Настоящее изобретение относится к кухонной посуде, днище которой имеет с нижней наружной стороны, по меньшей мере, дополнительную металлическую вставку, закрывающую, по меньшей мере, частично, это днище. Посуда, включая ее днище, обычно выполняется из пластичного металла, такого как алюминий. Изобретение относится также к способу изготовления посуды и/или ее днищу с дополнительной металлической вставкой.
В настоящей заявке термин «металл» относится к металлу и металлическому сплаву.
Из ЕР-А-0960667 известна кухонная посуда, содержащая:
- металлический корпус, локально ограничивающий нижнюю часть днища посуды, где упомянутый корпус содержит в поперечном разрезе днища зубчатую зону,
- и, по меньшей мере, одну дополнительную металлическую вставку, сдвоенную снизу с упомянутым металлическим корпусом, по меньшей мере, локально в области его донной части, при этом эта вставка имеет открытую металлическую сторону, выполненную из более твердого металла, чем металл металлического корпуса, и в разрезе, по меньшей мере, - одну перфорированную или зубчатую зону, жестко закрепленную в зубчатой зоне упомянутого металлического корпуса.
«Зубцы» выполнены сгибанием или штамповкой пластины с множеством плоских площадок, образующих снизу днища опорную поверхность, когда посуду ставят на основание.
Эти «зубцы» или плоские площадки в виде отверстий, выполненных во вставке, обычно располагаются по концентрическим окружностям.
Если вставка является перфорированной, отверстия заполняются пластичным металлом металлического корпуса.
Отмечены различные недостатки:
- соединение вставка/«пластичное» днище выполняется, в основном, скреплением или закаткой (подобно камню, вставленному в оправу),
- такое крепление является непрочным; с нижней стороны «пластичное» днище, которое соединяется со вставкой, является предварительно отштампованным,
- отверстия могут быть не полностью заполненными,
- если более пластичный заполняющий материал выступает за нижний уровень присоединяемой вставки, то контакт, например, со стеклокерамической плитой, рискует оставить на этой плите полосы, в особенности, если более пластичным материалом является алюминий.
Целью настоящего изобретения является исключение всех или части этих недостатков. Другой целью является устранение дефектов, связанных со способом изготовления или использования, или же посторонних включений, появляющихся в области стыков пластичный металл/вставка, могущих вызвать также появление царапин на хрупкой поверхности и/или дефекты опорной поверхности.
Действительно, недостатки опорной поверхности могут привести к неустойчивости посуды при ее установке и/или появлению налета пластичного металла на основании.
Впрочем, в случае, когда вставка из твердого металла позволяет осуществлять индукционный нагрев посуды от соответствующего генератора, то, чем больше количество отверстий во вставке, тем больше изменяется эффективность индукционного нагрева.
Для того чтобы, по меньшей мере, исключить все или часть этих недостатков и улучшить ситуацию, изобретение предлагает в соответствии с его характеристикой, чтобы вокруг упомянутой перфорированной или зубчатой зоны вставки, присоединенной к днищу, находилась выступающая ниже ее уровня зона, ограничивающая периферийную полностью непрерывную опорную поверхность в форме короны в упомянутом более твердом металле.
Таким образом, предпочтительно предусмотрено, что эта зона опорной поверхности покрывает часть днища корпуса вокруг упомянутых жестких соединений и имеет нижнюю поверхность, которая полностью или частично, по меньшей мере, незначительно выступает ниже относительно наиболее низкой границы упомянутой перфорированной или зубчатой зоны и/или зубчатой зоны упомянутого металлического корпуса. Таким образом, в данном месте сконцентрирована опорная кольцевая поверхность посуды.
Можно предложить, чтобы упомянутая «периферическая опорная зона» имела ширину (ниже обозначаемую L), превышающую наименьшее расстояние (d1), разделяющее два последовательных зубца, расположенных в направлении, соединяющем центр днища и периферийный край последнего.
Ниже предложены также два способа изготовления. Они применимы для получения упомянутой посуды, по меньшей мере, в случае, когда присоединенная вставка содержит перфорацию. В дополнение или альтернативно эти способы позволяют изготовить днище, в частности, для кухонной посуды.
После изготовления такого усиленного стабильного и мало агрессивного днища можно изготовить оставшуюся часть посуды. Для этого предлагается прибегнуть к деформации под давлением первоначального блока пластичного металла до получения боковой стенки посуды.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, с примерами осуществления, представленными ниже.
При внедрении этого изобретения получают также улучшенные термические и механические свойства днища посуды в процессе индукционного нагрева или приготовления пищи при высокой температуре одной или нескольких соединенных оболочек, таких как антиадгезивные, обычно предусматриваемые на внутренней поверхности, в частности, днища (проблемы отслаивания, вспучивания), а также в процессе повторяющихся термических ударов.
Изобретение иллюстрируется чертежами, на которых
- фиг. 1 изображает схему кухонной посуды в соответствии с поперечным разрезом днища по первому варианту осуществления изобретения,
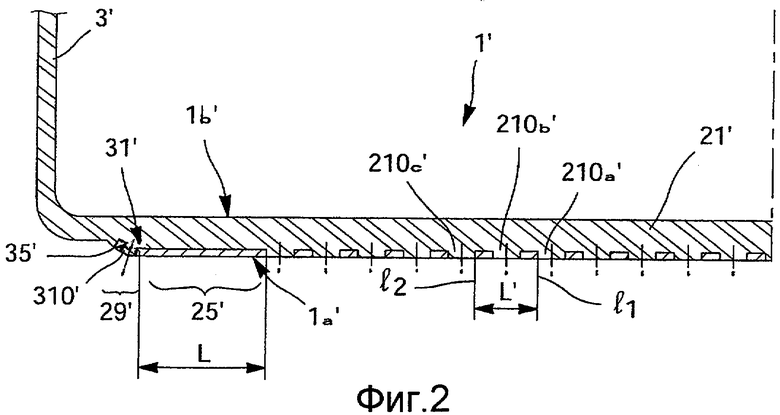
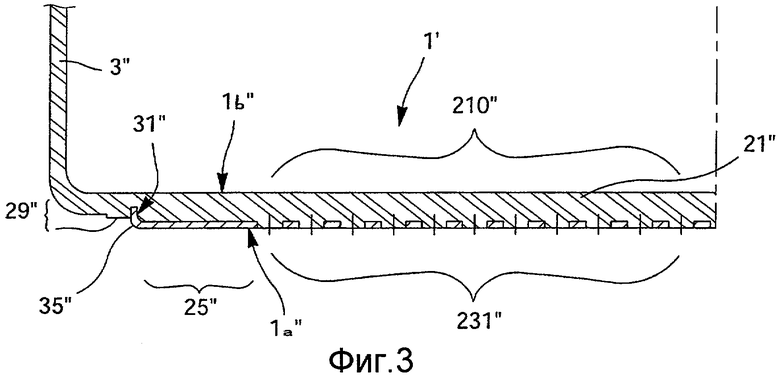
- фиг. 2 и 3 изображают в более крупном масштабе тот же вид соответственно со вторым и третьим вариантами осуществления посуды по изобретению; детали, зоны, средства обозначены теми же позициями, что и на фиг. 1, но снабжены соответственно знаками (') и (''),
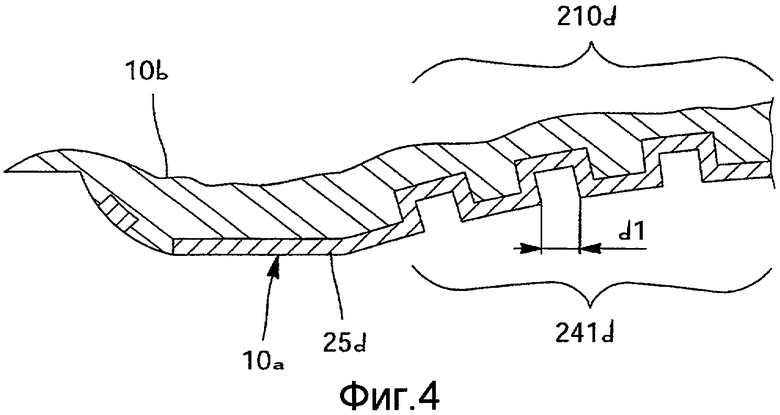
- фиг. 4 изображает вариант днища, по меньшей мере, в зубчатой части по тому же разрезу,
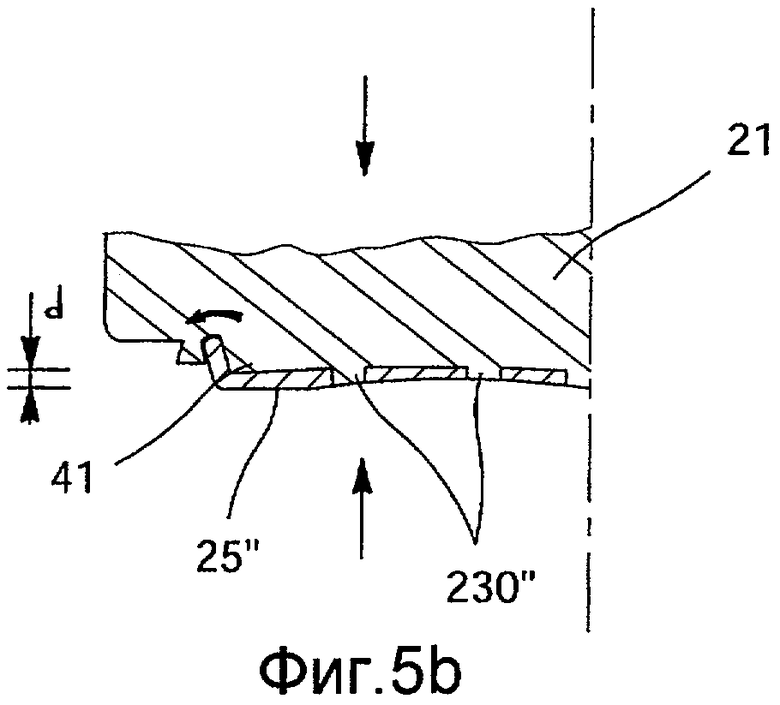
- фиг. 5а, 5b, 5c и 6a, 6b, 6c изображают этапы осуществления двух процессов изготовления, используемых в рамках изобретения,
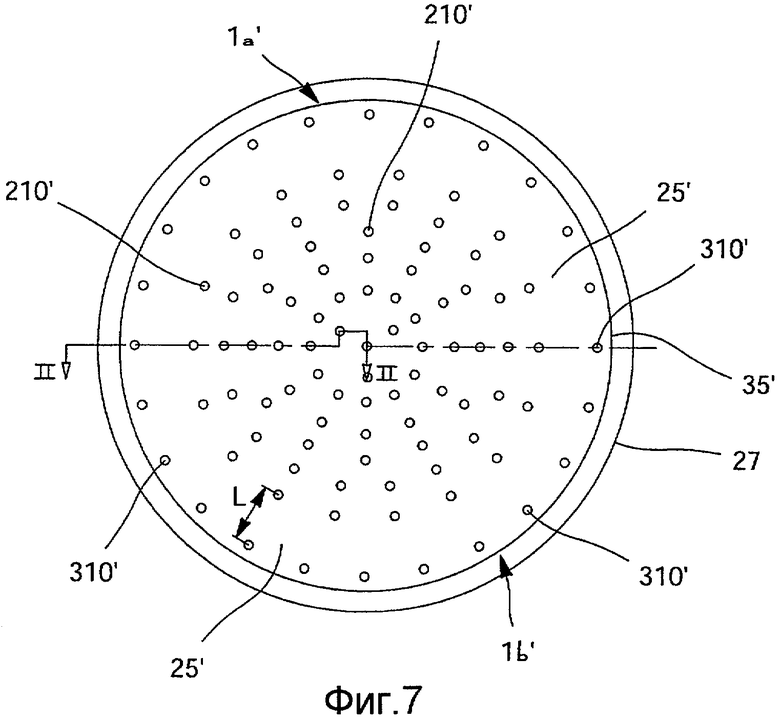
- фиг. 7 изображает вид снизу по фиг. 2,
- фиг. 8 изображает в действительности свод днища посуды по фиг. 1.
В настоящем описании «кухонной посудой» называют любой кухонный предмет, обычно содержащий, по меньшей мере, одну ручку и один корпус (полый), для размещения продукта или приготовления пищи нагреванием или жаркой. Днище корпуса является чувствительным предметом, так как наиболее подвержено тепловому воздействию от приданного источника тепла. Это относится к сковородам, кастрюлям и т.д.
На фиг. 1-3 кухонная посуда 1, 1', 1'' содержит часть из твердого металла 1a, 1a', 1a'' и часть из более пластичного металла 1b, 1b', 1b''. Эти две части соединены в посуду для того, чтобы образовать эффективное усиленное днище.
Часть 1a, 1a', 1a'' может быть выполнена из нержавеющей стали, часть 1b, 1b', 1b'' - из алюминия.
Часть 1b, 1b', 1b'' является, предпочтительно, моноблочной, как изображено на чертеже, и содержит поперечную стенку днища 21, 21', 21'', от которого поднимается боковая стенка 3, 3', 3''. Она образует полый корпус.
По меньшей мере, одна часть стенки днища выполнена спаренной снизу с частью из твердого металла 1a, 1a', 1a'', которая представляет собой перфорированную вставку днища.
На фиг. 1 вставка имеет центральную зону 23, окруженную опорной зоной 25, посредством которой кухонная посуда 1 может опираться на основание. Опорная зона 25 выполнена непрерывно сплошной (то есть, в данном случае, без отверстий) и в форме короны.
Центральная зона 23 содержит сквозные отверстия 230, плотно заполненные для соединения пластичным металлом стенки днища 21. Эти отверстия равномерно или неравномерно разделены на одну или несколько зон, обычно по нескольким радиусам, которые могут быть концентричными и начинаться около центра пластины 1а (см. фиг. 2 и 3).
Таким образом, вставка 1а, которая образует нижнюю поверхность 11а, представляет собой, как показано на фиг. 1 в разрезе, по меньшей мере, одну перфорированную зону 231, скрепленную жесткими соединениями с зубчатой зоной 210 металлического корпуса 1b.
Вокруг всей или части зоны 210 находится непрерывно сплошная зона 211, покрытая или спаренная снизу периферической зоной опорной поверхности 25.
Для того чтобы опора кухонной посуды 1 на свое основание концентрировалась к зоне опорной поверхности 25, последняя имеет нижнюю поверхность, которая полностью или частично выполнена, по меньшей мере, с небольшим выступом на величину (d) относительно наиболее низкой границы 1 зон 231 и 210. Таким образом, следует понимать, что чертежи днищ посуды по фиг. 1, 2 и 3 показаны в большем масштабе и, в действительности, как показано поз. 11а на фиг. 1, снизу не являются плоскими, но искривлены или образуют вогнутость для обеспечения более низкого положения опорной зоны 25, как изображено на фиг. 8, где изображение положения кривой увеличено.
Если, например, отверстия 230 были бы полностью заполнены пластичным металлом стенки днища 21, то значение предохраняющей величины (d) не уточнялась бы относительно единственной нижней границы перфорированной зоны 231.
На фиг. 8 позицией 25а изображена прямая, которая соединяет центр днища и периферийный край 27 последнего.
В соответствии с этой прямой (то есть в соответствии с сечением, перпендикулярным днищу и включающим эту прямую), периферийная опорная зона 25 имеет ширину (L), превышающую наименьшее расстояние (d1), разделяющее два соседних зубца 210а, 210b зоны 210.
Предпочтительно, эта ширина (L) будет больше или равна ширине (L') между соответственно внутренней 12 и внешней 11 границами двух соответственно наружного (210с') и внутреннего (210а') зубцов металлического корпуса, разделенных, по меньшей мере, третьим зубцом (210b'); или обычно составлять порядка 7 мм, см. фиг. 2.
Таким образом, достигается хороший компромисс опора/крепление/индукционная эффективность.
Для обеспечения величины выступа (d) и, таким образом, размещения в нижней части относительно него, по меньшей мере, части упомянутой нижней поверхности 11а днища, в данном случае периферийной зоны опорной части 25, перфорированная зона 231 и в данном случае вся поверхность днища от центра до опорной зоны 25 имеет искривленную внутреннюю поверхность 100а, вогнутую книзу (и совпадающую в данном случае с 1).
Для лучшего крепления между собой частей 1а, 1a', 1a'' и 1b, 1b', 1b'' соединенная с днищем вставка, предпочтительно, также заделана в металлический корпус в зоне 29, 29', 29'', размещенной с наружной крайней стороны опорной зоны 25 и упомянутых вставок, расположенных ближе к центру, таких как 210, 231 на фиг. 1 и 210'', 231'' на фиг. 3.
Эта зона дополнительных вставок, такая как 29, предпочтительно, расположена вне периферии опорной зоны, такой как 25, и поверхности, такой как 211, корпуса, который ее перекрывает.
На фиг. 1 зона 29 крепится к корпусу 1b посредством части крепления 31, которая размещена на периферии зоны опорной поверхности 25 в виде единой детали со вставкой 1а и которая образует реборду на краю этой зоны 25.
Эта реборда 31 окружает снаружи зону 35, с которой она связана упрочняющим изгибом 33 и содержит отверстие 310, плотно заполненное металлом корпуса 1b, обеспечивающим, таким образом, упомянутую дополнительную заделку зоны 29.
Изгиб 33 наклонен косо кнаружи.
Фиг. 2 и 3 также представляют часть крепления 31', 31'' в виде единой детали с периферийной зоной опорной поверхности 25', 25'' и вставку, вделанную в днище 1a', 1a'', которое может иметь характеристики такие же, как и предыдущие 1a - так же для корпуса 1b', 1b'' с днищем 21', 21'' напротив 1b и 21-, а это около части крепления 31', 31'', которая у части 1a', 1a'' имеет периферийный поднимающийся край 35', 35'', где имеется удерживающее закрепление этой детали в(под) днищем металлического корпуса 1b', 1b'' в зоне, расположенной на краю упомянутой опорной зоны 25', 25''.
Фиг. 2 изображает удерживающее закрепление 29', содержащее отверстия 310', проходящие через крепящую часть 31' и плотно заполненные металлом корпуса. Отверстия 310' размещены по кривой, в данном случае по радиусу.
Фиг. 1 и 2 изображают периферийный поднимающийся край 35, 35', вделанный только в край корпуса, и, таким образом, полностью видимый. На фиг. 1 эта часть имеет в своей основе кривую, которая соединяет край 35' и зону 25', которая пересекается отверстиями 310'. На фиг. 1 упомянутая поднимающаяся часть 35 является внешней перфорированной периферийной ребордой 31.
На фиг. 3 искривленный периферийный согнутый край 35'' оканчивается в корпусе 1b'', где он, таким образом, жестко закреплен.
Среди характеристик, полезных для внедрения изобретения, но не являющихся обязательными, отмечается, что:
- зона 25, 25', 25'' может быть, по меньшей мере, полностью плоской,
- эта сплошная опорная зона представляет собой непрерывный обод; обод может быть выполнен из нескольких частей,
- сплошная непрерывная зона может окружать зубчатую зону 210, 210', 210'' корпуса 1b, 1b', 1b'',
- закрепленная часть 31, 31', 31'' выполнена заодно со вставкой также для зоны опорной поверхности; в противном случае крепящая часть может служить для крепления зоны опорной поверхности, при этом центральная часть вставки может быть закреплена, впрочем, как, например, в предыдущих вариантах осуществления; это, во всяком случае, осложняет изготовление,
- вставка 1a, 1a', 1a'' может не содержать перфорированной зоны 231, 231', 231'' - или только одну или несколько таких зон - но в качестве замены - или в дополнение, - по меньшей мере, одну зубчатую зону крепления, как изображено на фиг. 4,
- перфорированная или зубчатая зона пластины днища и/или зубчатая зона металлического корпуса, снизу которого крепится эта пластина, размещена на нижней искривленной вогнутой книзу поверхности; что касается такого выполнения, можно было бы предусмотреть плечико, такое как изгиб книзу.
На фиг. 4 позиция 241d изображает зубчатую зону закрепления вставки 10а, взаимодействующую с зубчатой зоной 210d корпуса 10b, под которым крепится эта вставка с выступающей вниз опорной зоной 25d. Это менее предпочтительно в смысле крепления, но дает преимущества при индукционном нагреве.
Два способа изготовления являются особенно предпочтительными для получения описанной кухонной посуды или, по меньшей мере, днища для такой посуды. Действительно, ниже показывается, что днище может быть получено отдельно, с одной стороны, а остальная часть корпуса может быть выполнена, впрочем, в частности, в продолжение днища.
Ниже показано, что вставка 1a, 1a' или 1a'' является моноблочной и скорее перфорированной, чем зубчатой, при этом модификации для зубчатого варианта решения (см., например, фиг. 4) предоставляются специалисту в этой области техники, причем заполнение отверстий заменяется уступами между зубцами. Представляется возможным одновременное зубчатое и перфорированное выполнения.
Уточнив это, в соответствии с первым вариантом способа, проиллюстрированным фиг. 5а и 5b, осуществляют следующие ниже этапы.
Начинают вначале, с одной стороны, с необработанного неотформованного блока 37 из легкого металла - или же легкого сплава -, и, с другой стороны, c желаемой вставки.
Эта вставка является уже перфорированной (и/или зубчатой) в тех местах, где это необходимо, как было описано ранее.
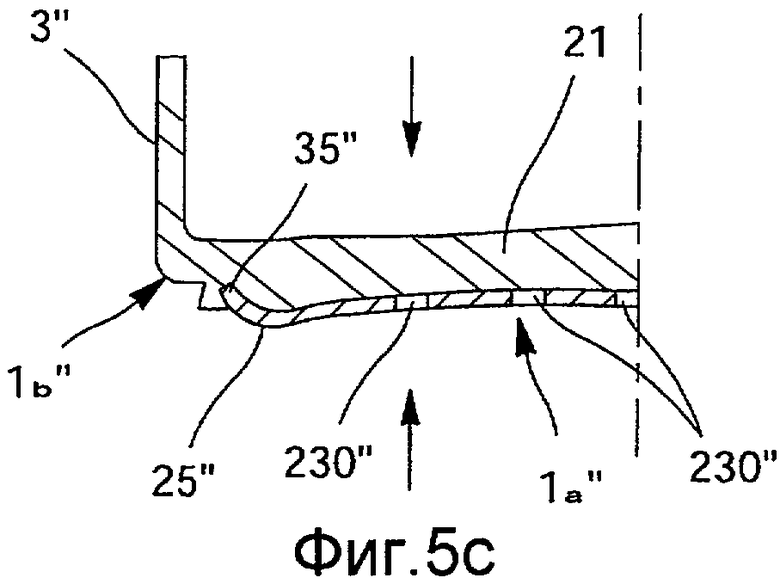
Принимаем, что речь идет о вставке 1а'' по фиг. 3.
Обычно (см. фиг. 5а) располагают основу полой вставки (называемой капсулой), выполненной из металла или металлического сплава, более твердого, чем металл блока 37, и имеющую в центральной части сквозные отверстия 230''. Эти отверстия размещены по последовательным радиусам вокруг сплошной зоны 25'' шириной (L), превышающей наименьшее расстояние (d1), разделяющих два средних последовательных радиуса отверстий этой центральной части. Сплошная зона ограничена по периметру периферийным поднимающимся краем 35”.
Далее эту полую пластину и блок соединяют между собой и подвергают воздействию давления (см. фиг. 5b) до:
- (повторного) воздействия давлением (с помощью пресса) на металл или более пластичный сплав блока, вынуждая его заполнить полости 41 и упомянутые отверстия 230'' пластины, приподнятый периферийный край которой вдавливается в материал блока, соединяясь с ним своим краем, как это видно также на фиг. 3, и
- размещения, по меньшей мере, части нижней поверхности упомянутой сплошной зоны 25'', имеющей, по меньшей мере, небольшой выступ (d) относительно самой низкой границы отверстий центральной части, для получения периферийной зоны сплошной опорной поверхности, реализованной в результате соединения.
Обычно, как представлено на фиг. 5а, если периферийный край 35'' первоначально является вертикальным, то он может деформироваться внутрь и/или наружу в процессе соединения под давлением капсулы и блока и размещаться наклонно относительно центральной части вставки (фиг. 5b). Это может усиливать крепление.
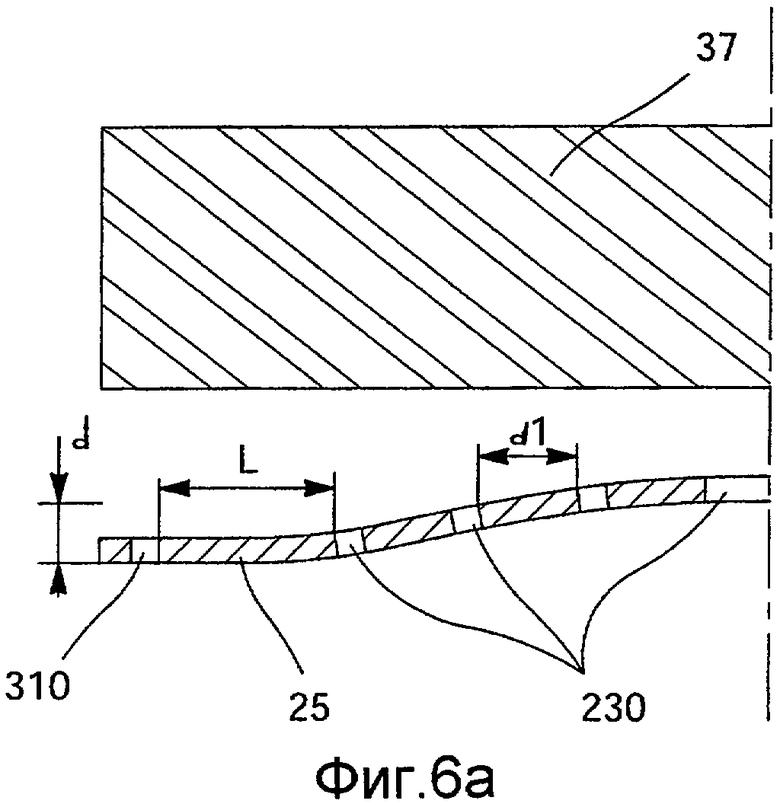
В соответствии со вторым способом, проиллюстрированным фиг. 6а и 6b, ниже будет описано осуществление решений по фиг. 1 и 2.
Предположим, что следует осуществить решение по фиг. 1. Начинают вначале заново, с одной стороны, с необработанного неотформованного блока 37 из пластичного металла или легкого сплава, и, с другой стороны, из желаемой вставки.
Вставка уже является перфорированной (или зубчатой) в тех местах, где это необходимо, как описано выше. На этот момент она еще находится в состоянии плоской пластины или уже слегка выгнута, как на фиг. 6а, с уже имеющейся упомянутой вогнутостью для обеспечения положения необходимой высоты выступа (d) (можно также априори представить форму плечика по периферии с той же целью, как уже было упомянуто). Отверстия 230 в центральной части могут быть расположены в соответствии с последовательными радиусами вокруг сплошной зоны 25, ширина (L) которой превышает (d1). Эта зона 25 в данном случае по периметру сама окружена отверстиями 310, которые все могут быть равномерно распределены по одному и тому же радиусу. Но зона 25 может быть окружена и неравномерно отверстиями 310.
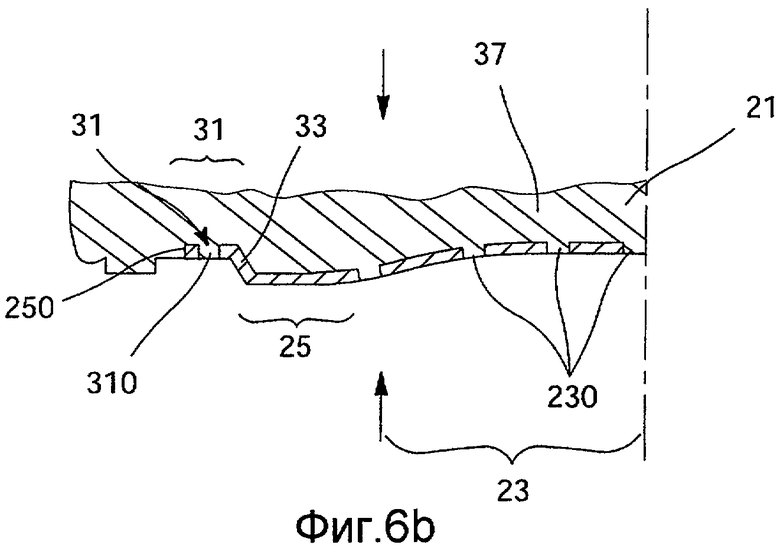
Далее подвергают воздействию давления (также с помощью пресса) для сжатия этой пластины и блока 37 (см. фиг. 6b) для:
- (повторного) воздействия давления на более пластичный металл (сплав) блока для его запрессовки и врезки в поверхность упомянутой пластины 1а и для заполнения (всех) ее отверстий вследствие текучести,
- сгибания пластины к блоку по периферии упомянутой сплошной зоны для создания в этом месте изгиба 33 во вставке между, таким образом, периферией зоны 25 и внешним краем 250, а этот изгиб расположен наклонно относительно центральной части 23 и образует реборду 31, которая окружает ее снаружи и которая, как и вся вставка, жестко закреплена по краю блока 37 (см. также фиг. 1),
- для размещения также, по меньшей мере, части, упомянутой нижней поверхности упомянутой сплошной зоны 25, по меньшей мере, с небольшим выступом относительно наиболее низкой границы отверстия 230 центральной части для того, чтобы выполнить, как уже было указано, зону опорной поверхности с заданным выступом.
Предпочтительно, между упомянутой зоны 25 и периферийными отверстиями 210 будет выполнен изгиб 33 для того, чтобы последние находились в области реборды.
В соответствии с вариантом по фиг. 2 внешний приподнятый периферийный край 35' будет согнут для того, чтобы быть вдавленным в край блока, при этом периферийные отверстия 310', размещенные по окружности соединения, будут иметь, предпочтительно, хорошее крепление, не мешая опоре.
Фиг. 5а, 5b и 6a, 6b иллюстрируют также, что давление, прикладываемое между каждой вставкой и блоком 37, вызывает, разумеется, деформацию этого блока, который, в конечном итоге, принимает форму днища, в данном случае, 21 или 21''.
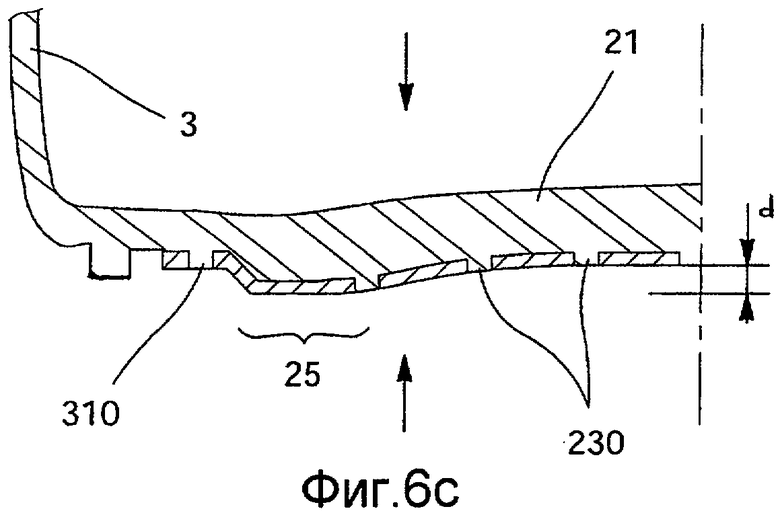
Как показано, предусматривается, кроме того, что после этого этапа деформация под давлением блока будет, предпочтительно, продолжаться до получения из моноблока боковой стенки (3 фиг. 5с или 3'' фиг. 6с) с днищем.
Что касается упомянутого использования давления между вставкой и блоком 37, то оно предпочтительно, будет осуществляться прессом, обеспечивающим холодный «удар» (штамповку) в 2000 тонн. Изготовление штамповкой осуществляется между матрицей и пуансоном с учетом юбки, образующей боковую стенку из легкого металла. Альтернативно можно прибегнуть к ротационной вытяжке для изготовления боковой стенки.
Что касается высоты штамповки для заделки вставки, то она, предпочтительно, по меньшей мере, равна толщине этой вставки.
Относительно изготовления зоны опорной поверхности для того, чтобы ее плоскость выступала от остальной части днища, то оно начинается при изготовлении вставки (или пластины) с помощью, например, выгнутой первоначальной формы или позднее в процессе приложения давления между вставкой и блоком из пластичного металла, а именно, когда изготавливают боковую стенку посуды либо в рамках последующей операции, а именно, приложения давления, осуществляемого на днище. Оборудование для этого известно.
Касаясь, впрочем, типа соединения, осуществляемого в случае перфорированной вставки, можно, в частности, прибегнуть к перфорациям с режущими кромками, как описано в ЕР-А-688525.
Можно также в рамках изобретения прибегнуть к конструкции вставки, включающей одновременно перфорированные зоны и зубчатые зоны.
На фиг. 7 изображен вид снизу, который представляет полувид в разрезе по фиг. 2 (разрез II-II), показывающий концентрическое расположение перфораций или центральных отверстий 210' с неперфорированной опорной поверхностью 25' шириной L и дополнительными самыми наружными отверстиями 310'. Более твердая вставка 1а' периферийно заканчивается в точке 35' и продолжается более пластичным днищем 1b между 35' и 27 в направлении заполненных перфораций (210', 310').
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛЕНДЕР C ДВУНАПРАВЛЕННО ВРАЩАЮЩИМИСЯ НОЖАМИ | 2021 |
|
RU2832470C2 |
| КУХОННОЕ ИЗДЕЛИЕ С ПРЕПЯТСТВУЮЩИМИ ДЕФОРМАЦИЯМ УДЛИНЕННЫМИ ЩЕЛЯМИ | 2008 |
|
RU2463940C2 |
| БЛЕНДЕР С ДВУНАПРАВЛЕННО ВРАЩАЮЩИМИСЯ НОЖАМИ | 2021 |
|
RU2832471C2 |
| ШАРНИРНАЯ КОНСТРУКЦИЯ И ЭЛЕКТРОННОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ ШАРНИРНУЮ КОНСТРУКЦИЮ | 2020 |
|
RU2769369C1 |
| ОДНОРАЗОВАЯ КАПСУЛА ДЛЯ МАШИН ДЛЯ ПРИГОТОВЛЕНИЯ ЗАВАРНЫХ НАПИТКОВ | 2016 |
|
RU2693508C1 |
| КУХОННОЕ УСТРОЙСТВО | 2017 |
|
RU2737649C1 |
| ШАРНИРНАЯ КОНСТРУКЦИЯ И ЭЛЕКТРОННОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ ШАРНИРНУЮ КОНСТРУКЦИЮ | 2020 |
|
RU2779841C2 |
| ОПОРНАЯ РЕШЕТКА ДЛЯ БЫТОВЫХ ПРИБОРОВ | 2012 |
|
RU2601954C2 |
| АНОД ДЛЯ КАТОДНОЙ ЗАЩИТЫ | 2009 |
|
RU2489521C2 |
| КУХОННАЯ ЕМКОСТЬ, СНАБЖЕННАЯ РУКОЯТКОЙ | 2006 |
|
RU2401042C2 |

Изобретение относится к области кухонной посуды. Кухонная посуда содержит металлический корпус (1b), включающий днище, спаренное со вставкой (1а), выполненной из более твердого металла, чем металл корпуса, и которая обычно скрепляется с ним посредством перфораций или зубцов, обеспечивающих жесткое соединение (231, 310). Вокруг перфорированной или зубчатой зоны (231) вставки (1а) находится зона (25) непрерывно сплошной слегка выступающей периферийной опорной поверхности в форме короны в упомянутом более твердом металле. Вставка жестко закреплена в форме плоской пластины или капсулы. Также заявлен способ изготовления кухонной посуды. Заявленная группа изобретений позволяет улучшить термические и механические свойства днища посуды в процессе индукционного нагрева. 4 н. и 14 з.п. ф-лы, 12 ил.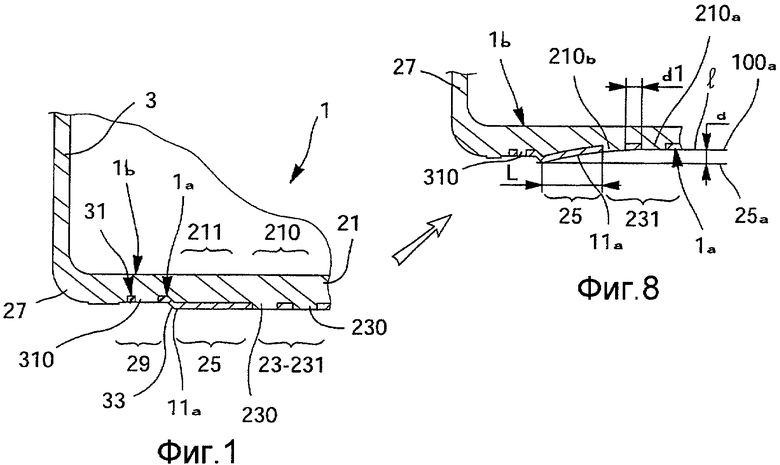
1. Кухонная посуда (1, 1', 1"), содержащая:
- металлический корпус (1b, 1b', 1b", 10b), локально ограничивающий нижнюю часть днища посуды, имеющий, в соответствии с разрезом перпендикулярном днищу, зубчатую зону (210, 210", 210d);
- и, по меньшей мере, одну вставку (1a, 1a', 1a", 10а), наложенную на днище, и дублирующий снизу упомянутый металлический корпус, по меньшей мере, частично в области его донной части, при этом упомянутая вставка, которая представляет собой снизу видимую поверхность, выполнена из более твердого металла, чем металл металлического корпуса, и представляет собой в соответствии с упомянутым разрезом, по меньшей мере, одну зубчатую зону (231, 231", 241d), жестко закрепленную соединениями (230, 230", 210а, 210а') с зубчатой зоной (210, 210", 210d) упомянутого металлического корпуса, и вокруг которой размещена выступающая зона опорной поверхности (25, 25', 25", 25d), выполненная непрерывно сплошной в форме короны в упомянутом более твердом металле, отличающаяся тем, что периферийная зона опорной поверхности (25, 25', 25", 25d) имеет ширину (L), превышающую наименьшее расстояние (d1), разделяющее два последовательных зубца (210, 210", 210d) в направлении прямой линии (25а), соединяющей центр днища и периферийный край (27) последнего.
2. Кухонная посуда (1, 1', 1"), содержащая:
- металлический корпус (1b, 1b', 1b", 10b), локально ограничивающий нижнюю часть днища посуды, имеющий в перпендикулярном разрезе к днищу зубчатую зону (210, 210", 210d)
- и, по меньшей мере, одну вставку (1a, 1a', 1a", 10а), наложенную на днище и дублирующую снизу упомянутый металлический корпус, по меньшей мере, локально в области его донной части, при этом эта вставка, которая имеет нижнюю видимую поверхность, выполнена из более твердого металла, чем металл металлического корпуса, и представляет собой в соответствии с упомянутым разрезом, по меньшей мере, одну перфорированную зону (231, 231", 241d), закрепленную соединениями (230, 230", 210а, 210а') с зубчатой зоной (210, 210", 210d) упомянутого металлического корпуса, вокруг которой размещена зона (25, 25', 25", 25d) непрерывно сплошной периферийной опорной поверхности в форме короны, выполненной в упомянутом более твердом материале, отличающаяся тем, что эта зона (25, 25', 25", 25d) периферийной опорной поверхности выполнена выступающей и имеет ширину (L), превышающую наименьшее расстояние (d1), разделяющее два последовательных зубца (210, 210", 210d) в направлении по прямой линии (25а), соединяющей центр днища и периферийный край (27) последнего.
3. Кухонная посуда по п.1 или 2, отличающаяся тем, что зона периферийной опорной поверхности (25, 25', 25", 25d) выполнена в виде единой детали со вставкой (1a, 1a', 1a", 10а), наложенной на днище.
4. Кухонная посуда по п.1, отличающаяся тем, что вставка (1a, 1a', 1a", 10а) из твердого металла предназначена для индукционного нагрева посуды.
5. Кухонная посуда по п.3, отличающаяся тем, что в зоне с размещенной в стороне и в глубине от зоны соединений (230, 230", 210а, 210а') и от периферийной зоны опорной поверхности (25, 25', 25", 25d), наложенная на днище вставка локально вдавлена (29, 29',29") в металлический корпус (1b).
6. Кухонная посуда по п.3, отличающаяся тем, что в зоне, размещенной вне и в сторону в глубь от упомянутых соединений (230, 230", 210а, 210а') периферии упомянутой зоны периферийной опорной поверхности (25, 25', 25", 25d) и от поверхности корпуса, которую закрывает последняя, наложенная на днище вставка дополнительно локально вдавлена (29, 29',29") в металлический корпус.
7. Кухонная посуда по п.3, отличающаяся тем, что периферийная опорная зона (25, 25', 25d) продолжена по периферии для крепления к упомянутому металлическому корпусу фиксирующей частью (31, 31'), выполненной в виде единой детали со вставкой (1a, 1a, 10а), наложенную на днище и которая образует приподнятую часть, размещенную в глубь относительно упомянутой периферийной опорной зоны (25, 25', 25d) и имеющую отверстия (310, 310'), плотно заполненные металлом металлического корпуса (1b, 1b', 10b).
8. Кухонная посуда по п.7, отличающаяся тем, что упомянутая приподнятая периферийная часть заделана только по краю корпуса (1b') и имеет в основании изгиб, пересекаемый отверстиями (310'), плотно заполненными металлом металлического корпуса.
9. Кухонная посуда по п.7, отличающаяся тем, что упомянутая приподнятая периферийная часть образует внешнюю периферийную реборду (31), в которой отверстия (310) плотно заполнены металлом металлического корпуса(1b).
10. Кухонная посуда по п.3, отличающаяся тем, что периферийная зона опорной поверхности (25") продолжена для крепления по периферии к упомянутому металлическому корпусу (1b") фиксирующей частью (31"), выполненной в виде единой детали со вставкой (1а"), наложенной на днище и имеющей форму согнутого края (35"), кромка которого вдавлена в материал блока и размещена наклонно относительно центральной части вставки (см. фиг.5b и 5с).
11. Кухонная посуда по п.1, отличающаяся тем, что зона опорной поверхности (25, 25', 25", 25d) имеет по упомянутому разрезу, перпендикулярному к днищу и прямой линии (25а), соединяющей центр этого днища и его периферийный край (27), ширину (L), превышающую или равную ширине (L') между соответствующими внутренней и внешней границами группы двух зубцов (210), соответственно внешней (210 с') и внутренней (210а') металлического корпуса, разделенных, по меньшей мере, третьим зубцом (210b').
12. Способ изготовления, применяемый для получения кухонной посуды по п.2, в котором металлическая вставка (1a, 1a', 1a", 10а) содержит, по меньшей мере, одну перфорированную зону (231, 231", 241d) или, по меньшей мере, днище кухонной посуды, включающий следующие этапы, на которых:
- поставляют предварительно сформированный необработанный блок (37) из легкого металла или легкого металлического сплава,
- поставляют полую вставку (1а"), выполненную из металла или металлического сплава, более твердого, чем металл блока, при этом вставка содержит в центральной части сквозные отверстия (230"), размещенные по последовательным радиусам, и окружающую сплошную зону (25"), имеющую в направлении прямой линии (25а), соединяющей центр вставки (1а) и ее периферию (27), ширину (L), превышающую наименьшее расстояние, разделяющее два последовательных радиуса отверстий (230") этой центральной части, причем упомянутая сплошная зона (25") окружена периферийным приподнятым краем (35"),
- оказывает давление на полую пластину и блок, сжимая их между собой до того, как
- более пластичный металл или сплав блока (37) под воздействием давления заполнит полость в упомянутых отверстиях (230") вставки, приподнятый периферийный край (35") которой плотно вставлен в материал блока, с погружением в него своего конца, и
- по меньшей мере, часть (1b, 1b', 1b") нижней поверхности упомянутой сплошной зоны (25"), по меньшей мере, слегка выступающей относительно самой нижней границы отверстий (230") центральной части разместят таким образом, чтобы образовалась сплошная периферийная опорная зона (25"), где концентрируется упор полученной конструкции на опору.
13. Способ по п.12, отличающийся тем, что в процессе приложения давления приподнятый периферийный край (35") деформируют и он принимает наклонное положение относительно центральной части (231") этой вставки (1а).
14. Способ изготовления, используемый для получения кухонной посуды (1, 1') по п.2, в котором металлическая вставка (1a, 1a') содержит, по меньшей мере, одну упомянутую перфорированную зону (23, 231) или, по меньшей мере, днище кухонной посуды, включающий следующие этапы, на которых:
- поставляют предварительно сформированного необработанного блока (37) из легкого металла или легкого металлического сплава,
- поставляют вставку (1a, 1a') в форме пластины из металла или металлического сплава более твердого, чем материал блока, содержащую в центральной части сквозные отверстия (230), размещенные по последовательным радиусам с расположенной вокруг сплошной зоной (25, 25'), и имеющую в направлении прямой линии, соединяющей центр пластины и ее периферию, ширину, превышающую наименьшее расстояние, разделяющее два последовательных радиуса отверстий (230) этой центральной части, причем эта сплошная зона сама окружена, по меньшей мере, локально периферийными отверстиями (310,31),
- сжатие давлением вставки и блока (37) между собой до:
сгибания пластины к блоку (37) по периферии упомянутой сплошной зоны (25, 25'),
воздействия давлением на металл или более пластичный сплав блока для вдавливания в него края вставки (1a, 1a') и заполнения упомянутых отверстий этой вставки,
размещения части, по меньшей мере, нижней поверхности (11а) упомянутой сплошной зоны (25, 25'), по меньшей мере, с небольшим выступом относительно самой нижней границы отверстий (230) центральной части (23, 231) таким образом, чтобы образовать сплошную периферийную опорную зону (25, 25'), где концентрируется упор полученной конструкции на опору.
15. Способ по п.14, отличающийся тем, что изгиб (33) образуют между зоной опорной поверхности (25) и периферийными отверстиями (310) таким образом, чтобы создать приподнятый внешний периферийный край (31), вдавленный по краю образованного блока.
16. Способ по п.14, отличающийся тем, что изгиб (33) выполняют таким образом, чтобы периферийные отверстия (310, 31) были расположены по его кривизне.
17. Способ по одному из пп.13 и 14, отличающийся тем, что деформацию давлением блока (37) продолжают до получения боковой стенки (3, 3', 3") моноблочной с той частью, на которую наложена снаружи вставка (1a, 1a', 1a").
18. Способ по одному из пп.12 или 14, отличающийся тем, что поставляют вставку такой формы, что со стороны нижней поверхности (11а) сплошной зоны (25, 25', 25") она имеет искривленную поверхность (100а), вогнутую вниз.
| US 4544818 A1, 01.10.1985 | |||
| Вставное приспособление для варки продуктов на пару | 1991 |
|
SU1796139A1 |
| ПОСУДА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ ПОД ГНЕТОМ | 1996 |
|
RU2098995C1 |
| FR 2888486 A1, 19.01.2007 | |||
| JP 09108850 A, 28.04.1997. | |||

