Изобретение относится к диагностированию сосудов и аппаратов, длительно эксплуатируемых в сероводородсодержащих средах, вызывающих коррозионное изнашивание и растрескивание металла, и может быть использовано для отбора пробы высоконагруженного и контактирующего с рабочей средой металла сосудов и аппаратов для оценки их дальнейшей работоспособности.
Известен способ изготовления контрольного образца для дефектоскопии трубопроводов (патент РФ №2364850, опубл.20.08.2009 г.), включающий вырезку образца и нагружение его в присутствии рабочей среды до получения в нем трещины. Вырезку образца осуществляют из бывшего в эксплуатации трубопровода в месте возможного развития трещины на его поверхности. Направление вырезки образца выбирают перпендикулярно действующей в трубопроводе циклической нагрузке, а нагружение образца проводят при катодной поляризации, обеспечивая соответствие потенциала эксплуатационному.
Недостатком известного способа является искусственное создание условий эксплуатации металла, что приводит к погрешности при проведении дефектоскопических обследований, а также требует последующего дорогостоящего восстановительного ремонта и вносит в конструкцию дополнительные дефекты, напряжения и деформации.
Техническим результатом изобретения является достоверная оценка комплекса остаточных ресурсных характеристик металла, уменьшение погрешности оценки прочности и ресурса сосудов и аппаратов при проведении их диагностических обследований.
Техническая задача решается тем, что в известном способе отбора пробы высоконагруженного металла сосудов и аппаратов, эксплуатируемых в сероводородсодержащих средах, включающем выбор направления вырезки и вырезку металла из бывшего в эксплуатации сосуда, вырезку осуществляют из внутренней торцевой части кромки патрубка штуцера, выступающей внутрь сосуда, маятниковым ленточнопильным станком, у которого ось качающейся маятниковой части параллельна оси патрубка, а плоскость реза металла параллельна плоскости кромки внутренней его части, при этом выбор направления вырезки металла определяют длиной дуги отбираемой пробы металла по крайним отклонениям ленточнопильного станка при вводе инструмента на толщину отбираемой пробы металла, рассчитываемую как разницу между фактической и уменьшенной длиной внутренней части патрубка штуцера, до достижения условия исчерпания прочности укрепления штуцера.
Совокупность существенных отличительных признаков заявленного изобретения дает возможность достижения поставленной задачи за счет того, что образцы вырезают из бывшего в эксплуатации сосуда, при этом если ресурс металла не исчерпан, то сосуд продолжают эксплуатировать без дорогостоящего восстановительного ремонта.
Длина дуги отбираемой пробы металла определяется крайними возможными отклонениями ленточнопильного станка при вводе инструмента на толщину отбираемой пробы. Полученная таким образом проба металла представляет собой часть кольца (кольцевой сектор) кромки внутренней части патрубка штуцера с шириной, равной толщине патрубка штуцера.
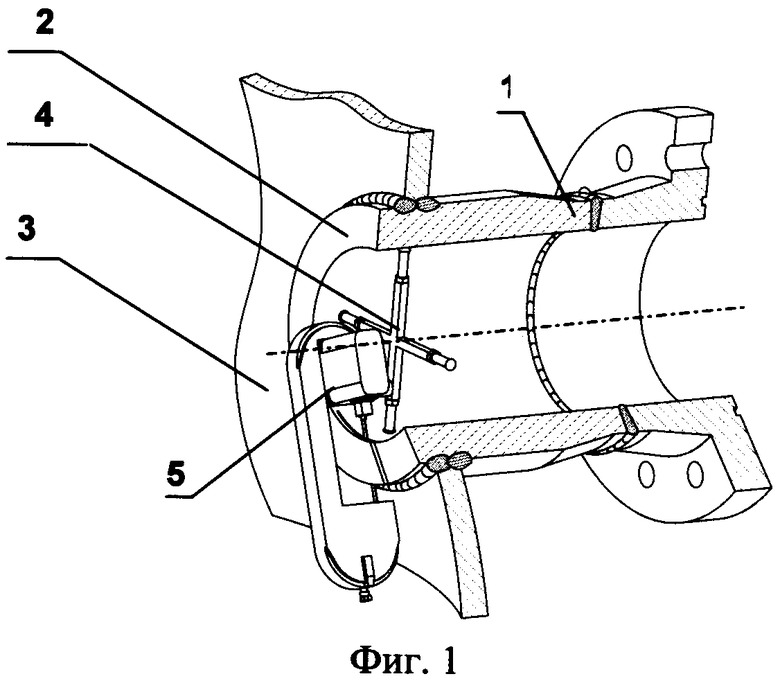
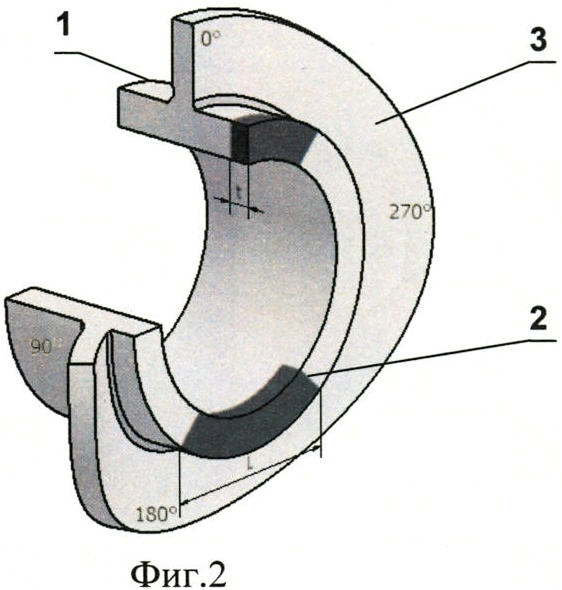
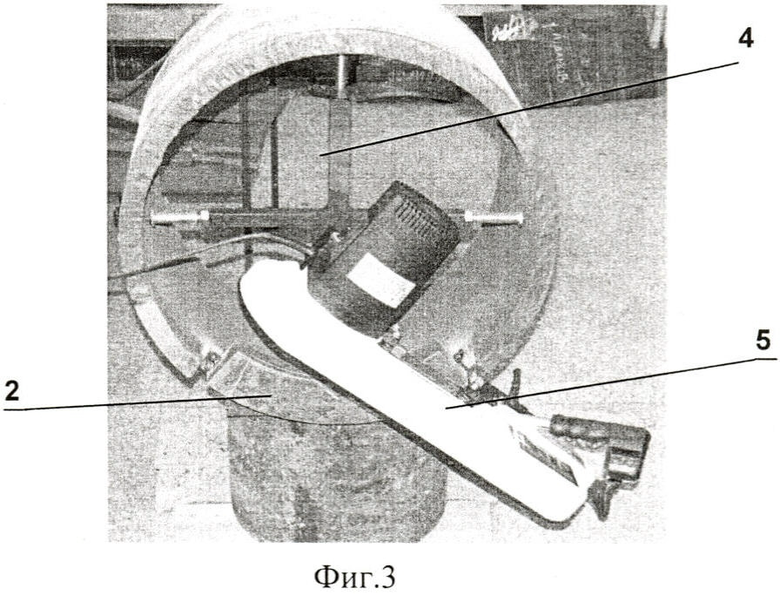
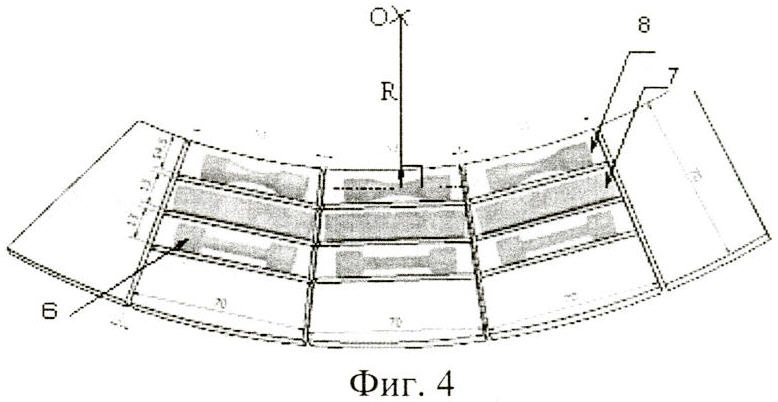
На фиг.1 показана схема монтажа маятникового ленточнопильного станка в патрубке штуцера, на фиг.2 - выбор направления вырезки металла из внутренней торцевой части кромки патрубка штуцера, на фиг.3 - установка ленточного станка в патрубке-имитаторе штуцера, на фиг.4 - схема вырезки и ориентация образцов металла пробы для испытаний.
Способ отбора пробы высоконагруженного металла сосудов поясняется схемой монтажа маятникового ленточнопильного станка в патрубке штуцера, включающей патрубок 1 штуцера бывшего в эксплуатации сосуда с высоконагруженной внутренней торцевой частью кромки 2 патрубка 1, выступающей внутрь сосуда, обечайкой 3 и приспособление 4 в виде крестовины для крепления ленточнопильного станка 5.
Способ реализуется следующим образом.
Для отбора пробы высоконагруженного металла сосуда сначала замеряют фактическую длину внутренней торцевой части кромки 2 патрубка 1 штуцера. Затем рассчитывают минимальную ее длину, обусловленную нормативными или уточненными расчетами на прочность укрепления штуцера путем моделирования уменьшения длины внутренней торцевой части кромки 2 патрубка 1 до достижения условия исчерпания прочности укрепления штуцера в сосуде. Разница между фактической и уменьшенной до достижения условия исчерпания прочности укрепления штуцера длиной внутренней торцевой части кромки 2 патрубка 1 определяет толщину t возможной для отбора пробы металла.
Затем размечается толщина t возможной для отбора пробы металла на торцевой кромке 2 внутренней части патрубка 1 штуцера, которую рассчитали, в результате чего определяется: место захода ножовочного полотна ленточного станка, линия пропила и линия отпила образца металла кромки патрубка-имитатора.
После этого внутри патрубка 1 устанавливают приспособление 4 в виде крестовины, на которое крепят ленточнопильный станок 5, так что ось качающейся маятниковой части параллельна оси патрубка 1, а плоскость реза металла параллельна плоскости торцевой части кромки 2 патрубка 1.
Длина дуги отбираемой пробы L высоконагруженного металла определяется крайними возможными отклонениями ленточнопильного станка 5 при вводе инструмента на толщину t отбираемой пробы. Полученная таким образом проба металла представляет собой часть кольца (кольцевой сектор) торцевой кромки 2 внутренней части патрубка 1 штуцера с шириной, равной толщине патрубка 1 штуцера, и толщиной t.
Минимальная длина отбираемой пробы металла должна обеспечивать возможность изготовления образцов для проведения лабораторных исследований и механических испытаний. При неоднократном отборе размер пробы (кольцевой сектор) уменьшается, т.к. выступающие части ленточнопильного станка 5 приближаются к обечайке 3.
Шлифовальной машинкой по разметке выбирается место захода и выхода ножовочного полотна ленточнопильного станка 5. При этом производится регулировка параллельности пропила с плоскостью торцевой кромки штуцера.
Отбор пробы металла внутренней кромки патрубка-имитатора проводится оператором, согласно разметке, с усилием на ленточнопильный станок в пределах 30÷35 Н. Место отбора пробы металла зашлифовывается с плавным переходом.
Размеры отбираемой пробы металла обеспечивают изготовление требуемого количества образцов, предусмотренных требованиями нормативно-технической документации, для всех видов запланированных механических испытаний и лабораторных исследований. Например, вырезки и ориентации образцов высоконагруженного металла пробы могут быть представлены для испытаний на растяжение 6, ударный изгиб 7 и малоцикловую усталость 8. Продольные оси образцов должны располагаться перпендикулярно радиусу кривизны отобранной пробы высоконагруженного металла, проведенному из центра кривизны (О) к середине соответствующего образца.
Применение ленточнопильного станка исключило чрезмерное тепловое воздействие на металл отбираемой пробы и высокий отход металла пробы и торцевой части кромки 2 патрубка 1 штуцера в стружку или "выборку" зоны термовлияния и позволило контролировать режимы резания.
Применение способа возможно в случаях, когда при проектировании сосуда (аппарата) для условия обеспечения прочности укрепления отверстия под штуцер принимается избыточная длина внутренней части его патрубка либо избыточная длина внутренней части патрубка возникает и увеличивается по мере снижения рабочего давления сосуда (аппарата) в процессе эксплуатации. С учетом симметрии штуцерного узла пробы высоконагруженного металла могут быть отобраны из двух диаметрально противоположных мест внутренней части патрубка.
При достаточной длине внутренней части штуцера возможно выполнить двух-, трех- и более кратный отбор пробы металла.
Таким образом, по сравнению с прототипом, возможно изготовление образцов из отобранной пробы высоконагруженного, контактирующего с коррозионно-активной средой металла сосудов и аппаратов, находящихся в эксплуатации, при их диагностировании с целью продления сроков эксплуатации без проведения дорогостоящего восстановительного ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ВЫСОКОНАГРУЖЕННОГО МЕТАЛЛА НЕФТЕГАЗОВОГО ОБОРУДОВАНИЯ ДЛЯ ИСПЫТАНИЯ НА ЦИКЛИЧЕСКУЮ ТРЕЩИНОСТОЙКОСТЬ | 2011 |
|
RU2465565C1 |
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ПРИ ЭКСПЛУАТАЦИИ В УСЛОВИЯХ, ВЫЗЫВАЮЩИХ СНИЖЕНИЕ ПЛАСТИЧНОСТИ И РАСТРЕСКИВАНИЕ МЕТАЛЛА КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2569964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОБЕЧАЙКИ АКТИВНОЙ ЗОНЫ КОРПУСА РЕАКТОРА ТИПА ВВЭР | 2011 |
|
RU2492958C2 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ПОЛИМЕРНОЙ ТРУБЫ | 2017 |
|
RU2659382C1 |
| СПОСОБ ОТБОРА ПРОБЫ МЕТАЛЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008644C1 |
| УСТРОЙСТВО для ОТБОРА ПРОБ СЫПУЧИХ МАТЕРИАЛОВ | 1970 |
|
SU273512A1 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ БУМАЖНОЙ ИЗОЛЯЦИИ МАСЛОНАПОЛНЕННЫХ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ | 2016 |
|
RU2647224C1 |
| Устройство для отбора проб воздуха от авиационных газотурбинных двигателей при проведении испытаний на летающих лабораториях | 2016 |
|
RU2624159C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ВЛИЯНИЯ ПРОЦЕССОВ АТМОСФЕРНЫХ И ХИМИЧЕСКИХ ВОЗДЕЙСТВИЙ НА СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ | 2009 |
|
RU2422798C2 |
| Устройство для отбора проб из трубопровода | 1989 |
|
SU1723491A1 |
Изобретение относится к способу отбора пробы высоконагруженного металла сосудов и аппаратов, эксплуатируемых в сероводородсодержащих средах, для оценки их дальнейшей работоспособности. Способ включает выбор направления вырезки и вырезку металла из бывшего в эксплуатации сосуда. Вырезку осуществляют из внутренней торцевой части кромки патрубка штуцера, выступающей внутрь сосуда, маятниковым ленточнопильным станком, у которого ось качающейся маятниковой части параллельна оси патрубка, а плоскость реза металла параллельна плоскости кромки внутренней его части. При этом выбор направления вырезки металла определяют длиной дуги отбираемой пробы металла по крайним отклонениям ленточнопильного станка при вводе инструмента на толщину отбираемой пробы металла, рассчитываемую как разницу между фактической и уменьшенной длиной внутренней части патрубка штуцера, до достижения условия исчерпания прочности укрепления штуцера. Достигаемый при этом технический результат заключается в осуществлении достоверной оценки комплекса остаточных ресурсных характеристик металла, а также в уменьшении погрешности оценки прочности и ресурса исследуемых сосудов и аппаратов при проведении их диагностики. 4 ил.
Способ отбора пробы высоконагруженного металла сосудов и аппаратов, эксплуатируемых в сероводородсодержащих средах, включающий выбор направления вырезки и вырезку металла из бывшего в эксплуатации сосуда, отличающийся тем, что вырезку осуществляют из внутренней торцевой части кромки патрубка штуцера, выступающей внутрь сосуда, маятниковым ленточно-пильным станком, у которого ось качающейся маятниковой части параллельна оси патрубка, а плоскость реза металла параллельна плоскости кромки внутренней его части, при этом выбор направления вырезки металла определяют длиной дуги отбираемой пробы металла по крайним отклонениям ленточно-пильного станка при вводе инструмента на толщину отбираемой пробы металла, рассчитываемую как разница между фактической и уменьшенной длинами внутренней части патрубка штуцера до достижения условия исчерпания прочности укрепления штуцера.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ДЛЯ ДЕФЕКТОСКОПИИ ТРУБОПРОВОДОВ | 2007 |
|
RU2364850C2 |
| US 5467657 А, 21.11.1995 | |||
| Пропарочно-карбонизационная и сушильная камера для строительных изделий | 1949 |
|
SU88345A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2395070C2 |
| СПОСОБ ОТБОРА ПРОБЫ МЕТАЛЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008644C1 |

