Изобретение относится к области управления промышленными объектами управления с двухэтапным рабочим процессом. На первом этапе осуществляют разгон технологического параметра до номинального значения, а на втором этапе - функционирование ПОУ в рабочем режиме. Изобретение предназначено для выработки управляющего воздействия с учетом прогнозной составляющей, определенной по тенденции изменения технологического параметра. Преимущественная область применения - крупные промышленные объекты и установки в нефтегазовой промышленности.
Известен способ управления динамическими объектами с приложенными к ним внешними возмущениями по заданным показателям качества путем формировании управляющего воздействия на основе результатов сравнения задающего воздействия и суммы значений измеренных переменных состояния объекта, дополненной значениями переменных, измеренных непосредственно за точками приложения возмущений [патент №2261466, кл. G05В 11/01, 2005].
Основным недостатком известного способа является то, что измерение значений переменных состояния объекта за точками приложения возмущений не позволяет учесть прогнозное изменение значений переменных состояния объекта, а соответственно способ имеет ограниченные функциональные возможности.
Известен способ управления технологическим объектом, по которому формируют задание и измеряют регулируемый параметр технологического объекта, определяют отклонение регулируемого параметра от задания и скорость отклонения, а затем формируют периодически с периодом, равным сумме времени запаздывания и постоянной времени объекта, управляющее воздействие [патент №2017196, кл. G05B 11/00, 1994].
Недостатком данного способа является ограниченные функциональные возможности, т.к. управляющее воздействие формируется по отклонению регулируемого параметра от задания и по скорости отклонения, без учета прогнозной составляющей, характеризующей дальнейшее изменение технологических параметров.
Наиболее близким техническим решением является способ идентификации объекта с нанесением пробных сигналов путем формирования управляющего воздействия с учетом двух составляющих, первая составляющая зависит от значений выходных величин объекта, а вторая составляющая зависит от ошибок регулирования. Затем наносится пробное испытательное воздействие, фиксируется траектория изменения выходных переменных во времени и производится оценка по полученным данным динамических характеристик исследуемого объекта управления [патент №2271561, кл. G05B 23/00, 2004].
Недостатком данного способа является необходимость нанесения пробных испытательных воздействий при управлении, что существенно ограничивает возможности данного способа для большинства ПОУ, не допускающих нанесение дополнительных воздействий. А также к недостатку данного способа относится зависимость одной из составляющих от ошибок регулирования.
Техническим результатом предлагаемого изобретения является расширение функциональных возможностей промышленных контроллеров, за счет введения прогнозной составляющей при формировании управляющего воздействия.
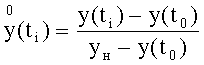
Поставленный технический результат достигается путем использования контроллера, на вход которого подают сигнал рассогласования, равный разности между измеренным значением технологического параметра и заданным значением, а на выходе контроллера получают управляющее воздействие, которое подают на исполнительный механизм ПОУ с двухэтапным рабочим процессом, на первом этапе осуществляют разгон технологического параметра до номинального значения, а на втором этапе - функционирование ПОУ в рабочем режиме. Причем, измеренные на первом этапе значения технологического параметра нормируют в соответствии с выражением
где  - нормированное значение технологического параметра в момент времени ti;
- нормированное значение технологического параметра в момент времени ti;
y(ti)- текущее значение технологического параметра в момент времени ti;
y(t0) - значение технологического параметра в начальный момент времени t0;
yн - номинальное значение технологического параметра,
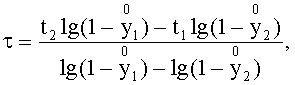
по значениям, равным 0,1-0,2 и 0,8-0,9 от нормированного номинального значения технологического параметра  находят два момента времени, с учетом которых рассчитывают величину транспортного запаздывания в соответствии с выражением
находят два момента времени, с учетом которых рассчитывают величину транспортного запаздывания в соответствии с выражением
где t1 - время, соответствующее (0,1-0,2) нормированного номинального значения технологического параметра  ;
;
t2 - время, соответствующее (0,8-0,9) нормированного номинального значения технологического параметра  ;
;
 - значение технологического параметра в момент времени t1;
- значение технологического параметра в момент времени t1;
 - значение технологического параметра в момент времени t2,
- значение технологического параметра в момент времени t2,
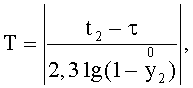
с учетом которого находят постоянную времени ПОУ в соответствии с выражением
а на втором этапе рабочего процесса ПОУ находят элементарную дискретность в виде одной сотой от постоянной времени ПОУ, с учетом которой измеряют значения технологического параметра, затем вычисляют математическое ожидание, определяют разность между математическим ожиданием и заданным значением технологического параметра до условия, при котором разность станет меньше принятого порогового значения, в момент выполнения этого условия заканчивают интервал времени измерения и путем разности между постоянной времени ПОУ и интервалом времени измерения находят диапазон времени прогнозирования, вычисляют стандартное отклонение и коэффициент изменчивости, находят по полиномиальным зависимостям величину времени прогнозирования и весовой коэффициент прогнозной составляющей, после чего определяют тенденцию, прогнозное значение технологического параметра и прогнозное отклонение, затем формируют управляющее воздействие на исполнительный механизм путем алгебраического дополнения прогнозной составляющей с учетом весовых коэффициентов, а после достижения времени прогнозирования процесс формирования управляющего воздействия каждый раз возобновляют.
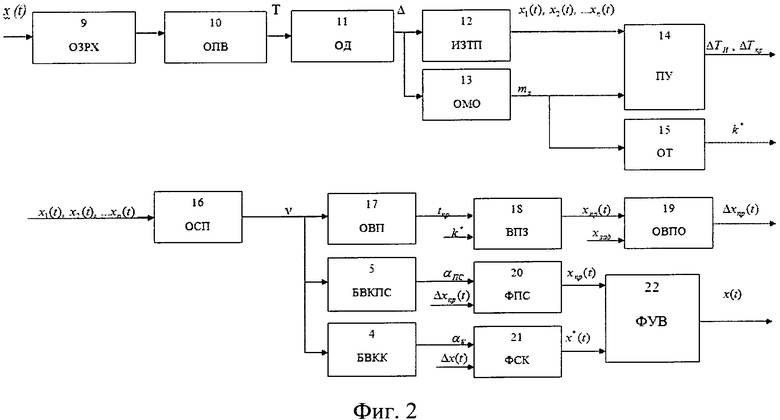
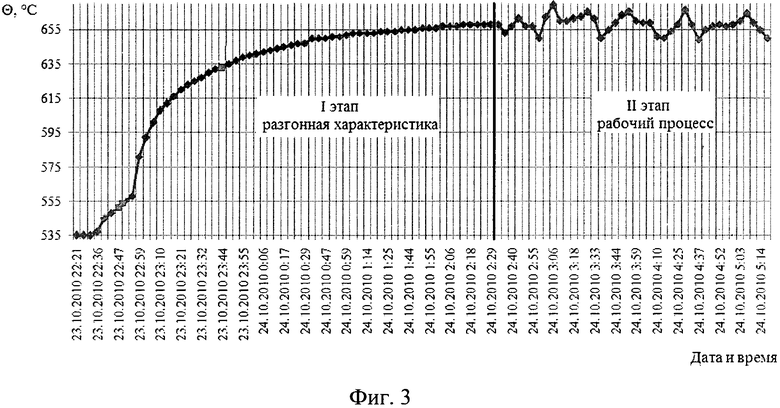
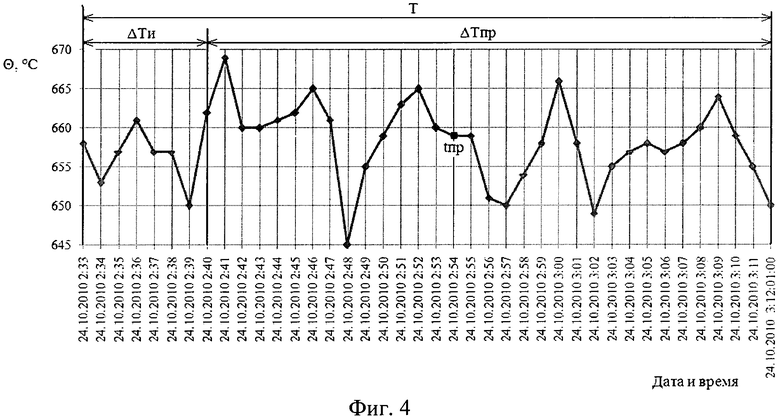
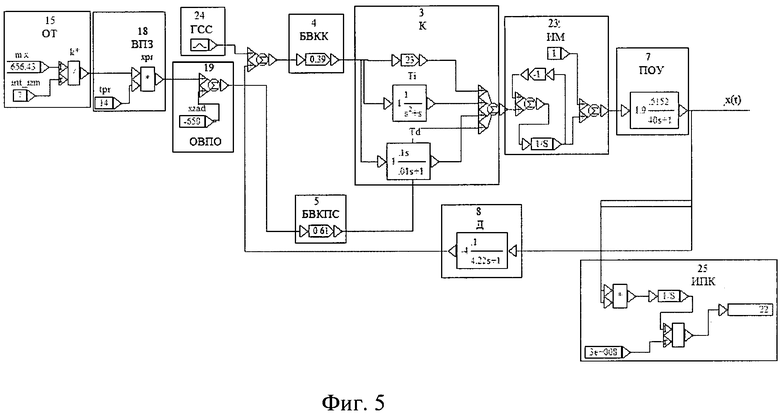
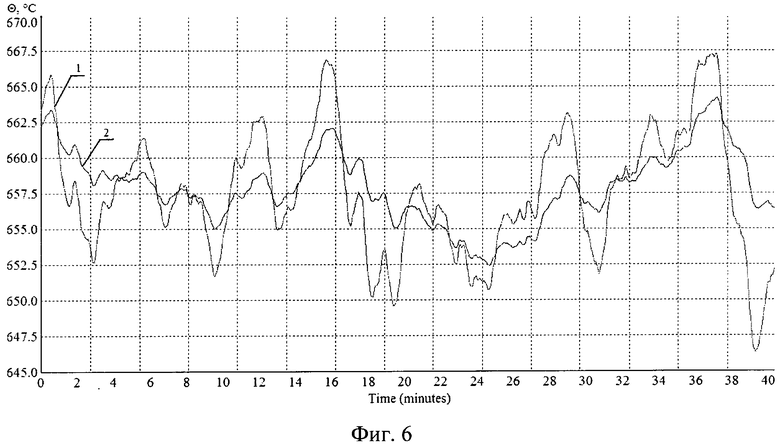
Изобретение поясняется чертежами, где на фигуре 1 показана функциональная схема системы автоматического управления (САУ) технологическим параметром у(t) с учетом прогнозной составляющей; на фигуре 2 показана функциональная схема, реализующая предложенный способ формирования управляющего воздействия; на фигуре 3 показан график перехода с первого на второй этап рабочего процесса ПОУ для печи подогрева газов регенерации в технологическом процессе ООО «Газпром добыча Оренбург»; на фигуре 4 показан график изменения технологического параметра в виде температуры газов регенерации в печи подогрева на втором этапе рабочего процесса; на фигуре 5 показана структурная модель САУ температуры газа регенерации в печи подогрева, реализованная в интегрированной среде VisSim; на фигуре 6 показан фрагмент имитационного моделирования работы САУ с ПИД-законом регулирования температуры газа регенерации в печи подогрева с подачей на вход случайного сигнала при обычном формировании управляющего воздействия (график 1) и при формировании управляющего воздействия с прогнозной составляющей по заявляемому способу (график 2).
На фигурах 1, 2 и 5 представлены следующие блоки:
1 - задающий элемент (ЗЭ) (фиг.1);
2 - элемент сравнения (ЭС);
3 - контроллер (К);
4 - блок определения весового коэффициента прогнозной составляющей (БВКПС). Предназначен для определения весового коэффициента прогнозной составляющей αПС, который определяют по полиномиальной зависимости от коэффициента изменчивости ν технологического параметра с коэффициентами аппроксимации b0, b1, b2, b3, подобранными для конкретного ПОУ:

5 - блок определения весового коэффициента для управляющего воздействия от контроллера (БВКК). Предназначен для определения весового коэффициента для управляющего воздействия от контроллера αК, который находят по выражению:

При расчете весовых коэффициентов обязательно учитывают условие равенства единице суммы весовых коэффициентов:

6 - сумматор (С);
7 - промышленный объект управления (ПОУ);
8 - датчик (Д);
9 - блок обработки значений технологического параметра разгонной характеристики (ОЗРХ) (фиг.2). Измеренные на первом этапе значения технологического параметра нормируют в соответствии с выражением [Мартыненко И.И. Проектирование систем автоматики / И.И.Мартыненко, В.Ф.Лысенко. - М.: Агропромиздат, 1990. С.65-72]:

где  - нормированное значение технологического параметра в момент времени ti;
- нормированное значение технологического параметра в момент времени ti;
y(ti) - текущее значение технологического параметра в момент времени ti;
y(t0) - значение технологического параметра в начальный момент времени t0;
yн - номинальное значение технологического параметра.
Нормирование значений технологического параметра необходимо для учета его начального значения, а также снижения погрешностей при преобразовании сигналов.
10 - блок определения постоянной времени (ОПВ) ПОУ [см., например, Мартыненко И.И. Проектирование систем автоматики / И.И.Мартыненко, В.Ф.Лысенко. - М.: Агропромиздат, 1990. С.65-72]. Определяют величину транспортного запаздывания τ по выражению:

где t1 - время, соответствующее (0,1-0,2) номинального значения технологического параметра  для статических объектов;
для статических объектов;
t2 - время, соответствующее (0,8-0,9) номинального значения технологического параметра  для статических объектов;
для статических объектов;
 - значение технологического параметра в момент времени t1;
- значение технологического параметра в момент времени t1;
 - значение технологического параметра в момент времени t2.
- значение технологического параметра в момент времени t2.
Затем определяют постоянную времени ПОУ Т по выражению:

11 - блок определения дискретности (ОД) измерения технологического параметра Δ. Блок предназначен для нахождения элементарной доли в виде одной сотой от постоянной времени, как достаточно малой величины и в то же время обеспечивающей презентативность выборки измеренных значений технологического параметра;
12 - блок измерения значений технологического параметра (ИЗТП), при котором измеряют значения технологического параметра с выбранной дискретностью Δ;
13 - блок определения математического ожидания (ОМО). Рассчитывают среднее значение технологического параметра по выражению:

где хi(t) - измеренные значения технологического параметра,
n - количество измерений;
14 - блок проверка условия (ПУ) в виде сравнения разности между математическим ожиданием и заданным значением технологического параметра с принятым пороговым значением ε. Как только разность достигает порогового значения, то определяют интервал времени измерения ΔТИ;
15 - блок определения тенденции (ОТ) по выражению:

16 - блок определения статистических параметров (ОСП). Операция предназначена для расчета стандартного отклонения, с учетом n измеренных значений технологического параметра, по выражению:

где хi(t) - значения технологического параметра,
mx - значение математического ожидания.
А также, для определения значения коэффициента изменчивости технологического параметра по выражению:

17 - блок определения времени прогнозирования tпр (ОВП) технологического параметра, которое находят по полиномиальной зависимости от коэффициента изменчивости ν технологического параметра с коэффициентами аппроксимации а 0, а 1, а 2, а 3, подобранными для конкретного ПОУ:

18 - блок вычисления прогнозного значения (ВПЗ) технологического параметра по выражению:

19 - блок определения величины прогнозного отклонения (ОВПО) между прогнозным и заданным значениями технологического параметра Δxпр:

20 - блок формирования прогнозной составляющей (ФПС), как произведения найденного весового коэффициента прогнозной составляющей αПС на величину прогнозного отклонения Δхпр. Сигнал, эквивалентный прогнозной составляющей, определяют по выражению:

21 - блок формирования составляющей для управляющего воздействия от контроллера (ФСК), как произведения весового коэффициента для управляющего воздействия от контроллера αК на текущее значение выходного сигнала контроллера, соответствующее текущей величине технологического параметра. Сигнал, эквивалентный составляющей промышленного контроллера с ПИД-законом регулирования, определяют по выражению:

22 - блок формирования управляющего воздействия (ФУВ) на исполнительный механизм, в виде алгебраического суммирования прогнозной составляющей и составляющей для управляющего воздействия от контроллера. Сигнал, эквивалентный управляющему воздействию, определяют по выражению:

Переход с первого на второй этап рабочего процесса ПОУ для печи подогрева газов регенерации в технологическом процессе на ООО «Газпром добыча Оренбург» отображен графиком (фиг.3). Изменения технологического параметра в виде температуры газов регенерации в печи подогрева на втором этапе рабочего процесса отображен графиком (фиг.4).
23 - исполнительный механизм (ИМ) (фиг.5);
24 - генератор случайного сигнала (ГСС);
25 - блок вычисления интегрального показателя качества (ИПК).
Результаты имитационного моделирования работы САУ с ПИД-законом регулирования температуры газа регенерации в печи подогрева с подачей на вход случайного сигнала при одинаковых значениях математических ожиданий и стандартных отклонений отображены фрагментом, представленным на фиг.6. График 1 (фиг.6) типичен для САУ с обычным формированием управляющего воздействия, а график 2 характерен при формировании управляющего воздействия с прогнозной составляющей по заявляемому способу.
На фигурах использованы следующие обозначения сигналов:
хзад - заданное значение технологического параметра;
y(t) - фактическое значение технологического параметра;
Δх(t) - разность между фактическим и заданным значением технологического параметра;
u(t) -управляющее воздействие от контроллера;
xос(t) - сигнал обратной связи;
х∗(t) - сигнал, эквивалентный составляющей для управляющего воздействия от контроллера;
Δxпр(t) - разница между прогнозным и заданным значениями технологического параметра;
xпр(t) - сигнал, эквивалентный прогнозной составляющей;
x(t) - сигнал, эквивалентный управляющему воздействию с учетом двух составляющих.
Способ реализуют следующим образом.
С помощью блока 1 (фиг.1) устанавливают заданное значение технологического параметра хзад, которое сравнивают в блоке 2 с фактическим значением технологического параметра y(t), измеренное посредством блока 8 и преобразованное в сигнал обратной связи хос(t). Значение разности между фактическим и заданным значениями технологического параметра Δх(t) подают на вход блока 3.
Измеренные на первом этапе значения технологического параметра нормируют в соответствии с выражением (4) в блоке 9 (фиг.2), по значениям, равным 0,1-0,2 и 0,8-0,9 от номинального значения технологического параметра  , находят два момента времени. С учетом найденных значений рассчитывают величину транспортного запаздывания в соответствии с выражением (5), а затем в блоке 10 находят постоянную времени ПОУ в соответствии с выражением (6).
, находят два момента времени. С учетом найденных значений рассчитывают величину транспортного запаздывания в соответствии с выражением (5), а затем в блоке 10 находят постоянную времени ПОУ в соответствии с выражением (6).
Температурный переход с первого на второй этап рабочего процесса ПОУ для печи подогрева газов регенерации в технологическом процессе ООО «Газпром добыча Оренбург» отображен осциллограммой (фиг.3). Изменения температуры газов регенерации в печи подогрева технологического процесса ООО «Газпром добыча Оренбург» на втором этапе работы отображены осциллограммой (фиг.4).
Используя известную динамическую характеристику блока 7 в виде постоянной времени Т, находят дискретность измерения в блоке 11, с помощью которой дискретизируют дальнейший процесс измерения технологического параметра. В блоке 12 измеряют с выбранной дискретностью значения технологического параметра x1(t), x2(t), x3(t)…хn(t), для которых в блоке 13 вычисляется математическое ожидание. Измерения продолжают до презентативности выборки, определяемой сравнением разности между математическим ожиданием и заданным значением технологического параметра с принятым пороговым значением ε в блоке 14. Например, ε=5%. Находят момент, при котором разность достигает принятого порогового значения ε, и по этому моменту определяют величину интервала времени измерения ΔТИ. По измеренным значениям технологического параметра определяют стандартное отклонение в блоке 16. По значениям σх и mх определяют коэффициент изменчивости ν технологического параметра в блоке 16. Далее используют полиномиальную зависимость (11) для определения времени прогнозирования tпр в блоке 17, в пределах диапазона времени прогнозирования ΔТпр. По вычисленному коэффициенту изменчивости определяют величину времени прогнозирования технологического параметра tпр и весовой коэффициент прогнозной составляющей αПС по полиномиальной зависимости (1) в блоке 4, а также весовой коэффициент для управляющего воздействия от контроллера в блоке 5. Затем в блоке 15 определяют тенденцию прогнозирования и прогнозное значение технологического параметра в блоке 18. Далее определяют величину прогнозного отклонения Δхпр в блоке 19, как разность между прогнозным значением и заданным значением технологического параметра Δхпр=(хпр-хзад) и формируют управляющее воздействие в блоке 22. Управляющее воздействие с блока 22 подают на исполнительный механизм (блок 23, фиг.5) путем алгебраического суммирования в блоке 6 двух составляющих x(t)=x∗(t)+xпр(t). Одну из этих составляющих находят как произведение найденного весового коэффициента прогнозной составляющей на величину прогнозного отклонения xпр(t)=αПС·Δхпр в блоке 20, а другую - также как произведение весового коэффициента управляющего воздействия на текущее значение выходного сигнала контроллера, соответствующее текущей величине технологического параметра  в блоке 21.
в блоке 21.
Результаты имитационного моделирования управляемого технологического процесса ООО «Газпром добыча Оренбург» с помощью САУ с ПИД-законом регулирования температуры газов регенерации в печи подогрева с подачей на вход случайного сигнала при обычном формировании управляющего воздействия (график 1) и при формировании управляющего воздействия с прогнозной составляющей по заявляемому способу (график 2) отображены фрагментом (фиг.6). После достижения времени прогнозирования tпр процесс формирования прогнозирующего управляющего воздействия каждый раз возобновляют.
Пример конкретного выполнения способа.
Способ реализован для ПОУ в виде печи подогрева газов регенерации, работающей на установке производства серы ООО «Газпром добыча Оренбург». САУ температуры с прогнозирующим управляющим воздействием реализована по функциональной схеме, отображенной на фиг.1. Функциональная схема формирования управляющего воздействия показана на фиг.2.
Печь подогрева газов регенерации функционирует с двухэтапным рабочим процессом (фиг.3). На первом этапе осуществляется подогрев газов регенерации до номинального значения yН=658°С, а на втором этапе - функционирование печи подогрева в рабочем режиме, для поддержания заданного значения температуры газов регенерации хзад=650°С.
График изменения температуры газов регенерации в печи подогрева технологического процесса ООО «Газпром добыча Оренбург»на втором этапе рабочего процесса отображен на фиг.4. Измеренные на первом этапе значения технологического параметра нормируют в соответствии с выражением (4) (таблица 1).

Определяют нормированное значение температуры  .
.
Определяют нормированное значение температуры  .
.
Значения времен составят: t1=24 мин и t2=83 мин.
Затем определяют величину транспортного запаздывания τ по выражению (5):

Затем определяют постоянную времени ПОУ Т по выражению (6):
Определяют элементарную дискретность измерения Δ=0,01∗40 мин с округлением до ближайшего большего целого, равного 1 мин. С определенной элементарной дискретностью измеряют значения температуры газов регенерации в печи подогрева Θ(ti),°С (таблица 2). По мере измерения температуры газа регенерации в печи подогрева рассчитывают математическое ожидание по выражению (7).
Значение температуры в реакторе измеряют до тех пор, пока  не станет меньше принятого порогового значения ε=1%.
не станет меньше принятого порогового значения ε=1%.
Определяют интервал времени измерения ΔТ И, равный 7 мин (фиг.4). Рассчитывают диапазон времени прогнозирования по выражению ΔТпр=40-7=33 мин.
Определяют стандартное отклонение в соответствии с выражением (9)  , а затем вычисляют коэффициент изменчивости технологического параметра по выражению (10) ν=0,21.
, а затем вычисляют коэффициент изменчивости технологического параметра по выражению (10) ν=0,21.
По полиномиальной зависимости вида (11) tпр=19,08-26,02·ν+3,504·ν2-0,157·ν3, с учетом вычисленного коэффициента изменчивости ν=0,21, находят значение времени прогнозирования tпр, которое составит 14 мин, в пределах диапазона времени прогнозирования ΔТпр=33 мин.
По полиномиальной зависимости вида (1) αПС=0,727-0,529·ν+0,059·ν2-0,002·ν3 с учетом вычисленного коэффициента изменчивости ν=0,21 находят весовой коэффициент прогнозной составляющей αПС=0,61.
Определяют весовой коэффициент для управляющего воздействия от контроллера по выражению (2) αК=0,39.
Вычисляют тенденцию по выражению (8)  , а затем определяют прогнозное значение технологического параметра по выражению (12) хпр=k∗·tпр=94·14=1313°С, затем определяют прогнозное отклонение по выражению (13) Δхпр=хпр-хзад=1313-650=663°С.
, а затем определяют прогнозное значение технологического параметра по выражению (12) хпр=k∗·tпр=94·14=1313°С, затем определяют прогнозное отклонение по выражению (13) Δхпр=хпр-хзад=1313-650=663°С.
Формируют управляющее воздействие х(t) на исполнительный механизм ПОУ (фиг.5, блок 23) в соответствии с выражением (16), как алгебраическую сумму двух составляющих:
x∗(t)=1086°С;
xпр(t)=404°С;
x(t)=1490°С.
На фиг.5 представлена модель системы автоматического управления (САУ) температуры газов регенерации в печи подогрева при подаче на вход случайного сигнала от генератора (блок 24, фиг.5) с заданными значениями математического ожидания и стандартного отклонения, реализованная в интегрированной среде визуального моделирования (VisSim). Для управления использован контроллер с ПИД-законом регулирования, а для оценки качества управления - нормированный квадратичный интегральный критерий J, также реализованный в интегрированной среде VisSim (блок 25, фиг.5).
На фиг.6 приведены полученные в результате моделирования два временных графика изменения температуры газов регенерации: 1 - изменение температуры газов регенерации при работе САУ с выработкой управляющего воздействия ПИД-контроллером без прогнозной составляющей. При этом значение нормированного квадратичного интегрального критерия составило J1=0,79; 2 - изменение температуры газов регенерации при работе САУ с выработкой управляющего воздействия по двум составляющим, одна из которых от ПИД-контроллера с соответствующим весовым коэффициентом αК=0,39, а вторая - прогнозной составляющей также со своим весовым коэффициентом αПС=0,61. Значение нормированного квадратичного интегрального критерия составило J2=0,57. Отклонение установившегося значения температуры газа регенерации в печи подогрева от заданного xзад=650°С для кривой 1 составляет 16°С, а для кривой 2 составляет 10°С (таблица 3).
Следовательно, использование контроллера с прогнозной составляющей для САУ температуры позволило повысить качество управления на 28% и снизить отклонение установившего значения температуры в реакторе очистки хвостовых газов от заданного на 37,5%.
Кроме того, снизился расход технологического газа на подогрев в среднем на 11,4%, а энергосбережение для всей установки составило 12,7%. В результате достигнуто повышение эффективности функционирования автоматизированной установки на 14,6%.
Таким образом, реализация предложенного способа управления ПОУ позволяет повысить качество управления, снизить максимальные отклонения технологических параметров от заданных значений, а также в значительной степени снизить ресурсные затраты, что приводит к существенному повышению эффективности функционирования промышленных объектов управления в нефтегазовой промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРАБОТКИ УПРАВЛЯЮЩЕГО ВОЗДЕЙСТВИЯ ДЛЯ ПРОМЫШЛЕННОГО ОБЪЕКТА УПРАВЛЕНИЯ | 2011 |
|
RU2450303C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И ПРОГНОЗИРОВАНИЯ ДВИЖЕНИЯ КОСМИЧЕСКОГО АППАРАТА НА НИЗКИХ ОРБИТАХ, ПОДВЕРЖЕННОГО ВЛИЯНИЮ ТОРМОЖЕНИЯ В АТМОСФЕРЕ | 2011 |
|
RU2463223C1 |
| СИСТЕМА УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ВНУТРЕННЕГО СГОРАНИЯ | 2019 |
|
RU2719095C1 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ДЛЯ ПЛАНИРОВАНИЯ НАГРУЗКИ ЭЛЕКТРОСТАНЦИИ | 2010 |
|
RU2523191C2 |
| Способ мониторинга и предиктивной аналитики аккумуляторных батарей | 2023 |
|
RU2829034C1 |
| Способ интеллектуального управления нагрузкой в изолированных энергосистемах в аварийных режимах и устройство для его осуществления | 2022 |
|
RU2812195C1 |
| Способ многосвязного управления технологическими процессами с прогнозированием | 2023 |
|
RU2826858C1 |
| Способ интеллектуального управления напряжением и реактивной мощностью энергосистемы | 2022 |
|
RU2793231C1 |
| Система управления ветрогенератором | 2020 |
|
RU2750080C1 |
| Система синергетического стохастического управления технологическим процессом анаэробной очистки сточных вод | 2024 |
|
RU2835756C1 |
Изобретение относится к области управления промышленными объектами управления (ПОУ) с двухэтапным рабочим процессом. Техническим результатом предлагаемого изобретения является расширение функциональных возможностей промышленных контроллеров, за счет введения прогнозной составляющей при формировании управляющего воздействия. Сущность изобретения: на первом этапе ПОУ измеренные значения технологического параметра нормируют с учетом его начального значения, по значениям, равным 0,1-0,2 и 0,8-0,9 от номинального значения технологического параметра, находят два момента времени, с учетом которых рассчитывают величину транспортного запаздывания и постоянную времени ПОУ, на втором этапе - по постоянной времени находят дискретность, с которой измеряют значения технологического параметра, определяют интервал времени измерения, диапазон времени прогнозирования, коэффициент изменчивости, величину времени прогнозирования, весовой коэффициент прогнозной составляющей, тенденцию, прогнозное значение технологического параметра, определяют прогнозное отклонение, находят прогнозную составляющую, затем формируют управляющее воздействие на исполнительный механизм путем алгебраического дополнения прогнозной составляющей с учетом весовых коэффициентов, а после достижения времени прогнозирования процесс формирования управляющего воздействия каждый раз возобновляют. 6 ил., 3 табл.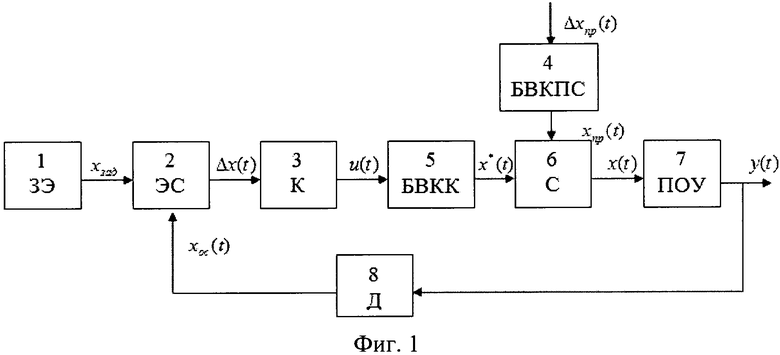
Способ выработки управляющего воздействия для промышленного объекта управления (ПОУ) с двухэтапным рабочим процессом путем использования контроллера, на вход которого подают сигнал рассогласования, равный разности между измеренным значением технологического параметра и заданным значением, а на выходе контроллера получают управляющее воздействие, которое подают на исполнительный механизм ПОУ с двухэтапным рабочим процессом, на первом этапе осуществляют разгон технологического параметра до номинального значения, а на втором этапе - функционирование ПОУ в рабочем режиме, отличающийся тем, что измеренные на первом этапе значения технологического параметра нормируют в соответствии с выражением
 ,
,
где - нормированное значение технологического параметра в момент времени ti;
y(ti) - текущее значение технологического параметра в момент времени ti;
y(t0) - значение технологического параметра в начальный момент времени t0;
ун - номинальное значение технологического параметра
по значениям, равным 0,1-0,2 и 0,8-0,9 от нормированного номинального значения технологического параметра  находят два момента времени, с учетом которых рассчитывают величину транспортного запаздывания в соответствии с выражением
находят два момента времени, с учетом которых рассчитывают величину транспортного запаздывания в соответствии с выражением
где t1 - время, соответствующее (0,1-0,2) нормированного номинального значения технологического параметра 
t2 - время, соответствующее (0,8-0,9) нормированного номинального значения технологического параметра
- значение технологического параметра в момент времени t1;
- значение технологического параметра в момент времени t2,
с учетом которого находят постоянную времени ПОУ в соответствии с выражением
а на втором этапе рабочего процесса ПОУ находят элементарную дискретность в виде одной сотой от постоянной времени ПОУ, с учетом которой измеряют значения технологического параметра, затем вычисляют математическое ожидание, определяют разность между математическим ожиданием и заданным значением технологического параметра до условия, при котором разность станет меньше принятого порогового значения, в момент выполнения этого условия заканчивают интервал времени измерения и путем разности между постоянной времени ПОУ и интервалом времени измерения находят диапазон времени прогнозирования, вычисляют стандартное отклонение и коэффициент изменчивости, находят по полиномиальным зависимостям величину времени прогнозирования и весовой коэффициент прогнозной составляющей, после чего определяют тенденцию, прогнозное значение технологического параметра и прогнозное отклонение, затем формируют управляющее воздействие на исполнительный механизм путем алгебраического дополнения прогнозной составляющей с учетом весовых коэффициентов, а после достижения времени прогнозирования процесс формирования управляющего воздействия каждый раз возобновляют.
| СПОСОБ ИДЕНТИФИКАЦИИ КАНАЛОВ РЕГУЛИРОВАНИЯ ОБЪЕКТОВ С НАНЕСЕНИЕМ ПРОБНЫХ СИГНАЛОВ НА ПРОГНОЗИРУЕМЫЕ РАБОЧИЕ УПРАВЛЕНИЯ | 2004 |
|
RU2271561C2 |
| ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА РЕГУЛИРОВАНИЯ | 2002 |
|
RU2251721C2 |
| US 4755925, 05.07.1988 | |||
| Телевизионный цветосинтезатор | 1977 |
|
SU750757A1 |
| СПОСОБ УПРАВЛЕНИЯ ДИНАМИЧЕСКИМИ ОБЪЕКТАМИ ПО ЗАДАННЫМ ПОКАЗАТЕЛЯМ КАЧЕСТВА (ВАРИАНТЫ) | 2003 |
|
RU2261466C2 |

