Изобретение относится к технологии машиностроения, к области обработки металлов давлением, в частности к холодной раскатке колец подшипников качения со статико-импульсным нагружением деформирующего инструмента.
Известны роликовые раскатки с несколькими деформирующими упругими элементами для обработки больших отверстий, позволяющие разгрузить узлы станка от односторонне приложенного усилия и обработки нежестких заготовок деталей машин раскатыванием [1].
Известные раскатки отличаются ограниченными технологическими возможностями, невысокой стойкостью инструмента, они обрабатывают заготовки, прошедшие предварительную обработку растачиванием, у которых волокна макроструктуры выходят под углом к контактным поверхностям заготовки кольца подшипника, что уменьшает его контактную выносливость, кроме того, известные раскатки отличаются незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, низким КПД и большой энергоемкостью оборудования, а также повышенной металлоемкостью (на 20…40%), высокой трудоемкостью (в 2…3 раза) изготовления, невысокой точностью отверстий.
Известны устройство для изготовления наружных колец подшипников качения и способ, который включает предварительное вытачивание кольцевой профильной заготовки резцами, холодную раскатку заготовки известными однороликовыми раскатными приспособлениями с получением заданного профиля кольца [2]. При предварительном вытачивании профиль заготовки под раскатку формируют из условия, что коэффициенты раскатки по дорожке качения готового кольца, бортикам и канавкам под уплотнения принимают отличающимися один от другого не более чем на 6%, а усилие раскатки и темп подачи раскатного инструмента задают в зависимости от скорости изменения наружного диаметра кольца. Кроме того, в процессе раскатки СОЖ подают в зону выхода заготовки из очага деформации.
Известные способ и устройство отличаются ограниченными технологическими возможностями, невысокой стойкостью инструмента и невысокой точностью раскатки, при этом волокна макроструктуры заготовки при вытачивании выходят под углом к контактным поверхностям кольца подшипника, что уменьшает его контактную выносливость.
Известно устройство для статико-импульсного дорнования отверстий методом протягивания, содержащее патрон, в котором закреплен деформирующий инструмент, при этом он снабжен опорным фланцем для установки обрабатываемой заготовки, гидравлическим генератором импульсов для вырабатывания периодической импульсной нагрузки, волноводом в виде ступенчатого стержня со ступенями малого и максимального диаметров и бойком в виде втулки, который установлен на ступени малого диаметра ступенчатого стержня с возможностью продольного перемещения, а патрон установлен на волноводе, при этом втулка и ступень максимального диаметра ступенчатого стержня выполнены с поперечными сечениями одинаковой площади для передачи деформирующему инструменту периодической импульсной нагрузки вдоль его продольной оси, а соотношение длины втулки к длине ступени максимального диаметра ступенчатого стержня равно единице [3, 4].
Известное устройство отличается ограниченными технологическими возможностями, при этом устройство обрабатывает заготовки, прошедшие предварительное растачивание, у которых волокна макроструктуры выходят под углом к контактным поверхностям, что уменьшает их контактную выносливость, причем устройство отличается низкими показателями обработки: недостаточно большим натягом, незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, низким КПД и большой энергоемкостью оборудования.
Задачей изобретения является расширение технологических возможностей обработки металлов давлением за счет применения статико-импульсной нагрузки на раскатку с множеством деформирующих элементов, при обработке которой возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить натяг и глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности, создать благоприятные макроструктуры с характерным направлением волокон вдоль контактных поверхностей, позволяющие увеличить контактную выносливость, а также разгрузить узлы станка от односторонне приложенного усилия и обработки нежестких заготовок деталей машин раскатыванием, увеличить производительность, КПД и снизить энергоемкость процесса.
Поставленная задача решается с помощью предлагаемого устройства для статико-импульсного раскатывания внутренней дорожки наружного кольца шарикоподшипника, содержащее раскатку с деформирующими элементами, гидроцилиндр, выполненный с возможностью приложения к раскатке статической нагрузки, в котором расположены боек и волновод, выполненные с возможностью приложения к раскатке периодической импульсной нагрузки, и гидравлический генератор импульсов для питания гидроцилиндра, причем раскатка содержит оправку, устанавливаемую с помощью патрона на штоке гидроцилиндра, деформирующие элементы - шарики в количестве не менее числа тел качения подшипника, для которого изготовляется кольцо, и диаметром dШ - не более диаметра тела качения этого подшипника, причем деформирующие элементы - шарики установлены в передних глухих радиальных отверстиях оправки глубиной (0,75…0,8)dШ, равномерно расположенных в поперечном сечении, отстоящем от переднего торца оправки на расстоянии не менее dШ, и удерживаемых от выпадения сепаратором, причем аналогичные глухие радиальные отверстия выполнены сзади рабочей части оправки, при этом упомянутые передние и задние соответствующие отверстия соединены пазами, имеющими продольные участки переменной глубины, предназначенные для радиальной подачи деформирующих элементов, и наклонные к продольной оси участки одной глубины, предназначенные для окружной подачи деформирующих элементов.
Сущность предлагаемого устройства поясняется чертежами.
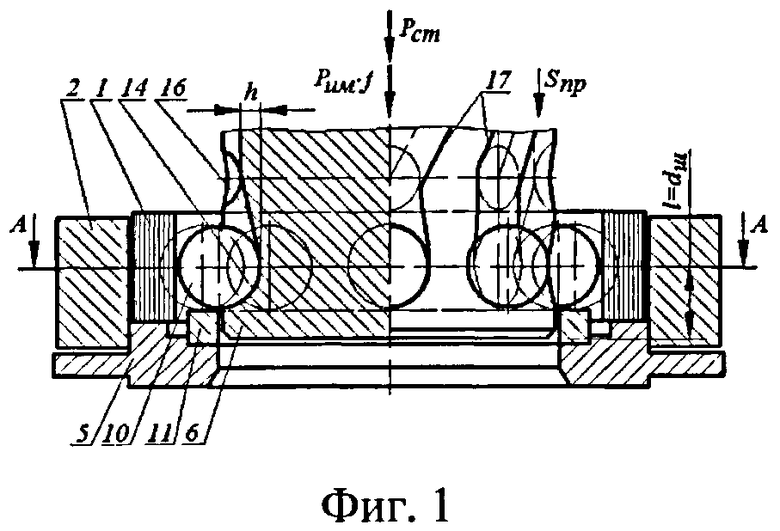
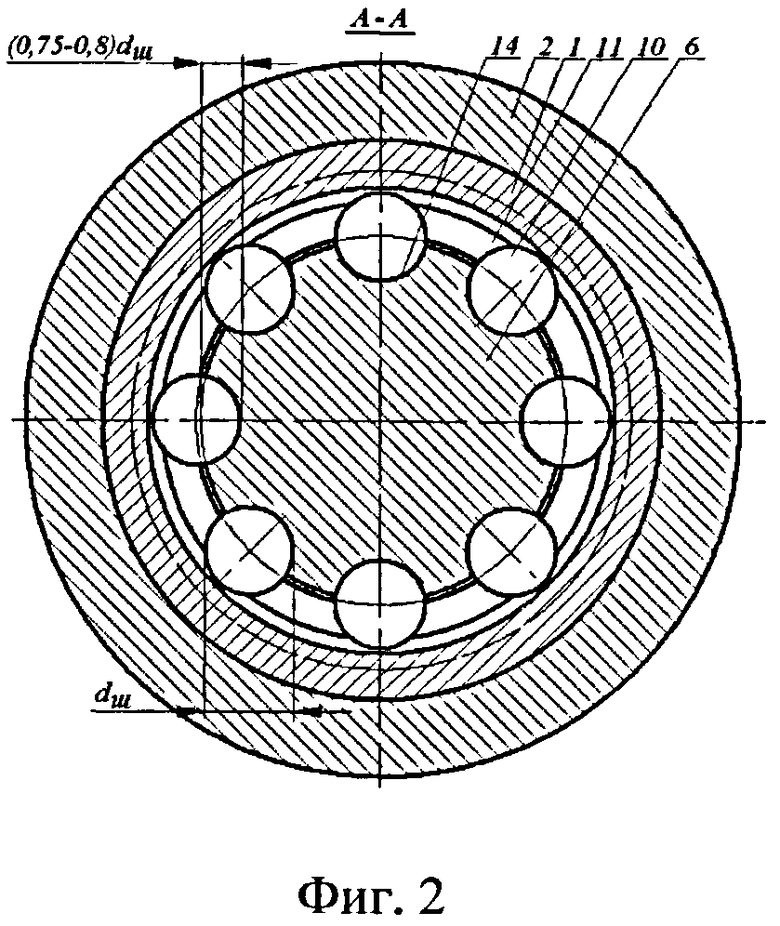
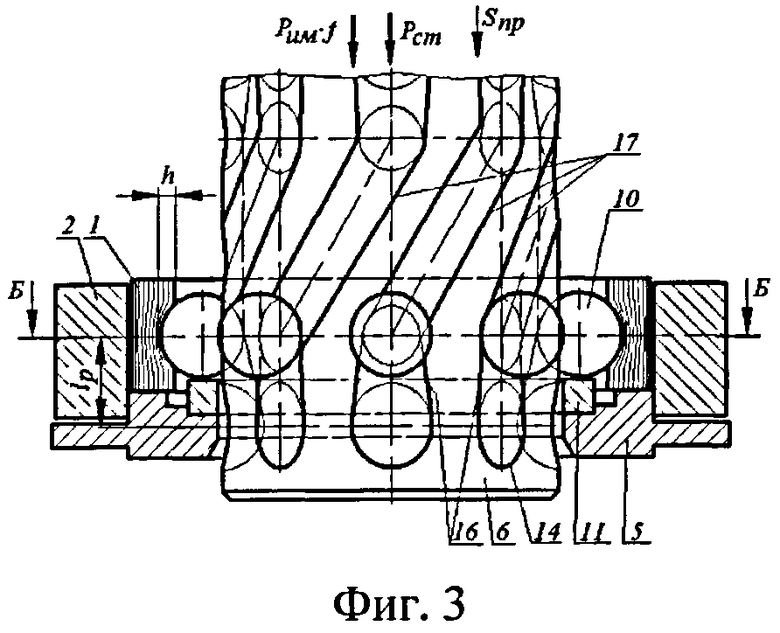
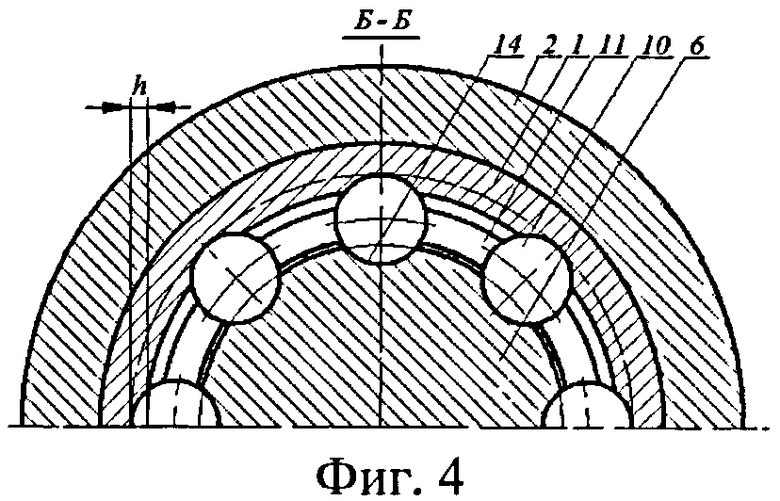
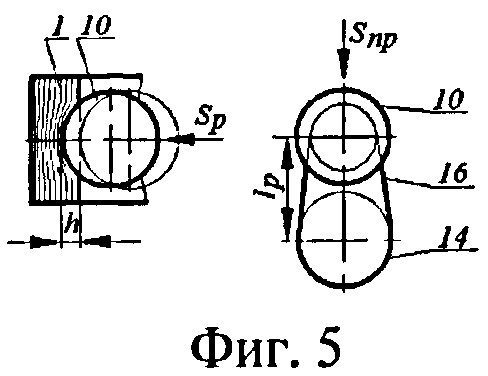
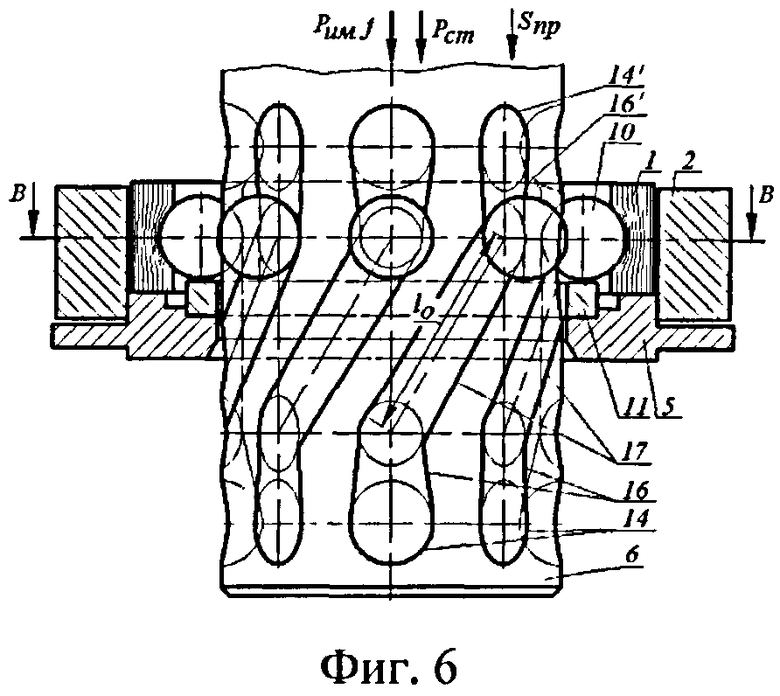
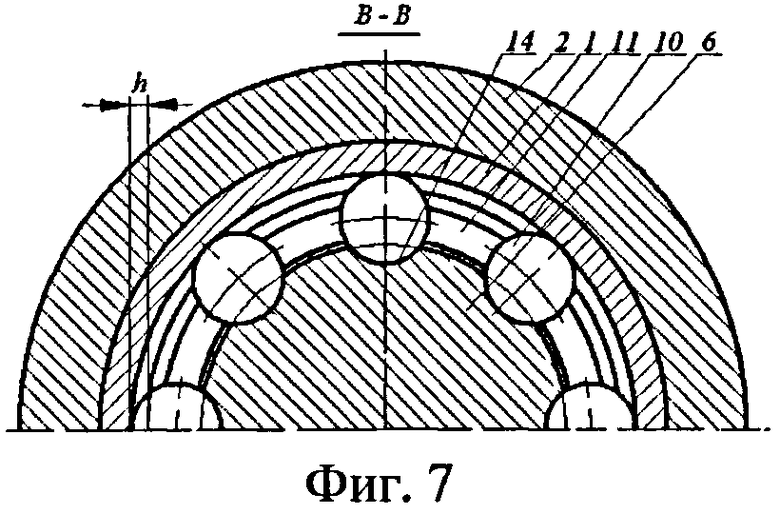
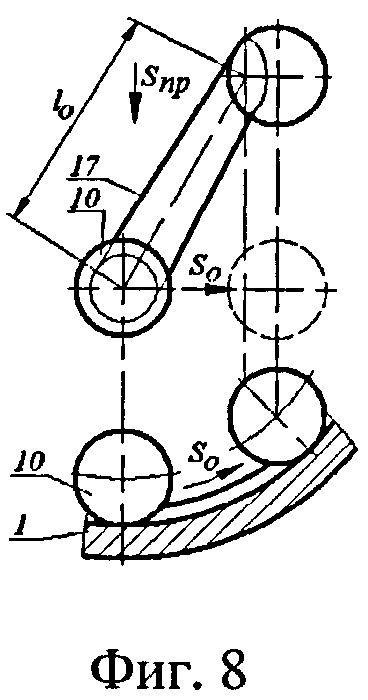
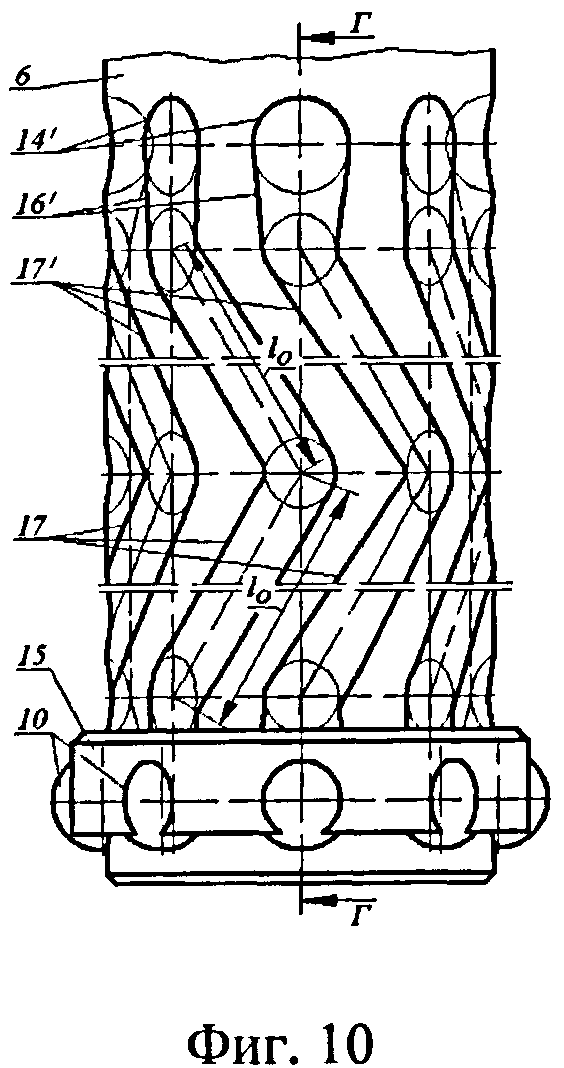
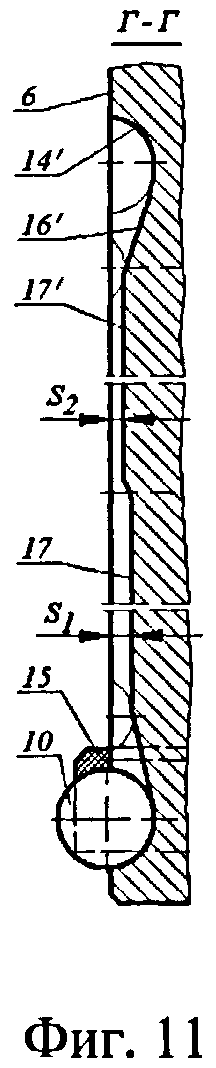
На фиг.1 показана позиция загрузки на операции раскатки дорожки кольца с помощью предлагаемого устройства, где представлена заготовка кольца, установленная в обойму и опирающаяся торцом на опорный фланец, в отверстие заготовки введена раскатка до касания деформирующих элементов - шариков упорной шайбы, продольный диаметральный разрез установочного приспособления и частичный разрез раскатки; на фиг.2 - сечение А-А на фиг.1, вид сверху, деформирующие элементы - шарики расположены в отверстиях раскатки и касаются внутренней поверхности отверстия обрабатываемого кольца; на фиг.3 - позиция окончания радиальной подачи деформирующих элементов, раскатка под действием вертикальной импульсной силы РИМ введена в обрабатываемую заготовку на длину паза радиальной подачи относительно позиции на фиг.1; на фиг.4 - сечение Б-Б на фиг.3, вид сверху, деформирующие элементы - шарики внедрены в обрабатываемую заготовку на полную глубину дорожки; на фиг.5 - схема связи продольной подачи оправки на длину паза lP с глубиной раскатываемой дорожки h, слева - продольное сечение заготовки с деформирующим элементом, справа - радиальный паз с деформирующим элементом; на фиг.6 - позиция окончания окружной подачи деформирующих элементов, раскатка под действием вертикальной импульсной силы РИМ введена в обрабатываемую заготовку на длину lO наклонного паза окружной подачи относительно позиции на фиг.3; на фиг.7 - сечение В-В на фиг.6, вид сверху, каждый деформирующий элемент - шарик раскатал часть дорожки заготовки длиной, равной расстоянию между элементами, на полную глубину дорожки; на фиг.8 - схема связи продольной подачи оправки на величину длины наклонного паза lO с длиной раскатываемой дорожки, внизу - поперечное сечение заготовки с деформирующими элементами, вверху - наклонный паз оправки с деформирующими элементами; на фиг.9 - общий вид раскатки в сборе с деформирующими элементами, производящей раскатку дорожки за один проход; на фиг.10 - общий вид раскатки в сборе с деформирующими элементами и сепаратором, производящей раскатку дорожки за два прохода; на фиг.11 - продольное сечение Г-Г на фиг.10 по оси симметрии паза; на фиг.12 - схема устройства для раскатывания внутренней дорожки наружного кольца шарикоподшипника поверхностным пластическим деформированием со статико-импульсным нагружением деформирующих элементов - шариков, положение устройства перед началом обработки.
Предлагаемое устройство предназначено для статико-импульсного поверхностного пластического деформирования - раскатыванием внутренней дорожки наружного кольца шарикоподшипника деформирующим инструментом - раскаткой с деформирующими элементами - шариками. Заготовку 1 кольца изготовляют в основном из двух видов исходных профилей металла: прутков и труб, методами штамповки на горизонтально-ковочных машинах, штамповки на прессах, ковки и штамповки на молотах, холодной штамповкой из полосы, изготовления из труб и полосы, методами порошковой металлургии и др. Основным требованием к используемым заготовкам является требование к направлению волокон макроструктуры. Наибольшей контактной выносливостью обладают шарикоподшипники, в кольцах которых волокна не выходят под углом к поверхности контакта. На фиг.1 показана заготовка кольца, поз.1, у которой направление волокон макроструктуры совпадает с продольной осью заготовки, т.е. направление волокон параллельно поверхности контакта.
Заготовку 1 устанавливают в обойме 2, которую закрепляют на опорной плите 3, например, пресса или станка 4 (не показан). Заготовка в осевом направлении ориентируется опорным фланцем 5 (см. фиг.1).
В процессе обработки заготовка неподвижна, а оправку 6 давильного инструмента - раскатки перемещают в продольном направлении SПР под действием статической нагрузки РСТ, развиваемой гидроцилиндром 7 (см. фиг.12), и импульсной нагрузки РИМ, создаваемой бойком 8 при ударе по волноводу 9, причем деформирующие элементы - шарики 10 раскатки опираются на упорную шайбу 11. Боек и волновод расположены в гидроцилиндре 12. Гидроцилиндры 7 и 12 работают от гидравлического генератора импульсов (ГГИ) (не показан) [5].
Раскатку в виде оправки с деформирующими элементами - шариками устанавливают с помощью патрона 13 на волноводе 9. В качестве деформирующих элементов берут шарики в количестве не менее числа тел качения подшипника, для которого изготовляется кольцо. Диаметр dШ шариков берут не более диаметра тела качения этого подшипника, например, для раскатывания внутренней дорожки наружного кольца шарикоподшипника 320 ГОСТ 8338-75 используют раскатку с 8 шариками диаметром dШ =36,51 мм.
Деформирующие элементы - шарики устанавливают в глухих радиальных отверстиях 14 оправки глубиной (0,75…0,8)dШ. Отверстия равномерно располагают в поперечном сечении оправки на расстоянии l не менее dШ от переднего торца оправки. Шарики удерживают от выпадения сепаратором 15 (см. фиг.10, 11). Сепаратор изготовлен из пластмассы и удерживает шарики при хранении и холостых ходах при выводе инструмента из зоны обработки.
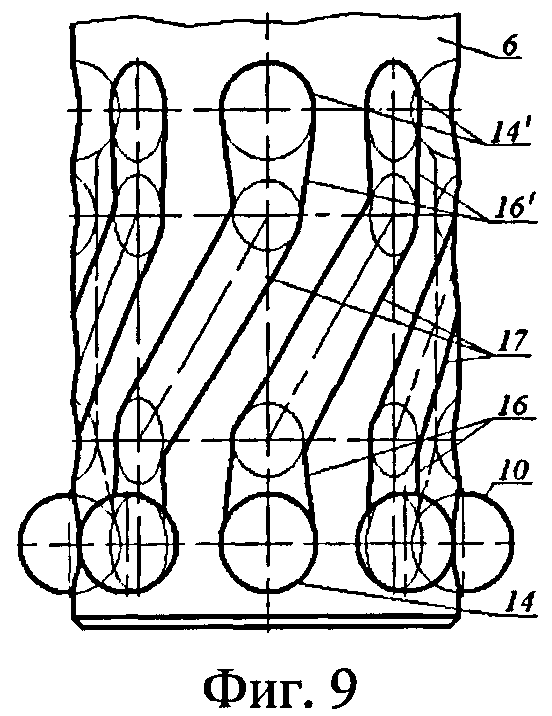
Аналогичные глухие радиальные отверстия 14' выполнены в конце рабочей части оправки - так называемые, задние отверстия (см. фиг.6, 9, 10, 11).
Передние и задние соответствующие отверстия 14 и 14' соединены пазами, имеющими продольные участки 16 переменной глубины, предназначенные для радиальной подачи деформирующих элементов, и наклонные к продольной оси участки 17 одной глубины, предназначенные для окружной подачи деформирующих элементов.
Начало раскатывания внутренней дорожки наружного кольца шарикоподшипника с помощью предлагаемого устройства показано на фиг.1, где на операционном эскизе позиции загрузки представлена заготовка кольца, установленная в обойму и опирающаяся торцом на опорный фланец, в отверстие заготовки вводится раскатка до касания деформирующих элементов - шариков упорной шайбы. Наружный диаметр оправки выбран с расчетом свободного движения в отверстии заготовки - кольца и минимального зазора между деформирующими элементами и внутренним диаметром отверстия заготовки (см. фиг.1, 2).
При дальнейшем продольном перемещении оправки на длину lP (см. фиг.3) деформирующие элементы - шарики углубятся в заготовку на величину h - необходимую глубину внутренней дорожки обрабатываемого кольца. Радиальная подача SP деформирующих элементов раскатки осуществлена путем продольного перемещения оправки под действием вертикальной импульсной силы РИМ в отверстии обрабатываемой заготовке на длину lP паза 16 радиальной подачи относительно позиции, показанной на фиг.1. Результатом этого продольного перемещения оправки являются следы шариков, внедренных на глубину h, причем число углублений равно числу шариков (см. фиг.4).
Продольное прерывистое импульсное перемещение оправки на расстоянии прохождения наклонного участка 17 паза окружной подачи длиной lO (начало см. фиг.3 - конец см. фиг.6) способствует интенсивному раскатыванию внутренней дорожки заготовки. Деформирующие элементы, ограниченные в перемещении в вертикальной плоскости упорной шайбой, перекатываясь в наклонном участке 17 паза и толкаемые им, перемещаются в горизонтальной плоскости и совершают окружную подачу SO. Каждый шарик проходит путь в окружном направлении равный 1/n части длины окружности раскатываемой внутренней дорожки, где n - количество шариков. Например, внутренняя дорожка наружного кольца шарикоподшипника 320 ГОСТ 8338-75 диаметром 194 мм имеет длину 609,47 мм, при использовании раскатки с n=8 шариков диаметром dШ=36,51 мм каждый шарик проходит путь в окружном направлении равный 76,2 мм, при этом глубина дорожки составляла 5,48 мм.
За один проход длиной 1/n части окружности раскатываемой дорожки n шариков одновременно полностью раскатывают внутреннюю дорожку наружного кольца шарикоподшипника при интенсивной импульсной нагрузке, действующей на раскатку. На фиг.6 и 7 показана позиция окончания окружной подачи деформирующих элементов, раскатка под действием вертикальной импульсной силы РИМ введена в обрабатываемую заготовку на длину lO наклонного паза окружной подачи относительно позиции на фиг.3.
Общий вид раскатки в сборе с деформирующими элементами, производящей раскатку дорожки кольца за один проход, представлен на фиг.9. Последние части 16' пазов, как отмечалось выше, используются для вывода шариков из зоны обработки. Обработанную заготовку снимают вместе с инструментом путем разжима патрона 13 (см. фиг.12).
С целью упрощения конструкции и снижения себестоимости изготовления инструмента разработан второй вариант конструкции раскатки, который отличается отсутствием последних продольных частей 16' пазов (не показан). При этом в циклограмме работы устройства предусмотрен холостой ход, при котором раскатку выводят из обработанной заготовки перемещением снизу вверх (согласно фиг.12).
В случае обработки внутренних дорожек большой глубины используют несколько проходов раскатывания. Для этого используют раскатку, показанную на фиг.10 и 11. Отличительной особенностью этой конструкции раскатки является наличие нескольких наклонных участков 17, 17'… паза окружной подачи длиной lO каждый. Деформирующие элементы, перекатываясь в наклонном участке 17' паза и толкаемые им, перемещаются в горизонтальной плоскости и первично раскатывают дорожку в одном направлении. Деформирующие элементы, перекатываясь в наклонном участке 17 паза и толкаемые им, перемещаются в горизонтальной плоскости и вторично раскатывают дорожку в обратном направлении. Глубина первого паза 17 - S1 больше глубины второго паза 17' - S2. Если глубина паза 17' - S2 диктуется окончательным размером раскатываемой дорожки, то глубина паза 17 - S1 определяется промежуточным размером раскатываемой дорожки. Натяг для первого, второго и других проходов при раскатывании определяется глубиной S1, S2 … пазов, изготовленных на оправке.
Материал деформирующих элементов - шариков (например, твердый сплав ВК15, ВК15М) обеспечивает высокую износостойкость инструмента и высокую изгибную прочность. При малых нагрузках на инструмент можно применять сплав ВК8.
Детали устройства: оправка, патрон, обойма, опорный фланец, опорная шайба, боек, волновод изготовляют из углеродистых сталей, закаленных до твердости HRC 40…45. В собранном виде радиальное биение деформирующих элементов - шариков не превышает 0,02…0,05 мм. Это требование выполняют за счет высокой точности изготовления деталей раскатки. Особое внимание уделяют оправке (радиальное биение ее не должно быть более 0,01…0,02 мм) и деформирующим элементам - шарикам (радиальное биение их не должно быть более 0,005…0,01 мм).
Отличительной особенностью предлагаемого устройства является то, что на остановленные упорной шайбой деформируемые элементы - шарики воздействует оправка через пазы, которые изготовлены на поверхности оправки определенной глубины и направления. Глубиной паза управляется радиальное перемещение SP деформируемых элементов - шариков, а направлением расположения паза на оправке управляется окружное перемещение SO деформируемых элементов - шариков. При ударе бойка 8 по волноводу 9 оправка 6 опускается вниз (согласно фиг.1, 3, 6, 12) и шарики либо радиально движутся от центра к периферии, образуя отпечатки, необходимой глубины (фиг.3, 4), либо совершают окружное перемещение, раскатывая внутреннюю дорожку (фиг.6, 7) в обрабатываемой заготовке наружного кольца шарикоподшипника.
Ввиду того, что обрабатываемая заготовка устанавливается неподвижно, а ударные импульсы от волновода в процессе обработки проходят в очаги деформации через деформирующий инструмент, следовательно, его размеры и материал влияют на амплитуду и длительность ударного импульса в очагах деформации, что необходимо учитывать при разработке технологической операции поверхностного пластического деформирования с использованием предлагаемого устройства.
Исходный импульс, сформированный в бойке в момент удара по волноводу, отражаясь от свободного торца бойка с противоположным знаком, доходит до волновода, одна его часть вновь отражается в боек, а другая переходит в волновод и распространяется в направлении нагружаемой поверхности. Дойдя до нагружаемой поверхности, последняя часть импульса распределяется на проходящий и отраженный. Проходящие волны деформации при равенстве длин бойка и волновода не накладываются и не разрываются, а следуют друг за другом, кроме того, при равенстве площадей контакта поперечных сечений бойка и волновода энергия удара наиболее полно реализуется в контакте с нагружаемой средой.
Технологическими параметрами процесса поверхностного пластического деформирования с использованием предлагаемого устройства являются: сила удара (энергия удара) РИМ (А); частота ударов f; натяг; толщина стенки обрабатываемой заготовки; глубина дорожки h в поперечном сечении обрабатываемой заготовки.
Волновод 9 находится в гидроцилиндре 12 (фиг.12) и воспринимает на себя прикладываемую периодическую импульсную РИМ нагрузку в виде удара бойком 8, последний также расположен в гидроцилиндре 12. Гидроцилиндр 12 имеет возможность продольного перемещения под действием гидроцилиндра 7, согласованное с продольным перемещением раскатки в обрабатываемом отверстии. Гидроцилиндр 7 статической нагрузки и гидроцилиндр 12 импульсной нагрузки работают от гидравлического генератора импульсов (ГТИ) (не показан) [5]. Волновод 9 и боек 8 выполнены в виде стержней одинакового диаметра.
Предлагаемое устройство служит для обработки поверхностным пластическим деформированием раскатыванием внутренней дорожки наружного кольца шарикоподшипника. Эту операцию выполняют перемещением с натягом инструмента - раскатки через обрабатываемое отверстие заготовки, при этом к раскатке прикладывают статическую и импульсную, периодическую нагрузки вдоль оси инструмента и обрабатываемого отверстия.
Заготовку кольца 1 устанавливают в обойме 2 предлагаемого устройства и передним торцом вводят раскатку в отверстие заготовки.
Обработку начинают с включения продольной подачи SПР, которая осуществляется благодаря постоянному действию на раскатку волновода гидроцилиндра 12, на который, в свою очередь, действует статическая нагрузка РСТ, развиваемая гидроцилиндром 7. Одновременно включается в работу гидроцилиндр 12, вырабатывающий дополнительную периодическую импульсную нагрузку РИМ. Периодическую импульсную нагрузку РИМ осуществляют с помощью бойка 8, воздействующего на торец волновода 9, выполненные в виде стержней, расположенных в гидроцилиндре 12. В качестве механизма импульсного нагружения инструмента применяют гидравлический генератор импульсов (не показан) [5].
Статическое нагружение РСТ и продольная подача SПР раскатки осуществляются с помощью гидроцилиндра статического нагружения 7, шток которого соединен с гидроцилиндром импульсного нагружения 12 и далее через волновод на раскатку.
Импульсная нагрузка осуществляется гидроцилиндром 12, который работает от гидравлического генератора импульсов (не показан). Волновод 9 в виде стержня установлен в гидроцилиндре 12 с возможностью продольного осевого перемещения и расположен между бойком 8 и раскаткой.
Деформирующие элементы раскатки работают следующим образом.
Во время рабочего хода при действии только статической нагрузки РСТ деформирующие элементы - шарики деформируют заготовку с минимальным подачей и процесс поверхностного пластического деформирования будет проходить, как при обычном традиционном раскатывании.
При ударе бойка по волноводу, помимо действия статической нагрузки, на оправку раскатки начинает действовать импульсная РИМ нагрузка (фиг.1, 3). Импульсная нагрузка РИМ через оправку действует на шарики, которые преодолевают сопротивление металла заготовки либо радиально движутся от центра к периферии, образуя отпечатки, необходимой глубины (фиг.3, 4), либо совершают окружное перемещение, раскатывая внутреннюю дорожку (фиг.6, 7) в обрабатываемой заготовке наружного кольца шарикоподшипника.
Возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности.
Предлагаемая раскатка эффективно обрабатывает пластическим деформированием дорожки необходимой глубины с большим натягом без предварительной обработки резанием. При этом происходят упрочнение поверхностного слоя на большую глубину, чем при обычном раскатывании, повышение качества обработанной поверхности, что приводит к уменьшению длины инструмента.
Глубина упрочненного слоя предлагаемым устройством увеличивается и достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом раскатывании.
Наибольшая степень упрочнения составляет 25…30%. В результате статико-импульсной обработки по сравнению с традиционным раскатыванием эффективная глубина слоя, упрочненного на 20% и более возрастает в 2…2,6 раза, а глубина слоя, упрочненного на 10% и более, - в 1,6…2,2 раза.
Пример
Были проведены исследования влияния параметров статико-импульсного раскатывания на показатели качества поверхностного слоя упрочненной поверхности раскатанной внутренней дорожки наружного кольца шарикоподшипника, заготовкой являлась - труба бесшовная горячекатаная 219×28 ГОСТ 8732-70 / В ШХ15 ГОСТ 2590-71. Обработку раскатыванием проводили без предварительного растачивания дорожки наружного кольца шарикоподшипника 320 ГОСТ 8338-75 диаметром 194 мм, при использовании раскатки с n=8 шариков диаметром dШ=36,51 мм, каждый шарик проходит путь в окружном направлении равный 76,2 мм, при этом глубина дорожки составляла 5,48 мм. Раскатывание вели шариками из твердого сплава ВК15, при натягах до 5,5 мм, энергии ударов А=160 Дж, силе ударов РИМ=260 кН, силе статического поджатия РСТ=40 кН, частоте ударов f=18 Гц. Обработку вели на модернизированном прессе с использованием специального ГГИ - гидравлического генератора импульсов [5]. Модернизация касалась установки на прессе, на штоке дополнительного гидроцилиндра с волноводом и бойком, осуществляющих дополнительное периодическое импульсное нагружение инструмента-раскатки. Смазочно-охлаждающая жидкость - сульфофрезол. Скорость раскатывания SПР=4,5 м/мин.
В результате установлено, что после статико-импульсной обработки с использованием предлагаемого устройства шероховатость поверхности внутренней дорожки кольца снизилась до Ra=0,054…1,5 мкм. Глубина упрочненного слоя достигала 8 мм, причем глубина и степень упрочнения возрастали с увеличением толщины стенки и натяга.
Исследованиями качества поверхностного слоя отверстий, упрочненных деформируемым инструментом предлагаемого устройства, установлено, что обеспечиваемая шероховатость поверхности и глубина упрочнения позволяют использовать разработанное устройство в процессе изготовления заготовок в качестве упрочняющей и формообразующей оснастки на отделочно-упрочняющих операциях.
В результате проведенных исследований установлено, что применение предлагаемого устройства позволяет получить поверхностный слой с большой глубиной и большой степенью упрочнения.
Обработка показала, что производительность повысилась более чем в три раза по сравнению с раскатыванием и выглаживанием, используемыми на базовом предприятии в ОАО "Ливгидромаш". Энергоемкость процесса уменьшилась в 2,2 раза.
Предлагаемое устройство расширяет технологические возможности поверхностного пластического деформирования за счет комбинированной обработки внутренних фасонных поверхностей с применением статико-импульсного нагружения деформирующих элементов, при прохождении которых возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемых поверхностей, увеличить КПД и производительность, уменьшить потребляемую мощность, создать благоприятные макроструктуры с характерным направлением волокон вдоль контактных поверхностей, позволяющие увеличить контактную выносливость, а также разгрузить узлы станка от односторонне приложенного усилия и обработки нежестких заготовок деталей машин раскатыванием.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2. / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. - С.383…397, рис.8, а; рис.9, таблица 4.
2. Патент RU №2148461 C1, МПК B21H 1/12. Способ изготовления наружных колец подшипников качения. Шичков А.И., Солтус B.C., Рогалевич Л.Э., Кузьмин А.П., Шичков Н.А.
3. Патент РФ №2312757. МПК B24B 39/02. Устройство для статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л., Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006116871/02, 16.05.2006; 20.12.2007.
4. Патент РФ №2312754. МПК B24B 39/02. Способ статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л., Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006115432/02, 04.05.2006; 20.12.2007.
5. Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработка поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2287426C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361717C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
Изобретение относится к технологии машиностроения, в частности к деформирующим устройствам. Устройство содержит раскатку с оправкой и деформирующими элементами и гидроцилиндр. Гидроцилиндр выполнен с возможностью приложения к раскатке статической нагрузки. В гидроцилиндре расположены боек и волновод, выполненные с возможностью приложения к раскатке периодической импульсной нагрузки. Оправка установлена на штоке гидроцилиндра. Деформирующие элементы выполнены в виде шариков в количестве не менее числа тел качения подшипника, для которого изготавливается кольцо. Деформирующие элементы установлены в передних глухих радиальных отверстиях оправки. Аналогичные глухие радиальные отверстия выполнены сзади рабочей части оправки. Упомянутые передние и задние соответствующие отверстия соединены пазами. Пазы имеют продольные участки переменной глубины и наклонные к продольной оси участки равномерной глубины. В результате расширяются технологические возможности, увеличивается глубина упрочненного слоя и снижается высота микронеровностей обработанной поверхности. 12 ил., 1 пр.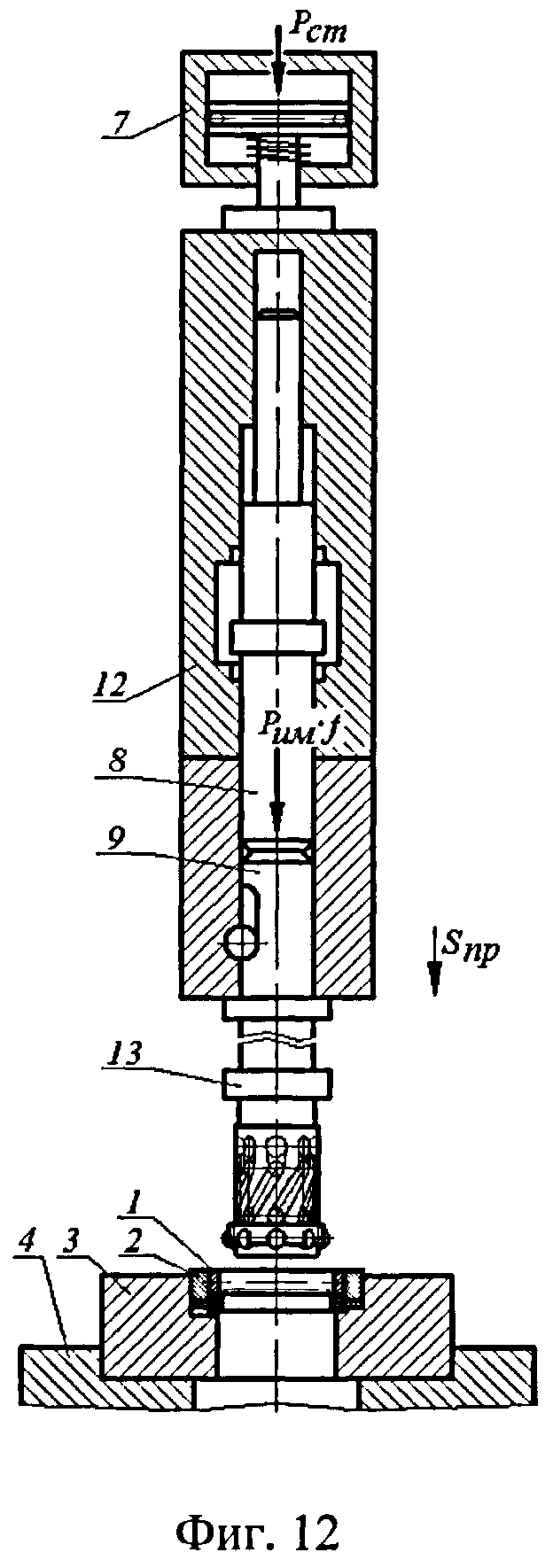
Устройство для статико-импульсного раскатывания внутренней дорожки наружного кольца шарикоподшипника, содержащее раскатку с деформирующими элементами, гидроцилиндр, выполненный с возможностью приложения к раскатке статической нагрузки, в котором расположены боек и волновод, выполненные с возможностью приложения к раскатке периодической импульсной нагрузки, и гидравлический генератор импульсов для питания гидроцилиндра, отличающееся тем, что раскатка содержит оправку, установленную с помощью патрона на штоке гидроцилиндра, при этом деформирующие элементы выполнены в виде шариков в количестве не менее числа тел качения подшипника, для которого изготавливается кольцо, с диаметром dШ не более диаметра тела качения этого подшипника, причем деформирующие элементы установлены в передних глухих радиальных отверстиях оправки глубиной (0,75…0,8) dШ, равномерно расположенных в поперечном сечении, отстоящем от переднего торца оправки на расстоянии не менее dШ, и удерживаются от выпадения сепаратором, при этом аналогичные глухие радиальные отверстия выполнены сзади рабочей части оправки, упомянутые передние и задние соответствующие отверстия соединены пазами, имеющими продольные участки переменной глубины, предназначенные для радиальной подачи деформирующих элементов, и наклонные к продольной оси участки равномерной глубины, предназначенные для окружной подачи деформирующих элементов.
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПРОТЯГИВАНИЯ | 2006 |
|
RU2312754C1 |
| Устройство для упрочняюще-чистовой обработки отверстий | 1988 |
|
SU1641597A1 |
| RU 2055719 C1, 10.03.1996 | |||
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ /ВАРИАНТЫ/ | 1991 |
|
RU2065807C1 |
| DE 3919895 A1, 20.12.1990. | |||

