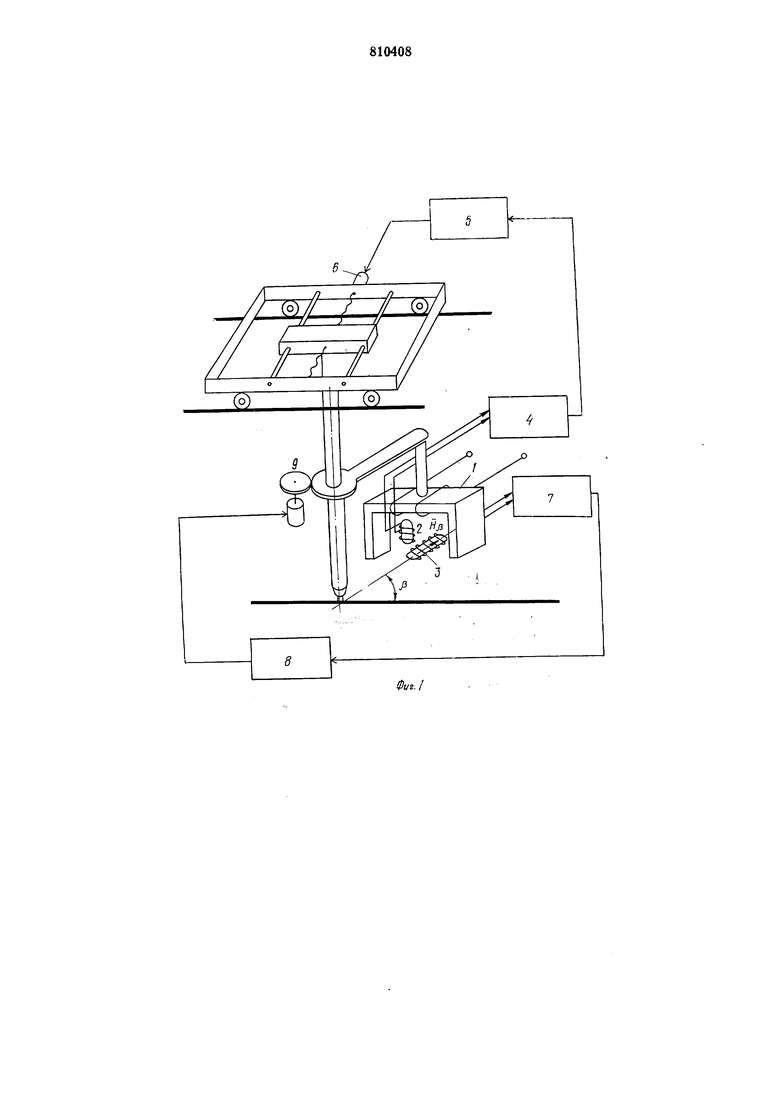
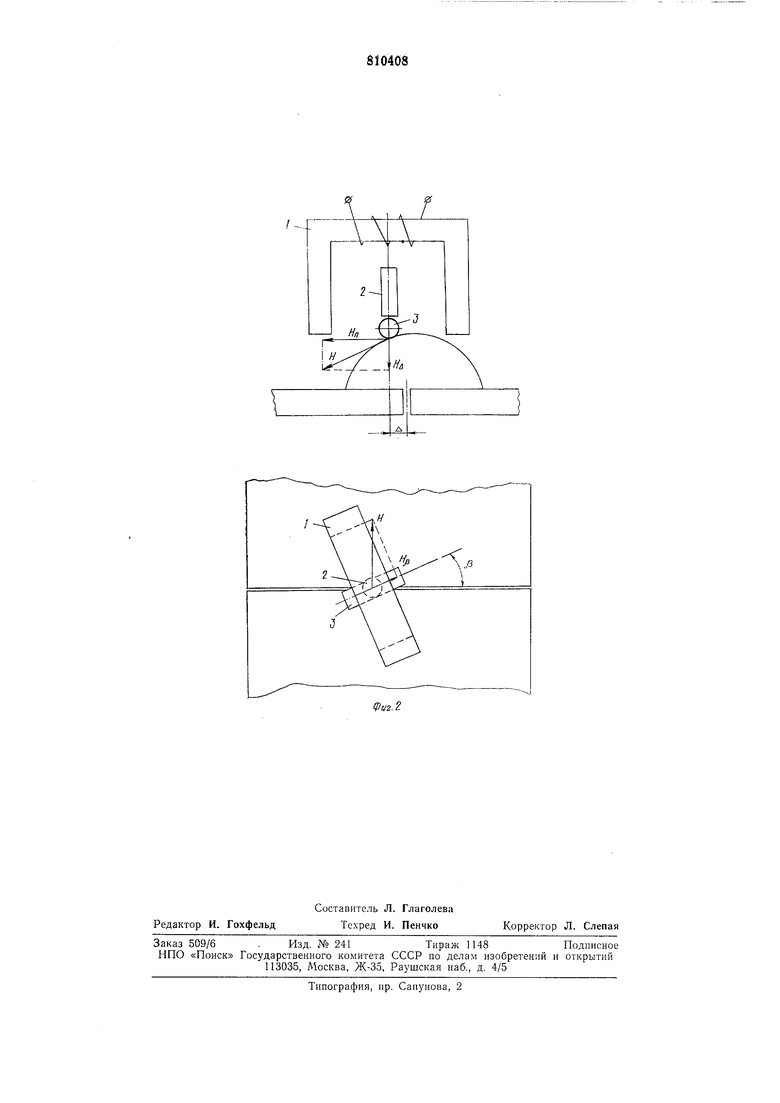
На фиг. 1 показана функциональная схема устройства; на фиг. 2 - распределение напряженности магнитного потока выпучивания. Устройство содержит датчик положения стыка, составленный из П-образного электромагнита 1, основного 2 и дополнительного 3 феррозондов, устройство 4 выделения сигнала основного феррозонда, усилитель 5 мощности и электропривод 6 поперечного перемещения сварочной головки, а также устройство 7 выделения сигнала дополнительного феррозонда, усилитель 8 мощности и электропривод 9 поворота датчика относительно оси сварочной головки. С помощью электромагнита 1 в свариваемых деталях возбуждается магнитный поток. При отклонении датчика по нормали к плоскости стыка появляется составляющая Яд напряженности магнитного потока выпучивания, совпадающая с осью чувствительности феррозонда 2. Под действием этой составляющей в измерительной обмотке феррозонда 2 наводится ЭДС, , пропорщзональная ЯА , а, следовательно, величина смещения. После выделения и усилений сигнал подается на электропривод попер ечного перемещения сварочной головки. При повороте датчика относительно стыка появляется проекция Яр вектора напряженности магнитного потока выпучивания на ось чувствительности феррозонда 3. Составляющая Яр преобразуется феррозондом 3 в электрический сигнал переценного тока, который устройством выделения сигнала преобразуется в напряжение постоянного тока, пропорциональное углу |3, усиливается по мощности и отрабатывается электроприводом поворота датчика до совмещения плоскости симметрии -с плоскостью стыка (р 0). При изменении знака угла поворота изменяется знак проекции Яр на ось чувствительности феррозонда 3, при этом изменяется полярность выходного сигнала датчика по углу поворота. Такое выполнение следящего устройства позволяет значительно снизить методическую погрешность совмещения сварочной головки со стыком при- сварке прямолинейных стыков и стыков малой кривизны. Методическая погрешность в этом случае определяется погрешностью следящей системы, отрабатывающей угловое положение линии стыка. Реально достигаемая точность отработки углового положения составляет 5-10, при этом методическая погрешность не превышает 0,15 мм. Предлагаемое следящее устройство позволяет за счет введения дополнительного канала поворота датчика уменьшить на порядок методическую ощибку слежения за стыком от непараллельности линии стыка и направляющих сварочного автомата. Формула изобретения Устройство слежения за стыком свариваемых деталей, содержащее последовательно соединенные электромагнитный датчик, блок выделения сигнала датчика, усилитель мощности и электропривод поперечного перемещения сварочной головки, причем электромагнитный датчик выполнен из П-образного электромагнита и соединенного с ним дифференциального феррозонда, отличающееся тем, что, с целью улучшения качества сварного соединения путем повышения точности слежения за стыком, в устройство введены дополнительный блок выделения сигнала датчика, дополнительный усилитель мощности и электропривод поворота датчика, а в электромагнитный датчик введен дополнительный дифференциальный феррозонд, выход которого соединен через дополнительный блок выделения сигнала и дополнительный усилитель мощности с электроприводом поворота датчика. Источники информации, принятые во внимание при экспертизе 1.Львов Н. С. Автоматизация контроля п регулирования сварочных процессов, М., Машиностроение, 1973, с. 77. 2.«Сварочное производство, № 3, 1976, с. 46.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕРРОЗОНДОВЫЙ ДАТЧИК ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457476C2 |
| Комбинированный датчик | 1973 |
|
SU478698A1 |
| Устройство для слежения за стыком свариваемых деталей | 1980 |
|
SU919822A1 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| Комбинированный датчик | 1974 |
|
SU499069A1 |
| Комбинированный датчик | 1976 |
|
SU607680A1 |
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| Следящее устройство | 1979 |
|
SU925573A1 |
| Комбинированный датчик | 1974 |
|
SU499070A1 |
| Электромагнитный датчик параметров стыка сварного соединения | 1987 |
|
SU1433676A1 |