Изобретение относится к диагностированию нефтегазового оборудования, длительно эксплуатируемого в сероводородсодержащих средах, вызывающих коррозионное растрескивание металла, и может быть использовано для оценки несущей способности и остаточного ресурса нефтегазового оборудования при диагностировании с целью продления сроков их эксплуатации с учетом фактических характеристик циклической трещиностойкости металла.
Известен способ изготовления контрольного образца для дефектоскопии трубопроводов (Патент РФ №2364850, опубл. 20.08.2009 г.), включающий вырезку образца и нагружение его в присутствии рабочей среды до получения в нем трещины. Вырезку образца осуществляют из бывшего в эксплуатации трубопровода в месте возможного развития трещины на его поверхности. Направление вырезки образца выбирают перпендикулярно действующей в трубопроводе циклической нагрузке, а нагружение образца проводят при катодной поляризации, обеспечивая соответствие потенциала эксплуатационному.
Недостатком известного способа является искусственное создание условий эксплуатации металла, что приводит к погрешности при проведении дефектоскопических обследований.
Техническим результатом изобретения является достоверная оценка прочности и ресурса нефтегазового оборудования при проведении испытания на циклическую трещиностойкость.
Техническая задача решается тем, что в способе изготовления образцов высоконагруженного металла нефтегазового оборудования для испытания на циклическую трещиностойкость, включающем выбор места вырезки, вырезку металла из бывшего в эксплуатации оборудования и нагружение его до получения в нем трещины, предварительно проводят уточненный расчет на прочность и оценку напряженно-деформированного состояния исследуемого металла, по результатам которого определяют зону максимальных напряжений и деформаций и строят график их изменений, где отмечают пик максимальных деформаций и напряжений, который является центром образцов, при этом концентраторы напряжений расположены на необработанной стороне контактировавшего с рабочей средой оборудования так, что один из них располагают в центре образца, а два других по сторонам от него.
Совокупность существенных отличительных признаков заявленного изобретения дает возможность достижения поставленной задачи за счет того, что образцы вырезают из бывшего в эксплуатации несущего элемента конструкции оборудования, что позволяет использовать металл, естественно подготовленный к трещинообразованию под действием механической нагрузки и сероводородсодержащей среды.
Известно, что структура поверхности металла конструкции под действием коррозионно-активной сероводородсодержащей среды в высоконагруженной области металла в ходе эксплуатации оборудования изменяется гораздо интенсивнее и становится нестойкой к зарождению и развитию трещиноподобных дефектов.
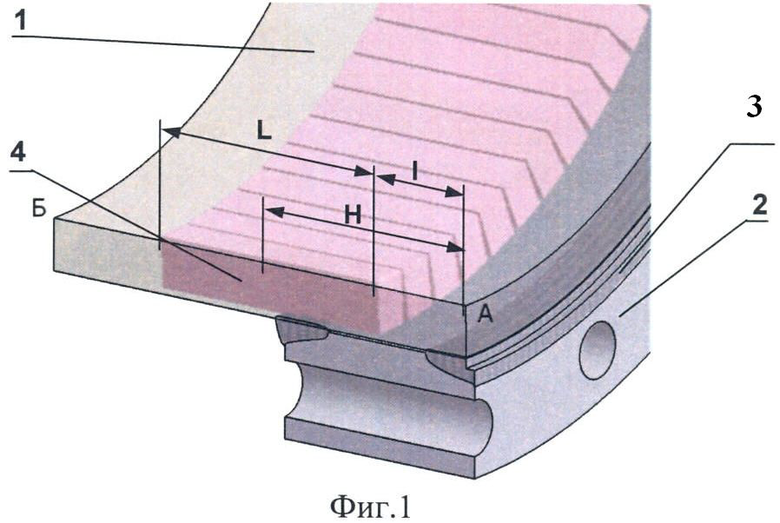
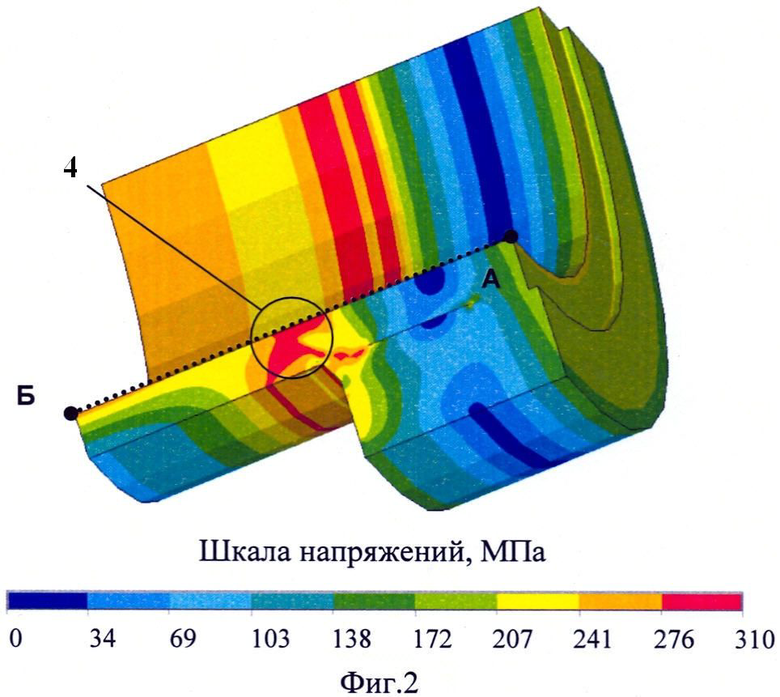
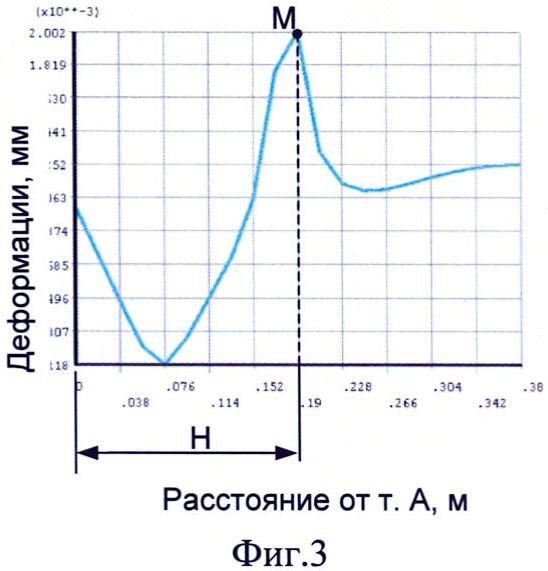
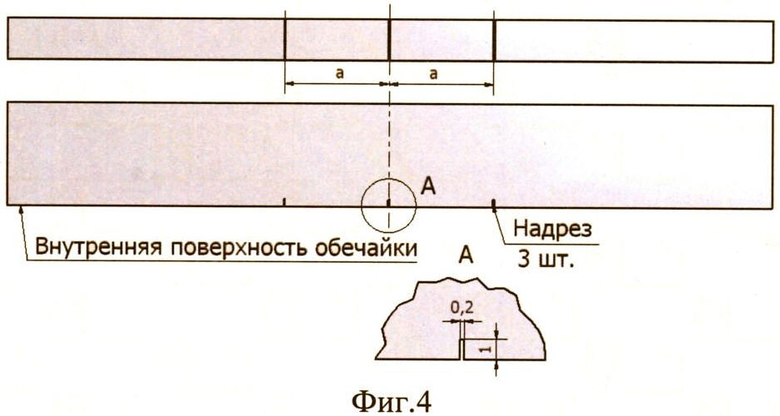
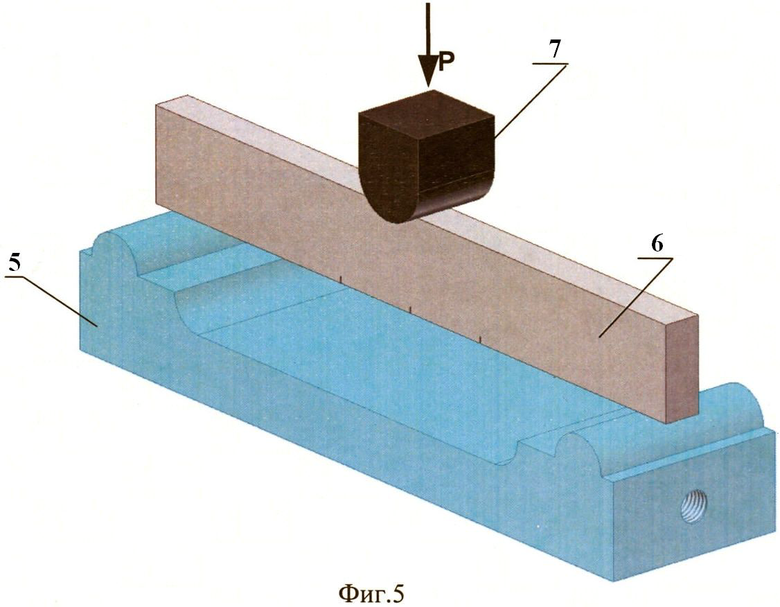
На фиг.1 показана схема расположения места вырезки образцов в объеме металла фланцевого соединения корпуса сосуда, на фиг.2 - распределение эквивалентных напряжений (по Мизесу) во фланцевом соединении корпуса сосуда, на фиг.3 - изменение расчетных эквивалентных деформаций в сечении фланца по линии А-Б, на фиг 4 - схема нанесения концентраторов напряжения на образцах, на фиг.5 - приспособление для испытания образцов на циклическую трещиностойкость.
Для изготовления образцов могут использоваться фрагменты конструктивных элементов нефтегазового оборудования, таких как штуцера, крышки, обечайки, фланцевые соединения и т.п.
Способ изготовления образцов высоконагруженного металла нефтегазового оборудования для испытания на циклическую трещиностойкость поясняется схемой расположения места вырезки образцов в объеме металла фланцевого соединения корпуса сосуда, где образцы располагают на обечайке 1 фланца 2, соединенных сваркой 3. Зона максимальных напряжений 4 в сечении фланцевого соединения хорошо видна по результатам расчета на прочность и оценку напряженно-деформированного состояния исследуемого металла. Испытания на циклическую трещиностойкость проводят с помощью приспособления, включающего опору 5, на которой помещают образец 6, и пуансон 7.
Место отбора проб определяется уточненным расчетом на прочность и оценкой напряженно-деформированного состояния (НДС) методом конечных элементов (МКЭ). На примере крепления фланца 2 к обечайке 1 на расчетной конечно-элементной модели представлены распределение эквивалентных напряжений по теории удельной энергии формоизменения (по Мизесу).
По результатам расчетов НДС МКЭ на поверхности, контактирующей с рабочей средой, выбирается расчетный путь А-Б. По выбранному расчетному пути строиться график изменения расчетных эквивалентных деформаций, на котором определяется расстояние (Н) от т.А до пика (т.М) максимальных деформаций. Т.е. в этой точке будет центр образцов 6 для испытаний. В ней будет искусственно созданная трещина. Это условие обеспечивает создание искусственного концентратора на образцах 6 в зоне максимальных напряжений и деформаций 4. Для обеспечения совпадения центра образцов 6 с областью максимальных напряжений и деформаций выдерживается условие l+L/2=H.
Размечается место расположения и необходимое количество отбираемых образцов 6. Вырезаются образцы 6. Для исключения перегрева заготовки образцов 6 режутся при минимальной скорости и с охлаждающей жидкостью.
Образцы 6 изготавливаются с тремя острыми надрезами, выполненными фрезой или эрозионной технологией. При этом искусственные концентраторы (трещины) располагаются по центру образцов в зонах максимальных напряжений и деформаций, а также на расстоянии а от них в растянутой зоне металла.
Для испытания образцов 6 применяется приспособление для испытания образцов на циклическую трещиностойкость. Опора 5 приспособления для проведения испытаний изготовлена из стали с пределом текучести не ниже 400 МПа. Образец 6 располагается на опоре 5, с приложением пульсирующей нагрузки по центру, которую осуществляет пуансон 7. При испытании каждого образца определяются кинетические кривые роста трещин.
Таким образом, по сравнению с прототипом возможно изготовление образцов высоконагруженного металла нефтегазового оборудования для испытания на циклическую трещиностойкость, позволяющих провести достоверную оценку прочности и ресурса нефтегазового оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБОРА ПРОБЫ ВЫСОКОНАГРУЖЕННОГО МЕТАЛЛА СОСУДОВ И АППАРАТОВ, ЭКСПЛУАТИРУЕМЫХ В СЕРОВОДОРОДСОДЕРЖАЩИХ СРЕДАХ | 2011 |
|
RU2457458C1 |
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ПРИ ЭКСПЛУАТАЦИИ В УСЛОВИЯХ, ВЫЗЫВАЮЩИХ СНИЖЕНИЕ ПЛАСТИЧНОСТИ И РАСТРЕСКИВАНИЕ МЕТАЛЛА КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2569964C1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ДИСКА ТУРБОМАШИНЫ, ИМЕЮЩЕГО КОНЦЕНТРАТОРЫ НАПРЯЖЕНИЙ В ВИДЕ ОТВЕРСТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2730115C1 |
| Образец для оценки конструкционной прочности материала | 2023 |
|
RU2823586C1 |
| Образец для испытания конструкционной прочности материала | 2024 |
|
RU2839724C1 |
| Дисковый образец для оценки конструкционной прочности материала | 2019 |
|
RU2734276C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ЗАМКОВОГО СОЕДИНЕНИЯ ДИСКА ТУРБОМАШИНЫ | 2019 |
|
RU2724356C1 |
| Усовершенствованный способ циклических испытаний полнотолщинных образцов труб магистральных трубопроводов на коррозионное растрескивание под напряжением | 2023 |
|
RU2820157C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ДЛЯ ДЕФЕКТОСКОПИИ ТРУБОПРОВОДОВ | 2007 |
|
RU2364850C2 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ЗАМКОВОГО СОЕДИНЕНИЯ ДИСКА ТУРБОМАШИНЫ | 2019 |
|
RU2726137C1 |
Заявленное изобретение относится к способу изготовления образцов высоконагруженного металла нефтегазового оборудования для испытания на циклическую трещиностойкость. Способ включает выбор места вырезки, вырезку металла из бывшего в эксплуатации оборудования и нагружение его до получения в нем трещины. Предварительно проводят уточненный расчет на прочность и оценку напряженно-деформированного состояния исследуемого металла, по результатам которого определяют зону максимальных напряжений и деформаций и строят график их изменений. На графике отмечают пик максимальных деформаций и напряжений, который является центром образцов. При этом концентраторы напряжений расположены на необработанной стороне контактировавшего с рабочей средой оборудования так, что один из них располагают в центре образца, а два других - по сторонам от него. Достигаемый при этом технический результат заключается в повышении достоверности оценки прочности и ресурса нефтегазового оборудования при проведении испытания на циклическую трещиностойкость. 5 ил.
Способ изготовления образцов высоконагруженного металла нефтегазового оборудования для испытания на циклическую трещиностойкость, включающий выбор места вырезки, вырезку металла из бывшего в эксплуатации оборудования и нагружение его до получения в нем трещины, отличающийся тем, что предварительно проводят уточненный расчет на прочность и оценку напряженно-деформированного состояния исследуемого металла, по результатам которого определяют зону максимальных напряжений и деформаций и строят график их изменений, где отмечают пик максимальных деформаций и напряжений, который является центром образцов, при этом концентраторы напряжений расположены на необработанной стороне контактировавшего с рабочей средой оборудования, так, что один из них располагают в центре образца, а два других по сторонам от него.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ДЛЯ ДЕФЕКТОСКОПИИ ТРУБОПРОВОДОВ | 2007 |
|
RU2364850C2 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ТРЕНИЕ | 2001 |
|
RU2191996C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МЕТАЛЛА ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ НА УДАРНЫЙ ИЗГИБ | 2000 |
|
RU2191366C2 |
| Способ определения момента образования и скорости роста усталостной трещины | 1985 |
|
SU1312471A1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБ НА КОРРОЗИОННУЮ СТОЙКОСТЬ | 2008 |
|
RU2368888C1 |
| ДИЭТИЛАММОНИЕВАЯ СОЛЬ N-БЕНЗИЛИДЕНАМИНО-1-ФЕНИЛМЕТАНСУЛЬФОНОВОЙ КИСЛОТЫ, ОБЛАДАЮЩАЯ БАКТЕРИЦИДНОЙ АКТИВНОСТЬЮ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2179971C2 |
| СПОСОБ ОЦЕНКИ ОПАСНОСТИ ДЕФЕКТОВ ТРУБОПРОВОДА | 1998 |
|
RU2172929C2 |
| Способ определения механических свойств изделий из биметаллов | 1990 |
|
SU1795338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДАТЧИКОВ ДЛЯ КОНТРОЛЯ ЦИКЛИЧЕСКИХ ДЕФОРМАЦИЙ | 2000 |
|
RU2190831C2 |
| JP 2009221901 A, 01.10.2009. | |||

