Настоящее изобретение относится к способу производства конструктивного элемента, в частности в аэрокосмической промышленности.
Хотя и применимое к любым конструктивным элементам, настоящее изобретение и технические задачи, на которых оно основано, объяснены более подробно по отношению к производству обшивки самолета с элементами жесткости в форме Т-стрингера.
Из уровня техники известны многие способы производства обшивки с элементами жесткости в форме Т-стрингера.
Один из этих способов предусматривает, что неупрочненные Т-стрингеры располагают на неупрочненной обшивке. Т-стрингеры и обшивку в данном случае формуют из углепластикового препрега. На последующем этапе предусматривается удержание Т-стрингеров в требуемом положении на обшивке с помощью определенных средств до и во время последующего этапа упрочнения, и в частности для предотвращения обрушения системы стрингеров.
Поскольку углепластиковый препрег вряд ли имеет изменение длины при температурах упрочнения, необходимых для высокой прочности обшивки с элементами жесткости в форме Т-стрингеров, приблизительно от 125 до 180°С, из-за низкого коэффициента теплового расширения, упомянутые средства также должны быть изготовлены из материала, который также имеет низкий коэффициент теплового расширения и является стойким к температурам упрочнения.
В настоящее время такие инструменты изготавливают из специальной стали, что подразумевает высокие издержки. Причиной таких издержек является, с одной стороны, высокая стоимость самой специальной стали, а с другой стороны, высокие расходы на механическую обработку материала для производства таких инструментов.
Кроме того, такие средства относительно негибкие, т.е. требуется их дорогостоящая повторная обработка, например при изменении формы стрингера.
Еще одним недостатком таких инструментов, в частности использующихся в производстве деталей крыльев самолетов длиной до 35 м, является их значительная масса, которая затрудняет работу с такими средствами.
Поэтому целью настоящего изобретения является создание способа производства конструктивных элементов, которые выполнены из специальной стали без вышеупомянутых инструментов.
Согласно изобретению эта цель достигается способом с признаками по п.1 формулы изобретения.
Соответственно предложен способ производства конструктивного элемента, в частности в аэрокосмической промышленности, который имеет следующие этапы. Первое, неупрочненную ткань-препрег формуют из упрочняемого композитного волокнистого материала, придавая ей заданную форму при первой температуре упрочнения. На следующем этапе неупрочненную ткань-препрег соединяют по меньшей мере с одной удерживающей деталью, упрочненной по меньшей мере частично при второй температуре упрочнения, для удержания неупрочненной ткани-препрега в заданной форме. В этом случае вторая температура упрочнения ниже первой температуры упрочнения. На еще одном этапе неупрочненную ткань-препрег, соединенную по меньшей мере с одной удерживающей деталью, упрочняют для формирования конструктивного компонента при первой температуре упрочнения.
Идея, на которой основано настоящее изобретение, заключается в предоставлении дешевой, по меньшей мере частично упрочненной детали из композитного волокнистого материала для удержания ткани-препрега во время упрочнения последней, вместо использования дорогостоящих инструментов из специальной стали.
Для этой цели по меньшей мере одна по меньшей мере частично упрочненная удерживающая деталь состоит из композитного волокнистого материала, который упрочняется уже при сравнительно низкой температуре. Поэтому также могут быть предусмотрены средства для производства по меньшей мере одной удерживающей детали из материала, который имеет сравнительно высокий коэффициент теплового расширения. Гибкость в выборе материала позволяет использовать материал, который нетрудно обрабатывать механически и который относительно дешевый, например алюминий, для использования в производстве по меньшей мере одной удерживающей детали, причем при ее производстве расходы низкие. Эта по меньшей мере одна удерживающая деталь может быть изготовлена с небольшими издержками и затем подсоединена определенным образом к неупрочненной и, соответственно, пространственно нестабильной ткани-препрегу для удержания последней.
По меньшей мере одна удерживающая деталь из композитного волокнистого материала имеет также то преимущество, что ее коэффициент теплового расширения очень близок к таковому у композитного волокнистого материала неупрочненной ткани-препрега. Следовательно, отсутствуют неблагоприятные напряжения между тканью-препрегом и по меньшей мере одной удерживающей деталью во время упрочнения при высокой температуре.
В зависимых пунктах формулы изобретения описаны усовершенствования и варианты осуществления предложенного способа.
И первая, и вторая температуры упрочнения относятся к температуре, при которой матрица композитного волокнистого материала ткани-препрега или матрица композитного волокнистого материала по меньшей мере одной удерживающей детали активируется, т.е. осуществляется поперечная связь между макромолекулярными основными цепями соответствующей матрицы.
Как понимается в данном контексте, ткань-препрег из композитного волокнистого материала и удерживающая деталь из композитного волокнистого материала состоят из волокнистых структур, в частности из лент ткани, которые предпочтительно имеют слоистую структуру. Волокна ленты ткани предпочтительно оптимизированы в смысле нагрузки производимого конструктивного элемента. Волокнистые структуры и/или волокнистые ткани пропитаны матрицей, в частности матрицей эпоксидной смолы.
"Формование" неупрочненной ткани-препрега в заданную форму предпочтительно означает горячее формование неупрочненной ткани-препрега. Однако также можно выполнить формование в определенную форму путем нанесения ткани-препрега на заданную геометрию, например на средство или на саму по меньшей мере удерживающую деталь.
Понимается, что "неупрочненная ткань-препрег" означает неупрочненную, даже мокрую ткань-препрег или также только частично упрочненную ткань-препрег.
Согласно одному варианту осуществления изобретения по меньшей мере одну удерживающую деталь соединяют прочной связью в процессе соединения с неупрочненной тканью-препрегом в той же плоскости, в частности для образования цельного конструктивного элемента. В принципе, можно соединить удерживающую деталь посредством подходящих средств крепления, например булавок, с неупрочненной тканью-препрегом и упрочнять их в таком состоянии. Однако можно получить гораздо более стабильный конструктивный элемент, если по меньшей мере одна удерживающая деталь соединена прочной связью с неупрочненной тканью-препрегом.
В одном варианте осуществления изобретения неупрочненную ткань-препрег соединяют с по меньшей мере одной удерживающей деталью путем их прессования. Этим достигается предпочтительное погружение удерживающей детали в ткань-препрег, в частности из-за получаемого таким образом течения матрицы ткани-препрега. Обычно этим достигается повышенная прочность производимого конструктивного элемента.
В одном варианте осуществления изобретения по меньшей мере одна удерживающая деталь выполнена с внутренним контуром, который соответствует наружному контуру формуемой ткани-препрега до соединения. Поэтому возможен контакт между удерживающей деталью и тканью-препрегом на максимально большой площади, в частности непрерывный контакт, и соответственно хорошая поддержка ткани.
Согласно варианту осуществления изобретения по меньшей мере одну удерживающую деталь формуют перед соединением с криволинейным радиусом, подходящие выемки вырезают по меньшей мере в одной удерживающей детали для компенсации излишка материала с участка, который был укорочен относительно нейтральной линии изгиба. Нейтральная линия изгиба обычно определяет участок криволинейного тела, материал на котором не растянут и не укорочен при изгибе. Укороченный участок лежит на стороне радиуса относительно нейтральной линии изгиба. Выемки, например в форме приблизительно треугольных вырезов в удерживающей детали, предотвращают вспучивание секции удерживающей детали на укороченном участке. На последующем этапе композитный волокнистый материал укороченных участков, разбитый на секции выемками, может быть соединен друг с другом, в частности склеен. Изогнутую удерживающую деталь можно очень легко производить этим способом и затем использовать ее для производства конструктивного элемента, имеющего наклон. Еще одно преимущество заключается в том, что саму удерживающую деталь можно выполнить криволинейной без модификации инструмента, используемого для ее производства. Этим далее сокращаются производственные издержки.
В одном варианте осуществления изобретения ткань-препрег формуют до или во время соединения как профиль, в частности Т-профиль, состоящий из двух L-профилей с расположенной между ними пластиной, и/или по меньшей мере одна удерживающая деталь может быть выполнена как профиль, в частности как L-профиль. В данном контексте "профиль" понимается как элемент, который проходит в пространственном направлении, указанном ниже как "продольное направление", с в сущности постоянным поперечным сечением. Термин "пластина" понимается как армирующие слои композитного волокнистого материала, которые образуют геометрически размеченное тело, в частности в стрингере. В данном случае L-профили ткани-препрега могут сначала быть, например, нанесены на удерживающую деталь, имеющую форму L-профиля. На последующем этапе пластину затем располагают на одном из L-профилей ткани-препрега. Две удерживающие детали затем спрессовывают, таким образом, удерживая ткань-препрег между ними. Таким образом можно легко производить конструктивный элемент в форме Т-профиля.
Согласно еще одному варианту осуществления предусмотрены две удерживающие детали, между которыми расположена ткань-препрег. В данном контексте слово "расположено" относится к расположению в секциях или даже на всей протяженности. Это позволяет поддерживать ткань-препрег, которая все еще пространственно нестабильна.
Согласно одному варианту осуществления изобретения две удерживающие детали введены в контакт друг с другом, по меньшей мере в отдельных секциях. Этим можно точно определять пространство между двумя удерживающими деталями, которое будет занято упрочненной тканью-препрегом.
Согласно одному варианту осуществления неупрочненную ткань-препрег, соединенную по меньшей мере с одной удерживающей деталью, располагают перед упрочнением на обшивке из композитного волокнистого материала, эту ткань и/или по меньшей мере одну удерживающую деталь вводят в контакт с обшивкой. При последующем упрочнении может быть произведена обшивка со стрингером как элементом жесткости, причем обшивка поддерживает ткань-препрег на одной стороне и по меньшей мере одна удерживающая деталь поддерживает одно полотно ткани-препрега.
Согласно еще одному варианту осуществления изобретения матрица ткани-препрега снабжена упрочняющим в горячем состоянии веществом, в частности диаминодифенилсульфоном, который упрочняется в диапазоне температур от 110°С до 200°С, и/или матрица по меньшей мере одной удерживающей детали снабжена упрочняющимся в холодном состоянии веществом, в частности изофорондиамином, или веществом на основе ангидрита, которое упрочняется в диапазоне температур от 20°С до 100°С. Желательные свойства конструктивного элемента в отношении прочности могут быть достигнуты с помощью вещества, упрочняющегося в горячем состоянии, а низкая стоимость производства конструктивного элемента достигается с помощью вещества, упрочняющегося в холодном состоянии, поскольку дешевый материал можно использовать для инструмента, используемого для производства удерживающей детали.
Согласно одному варианту осуществления изобретения композитный волокнистый материал ткани-препрега имеет углеродные волокна, и/или композитный волокнистый материал по меньшей мере одной удерживающей детали имеет стекловолокна, и/или углеродные волокна, и/или натуральные волокна. Углеродные волокна удерживающей детали предпочтительно являются крайне благоприятными волокнами, поскольку они не имеют высокого качества. Поэтому может быть получен конструктивный элемент с желательной высокой прочностью, и удерживающая деталь может быть изготовлена с небольшими расходами. Если удерживающая деталь выполнена из стекловолокна, можно получить дополнительное преимущество, выраженное в повышенной прочности конструктивного элемента на удар с надрезом. В случаях, когда конструктивный элемент соединен с металлическими соединительными элементами, также улучшается защита от коррозии и защита от ударов молний.
Конструктивный элемент предпочтительно выполнен как стрингер, ребро или обшивка по меньшей мере с одним стрингером или одним ребром.
Далее изобретение описано более подробно на иллюстративных вариантах осуществления со ссылками на прилагаемые чертежи.
На чертежах:
Фиг.1 - вид в разрезе состояния способа согласно одному иллюстративному варианту осуществления изобретения;
Фиг.2 - вид в разрезе состояния способа согласно еще одному иллюстративному варианту осуществления изобретения;
Фиг.3 - перспективный вид в разрезе состояния способа согласно еще одному иллюстративному варианту осуществления изобретения;
Фиг.4 - вид в разрезе состояния способа согласно еще одному иллюстративному варианту осуществления изобретения;
Фиг.5А - перспективный вид в разрезе состояния способа согласно еще одному иллюстративному варианту осуществления изобретения;
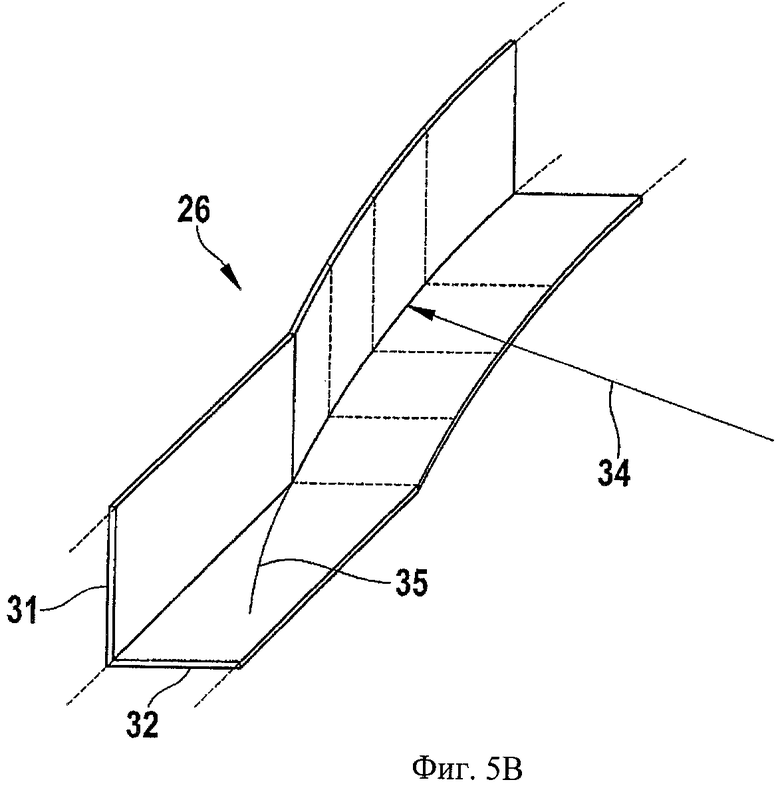
Фиг.5В - перспективный вид в разрезе состояния способа согласно иллюстративному варианту осуществления изобретения, показанному на Фиг.5А.
Одни и те же ссылочные символы на чертежах обозначают одни и те же или функционально подобные элементы, если не указано иное.
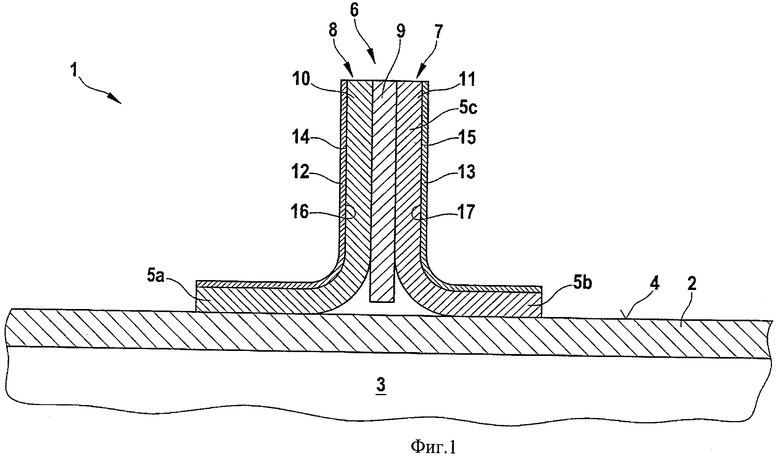
На Фиг.1 показан вид в разрезе состояния способа согласно иллюстративному варианту осуществления изобретения.
Расположение 1 имеет обшивку 2 предпочтительно из неупрочненного углепластика, которая расположена на устройстве 3 ламинирования. На верхней стороне 4 обшивка 2 находится в контакте с прочной связью с опорой 5а, 5b неупрочненной ткани-препрега 6, которая имеет Т-образное поперечное сечение. Неупрочненная ткань-препрег 6 была получена путем спрессовывания двух зеркально симметричных L-профилей 7, 8, каждый предпочтительно из неупрочненной углепластиковой тканевой ленты, имеющей матрицу из эпоксидной смолы, с расположенной между ними пластиной 9, также предпочтительно из неупрочненной углепластиковой тканевой ленты, имеющей матрицу из эпоксидной смолы. Пластина 9 формирует вместе с двумя опорами 10, 11 L-профилей 7 и 8 соответственно полотно 5с ткани-препрега 6. L-профили 7, 8 ткани-препрега 6 предпочтительно введены в L-образную форму горячим формованием.
Препрег 6, все еще неупрочненный, находится в пространственно нестабильном состоянии. Для поддержания Т-образной формы ткани-препрега 6, показанной на Фиг.1, предусмотрены две пространственно стабильные удерживающие детали 12, 13, которые предпочтительно выполнены каждая как L-профиль или по меньшей мере частично упрочненный стеклопластик, так что они зеркально симметричны. Полотно 5с ткани-препрега 6 в данном случае поддерживается удерживающими деталями 12, 13. Для этой цели наружный контур 14, 15 L-профилей 7 и 8 соответственно ткани-препрега 6 введен в контакт с прочной связью с внутренним контуром 16 и 17 удерживающих деталей 12 и 13 соответственно.
Удерживающие детали 12, 13 изготовлены инструментом из алюминия или алюминиевого сплава при температуре упрочнения приблизительно 80°С с активацией вещества, упрочняющегося в холодном состоянии, например изофорондиамина. Удерживающие детали 12, 13 в данном случае предпочтительно имеют структуру из двух слоев стекловолоконной ткани, которая пропитана матрицей из эпоксидной смолы, содержащей вещество, упрочняющееся в холодном состоянии.
Для формирования конструктивного элемента расположение 1 на Фиг.1 упаковано в вакуумный мешок и упрочнено, например, в автоклаве (не показан). Упрочнение происходит в автоклаве при температуре около 180°С, и подходящее вещество, упрочняющееся в горячем состоянии, например диаминодифенилсульфон, упрочняется в матрице ткани-препрега 6 или матрице L-профилей 7, 8 и пластины 9. Производимый конструктивный элемент тогда подобен расположению 1, показанному на Фиг.1, но все компоненты 2, 6, 12, 13 упрочнены и соединены друг с другом в одно целое, формируя стрингер на обшивке.
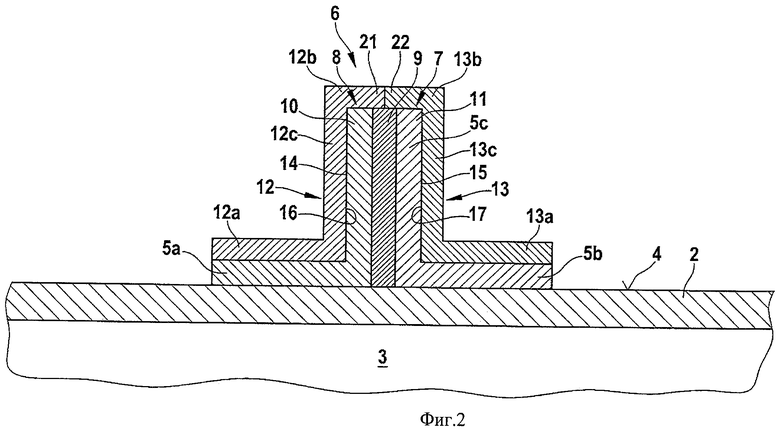
Иллюстративный вариант осуществления на Фиг.2 отличается от варианта на Фиг.1 тем, что удерживающие детали 12, 13 выполнены как Z-профили с полотном 12с и 13с, проходящим перпендикулярно опорам 12а, 12b и 13а, 13b соответственно. Здесь удерживающие детали 12, 13 введены в контакт друг с другом на их концах 21, 22, прикрепленных к опорам 12b, 13b, предпочтительно на участке полотна 5с и пластины 9 из ткани-препрега 6.
Как можно видеть на Фиг.3, этот контакт также может быть осуществлен только в секциях согласно иллюстративному варианту осуществления на Фиг.2. Концы 21, 22 удерживающих деталей 12, 13 в данном случае находятся в контакте в продольном направлении 23 по секции 24, и они имеют выемку в секции 25, соединяющейся с секцией 24 в продольном направлении 23. Это также дает уже указанное преимущество, заключающееся в том, что удерживающие детали 12, 13 занимают определенное расстояние друг от друга и можно одновременно экономить на материале, а следовательно, уменьшить массу.
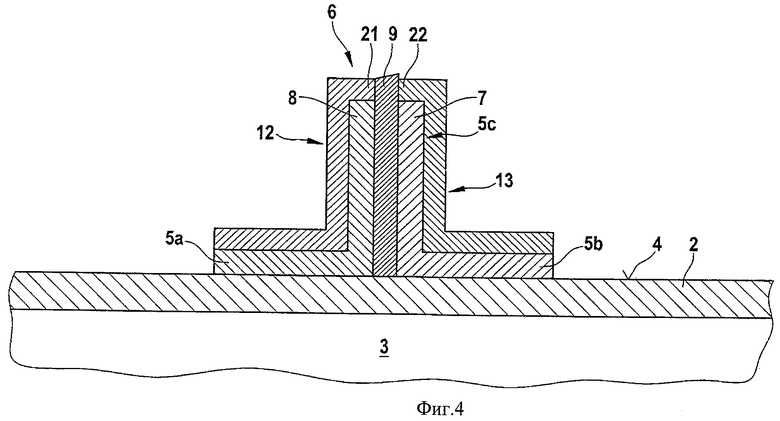
Иллюстративный вариант осуществления на Фиг.4 отличается от показанного на Фиг.2 тем, что пластина 9 проходит между концами 21, 22, а концы 21, 22 находятся в контакте с пластиной. Это гарантирует постоянное расстояние между удерживающими деталями 12, 13.
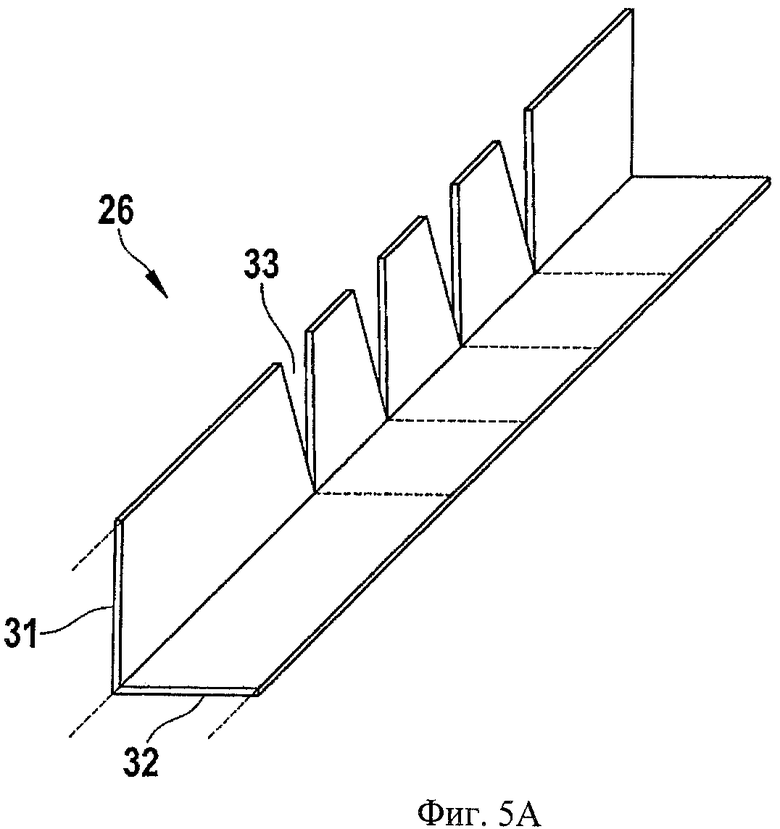
На Фиг.5А показан L-профиль 26 из по меньшей мере частично упрочненного стеклопластика с опорами 31, 32, треугольные выемки (обозначенные для примера ссылочным символом 33) вырезаны в опоре 31. Как показано на Фиг.5В, L-профиль 26 изогнут относительно радиуса 34. Здесь нейтральная линия изгиба 35 проходит в сущности в плоскости опоры 32. Выемки 33, закрытые в изогнутом состоянии L-профиля 36, затем проклеивают для получения стабильного L-профиля 26, который может быть использован в качестве удерживающей детали 12 или 13 в соответствии с вышеописанными иллюстративными вариантами осуществления.
Хотя настоящее изобретение описано выше со ссылками на несколько иллюстративных вариантов осуществления, оно ими не ограничивается, а может быть модифицировано различными способами.
Например, можно использовать формовку из непропитанных волокон вместо неупрочненной ткани-препрега, где формовка не пропитана матрицей, имеющей вещество, упрочняющееся в горячем состоянии, и затем упрочнена после ее соединения по меньшей мере с одной удерживающей деталью, упрочненной по меньшей мере частично с помощью вещества, упрочняющегося в холодном состоянии, для удержания формовки волокон в заданной форме или расположения внутри.
В настоящем изобретении предложен способ производства конструктивного элемента, в частности в аэрокосмической промышленности, имеющий следующие этапы. Неупрочненную ткань-препрег сначала формуют из композитного волокнистого материала, упрочняемого при первой температуре упрочнения в заданной форме. Неупрочненную ткань-препрег затем соединяют по меньшей мере с одной удерживающей деталью из композитного волокнистого материала, упрочненного при второй температуре упрочнения, для удержания неупрочненной ткани-препрега в заданной форме, причем вторая температура упрочнения ниже первой температуры упрочнения. На следующем этапе способа неупрочненную ткань-препрег, соединенную по меньшей мере одной удерживающей деталью, упрочняют для формирования конструктивного элемента при первой температуре упрочнения. Идея в основе настоящего изобретения заключается в замене дорогостоящих инструментов из специальной стали, ранее использовавшихся для удержания пространственно нестабильной ткани-препрега, по меньшей мере одной удерживающей деталью из композитного волокнистого материала, причем удерживающая деталь имеет температуру упрочнения ниже, чем у ткани-препрега, и поэтому ее можно производить более дешевым инструментом.
Перечень ссылочных символов
1 Расположение
2 Обшивка
3 Ламинирующее устройство
4 Поверхность
5а Опора
5b Опора
5с Полотно
6 Ткань-препрег
7 L-профиль
8 L-профиль
9 Пластина
12 Удерживающая деталь
12а Опора
12b Опора
12с Полотно
13 Удерживающая деталь
13а Опора
13b Опора
13с Полотно
14 Наружный контур
15 Наружный контур
16 Внутренний контур
17 Внутренний контур
21 Конец
22 Конец
23 Продольное направление
24 Секция
25 Секция
26 L-профиль
31 Опора
32 Опора
33 Выемка
34 Радиус
35 Линия изгиба

Изобретение относится к способу производства конструктивного элемента и может быть использовано, в частности, в аэрокосмической промышленности. Способ включает в себя формование неупрочненной ткани-препрега из композитного волокнистого материала, упрочняемого при первой температуре упрочнения в заданную форму. Неупрочненную ткань-препрег соединяют по меньшей мере с одной удерживающей деталью из композитного волокнистого материала, по меньшей мере частично упрочненного при второй температуре упрочнения. Упрочняют неупрочненную ткань-препрег, соединенную по меньшей мере с одной удерживающей деталью для формирования конструктивного элемента, при первой температуре упрочнения. Вторая температура упрочнения ниже первой температуры упрочнения. Техническим результатом изобретения является упрощение способа производства конструктивного элемента. 11 з.п. ф-лы, 6 ил.
1. Способ производства конструктивного элемента, в частности, в аэрокосмической промышленности, причем способ имеет следующие этапы:
формования неупрочненной ткани-препрега (6) из композитного волокнистого материала, упрочняемого при первой температуре упрочнения, в заданную форму;
соединения неупрочненной ткани-препрега (6) по меньшей мере с одной удерживающей деталью (12, 13) из композитного волокнистого материала, по меньшей мере частично упрочненного при второй температуре упрочнения и поэтому пространственно стабильного, причем вторая температура упрочнения ниже первой температуры упрочнения; и
упрочнения неупрочненной ткани-препрега (6), соединенной по меньшей мере с одной удерживающей деталью (12, 13) для формирования конструктивного элемента, при первой температуре упрочнения.
2. Способ по п.1, отличающийся тем, что на этапе соединения по меньшей мере одну удерживающую деталь (12, 13) соединяют с образованием прочной связи с неупрочненной тканью-препрегом (6), в частности, в той же плоскости, для формирования цельного конструктивного элемента.
3. Способ по п.2, отличающийся тем, что неупрочненную ткань-препрег (6) и по меньшей мере одну удерживающую деталь (12, 13) спрессовывают для соединения.
4. Способ по п.1, отличающийся тем, что упомянутую по меньшей мере одну удерживающую деталь (12, 13) формуют перед этапом соединения так, чтобы внутренний контур (16, 17) соответствовал наружному контуру (14,15) ткани-препрега (6).
5. Способ по п.1, отличающийся тем, что перед этапом соединения по меньшей мере одну удерживающую деталь (12, 13) формуют изогнутой с радиусом (34), причем подходящие выемки (33) вырезают в удерживающей детали (12, 13) для компенсации излишнего материала из участка, укороченного по отношению к нейтральной линии изгиба (35).
6. Способ по п.1, отличающийся тем, что до или во время этапа соединения ткань-препрег (6) выполняют как профиль, в частности Т-профиль, состоящий из двух L-профилей (7, 8) с расположенной между ними пластиной (9), и/или по меньшей мере одну удерживающую деталь (12, 13) выполняют как профиль, в частности L-профиль.
7. Способ по п.1, отличающийся тем, что для соединения предусмотрены две удерживающих детали (12, 13), которые содержат между ними ткань-препрег (6).
8. Способ по п.1, отличающийся тем, что при соединении две удерживающие детали (12, 13) вводят в контакт друг с другом по меньшей мере в секциях.
9. Способ по п.1, отличающийся тем, что неупрочненную ткань-препрег (6), соединенную по меньшей мере с одной удерживающей деталью (12, 13), перед упрочнением располагают на обшивке (2), в частности, из композитного волокнистого материала, причем ткань-препрег (6) и/или по меньшей мере одну удерживающую деталь (12, 13) вводят в контакт с обшивкой (2).
10. Способ по п.1, отличающийся тем, что матрица ткани-препрега (6) снабжена веществом, упрочняющимся в горячем состоянии, в частности диаминодифенилсульфоном, который упрочняется, в частности, в диапазоне температур от 110°С до 200°С, и/или матрица по меньшей мере одной удерживающей детали (12, 13) снабжена веществом, упрочняющимся в холодном состоянии, в частности изофорондиамином, или веществом, упрочняющимся в холодном состоянии, на основе ангидрита, которое упрочняется, в частности, в диапазоне температур от 20°С до 100°С.
11. Способ по п.1, отличающийся тем, что композитный волокнистый материал ткани-препрега (6) сформован из углеродных волокон, и/или композитный волокнистый материал по меньшей мере одной удерживающей детали (12, 13) сформован из стеклянных волокон, и/или углеродных волокон, и/или натуральных волокон.
12. Способ по п.1, отличающийся тем, что конструктивный элемент выполнен как стрингер, ребро или обшивка (2) с по меньшей мере одним стрингером (6, 12, 13) или по меньшей мере одним ребром.
| WO 02066235 А1, 29.08.2002 | |||
| DE 19832441 С1, 05.01.2000 | |||
| WO 2006112823 А1, 26.10.2006 | |||
| WO 2007023197 А1, 01.03.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |

