центральном валах с настройкой их на съем своих припусков, сумма которых составляет общий припуск. Шлифовальный круг выполнен сборным из алмазно-абразивных сегментов и расположен на центральном валу с охватом его иглофрезой. Кольцевой рабочий торец последней выполнен прерывистым с выступами и впадинами. Ширина впадин не менее чем в два раза меньше ширины выступов, расположенных по Архимедовой спирали на рабочем торце иглофрезы, выполненном с заборным конусом под углом α к обрабатываемой плоскости. В результате обеспечивается возможность снятия больших припусков и проведение черновой и чистовой обработки, что повышает производительность и качество обработки. 2 ил.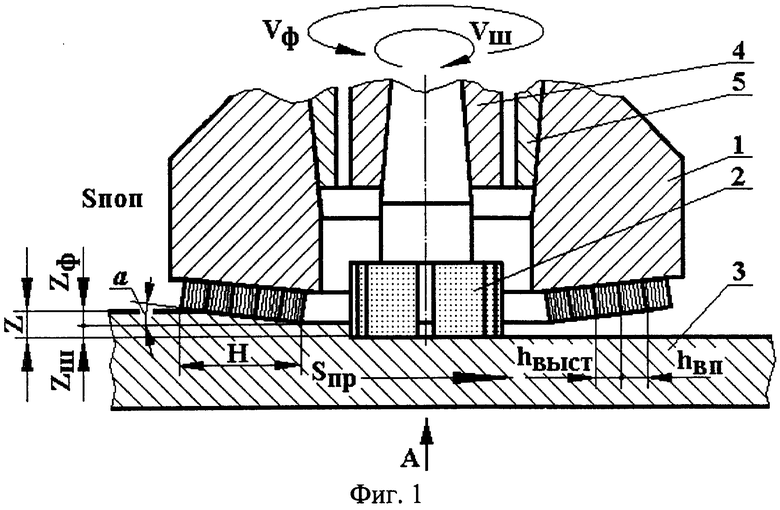
Иглоплоскошлифовальный инструмент, содержащий торцовую иглофрезу и сборный торцовый шлифовальный круг, установленные на коаксиальных, вращающихся независимо друг от друга в разных направлениях, полом и центральном валах, отличающийся тем, что иглофреза и шлифовальный круг настроены на съем своих припусков, сумма которых составляет общий припуск, при этом сборный шлифовальный круг выполнен из алмазно-абразивных сегментов и расположен на центральном валу с охватом его иглофрезой, кольцевой рабочий торец которой выполнен прерывистым с выступами и впадинами, причем ширина впадин не менее чем в два раза меньше ширины выступов, расположенных по Архимедовой спирали на рабочем торце иглофрезы, выполненном с заборным конусом под углом α к обрабатываемой плоскости, определяемым по формуле

где Zф - припуск под иглофрезерование, мм;
Н - ширина кольцевого рабочего торца иглофрезы в радиальном направлении, мм.
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| Торцовая иглофреза с конической рабочей поверхностью | 1988 |
|
SU1565611A1 |
| Торцовая иглофреза | 1989 |
|
SU1692766A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

