Изобретение относится к технологии машиностроения, к области обработки металлов давлением, в частности к холодной раскатке дорожек качения колец подшипников качения со статико-импульсным нагруженном деформирующего инструмента.
Известны роликовые раскатки с несколькими деформирующими упругими элементами для обработки больших отверстий, позволяющие разгрузить узлы станка от односторонне приложенного усилия и обработки нежестких заготовок деталей машин раскатыванием [Справочник технолога-машиностроителя. В 2 т. Т.2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. - С.383…397, рис.8,а; рис.9, таблица 4].
Известные раскатки отличаются ограниченными технологическими возможностями, невысокой стойкостью инструмента, они обрабатывают заготовки, прошедшие предварительную обработку растачиванием, у которых волокна макроструктуры выходят под углом к контактным поверхностям заготовки кольца подшипника, что уменьшает его контактную выносливость, кроме того, известные раскатки отличаются незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, низким КПД и большой энергоемкостью оборудования, а также повышенной металлоемкостью (на 20…40%), высокой трудоемкостью (в 2…3 раза) изготовления, невысокой точностью отверстий.
Известно устройство для изготовления наружных колец подшипников качения и способ, который включает предварительное вытачивание кольцевой профильной заготовки резцами, холодную раскатку заготовки известными однороликовыми раскатными приспособлениями с получением заданного профиля кольца [Патент RU №2148461 С1, МПК В21H 1/12. Способ изготовления наружных колец подшипников качения. Шичков А.И., Солтус B.C., Рогалевич Л.Э., Кузьмин А.П., Шичков Н.А.]. При предварительном вытачивании профиль заготовки под раскатку формируют из условия, что коэффициенты раскатки по дорожке качения готового кольца, бортикам и канавкам под уплотнения принимают отличающимися один от другого не более чем на 6%, а усилие раскатки и темп подачи раскатного инструмента задают в зависимости от скорости изменения наружного диаметра кольца. Кроме того, в процессе раскатки СОЖ подают в зону выхода заготовки из очага деформации.
Известное устройство отличается ограниченными технологическими возможностями, невысокой стойкостью инструмента и невысокой точностью раскатки, при этом волокна макроструктуры заготовки при вытачивании выходят под углом к контактным поверхностям кольца подшипника, что уменьшает его контактную выносливость, кроме того, известное устройство отличается незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, низким КПД и большой энергоемкостью оборудования, а также повышенной металлоемкостью (на 20…40%), высокой трудоемкостью (в 2…3 раза) изготовления, невысокой точностью отверстий.
Известно устройство для статико-импульсного дорнования отверстий методом протягивания, содержащее патрон, в котором закреплен деформирующий инструмент, при этом он снабжен опорным фланцем для установки обрабатываемой заготовки, гидравлическим генератором импульсов для вырабатывания периодической импульсной нагрузки, волноводом в виде ступенчатого стержня со ступенями малого и максимального диаметров и бойком в виде втулки, который установлен на ступени малого диаметра ступенчатого стержня с возможностью продольного перемещения, а патрон установлен на волноводе, при этом втулка и ступень максимального диаметра ступенчатого стержня выполнены с поперечными сечениями одинаковой площади для передачи деформирующему инструменту периодической импульсной нагрузки вдоль его продольной оси, а соотношение длины втулки к длине ступени максимального диаметра ступенчатого стержня равно единице [Патент РФ №2 312757. МПК В24В 39/02. Устройство для статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л. Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006116871/02. 16.05.2006; 20.12.2007; Патент РФ №2 312754. МПК В24В 39/02. Способ статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л. Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006115432/02. 04.05.2006; 20.12.2007].
Известное устройство отличается ограниченными технологическими возможностями, при этом устройство обрабатывает заготовки, прошедшие предварительное растачивание, у которых волокна макроструктуры выходят под углом к контактным поверхностям, что уменьшает их контактную выносливость, причем устройство отличается низкими показателями обработки: недостаточно большим натягом, незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, низким КПД и большой энергоемкостью оборудования.
Задачей изобретения является расширение технологических возможностей обработки металлов давлением за счет применения статико-импульсной нагрузки на раскатку с множеством деформирующих элементов, при обработки которой возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить натяг и глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности, создать благоприятные макроструктуры с характерным направлением волокон вдоль контактных поверхностей, позволяющие увеличить контактную выносливость, а также увеличить производительность, КПД и снизить энергоемкость процесса.
Поставленная задача решается с помощью предлагаемого инструмента - раскатки для обработки поверхностным пластическим деформированием дорожки качения кольца упорного шарикоподшипника, содержащей оправку с деформирующими элементами - шариками, при этом оправка выполнена полой с возможностью приложения периодической импульсной нагрузки с помощью гидроцилиндра, в котором расположены боек и волновод, в центральном продольном отверстии оправки расположен шток гидроцилиндра статической нагрузки, деформирующие элементы - шарики в количестве не более числа тел качения упорного подшипника, для которого изготовляется кольцо, и диаметром - не более диаметра тела качения этого упорного подшипника, установлены в глухих отверстиях, равномерно расположенных на торце оправки, с превышением над плоскостью торца оправки не менее глубины раскатываемой дорожки, содержит опорный фланец, установленный с возможностью вращения относительно продольной оси оправки, с помощью подшипника скольжения в неподвижном основании, выполненного с возможностью закрепления заготовки обрабатываемого кольца и сообщения ей вращательного движения с помощью упомянутого штока, имеющего винтовые шлицы, которые располагаются в шлицевом отверстии фланца, при этом между торцом оправки и опорным фланцем установлена винтовая цилиндрическая пружина сжатия, а для питания упомянутых цилиндров используется гидравлический генератор импульсов
Сущность конструкции предлагаемой раскатки и особенности ее работы поясняются чертежами.
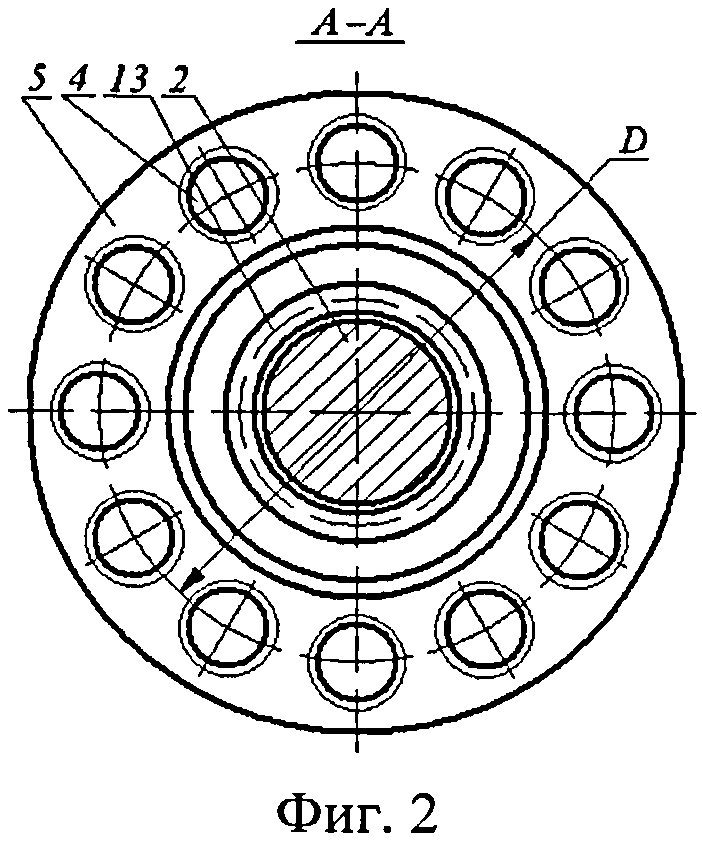
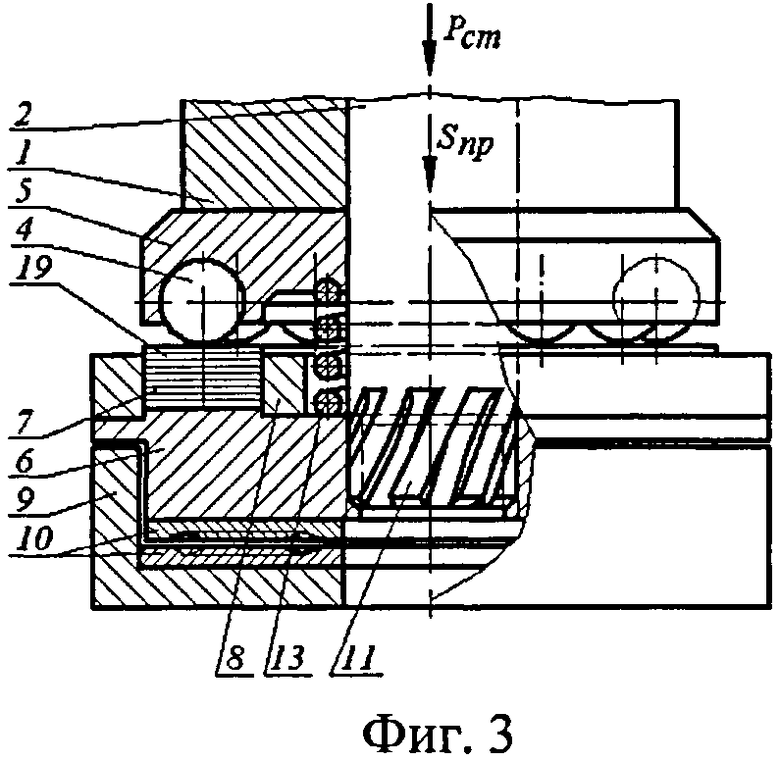
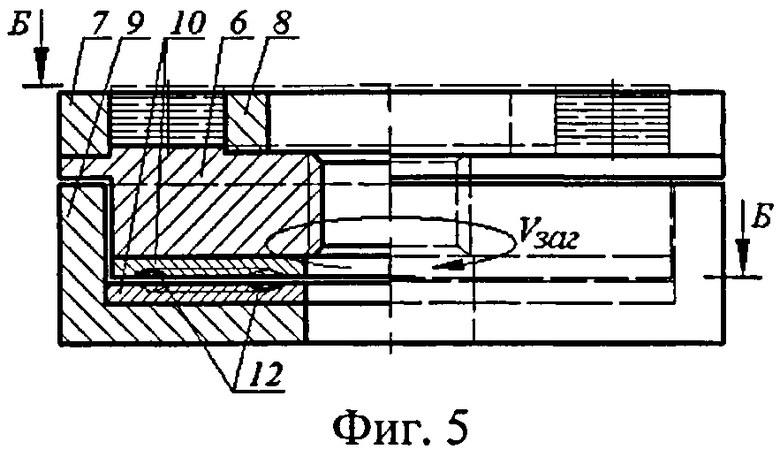
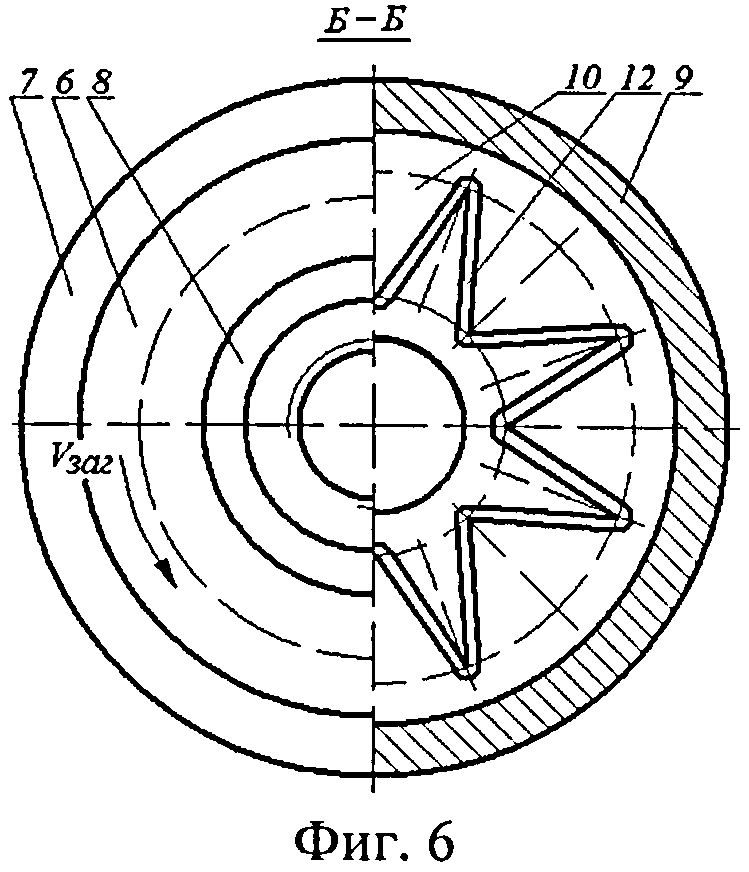
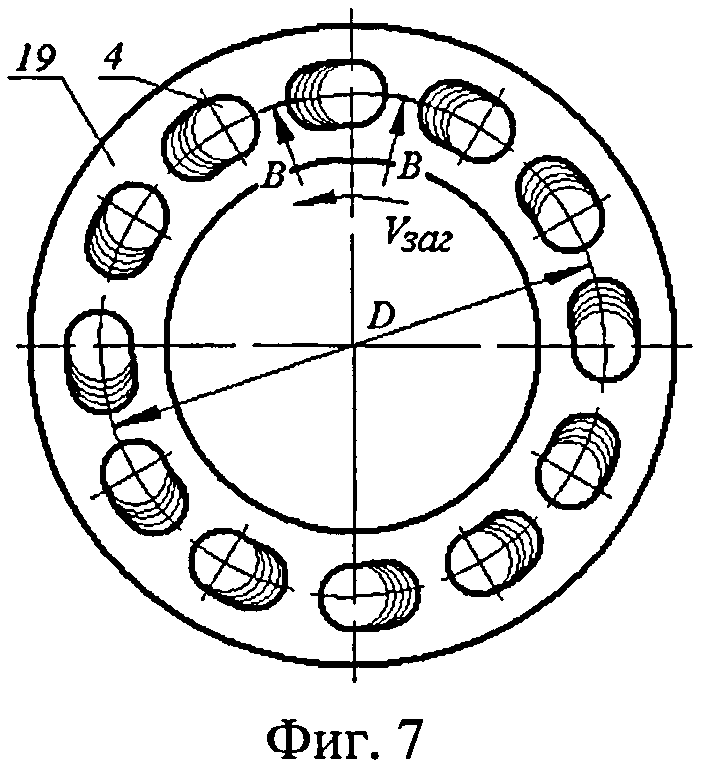
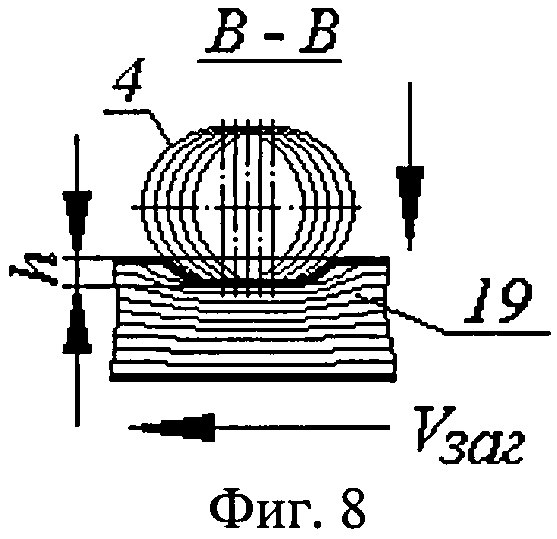
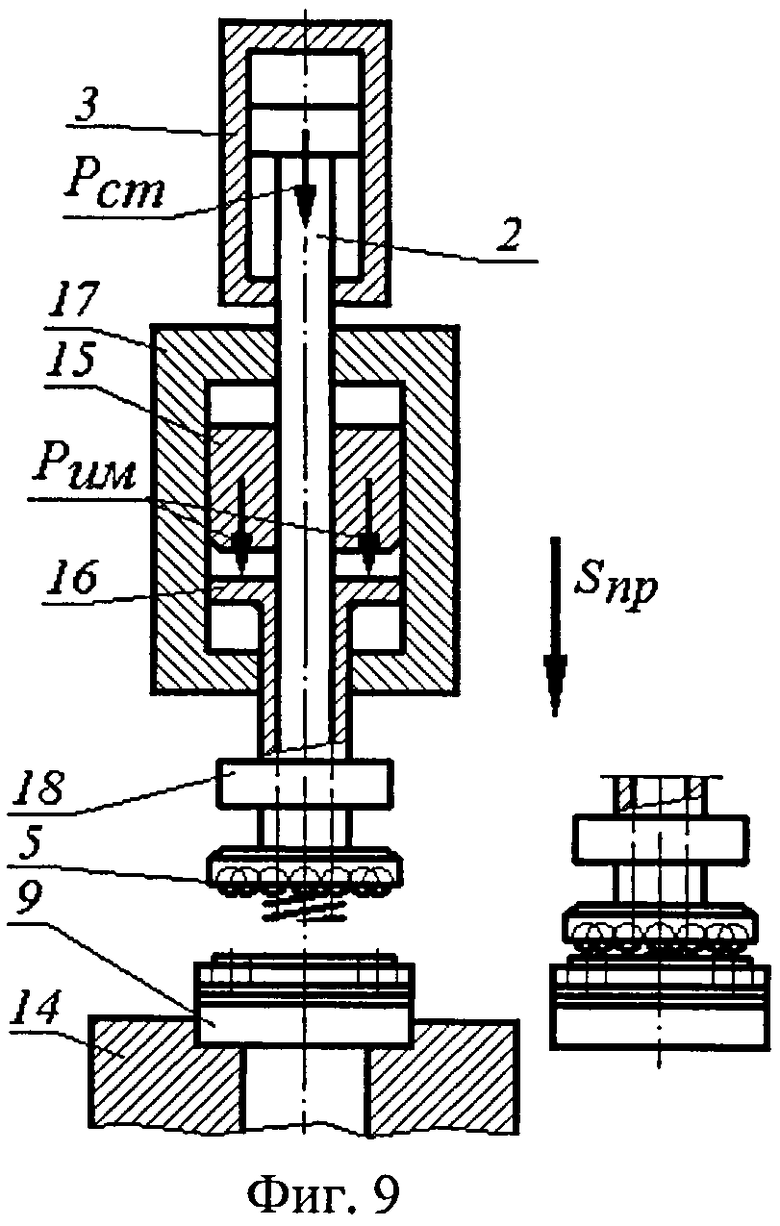
На фиг.1 изображена конструкция предлагаемой раскатки для обработки поверхностным пластическим деформированием дорожки качения кольца упорного шарикоподшипника в положении в момент действия импульсной нагрузки, частичный продольный разрез; на фиг.2 - поперечное сечение А - А на фиг.1; на фиг.3 - раскатка в положении в момент действия только статической нагрузки, частичный продольный разрез; на фиг.4 - верхняя часть раскатки - оправка в сборе, частичный продольный разрез; на фиг.5 - нижняя часть раскатки - опорный фланец в сборе, частичный продольный разрез; на фиг.6 - поперечное ступенчатое сечение Б - Б на фиг.5; на фиг.7 - операционный эскиз раскатывания дорожки качения кольца упорного шарикоподшипника, показано промежуточное положение заготовки, прошедшей часть необходимого полного пути, равного расстоянию длины дуги между шариками; на фиг.8 - сечение В-В на фиг.7; на фиг.9 - схема устройства с использованием предлагаемой раскатки для раскатывания дорожки качения кольца упорного шарикоподшипника с импульсным нагруженном деформирующих элементов - шариков, слева - положение устройства перед началом обработки в момент загрузки заготовки, справа - показано рабочее положение верхней части инструмента относительно нижней части в момент действия импульсной нагрузки.
Предлагаемая раскатка предназначена для импульсного поверхностного пластического деформирования - раскатыванием дорожки качения кольца упорного шарикоподшипника деформирующими элементами - шариками.
Оправка 1 выполнена полой (см. фиг.1) с возможностью приложения периодической импульсной Рим нагрузки с частотой ƒ, в центральном продольном отверстии которой расположен шток 2 гидроцилиндра 3 статической нагрузки (см. фиг.9). Деформирующие элементы - шарики 4 в количестве не более числа тел качения упорного подшипника, для которого изготовляется кольцо, и диаметром - не более диаметра тела качения этого упорного подшипника, установлены в глухих отверстиях, равномерно расположенных на диаметре D на торце оправки (не показаны), с превышением над плоскостью торца оправки не менее глубины раскатываемой дорожки h. На фиг.1-4 показан вариант установки шариков в промежуточном диске 5, который жестко соединен с оправкой. Предохранение от выпадения шариков из отверстий при холостых ходах инструмента осуществляется, например, чеканкой или другими известными способами, с сохранением возможности беззазорного свободного вращения. На фиг.1-4 показана конструкция предлагаемой раскатки для обработки заготовки кольца упорного одинарного шарикоподшипника 8320 ГОСТ 6874-75, у которого 14 шариков диаметром 26 мм, наружный диаметр кольца 170 мм, внутренний диаметр - 100 мм, глубина дорожки h=2,6 мм. Поэтому в раскатке используются деформирующие элементы - шарики диаметром 26 мм в количестве 12 шт., установленные на среднем диаметре D=(170+100)·0,5=135 мм на торце диска, жестко закрепленного на торце оправки. Превышение выступающей части шариков над плоскостью торца диска не менее глубины раскатываемой дорожки, т.е. h=2,6 мм.
Заготовку кольца устанавливают, базируют и закрепляют на опорном фланце 6 с помощью бандажа 7 и втулки 8. Опорный фланец устанавливают в неподвижном основании 9 с возможностью вращения относительно продольной оси оправки с помощью подшипника скольжения 10.
Вращение опорного фланца с обрабатываемым кольцом осуществляют штоком 2, имеющего винтовые шлицы 11, которые входят в шлицевое отверстие опорного фланца при статическом воздействии на шток усилия РСТ, развиваемого гидроцилиндром статической нагрузки. Использование подшипника скольжения 10 в соединении подвижного опорного фланца с неподвижным основанием диктуется наличием больших импульсных нагрузок, которых не выдерживают подшипники качения, и малых скоростей, которые не вызывают быстрого износа. Поэтому в соединении подвижного опорного фланца с неподвижным основанием используют подшипник скольжения 10, выполненный в виде двух дисков, изготовленных из антифрикционной бронзы (например, оловянно-фосфористая литейная бронза, марки Бр. ОФ10-1 по ОСТ 1.90054-72) с пазами 12 для подачи смазки между трущимися дисками.
Между оправкой и опорным фланцем устанавливают винтовую цилиндрическую пружину сжатия 13, необходимую для возвращения оправки с деформирующими элементами - шариками в исходное верхнее (согласно фиг.1, 3) положение при прекращении действия импульсной нагрузки Рим.
Неподвижное основание 9 в сборе с опорным фланцем и заготовкой устанавливают на опорной плите 14, например, пресса или станка (на фиг.9 не показан).
В процессе обработки заготовку вращают путем приложения постоянной нагрузки РСТ, развиваемой гидроцилиндром статической нагрузки 3, к штоку 2, который винтовыми шлицами скользит в шлицевом отверстии опорного фланца, а оправку 1 с давильными элементами - шариками перемещают в продольном направлении SПР под действием импульсной нагрузки РИМ, создаваемой бойком 15 при ударе по волноводу 16. Боек и волновод расположены в гидроцилиндре 17 импульсной нагрузки. Гидроцилиндры 17 и 3 работают от гидравлического генератора импульсов (ГГИ) (не показан) [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработка поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.].
Верхнюю часть раскатки (фиг.4) оправку с деформирующими элементами - шариками устанавливают с помощью патрона 18 на волноводе 16 с возможностью свободного прохождения штока в шлицевое отверстие опорного фланца (фиг.9).
Начало раскатывания дорожки качения кольца упорного шарикоподшипника с помощью предлагаемой раскатки показано на фиг.3, где представлена заготовка 19 кольца, установленная в бандаже и втулке и опирающаяся торцом на опорный фланец. В шлицевое отверстие опорного фланца вводят шток раскатки с оправкой до касания деформирующих элементов - шариков торца заготовки.
Заготовку 19 кольца изготовляют в основном из двух видов исходных профилей металла: прутков и труб, методами: штамповки на горизонтально-ковочных машинах, штамповки на прессах, ковки и штамповки на молотах, холодной штамповкой из полосы, изготовления из труб и полосы, методами порошковой металлургии и др. Основным требованием к используемым заготовкам является требование к направлению волокон макроструктуры. Наибольшей контактной выносливостью обладают шарикоподшипники, в кольцах которых волокна не выходят под углом к поверхности контакта. На фиг.1, 8 показана заготовка кольца упорного подшипника, поз.19, у которой направление волокон макроструктуры перпендикулярно оси заготовки кольца, т.е. направление волокон параллельно поверхности раскатываемой дорожки качения, что позволяет увеличить контактную выносливость обрабатываемых колец подшипников.
При дальнейшем продольном перемещении оправки (см. фиг.1) деформирующие элементы - шарики углубятся в заготовку на величину h - необходимую глубину дорожки качения обрабатываемого кольца. Продольная подача SПР деформирующих элементов раскатки осуществлена путем продольного перемещения оправки под действием вертикальной импульсной силы РИМ. Результатом этого продольного перемещения оправки являются следы шариков, внедренных на глубину h, причем число углублений равно числу шариков (см. фиг.7-8). На операционном эскизе раскатывания дорожки качения кольца упорного шарикоподшипника показано промежуточное положение заготовки, прошедшей часть необходимого полного пути, равного длине дуги между шариками, а также условно показаны следы положений шариков при воздействии импульсной нагрузки РИМ с частотой ƒ и скорости вращения заготовки VЗАГ.
Продольное импульсное перемещение оправки на расстояние глубины дорожки h способствует интенсивному раскатыванию дорожки качения заготовки одновременно всеми деформирующими элементами - шариками.
Одновременное импульсное воздействие деформирующих элементов не требует полного оборота заготовки, а всего лишь на (1/z) часть оборота обрабатываемой заготовки, где z - количество деформирующих элементов - шариков, установленных в оправке. Практически, с целью перекрытия частей дорожек, раскатанных каждым шариком и ликвидации погрешности различной глубины раскатывания каждым шариком, заготовку поворачивают на (1,2…2,2)-1/z оборота.
Каждый деформирующий элемент - шарик раскатывает часть дорожки, равной 1/z части длины окружности раскатываемой дорожки качения, где z - количество шариков. Например, кольцо упорного шарикоподшипника 8320 ГОСТ 6874-75 с наружным диаметром 170 мм, внутренним диаметром 100 мм и диметром дорожки 135 имеет длину дорожки 424,11 мм, при использовании раскатки с z=12 шариков диаметром dШ=26 мм, по расчетам каждый шарик должен раскатать часть дорожки в окружном направлении, равную 35,34 мм, практически каждый шарик раскатывает (1,2…2,2)·1/z=77,75 мм, глубина дорожки составляет 2,6 мм. За 0,18 часть оборота заготовки, одновременно раскатываемой z=12 шариками, дорожка качения кольца упорного шарикоподшипника полностью раскатается при интенсивной импульсной нагрузке РИМ с частотой ƒ, действующей на оправку раскатки.
Материал деформирующих элементов - шариков (например, твердый сплав ВК15, ВК15М) обеспечивает высокую износостойкость инструмента и высокую изгибную прочность. При малых нагрузках на инструмент можно применять сплав ВК8.
Детали раскатки: оправка, шток, патрон, опорный фланец, бандаж, втулка, неподвижное основание, боек, волновод - изготовляют из углеродистых сталей, закаленных до твердости HRC 40…45. В собранном виде радиальное и торцовое биение деформирующих элементов - шариков не превышает 0,02…0,05 мм. Это требование выполняют за счет высокой точности изготовления деталей раскатки. Особое внимание уделяют оправке, штоку, опорному фланцу (радиальное биение их не должно быть более 0,01…0,02 мм) и деформирующим элементам - шарикам (радиальное биение их не должно быть более 0,005…0,01 мм).
Отличительной особенностью предлагаемой раскатки является то, что на установленные со стороны торца оправки деформирующие элементы - шарики, контактирующие с обрабатываемой заготовкой, воздействуют импульсной нагрузкой. При ударе бойка 15 по волноводу 16 полая оправка опускается вниз по штоку (согласно фиг.1-3, 9) и шарики движутся в продольном направлении, перпендикулярно торцу заготовки, образуя отпечатки необходимой глубины (фиг.1, 8), автоматически получаемой за счет точной установки шариков в глухих отверстиях с гарантированным превышением над плоскостью торца оправки.
Ввиду того, что обрабатываемая заготовка устанавливается подвижно с возможностью вращения относительно продольной оси, а ударные импульсы от волновода в процессе обработки проходят в очаги деформации через деформирующий инструмент, следовательно, его размеры и материал влияют на амплитуду и длительность ударного импульса в очагах деформации, что необходимо учитывать при разработке технологической операции поверхностного пластического деформирования - раскатыванием с использованием предлагаемой раскатки.
Исходный импульс, сформированный в бойке в момент удара по волноводу, отражаясь от свободного торца бойка с противоположным знаком, доходит до волновода, одна его часть вновь отражается в боек, а другая переходит в волновод и распространяется в направлении нагружаемой поверхности. Дойдя до нагружаемой поверхности, последняя часть импульса распределяется на проходящий и отраженный. Проходящие волны деформации при равенстве длин бойка и волновода не накладываются и не разрываются, а следуют друг за другом, кроме того, при равенстве площадей контакта поперечных сечений бойка и волновода энергия удара наиболее полно реализуется в контакте с нагружаемой средой.
Технологическими параметрами процесса поверхностного пластического деформирования с использованием предлагаемой раскатки являются: сила удара (энергия удара) - РИМ (А); частота ударов ƒ, Гц; скорость вращения заготовки - VЗАГ, м/мин; толщина обрабатываемой заготовки кольца; глубина дорожки в продольном сечении - h, мм; свойства материалов заготовки и инструмента.
Волновод 16 находится в гидроцилиндре 17 импульсной нагрузки (фиг.9) и воспринимает на себя прикладываемую периодическую импульсную Рим нагрузку в виде удара бойком 15, последний также расположен в гидроцилиндре 17. Гидроцилиндр 17 имеет возможность продольного перемещения относительно гидроцилиндра 3. Гидроцилиндр 3 статической нагрузки и гидроцилиндр 17 импульсной нагрузки работают от гидравлического генератора импульсов (ГГИ) (не показан) [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработка поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.]. Волновод и боек выполнены в виде стержней одинакового диаметра.
Предлагаемое устройство служит для обработки поверхностным пластическим деформированием - раскатыванием дорожки качения кольца упорного шарикоподшипника. Эту операцию выполняют путем импульсного воздействия вдоль продольной оси инструмента деформирующих элементов - шариков на обрабатываемый торец заготовки.
Заготовку кольца устанавливают на опорном фланце нижней части предлагаемой раскатки и шлицевую винтовую часть штока вводят в шлицевое отверстие опорного фланца.
Обработку начинают с включения продольной подачи SПР штока гидроцилиндра статической нагрузки, сообщающей вращательное движение заготовке. Одновременно включается в работу гидроцилиндр 17, вырабатывающий периодическую импульсную нагрузку РИМ. Периодическую импульсную нагрузку РИМ осуществляют с помощью бойка 15, воздействующего на торец волновода 16, выполненные в виде стержней, расположенных в гидроцилиндре 17. Питание гидроцилиндров статического и импульсного нагружения осуществляется гидравлическим генератором импульсов (не показан) [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработка поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.].
Статическое нагружение РСТ и продольная подача SПР раскатки осуществляются с помощью гидроцилиндра статического нагружения 3, на штоке которого установлен гидроцилиндр импульсного нагружения 17 и патрон 18 с раскаткой. Импульсная нагрузка осуществляется гидроцилиндром 17, который работает от гидравлического генератора импульсов (не показан). Волновод 16 в виде полой втулки установлен на штоке 2 гидроцилиндра 3 с возможностью продольного осевого перемещения и расположен между бойком 8 и раскаткой.
Деформирующие элементы раскатки работают следующим образом.
Во время рабочего хода при действии статической нагрузки РСТ осуществляется вращение заготовки с постоянной скоростью VЗАГ, деформирующие элементы - шарики не работают. При ударе бойка по волноводу на полую оправку раскатки начинает действовать импульсная Рим нагрузка (фиг.1, 3, 9). Импульсная нагрузка РИМ через оправку действует на шарики, которые преодолевают сопротивление металла, внедряются в заготовку, образуя отпечатки необходимой глубины (фиг.1, 7-8). В сочетании с вращением заготовки прерывистое внедрение шариков оставляет следы в виде отдельных дорожек, которые в конце операции раскатывания сливаются в единую дорожку качения. В результате импульсного воздействия шариков на заготовку и ее пластического деформирования возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности.
Предлагаемая раскатка эффективно обрабатывает пластическим деформированием дорожки необходимой глубины с большим натягом без предварительной обработки резанием. При этом происходит упрочнение поверхностного слоя на большую глубину, чем при обычном раскатывании, повышение качества обработанной поверхности и приводит к уменьшению габаритов инструмента. Глубина упрочненного слоя предлагаемой раскаткой увеличивается и достигает 1,8…2,8 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом раскатывании.
Наибольшая степень упрочнения составляет 28…32%. В результате импульсной обработки по сравнению с традиционным раскатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2,2…2,6 раза, а глубина слоя, упрочненного на 10% и более - в 1,8…2,3 раза.
Пример. Были проведены исследования влияния параметров импульсного раскатывания на показатели качества поверхностного слоя упрочненной поверхности раскатанной дорожки качения кольца упорного шарикоподшипника, заготовкой являлась - труба бесшовная горячекатаная 176×40 ГОСТ8732-70 / В ШХ15 ГОСТ 2590-71. Обработку раскатыванием проводили без предварительного растачивания дорожки кольца шарикоподшипника 8320 ГОСТ 6874-75 диаметром 135 мм, при использовании раскатки с z=12 шариков диаметром 26 мм, каждый шарик раскатывает участок дорожки, равный 77,75 мм, при этом глубина дорожки составляла 2,9 мм (с оставлением припуска под окончательное шлифование). Раскатывание вели шариками из твердого сплава ВК15, при натягах до 3 мм, энергии ударов А=160 Дж, силе ударов РИМ=260 кН, силе статического воздействия на шток РСТ=40 кН, частоте ударов f=18 Гц. Раскатывание вели на модернизированном прессе с использованием специального ГГИ - гидравлического генератора импульсов [Киричек А.В., Соловьев Д.Л., Лазуткин А.Г. Технология и оборудование статико-импульсной обработка поверхностным пластическим деформированием. Библиотека технолога. М.: Машиностроение, 2004, 288 с.]. Модернизация касалась установки на прессе, на штоке гидроцилиндра с волноводом и бойком, осуществляющих периодическое импульсное нагружение инструмента-раскатки. Смазочно-охлаждающая жидкость - сульфофрезол. Скорость вращения заготовки - VЗАГ=4,5 м/мин.
В результате установлено, что после импульсной обработки с использованием предлагаемой раскатки шероховатость поверхности внутренней дорожки кольца снизилась до Ra=0,054…1,5 мкм. Глубина упрочненного слоя достигала 8 мм, причем глубина и степень упрочнения возрастала с увеличением толщины кольца и натяга (глубины дорожки).
Исследованиями качества поверхностного слоя раскатанной дорожки предлагаемым деформируемым инструментом установлено, что обеспечиваемая шероховатость поверхности и глубина упрочнения позволяют использовать разработанную раскатку в процессе изготовления дорожек на заготовках колец упорных подшипников в качестве упрочняющего и формообразующего деформирующего инструмента на отделочно-упрочняющих операциях.
В результате проведенных исследований установлено, что применение предлагаемого деформирующего инструмента позволяет получить поверхностный слой с большой глубиной и большой степенью упрочнения.
Обработка показала, что производительность повысилась более чем в три раза по сравнению с раскатыванием и выглаживанием. Энергоемкость процесса уменьшилась в 2,2 раза.
Предлагаемая раскатка расширяет технологические возможности поверхностного пластического деформирования за счет обработки фасонных поверхностей с применением импульсного нагружения деформирующих элементов, при раскатывании которой возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемых поверхностей, увеличить КПД и производительность, уменьшить потребляемую мощность, создать благоприятные макроструктуры с характерным направлением волокон вдоль контактных поверхностей, позволяющие увеличить контактную выносливость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТАНОВКА ДЛЯ РАСКАТКИ И СТАБИЛИЗАЦИИ ДОРОЖЕК КАЧЕНИЯ ШАРИКОВЫХ ПОДШИПНИКОВ | 2015 |
|
RU2611615C1 |
| УСТРОЙСТВО С ИМПУЛЬСНОЙ НАГРУЗКОЙ ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2012 |
|
RU2522781C2 |
| СПОСОБ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОЙ НАГРУЗКИ | 2013 |
|
RU2540262C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320470C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355553C1 |

Изобретение относится к раскатке дорожки качения кольца упорного шарикоподшипника. Раскатка содержит оправку с деформирующими элементами, выполненными в виде шариков, и опорный фланец. Оправка выполнена полой с центральным продольным отверстием и с возможностью приложения к ней периодической импульсной нагрузки с помощью гидроцилиндра. В центральном продольном отверстии оправки расположен шток гидроцилиндра статической нагрузки. Деформирующие элементы выполнены с диаметром не более диаметра тела качения упорного подшипника, для которого изготовляется кольцо, в количестве не более числа тел качения указанного упорного подшипника и установлены в глухих отверстиях, равномерно расположенных на торце оправки, с превышением над плоскостью торца оправки не менее глубины раскатываемой дорожки. Опорный фланец установлен с возможностью вращения относительно продольной оси оправки с помощью подшипника скольжения в неподвижном основании и выполнен с возможностью закрепления заготовки и сообщения ей вращательного движения с помощью штока гидроцилиндра статической нагрузки, имеющего винтовые шлицы, которые расположены в шлицевом отверстии опорного фланца. Между торцом оправки и опорным фланцем установлена винтовая цилиндрическая пружина сжатия. В результате расширяются технологические возможности, увеличивается глубина упрочненного слоя и снижается высота микронеровностей обрабатываемой поверхности. 9 ил., 1 пр.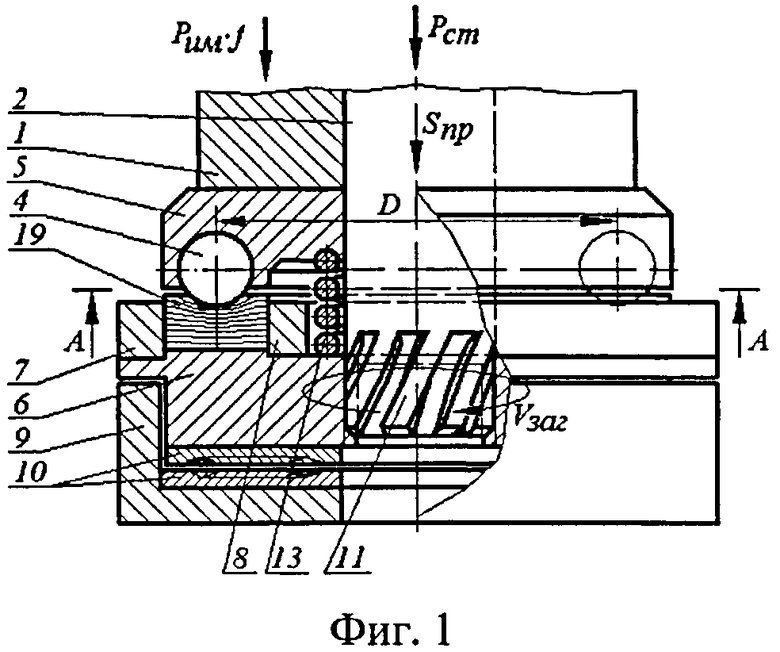
Раскатка для дорожки качения кольца упорного шарикоподшипника, содержащая оправку с деформирующими элементами, выполненными в виде шариков, отличающаяся тем, что она снабжена опорным фланцем, при этом оправка выполнена полой с центральным продольным отверстием и с возможностью приложения к ней периодической импульсной нагрузки с помощью гидроцилиндра, в котором расположены боек и волновод, при этом в центральном продольном отверстии оправки расположен шток гидроцилиндра статической нагрузки, а деформирующие элементы выполнены с диаметром не более диаметра тела качения упорного подшипника, для которого предназначено упомянутое кольцо упорного шарикоподшипника, в количестве не более числа тел качения указанного упорного подшипника и установлены в глухих отверстиях, равномерно расположенных на торце оправки, с превышением над плоскостью торца оправки не менее глубины раскатываемой дорожки, причем опорный фланец установлен с возможностью вращения относительно продольной оси оправки с помощью подшипника скольжения в неподвижном основании и выполнен с возможностью закрепления заготовки кольца упорного шарикоподшипника и сообщения ей вращательного движения с помощью штока гидроцилиндра статической нагрузки, имеющего винтовые шлицы, которые расположены в шлицевом отверстии опорного фланца, при этом между торцом оправки и опорным фланцем установлена винтовая цилиндрическая пружина сжатия, а для питания упомянутых цилиндров периодической импульсной нагрузки и статической нагрузки используется гидравлический генератор импульсов.
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПРОТЯГИВАНИЯ | 2006 |
|
RU2312754C1 |
| Устройство для упрочняюще-чистовой обработки отверстий | 1988 |
|
SU1641597A1 |
| RU 2055719 C1, 10.03.1996; | |||
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ /ВАРИАНТЫ/ | 1991 |
|
RU2065807C1 |
| DE 3919895 A1, 20.12.1990 | |||

