Область, к которой относится изобретение
Изобретение относится к области испытания муфтового сварного соединения полимерных труб и может быть использовано для определения прочности сварного соединения полимерных труб, произведенного при различных условиях и режимах сварки.
Уровень техники
Известно техническое решение (1. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42-103-2003. - Издание официальное. - М.: ЗАО «ПОЛИМЕРГАЗ», 2004. - 84 с.), в котором с целью определения качества муфтового сварного соединения, подготовленный образец-сегмент устанавливают между обжимными плитами пресса. Затем осуществляют сближение обжимных плит до тех пор, пока расстояние между ними не сократится до удвоенной толщины стенки трубы. После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты. Для каждого образца определяется процент отрыва. Недостаток этого технического решения в том, что оно не определяет прочность сварного соединения по шву в количественном отношении.
Наиболее близким является техническое решение (2. ISO 13954:97 Plastics pipes and fittings - Peel decohesion test ibr polyethylene electrofusion assemblies), в котором образцы муфтовых сварных соединений растягивают на разрывной машине, закрепив основной материал трубы с одной стороны и электромуфту с другой. Недостаток этого способа в том, что метод применим для соединений с номинальным внешним диаметром, большим или равным 90 мм, причем, как правило, разрушение происходит не по сварному соединению, а по материалу трубы. При малой толщине стенки трубы разрушение происходит не в зоне сплавления, а в области основного материала трубы, или в области материала муфты. В случае разрушения образца по материалу трубы считается, что сварное соединение прочнее, чем материал трубы, так что прочность сварного соединения определяется в качественном отношении.
Раскрытие изобретения
Задачей заявляемого изобретения является разработка простого способа определения прочности муфтового сварного соединения в количественном отношении.
Технический результат, получаемый при реализации изобретения, заключается в определении прочности муфтового сварного соединения по зоне сварки.
Существенные признаки, характеризирующие изобретение.
Ограничительные: испытания проводят при скорости раздвижения зажимов испытательной машины (20÷50) мм/мин. При испытании определяют разрушающее усилие при разрыве сварного шва.
Отличительные: перед сваркой на место будущего шва наносится дефект, который препятствует полному свариванию поверхностей по всей площади. Дефект наносится таким образом, чтобы его ширина составляла половину ширины образца сварного шва независимо от места расположения дефектной (несваренной) поверхности.
Известно, что перед сборкой и сваркой концы труб тщательно очищают и протирают от всех загрязнений. После очистки концов производится механическая очистка (циклевка). Эта операция обусловлена тем, что на поверхности свариваемых труб образуется оксидный слой, который отрицательно воздействует на качество сварного соединения. Для обеспечения хорошего качества сварного соединения необходима чистая поверхность свариваемых деталей.
Краткое описание чертежей
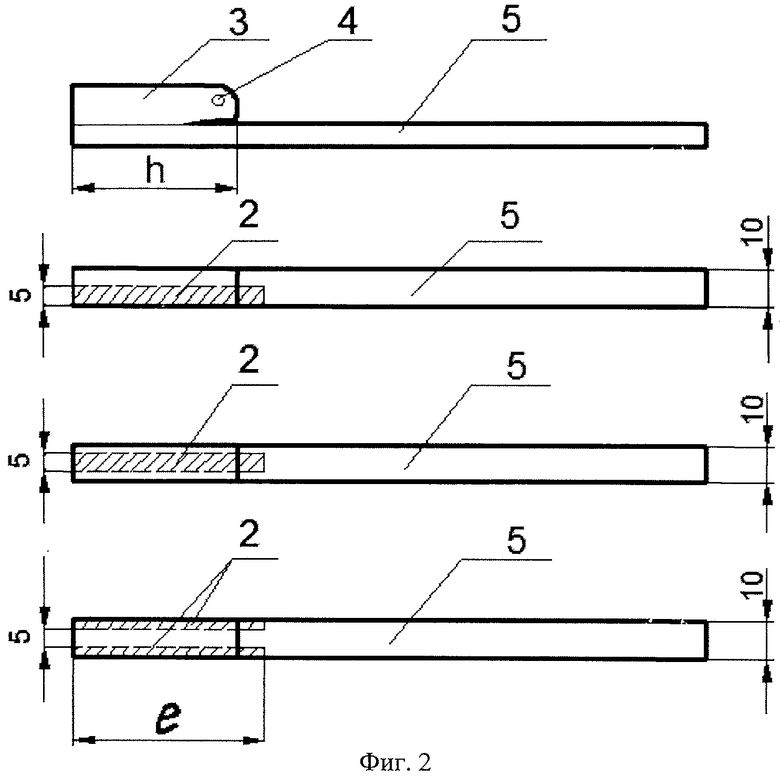
На фиг.1 приведен вариант нанесения дефекта на область сварки полимерной трубы при ширине испытуемого образца 10 мм. На фиг.2 приведены образцы муфтового сварного соединения полимерных труб для испытания на расслоение с различными положениями дефектной площади на испытуемом образце (нагревательная спираль не приведена).
Осуществление изобретения
Способ осуществляется следующим образом. Перед муфтовой сваркой производится очистка и циклевка от загрязнений свариваемых поверхностей, установка и закрепление концов свариваемых полимерных труб в зажимах центрирующего приспособления. Перед посадкой муфты на подготовленные концы полимерных труб 1 диаметром d (фиг.1) наносится быстросохнущее вещество, например краситель фломастера, так чтобы при изготовлении образца для испытаний, ширина площади нанесенного вещества 2 равнялась ширине фактически сваренной площади испытуемого образца (фиг.2). Далее к клеммам муфты подключаются токоподводящие провода от сварочного аппарата. Считывающим карандашом сварочного аппарата проводится считывание штрих-кода и запуск сварки. После запуска сварка соединяемых деталей проходит в автоматическом режиме. По истечении 24 часов готовятся образцы для испытаний на расслоение, так чтобы ширина нанесенного дефекта равнялась половине ширины образца. Испытание проводят при скорости раздвижения зажимов испытательной машины (20÷50) мм/мин.
Пример. Перед проведением муфтовой сварки, согласно СП 42-103-2003, с концов свариваемых полиэтиленовых труб ПЭ100 SDR11 63×5,8 снимается оксидный слой, после чего на них наносится краситель фломастера (дефект) полосами шириной 5 мм и длиной l большей, чем половина высоты (ширины) муфты h (фиг.1). Далее концы труб 1, исключая повороты; вставляются в муфту, и производится сварка. Через 24 часа после сварки готовятся образцы 5 с отверстием для нагружения 4 в муфте 3. Ширина готовых к испытанию образцов 10 мм. При этом независимо от того, где будет находиться дефектный участок 2, его ширина составит 5 мм, т.е. половина сваренной площади будет с дефектом. Затем проводятся испытания на расслоение при скорости раздвижения зажимов испытательной машины (20÷50) мм/мин. Так как, за счет предварительно нанесенного дефекта, зона сварки занимает половину площади образца, расслоение происходит именно по зоне сплавления.
Таким образом, разрушение муфтового сварного соединения происходит по зоне сварки, что позволяет определить прочность сварного шва, произведенного в том или ином режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания муфтового сварного соединения полимерных труб | 2022 |
|
RU2802888C1 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ НА ОТРЫВ | 2023 |
|
RU2816000C1 |
| СПОСОБ ИСПЫТАНИЯ ПРОЧНОСТИ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2465560C1 |
| СПОСОБ И ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2016 |
|
RU2627170C1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2403543C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ С ДЕФЕКТОМ СМЕЩЕНИЯ СВАРЕННЫХ КРОМОК УСТАНОВКОЙ РЕМОНТНОЙ НАКЛАДКИ | 2011 |
|
RU2478863C2 |
| СОЕДИНЕНИЕ ЛАЗЕРНОЙ СВАРКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2684993C2 |
Изобретение относится к области испытания муфтового сварного соединения полимерных труб и может быть использовано для определения прочности сварного соединения полимерных труб, произведенного при различных условиях и режимах сварки. Определяется прочность сварного шва. Скорость раздвижения зажимов испытательной машины (20÷50) мм/мин. Испытываются образцы муфтовых сварных соединений с дефектами, нанесенными перед сваркой. Площадь дефектов составляет половину сваренной площади. Технический результат, получаемый при реализации изобретения, заключается в определении прочности муфтового сварного соединения по зоне сварки в количественном отношении. 2 ил.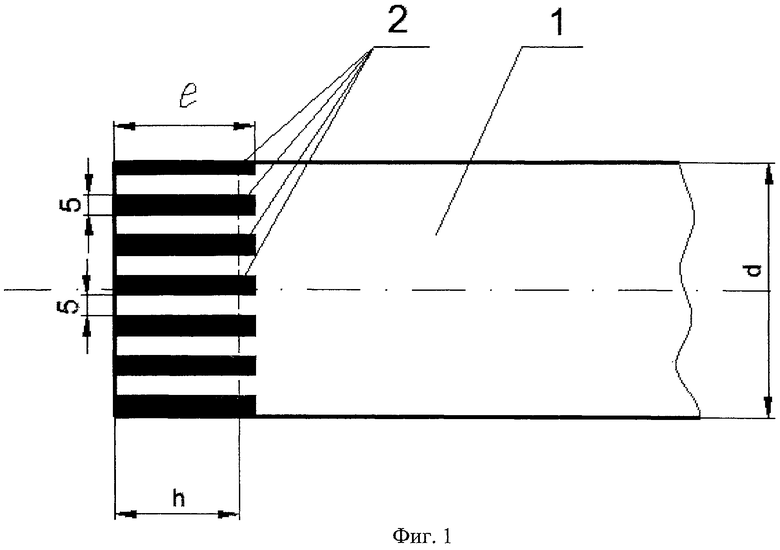
Способ испытания муфтового сварного соединения полимерных труб для определения прочности сварного шва при скорости раздвижения зажимов испытательной машины 20÷50 мм/мин, отличающийся тем, что испытываются образцы муфтовых сварных соединений с предварительно нанесенными перед сваркой дефектами, площадь которых составляет половину сваренной площади.
| Способ определения прочности стыковых сварных соединений из полимерных материалов | 1989 |
|
SU1619105A1 |
| RU 0095108634 A1, 20.05.1998 | |||
| Способ оценки качества сварных стыковых соединений полиэтиленовых труб | 1989 |
|
SU1746248A1 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СВАРНОЙ КОНСТРУКЦИИ | 1993 |
|
RU2036459C1 |
| EP1520684 A1, 02.06.2010 | |||
| БЛОК НАГРЕВА ДЛЯ ВОДОГРЕЙНОГО КОТЛА, РАБОТАЮЩЕГО НА ЖИДКОМ ТОПЛИВЕ ИЛИ НА ГАЗЕ, И МОДУЛИ ДЛЯ РЕАЛИЗАЦИИ ТАКОГО БЛОКА НАГРЕВА | 1999 |
|
RU2191955C2 |

