Предпосылки изобретения
Настоящее изобретение относится к регулируемому накопителю для стержневидных изделий, таких как курительные изделия и стержни фильтров для курительных изделий.
Обычно на производственной линии, которая производит курительные изделия, такие как сигареты, используется один или несколько накопителей, чтобы принимать временный избыток и восполнять временный недостаток количества производимых изделий, если скорость части производственного оборудования меняется по отношению к скорости примыкающих блоков. Например, если отдельная машина выходит из строя или должна быть остановлена, необходимо временно сохранять изделия, производимые машиной ближе по ходу процесса, пока рассматриваемая машина не будет вновь введена в эксплуатацию и сможет обрабатывать сохраненные изделия. Аналогично, если машина ближе по ходу процесса выходит из строя, изделия, сохраняемые в накопители, могут быть обработаны машиной дальше по ходу процесса, пока машина ближе по ходу процесса не сможет вновь подавать изделия. Накопитель действует в качестве промежуточного хранилища между машинами. Например, эти накопители могут быть использованы между машиной, которая изготавливает стержни фильтров, и машиной, которая собирает сигареты из стержней фильтров и табачных стержней, для сохранения стержней фильтров или между сигаретной машиной и упаковочной машиной для сохранения сигарет.
Обычно накопители обладают переменной вместимостью в соответствии с изменениями объемного потока изделий вдоль производственной линии. Такие накопители могут содержать устройство из одного или нескольких конвейеров (транспортеров), которые образуют путь транспортировки переменной длины между примыкающими машинами. Этот путь становится длинным, если машина ближе по ходу процесса производит больше изделий, чем может обработать машина дальше по ходу процесса, чтобы вместить больше изделий, и коротким, если обе машины функционируют на одной и той же скорости, чтобы минимизировать путь между машинами и, следовательно, минимизировать производственное время. Накопители, которые обеспечивают путь между машинами, называются накопителями, действующими в порядке поступления (так называемый метод ФИФО или простой очередностью), поскольку первое изделие, подаваемое в накопитель с машины ближе по ходу процесса, также является первым изделием, выходящим из накопителя на машину дальше по ходу процесса.
В альтернативном варианте накопитель может быть накопителем с принципом "прибыл последним, обработан первым" (так называемый метод ЛИФО или обратной очередностью), в которой самые последние сохраненные изделия подаются первыми на машину дальше по ходу процесса. Это может быть достигнуто за счет конвейера, который ответвляется от производственной линии, и прогонов в направлении вперед, чтобы взять изделия с линии, и в обратном направлении, чтобы подать изделия назад в линию.
Проблема с накопителями ЛИФО состоит в том, что изделия, подаваемые в накопитель первыми, остаются в этой накопители в течение длительного периода времени до выполнения дальнейшей обработки, поскольку сначала обрабатываются изделия, поданные самыми последними. Время, в течение которого каждое изделие остается на производственной линии, зависит от его местоположения в накопители, и порядок, в котором изделия обрабатываются машиной дальше по ходу процесса, отличается от порядка, в котором изделия изготавливаются машиной ближе по ходу процесса. Это затрудняет слежение за отдельными изделиями. Однако требование слежения за продуктом и возможность этого слежения становятся все более широко распространенными во многих отраслях промышленности, включая табачную промышленность. Использование накопителей ЛИФО с этими требованиями несовместимо.
Другая проблема, связанная с накопителями ЛИФО, относится к свежести продукта, если накопитель не опорожняется регулярно. Для длительных производственных прогонов в табачной промышленности изделия могут быть двухнедельной давности до того, как они покидают накопитель, что нежелательно для сигарет и тому подобного.
Следовательно, накопители ФИФО становятся предпочтительным вариантом. Однако общеизвестные накопители ФИФО, такие как описанные в документах EP 1344463, EP 1445218, WO 02/085144 и WO 2004/085293, обычно занимают очень большую площадь. Эти устройства содержат вход, выход и одиночный бесконечный конвейер, поделенный на активную ветвь, продолжающуюся от входа до выхода, которая действует, как накопитель, и ветвь возврата от выхода до входа, где вместимость накопителя меняется за счет изменения длин двух ветвей взаимосвязанным образом, таким как перемещение барабана, вокруг которого вращается конвейер. Большая площадь основания этих ФИФО-накопителей часто означает, что они могут быть включены в установленную производственную систему только путем их монтажа над производственным оборудованием. Для этого требуется очень большая высота потолков, обычно более 7 метров, что часто недоступно на существующих фабриках.
В публикации US 2003/0000811 описана альтернативный ФИФО-накопитель, который предназначен для использования с сигаретными пачками. Накопитель содержит штабель (вертикальный ряд) кольцевых конвейеров, которые все вращаются в одном и том же направлении и соединены последовательно за счет связующих средств, соединяющих каждый конвейер с расположенным ниже, чтобы создать непрерывный путь от входа вверху штабеля до выхода внизу. Вместимость регулируется путем изменения скорости отдельных конвейеров для изменения промежутка между пачками по мере того, как они подаются на конвейер.
Сущность изобретения
Настоящее изобретение относится к регулируемому накопителю для стержневидных изделий, содержащему по меньшей мере два конвейера, смонтированные один над другим в вертикальный штабель (ряд или компоновку), где каждый конвейер содержит бесконечную ленту, образуя по существу горизонтальный изогнутый путь транспортировки по существу постоянного радиуса, продолжающийся между двумя концами, расположенными с небольшим промежутком, образуя зазор, через который изделия, переносимые лентой, могут выпадать, радиусы всех конвейеров по существу одинаковы; и приводной механизм, выполненный с возможностью вращения по меньшей мере одного конвейера вокруг вертикальной оси штабеля так, чтобы менялось угловое положение зазора этого конвейера относительно зазоров примыкающих конвейеров.
Эта компоновка конвейеров обеспечивает накопитель, который может обладать большой вместимостью с малой площадью основания, так что он легко может быть размещен около уже установленного оборудования в установленной производственной линии. Изделия, подаваемые в верхнюю часть накопителя, транспортируются вниз через штабель конвейеров путем их переноса к зазору в каждом конвейере бесконечной лентой, а затем падают через зазор на конвейер внизу, пока они не достигнут нижней части штабеля, где они могут покинуть накопитель. Таким образом, предусмотрен накопитель, действующий в порядке поступления (ФИФО), соответствующий современным требованиям в отношении возможности слежения за продуктом. Относительное вращение различных конвейеров для изменения положения зазоров меняет общий путь через конвейер, обеспечивая очень простой и быстрый способ изменения вместимости накопителя до любого значения между максимальным и минимальным. Кроме того, эта конструкция легко адаптируется для достижения нужного максимального и минимального значений вместимости путем выбора радиуса конвейера и числа конвейеров в штабеле.
Приводной механизм может содержать одиночный приводной узел, соединенный с чередующимися конвейерами в штабеле и выполненный с возможностью вращения этих конвейеров синхронно. Это позволяет регулировать вместимость накопителя, обеспечиваемую изменением положения зазоров конвейеров с минимальным числом компонентов и невысокой сложностью системы. В альтернативном варианте приводной механизм может содержать первый приводной узел, соединенный с чередующимися конвейерами в штабеле и выполненный с возможностью вращения этих конвейеров синхронно, и второй приводной узел, соединенный с остальными конвейерами в штабеле и выполненный с возможностью вращения этих конвейеров синхронно. Несколько более сложная, чем предыдущий вариант осуществления, эта компоновка позволяет быстрее регулировать вместимость, а также позволяет выполнять регулировку в случае неисправности одного из приводных узлов, так что в таком случае не нужно останавливать обработку изделий. В качестве примера первый приводной узел может быть выполнен с возможностью вращения его конвейеров в первом направлении, и второй приводной узел может быть выполнен с возможностью вращения его конвейеров во втором направлении, противоположном первому направлению.
В дополнительном альтернативном варианте приводной механизм может содержать приводной узел для каждого конвейера, каждый приводной узел соединен со своим конвейером и выполнен с возможностью вращения этого конвейера независимо от других конвейеров в штабеле. Эти приводные узлы могут быть выполнены с возможностью вращения чередующихся конвейеров в штабеле в противоположных направлениях. Хотя обеспечение отдельных приводных узлов для каждого конвейера более дорогостояще и сложнее, оно дает чрезвычайную гибкость регулировки вместимости и сильно снижает риск простоя производства при возникновении сбоя приводного узла.
В некоторых вариантах осуществления ленты чередующихся конвейеров в штабеле движутся в противоположных направлениях. В альтернативных вариантах осуществления ленты всех конвейеров в штабеле движутся в одном и том же направлении. Любая из этих конструкций дает гибкую регулировку вместимости накопителя, но нужно учитывать направление движения ленты при вращении конвейеров, чтобы изменить путь через накопитель. Для дополнительной гибкости регулировки направление движения ленты каждого конвейера можно переключать между двумя противоположными направлениями.
Лента по меньшей мере одного конвейера может оставаться неподвижной, в то время как ленты других конвейеров движутся. Например, промежуточный конвейер в штабеле может быть отключен для деления накопителя на две части. Это может быть использовано для создания свободной зоны между концом одной партии продукта и началом следующей партии продукта, так что изделия двух партий не перемешиваются.
Регулируемый накопитель дополнительно может содержать по меньшей мере одно устройство отбраковки, выполненное с возможностью удаления дефектных изделий по меньшей мере с одного конвейера. Такие устройства отбраковки могут быть расположены для удаления изделий с конвейера, который был остановлен, или с движущегося конвейера; последнее более эффективно.
Также регулируемый накопитель может дополнительно содержать подающий конвейер, выполненный с возможностью подачи изделий на конвейер в штабеле, и собирающий конвейер, выполненный с возможностью собирать изделия с конвейера ниже в штабеле, чем вышеуказанный конвейер. Например, подающий конвейер может подавать изделия на верхний конвейер, и собирающий конвейер может собирать изделия с нижнего конвейера. В таком варианте осуществления верхний конвейер и нижний конвейер могут не обладать возможностью вращаться вокруг вертикальной оси штабеля. При этом устранено требование перемещать подающий конвейер и собирающий конвейер для сохранения совмещения с движущимися верхним и нижним конвейерами.
Кроме того, по меньшей мере либо подающий конвейер, либо собирающий конвейер могут быть смещены по вертикали для обеспечения сообщения с другими конвейерами, тем самым число конвейеров между подающим конвейером и собирающим конвейером может меняться. Это обеспечивает дополнительный способ регулировки вместимости накопителя, поскольку можно менять число конвейеров, которые дают вклад в общую длину пути.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения, и чтобы показать, как его можно реализовать, в качестве примера дана ссылка на сопроводительные чертежи, на которых:
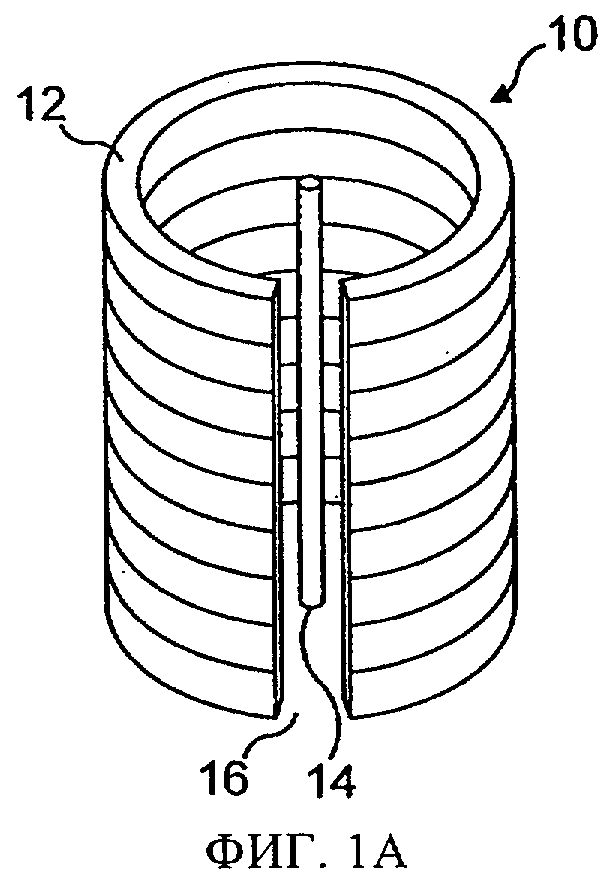
на фиг.1А и 1Б показаны упрощенные виды в перспективе накопителя по одному варианту осуществления настоящего изобретения, в разных положениях;
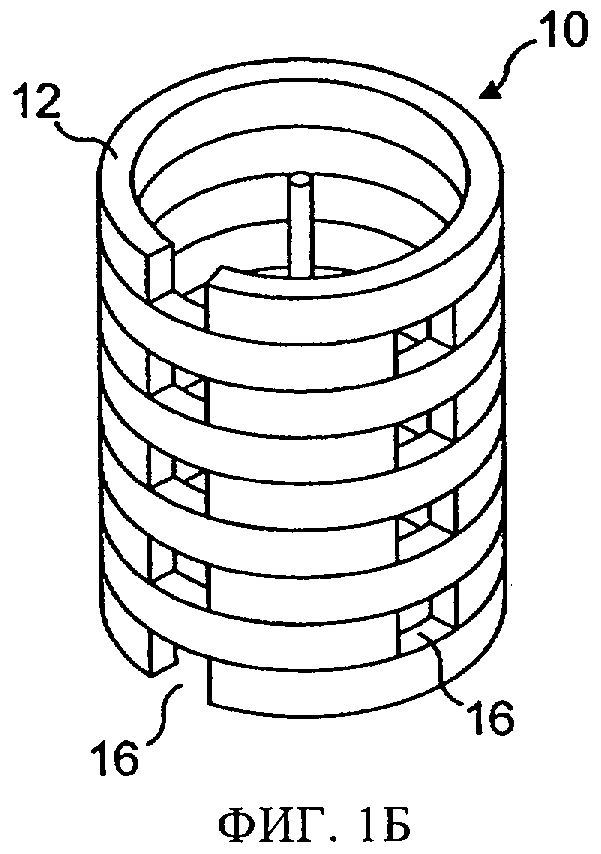
на фиг.2 показан вид в плане изогнутого конвейера, который можно использовать в накопителе по вариантам осуществления настоящего изобретения;
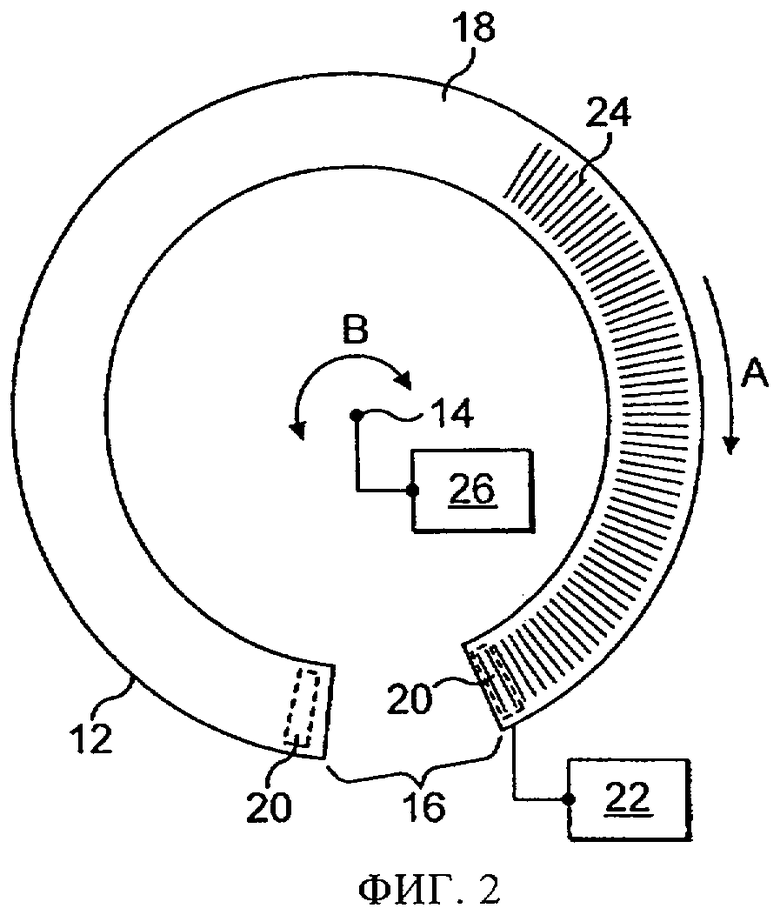
на фиг.3А показан вид сбоку накопителя по одному варианту осуществления настоящего изобретения в действии;
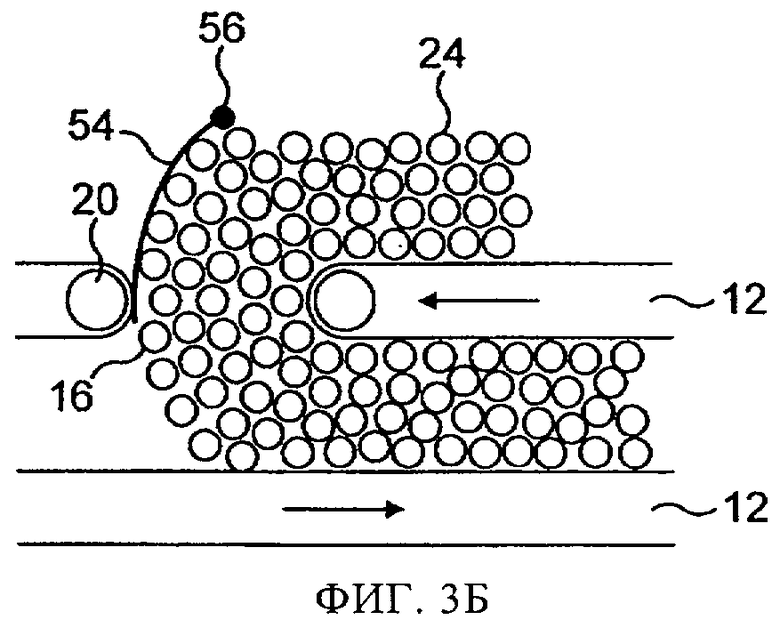
на фиг.3Б показан вид сбоку части накопителя с особенностями по другому варианту осуществления;
на фиг.4, 5 и 6 показаны упрощенные виды сбоку накопителей по вариантам осуществления настоящего изобретения с различными конфигурациями приводного механизма конвейера;
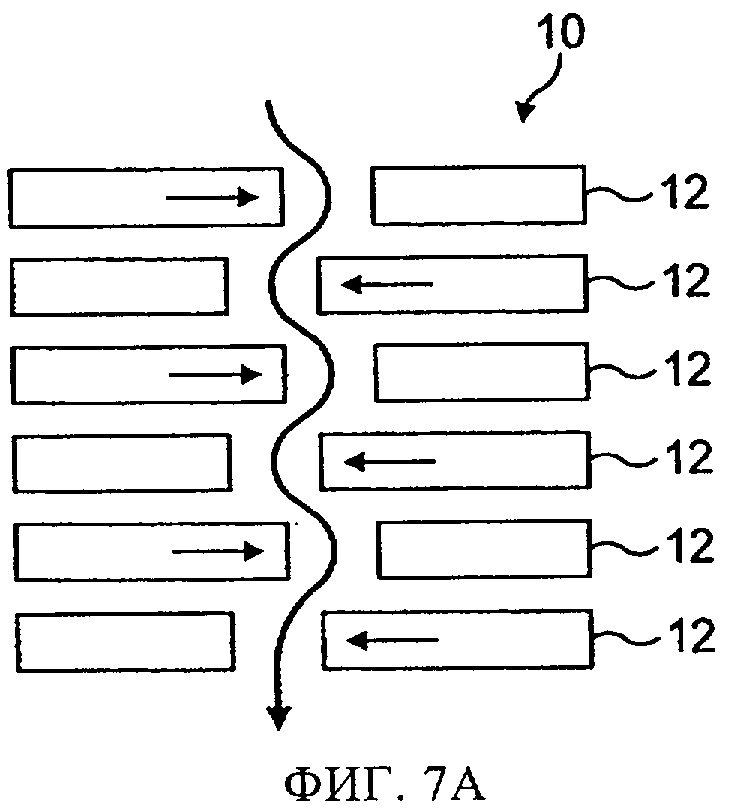
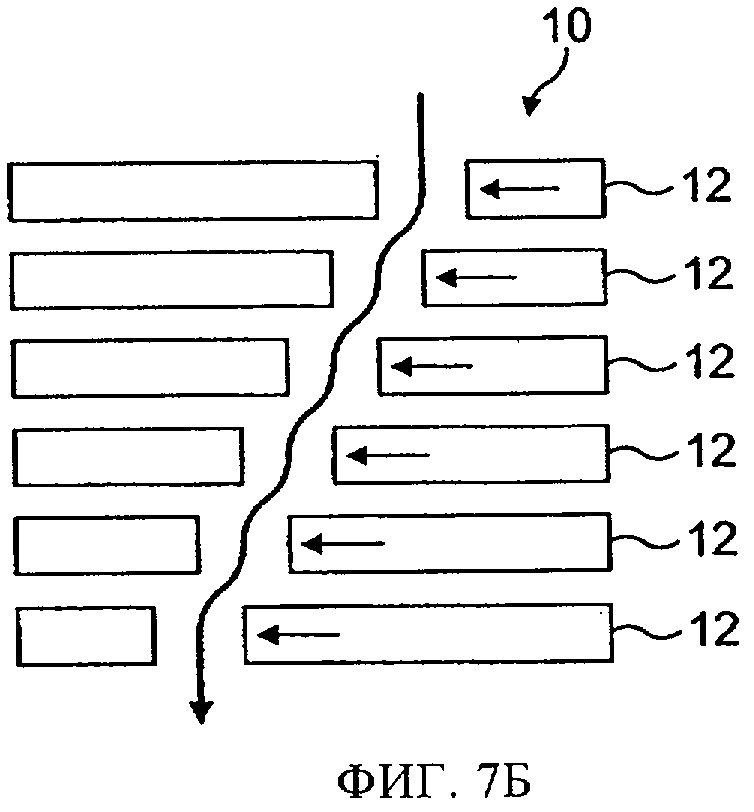
на фиг.7А и 7Б показаны упрощенные виды сбоку накопителей по вариантам осуществления настоящего изобретения, в двух конфигурациях, дающих минимальную вместимость накопителя;
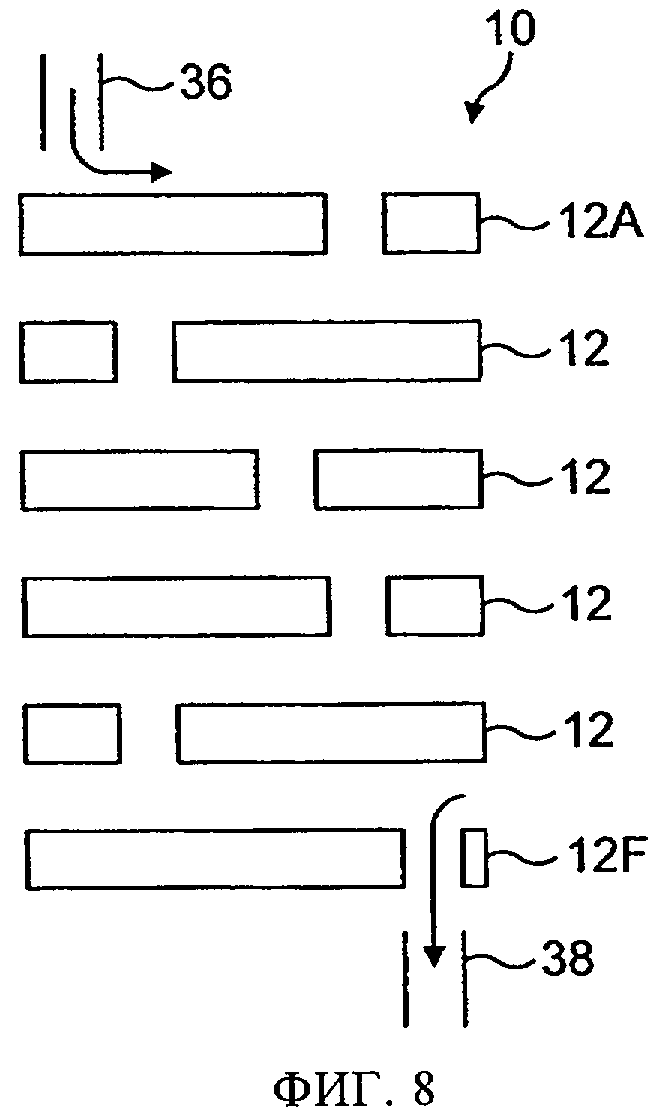
на фиг.8 показан упрощенный вид сбоку накопителя с подающим конвейером и собирающим конвейером по одному варианту осуществления настоящего изобретения;
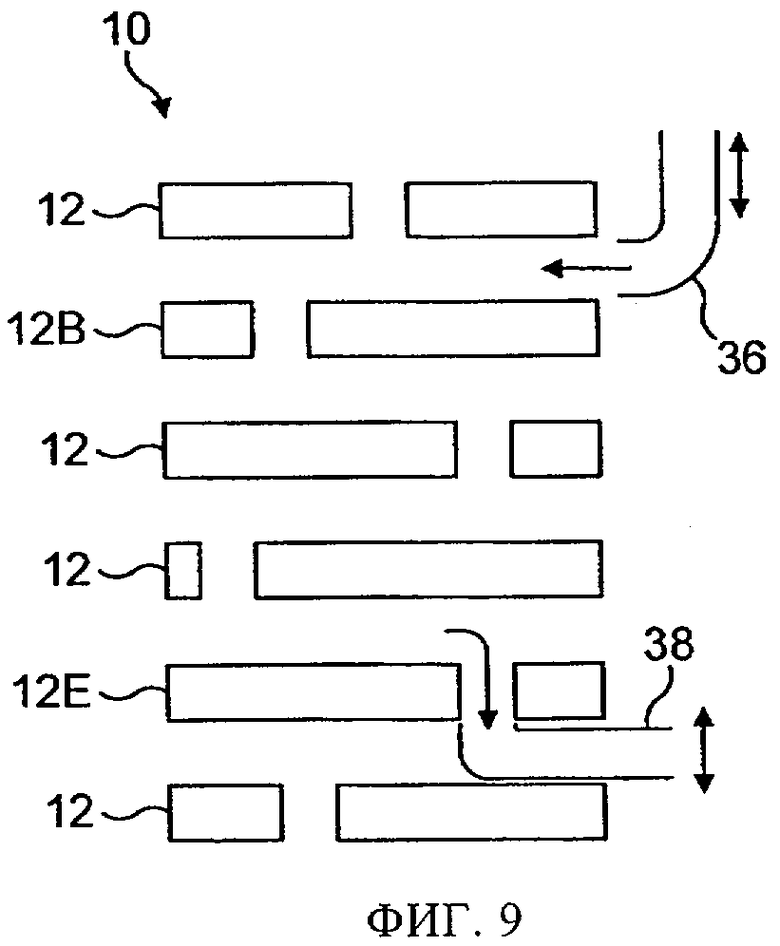
на фиг.9 показан упрощенный вид сбоку накопителя с подающим конвейером и собирающим конвейером по другому варианту осуществления настоящего изобретения; и
на фиг.10, 11 и 12 показаны виды в плане изогнутых конвейеров, предусмотренных с устройствами отбраковки по трем вариантам осуществления настоящего изобретения.
Подробное описание
На фиг.1А и 1Б показаны схематические упрощенные виды в перспективе регулируемого накопителя по одному варианту осуществления настоящего изобретения. Накопитель 10 содержит множество, в этом примере девять, конвейеров 12, скомпонованных в вертикальный штабель относительно вертикальной оси 14. Для простоты иллюстрации каждый конвейер 12 изображен в виде блока, но он содержит бесконечную ленту, вращающуюся вокруг пары роликов, так что лента движется и транспортирует изделия обычным образом, лента и ролики расположены таким образом, что конвейер образует горизонтальный изогнутый путь постоянного радиуса, который продолжается между двумя концами, расположенными с промежутком друг от друга, образуя зазор 16. Другими словами, путь конвейера по существу круговой, но с отсутствующей небольшой дугой, что образует зазор.
Конвейеры 12 расположены в штабеле один над другим с центральными точками каждого кругового пути, совмещенными по вертикальной оси 14. Радиус каждого конвейера 12 по существу равен радиусу других конвейеров 12 в штабеле.
Каждый конвейер 12 обладает двумя типами связанного с ним движения. Во-первых, лента каждого конвейера 12 вращается вокруг его роликов, как описано выше, для транспортировки изделий вдоль конвейера. В различных примерах лента может двигаться только в одном направлении или в противоположном направлении или может переключаться между этими двумя направлениями. Во-вторых, весь конвейер 12 (лента и ролики и т.д.) может вращаться вокруг вертикальной оси 14, чтобы изменить положение зазора по окружности кругового пути. По меньшей мере некоторые конвейеры 12 могут вращаться независимо от примыкающих к ним конвейеров, так что относительное положение зазоров примыкающих конвейеров по окружности может меняться. На фиг.1А показан накопитель 10 в конфигурации, в которой зазоры 16 всех конвейеров 12 совмещены вертикально. На фиг.1Б показан накопитель 10 в конфигурации, в которой чередующиеся конвейеры 12 вращаются в противоположных направлениях вокруг вертикальной оси 14, так что зазоры 16 смещены относительно друг друга.
При работе изделия, такие как сигареты или стержни фильтров для сигарет, подаются на верхний конвейер в штабеле (обычно самый верхний конвейер) и транспортируются путем движения ленты к зазору, вследствие чего изделия падают через зазор на конвейер внизу. Это, в свою очередь, позволяет транспортировать изделия к его зазору за счет движения ленты и так далее, пока изделия не достигнут нижней части штабеля, откуда их вынимают для подачи на машину дальше по ходу процесса. Общая длина пути через штабель от точки подачи до точки выхода представляет собой сумму расстояний между местом, где изделия прибывают на конвейер, и зазором в этом конвейере для всех конвейеров. Это расстояние определяется разделением между зазором в этом конвейере и зазором в конвейере вверху и направлением движения ленты, причем и то, и другое можно изменить. Общая длина определяет вместимость накопителя, и, следовательно, вместимость является переменной, действительно предполагая, что все конвейеры можно повернуть в любое угловое положение, вместимость можно неограниченно менять в диапазоне между максимальным и минимальным значением. Можно выбрать число конвейеров в штабеле и длину отдельных конвейеров, чтобы получить нужную максимальную вместимость.
На фиг.2 показан вид в плане одного конвейера 12. Конвейер 12 содержит бесконечную ленту 18, вращающуюся вокруг пары роликов 20, расположенных на концах конвейера 12. Промежуток между роликами 20 образует зазор 16 в конвейере 12. Приводной узел 22 ленты присоединен к одному из роликов 20, чтобы приводить в действие вращение ленты 18. В этом примере лента 18 приводится в движение таким образом, чтобы ее верхняя поверхность перемещалась в направлении по часовой стрелке, как показано стрелкой А. Таким образом, движущаяся поверхность ленты 18 может транспортировать изделия 24 в направлении по часовой стрелке вдоль конвейера 12 к зазору 16. При достижении зазора 16 изделия 24 падают через него. В других примерах лента 18 может приводиться в движение в направлении против часовой стрелки, или приводной узел 22 ленты может быть выполнен с возможностью привода ленты 18 в любом направлении.
Конвейер 12 содержит связанный с ним приводной узел 26 конвейера, который выполнен с возможностью вращения конвейера 12 в горизонтальной плоскости (плоскость страницы) вокруг вертикальной оси штабеля 14. Таким образом, зазор 16 может быть передвинут по окружности относительно зазоров в конвейерах над и под конвейером 12, чтобы изменить вместимость накопителя 10. В этом примере конвейер может вращаться в любом направлении, как показано стрелкой В. В других примерах конвейер может вращаться только в одном или другом направлении.
На фиг.3А показан вид сбоку накопителя 10 по одному варианту осуществления настоящего изобретения в действии. В этом примере накопитель 10 содержит шесть конвейеров 12, каждый содержит бесконечную ленту 18, приводимую в движение вокруг роликов 20. Зазоры 16 смещены по окружности от зазоров в примыкающих конвейерах 12, и ленты 18 чередующихся конвейеров 12 приводятся в движение в противоположных направлениях, как указано стрелками на чертеже. Изделия 24 подаются на самый верхний конвейер 12А в большом количестве и переносятся по часовой стрелке (слева на чертеже) за счет движения ремня 18 к зазору, где они падают на конвейер 12В внизу. Лента 18 этого конвейера 12В движется против часовой стрелки и переносит изделия 24 к зазору в этом конвейере 12В, где они падают через зазор на следующий конвейер 12C. Это продолжается вниз при прохождении через штабель, пока изделия не упадут через зазор 16 в нижнем конвейере 12F, где они покидают накопитель. Следовательно, как можно видеть на чертеже, изделия 24 следуют по извилистому пути вниз штабеля от одного конвейера к следующему. Если какой-либо из конвейеров вращается вокруг вертикальной оси штабеля, положение его зазора относительно зазоров непосредственно над и под ним меняется, тем самым меняется длина пути через накопитель, и увеличивается или уменьшается общая вместимость. Также, если направление движения какого-либо из конвейеров изменено на обратное, длина пути также меняется, поскольку изделия затем будут вынуждены перемещаться вокруг дополнительной части кругового пути этого конвейера, чтобы достичь зазор, чем это было раньше.
Чтобы минимизировать повреждение изделий по мере их падения с одного конвейера на следующий, вертикальный промежуток между конвейерами может быть сделан относительно небольшим. Изделия могут транспортироваться через накопитель последовательно. В альтернативном варианте, если промежуток соответствующий и общий объем изделий достаточно велик, конвейер может быть конфигурирован таким образом, чтобы изделия полностью заполняли пространство между конвейерами в вертикальном направлении, как показано на фиг.3А. Это дает медленный массовый поток для каждого отдельного изделия внутри всей массы, что дополнительно снижает риск повреждения какого-либо отдельного изделия при его прохождении через накопитель. Для изделий с размерами, аналогичными размеру сигарет и фильтров, обнаружено, что удобный промежуток между накопителями составляет примерно 180 мм. Однако не исключены другие промежутки. При использовании промежутка такого порядка накопитель с удобной вместимостью для типичной линии производства сигарет может быть предусмотрен со штабелем конвейеров примерно 2 метра высотой и площадью основания примерно только от 4 до 6 м2, которые можно легче встроить, чем обычные ФИФО-накопители с большой площадью основания.
На фиг.3Б показан вид сбоку части накопителя с особенностью по другому варианту осуществления, которая облегчает поток изделий через накопитель. В этом примере каждый конвейер 12 снабжен дефлектором 54. Дефлектор 54 представляет собой изогнутую (или плоскую) пластину, расположенную на пути изделий 24 и в основном перпендикулярную направлению потока изделий 24 на этом конвейере и на стороне дальше по ходу процесса относительно зазора 16. Следовательно, поток изделий 24, переносимых конвейером 12, проходит в дефлектор 54, чтобы изделия направлялись вниз через зазор 16. При этом обеспечивается управление потоком изделий через зазор 16, а также предотвращается прохождение изделий 24 поверх зазора 16 и прохождение более одного раза вокруг конвейера (что делает этот накопитель не ФИФО-накопителем). Дефлектор 24 присоединен в некотором положении относительно конвейера 12 таким образом, чтобы он перемещался вокруг конвейера 12, когда конвейер 12 вращается относительно вертикальной оси штабеля. Это можно осуществить, например, смонтировав дефлектор 54 на одном или обоих роликах 20. Дефлектор 54 может быть фиксирован или, в альтернативном варианте, может быть способен отклоняться или поворачиваться вокруг верхней точки 56. Фиксированная конструкция проще, но поворот позволяет лучше управлять падением изделий через зазор (снижая, таким образом, повреждение изделий). Кроме того, поворот позволяет облегчить исходную подачу в накопитель и заключительную разгрузку накопители, поскольку снижается вероятность изгибания отдельных изделий по мере их падения.
По приведенному выше описанию очевидно, что накопители по настоящему изобретению чрезвычайно гибкие с точки зрения изменения вместимости. Одна из особенностей, которая позволяет управлять вместимостью, состоит в относительном вращении конвейеров и, следовательно, вращении каждого отдельного конвейера. Это можно осуществить большим числом способов.
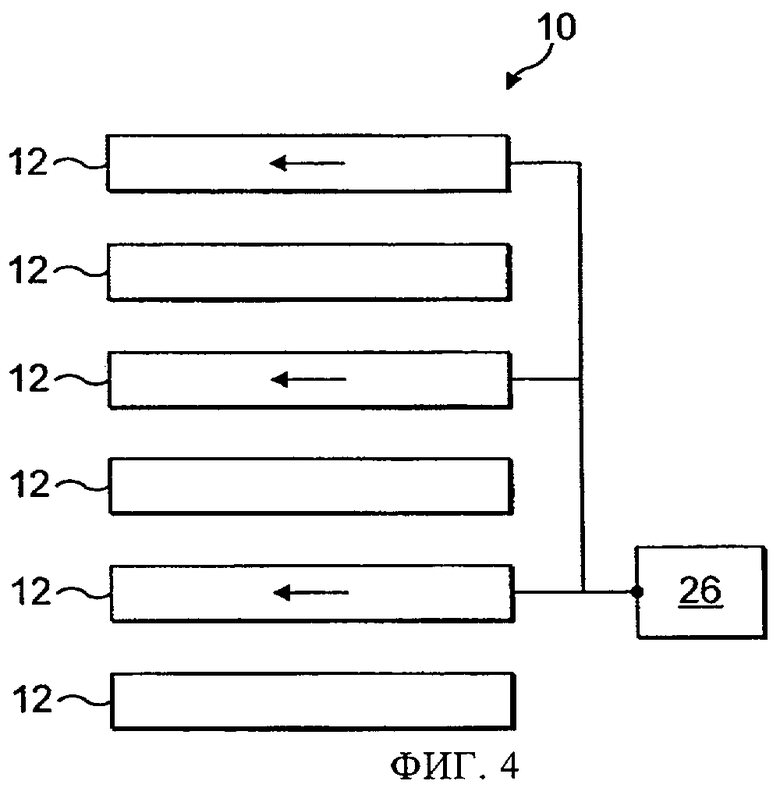
На фиг.4 показан упрощенный вид сбоку накопителя 10, содержащего штабель из шести конвейеров 12 (для простоты иллюстрации показаны схематично в виде блоков) и приводной механизм 26 по первому варианту осуществления. Приводной механизм 26 содержит одиночный приводной узел 26, присоединенный только к первому, третьему и пятому конвейерам и выполненный с возможностью вращения этих конвейеров в направлении по часовой стрелке вокруг вертикальной оси штабеля (при просмотре сверху штабеля). Это показано стрелками на чертеже (в противоположность стрелкам на фиг.3А, которые показывают направление движения лент). Эти три конвейера приводятся в движение приводным узлом 26 одновременно и на одной и той же скорости, так что они вращаются синхронно. Второй, четвертый и шестой конвейеры не имеют приводного узла и, следовательно, неподвижны по отношению к вертикальной оси штабеля. Однако вращения первого, третьего и пятого конвейеров относительно неподвижных конвейеров достаточно для достижения требуемого изменения вместимости накопителя, и использование одиночного приводного узла 26 для осуществления этого является простым и дешевым вариантом. Отметьте, что вместо этого тот же самый результат достигается за счет вращения конвейеров с нечетными номерами против часовой стрелки, или когда эти конвейеры неподвижны, и вращения конвейеров с четными номерами в направлении либо по часовой стрелке, либо против часовой стрелки. Или же, для любой компоновки, приводной узел 26 может быть конфигурирован для вращения движущихся конвейеров в любом направлении.
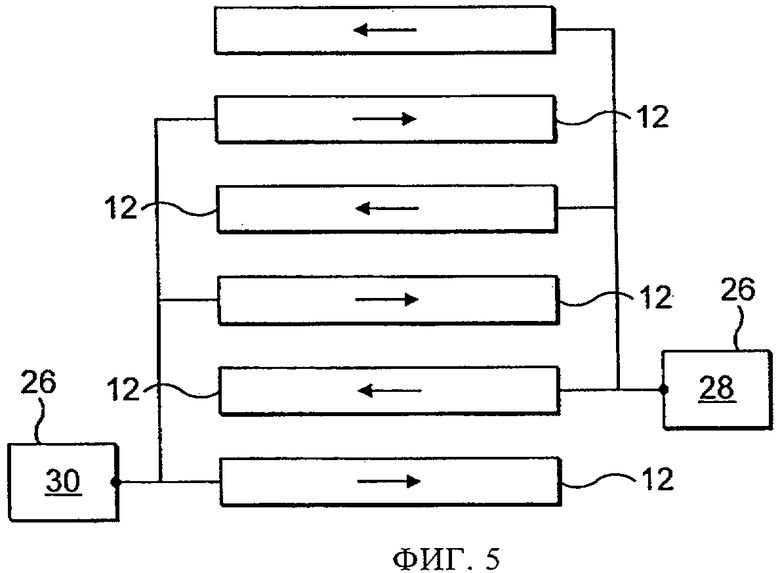
На фиг.5 показан упрощенный вид сбоку накопителя 10, содержащего штабель из шести конвейеров 12 и приводной механизм 26 по второму варианту осуществления. В этом варианте осуществления приводной механизм 26 содержит два отдельных приводных узла. Первый приводной узел 28 присоединен к первому, третьему и пятому конвейерам, чтобы они вращались по часовой стрелке синхронно, как на фиг.4. Кроме того, второй приводной узел 30 присоединен ко второму, четвертому и шестому конвейерам и выполнен с возможностью их вращения против часовой стрелки синхронно. Общий эффект такой более сложной конфигурации тот же самый, какой достигается в варианте осуществления по фиг.4, но обладает тем преимуществом, что вместимость можно менять за половину времени в соответствии с фиг.4, поскольку два комплекта конвейеров каждый движутся только на половину расстояния и могут это делать одновременно. Кроме того, накопитель также регулируется в случае, когда один из приводных узлов 28, 30 дает сбой. Также каждый из приводных узлов может быть выполнен с возможностью вращения связанных с ним конвейеров в одном или обоих направлениях, и каждый приводной узел может использоваться отдельно от другого и/или одновременно.
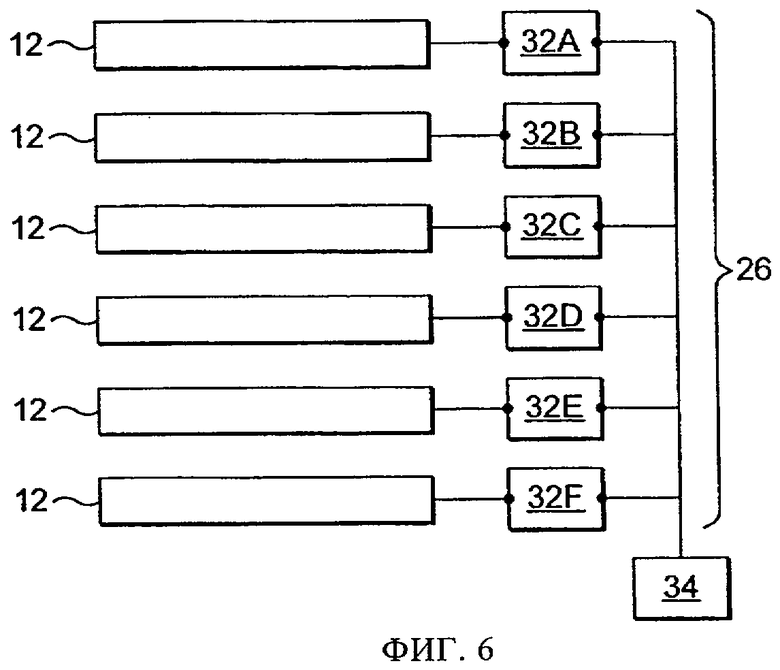
На фиг.6 показан упрощенный вид сбоку накопителя 10, содержащего штабель из шести конвейеров 12 и приводной механизм 26 по третьему варианту осуществления. В этом примере приводной механизм 26 содержит множество отдельных приводных узлов, 32A-32F, каждый присоединен к отдельному конвейеру 12. Приводные узлы 32A-32F могут быть выполнены с возможностью вращения чередующихся конвейеров 12 в противоположных направлениях (либо синхронно, либо по отдельности) для достижения эффекта, показанного на фиг.5. Однако для максимальной гибкости каждый приводной узел 32A-32F независим и может вращать свой конвейер 12 в любом направлении, на любое расстояние и одновременно или отдельно от других приводных узлов 32A-32F. Также, если это необходимо, может быть предусмотрена переменная скорость вращения. При этом обеспечивается, например, возможность большего перемещения одного конвейера за аналогичное время для меньшего перемещения другого конвейера. Использование нескольких отдельных приводных узлов позволяет каждому конвейеру двигаться полностью независимо от других, а также еще обеспечивает высокий уровень гибкости, если один или даже несколько приводных узлов дали сбой или неисправны. Для простоты использования такой компоновки все приводные узлы 32A-32F могут быть присоединены к центральному блоку 34 управления, такому как микропроцессор, который может передавать отдельные команды на каждый из приводных узлов 32A-32F. Блок 34 управления может быть конфигурирован для приема информации от других частей производственной линии, к которой относится этот накопитель, так что вместимость накопителя может быть отрегулирована автоматически в ответ на выработку машин ближе и дальше по ходу процесса. Блоки управления также могут быть использованы с приводными механизмами по фиг.4 и 5. Кроме того, может быть использована комбинация отдельных приводных узлов и приводных узлов с распределением нагрузки.
Другими факторами, которые влияют на вместимость накопителя, являются направление и скорость каждой ленты конвейера. Ленты все могут приводиться в движение на одной и той же скорости, предпочтительно с чередующимися лентами, движущимися в противоположных направлениях. Однако достигается большая гибкость, если каждая лента приводится в движение полностью независимо в отношении скорости, и направления, и действия или бездействия. Каждый конвейер может быть предусмотрен с собственным приводным узлом ленты, если это необходимо для управления каждой лентой по отдельности таким способом, поскольку для лент, которые всегда приводятся в действие одновременно на одной и той же скорости и в одном и том же направлении, можно использовать приводной узел с распределенной нагрузкой. Может быть предусмотрен блок управления для передачи управляющих сигналов на один или каждый приводной узел лент; это необязательно может быть блок 34 управления, который управляет приводными узлами конвейеров (см. фиг.6).
Хотя приводные узлы лент и конвейеров до этого описаны как отдельные компоненты, в других вариантах осуществления эти узлы (блоки) могут быть объединены. Например, компоновка муфты сцепления и коробки передач может быть использована в сочетании с одиночным электродвигателем для приведения в движение и ленты конвейера, и вращения этого конвейера. Кроме того, более сложные компоновки муфты сцепления и коробки передач могут быть использованы в сочетании с одним электродвигателем для приведения в движение лент и вращения нескольких конвейеров.
Другое преимущество по меньшей мере одного из конвейеров, приводимого в движение полностью независимо от других, становится очевидным, когда производство изделий меняется с одной партии продукта на другую. Необходим определенный перерыв между изделиями двух партий. Путем использования варианта осуществления настоящего изобретения можно достичь этого простым отключением ленты (лент) одного или нескольких конвейеров в центральной части штабеля конвейеров. Это можно выполнить, либо когда последние изделия первой партии продуктов прошли через эту точку в накопители, либо когда через эту точку прошло общее число таких требуемых изделий, причем в этом случае любые дополнительные изделия после последнего требуемого можно удалить с более высоких конвейеров. Ленты остановленных конвейеров в центре штабеля эффективно делят накопитель на два меньших накопителя, с заключительными изделиями первой партии продуктов, опорожняемыми снизу штабеля, в то же самое время первые изделия второй партии могут подаваться сверху штабеля, без риска того, что две партии продуктов будут перемешаны, за счет того, что неподвижная лента или ленты подразделяют их. Когда последнее изделие из первой партии продукта покинуло накопитель, остановленные ленты могут быть включены повторно, чтобы переместить новые изделия из второй партии продуктов вниз в нижние части накопителя для подачи на машину дальше по ходу процесса. Это выгодно по сравнению с обычной накопителем, в котором обычно требуется, чтобы все изделия из первой партии продуктов вышли из накопителя до того, как какие-либо изделия из второй партии продуктов могли попасть в накопитель. Следовательно, можно сэкономить время производства, используя настоящее изобретение.
Некоторые варианты осуществления по настоящему изобретению также особенно полезны, если нужно уменьшить вместимость накопителя, насколько это возможно, например, для очень малых серий продуктов (таких как образцы нового продукта), или если машина ближе по ходу процесса вышла из строя и необходимо подавать выходящие с нее изделия как можно быстрее на машину дальше по ходу процесса. Небольшая вместимость может быть достигнута за счет вращения конвейеров, пока каждый зазор не будет расположен с промежутком по окружности от зазора в конвейере внизу на пренебрежимо малую величину (по отношению к направлению движения лент). Это обеспечивает минимальный общий путь через накопитель, не подвергая изделия чрезмерной высоте падения, что произошло бы, если бы все зазоры были выровнены непосредственно друг над другом.
На фиг.7А и 7Б показаны виды сбоку накопителей, скомпонованных таким образом, причем на фиг.7А ленты чередующихся конвейеров 12 движутся в противоположных направлениях, а на фиг.7Б ленты всех конвейеров 12 движутся в одном и том же направлении, как указано стрелками на конвейерах 12. Жирные стрелки указывают незначительно извивающийся путь через накопитель, по которому следуют изделия.
Удобно, чтобы накопитель по настоящему изобретению был снабжен компонентами для подачи изделий на вход накопителя и для сбора изделий, выходящих из накопителя. Обычно это может быть компоновка одного или нескольких конвейеров, такая как наклонный конвейер массового потока (однако вместо этого могут быть использованы другие компоновки конвейеров или других устройств).
На фиг.8 показан вид сбоку накопителя 10, предусмотренного с подающим конвейером 36, выполненным с возможностью поместить изделия, подаваемые машиной ближе по ходу процесса на самый верхний конвейер 12A в штабеле из шести конвейеров 12. Изделия проходят вниз через накопитель 10 уже описанным образом, пока они не упадут через зазор в нижнем конвейере 12F, где их собирает собирающий конвейер 38 для передачи на машину дальше по ходу процесса. Если верхний конвейер 12A и нижний конвейер 12F вращаются вокруг вертикальной оси штабеля конвейеров, может оказаться необходимым изменить положение подающего конвейера 36 и собирающего конвейера 38 по окружности по отношению к конвейерам, чтобы сохранить соответствующее положение между конвейерами. Однако этого можно избежать посредством соответствующей конструкции подающего и собирающего конвейеров. Например, под нижним конвейером может быть расположен бункер, который может собирать изделия, падающие через зазор в нижнем конвейере независимо от его положения, и направлять изделия в собирающий конвейер 38. В альтернативном варианте собирающий конвейер может содержать кольцевой конвейер без зазора, но с выводящей наружу ветвью, расположенный под нижним конвейером 12F. В качестве дополнительного альтернативного варианта осуществления, во избежание трудностей поддержания соответствующего соединения между накопителем и подающим и собирающим конвейерами верхний конвейер 12A и нижний конвейер 12F могут быть неподвижны, в том смысле, что они не вращаются вокруг центральной оси штабеля. Это не оказывает существенного влияния на диапазон, в котором можно менять вместимость накопителя, особенно, если штабель содержит большое число конвейеров.
Чтобы дополнительно увеличить диапазон вместимости накопителя относительно диапазона, обеспечиваемого вращающимися конвейерами и изменением направления движения лент, один или оба, подающий конвейер и собирающий конвейер, могут быть выполнены с возможностью изменения положения по вертикали по отношению к штабелю, так что конвейеры, с которыми они сообщаются, могут быть изменены. Изменив конвейер, на котором изделия подаются в накопитель и/или конвейер, с которого изделия собираются из накопителя, можно изменить общую доступную длину конвейеров между впускным отверстием и выходом из накопителя.
На фиг.9 показан вид сбоку накопителя 10 с подающим конвейером 36 и собирающим конвейером 38, который можно регулировать таким способом (указано стрелками с двойным концом). В этом примере оба конвейера можно перемещать вертикально, и в текущий момент они расположены для подачи изделий на второй конвейер 12B и накопления изделий с предпоследнего конвейера 12E. Движением подающего и собирающего конвейеров 36, 38 можно управлять с помощью блока управления, встроенного в другие части производственной линии, такой как описанная по отношению к фиг.6, так что вместимость накопителя можно регулировать автоматически в ответ на изменения объемов производства.
По другим вариантам осуществления настоящего изобретения накопитель может быть предусмотрен с одним или несколькими блоками отбраковки, выполненными с возможностью удаления изделий с одного или нескольких конвейеров. Они могут быть использованы для удаления некондиционных изделий из потока продукта при прохождении изделий через накопитель, без необходимости пропускать некондиционные изделия через выход накопителя для их удаления. Один или несколько конвейеров могут быть предусмотрены с относящимся к ним устройством отбраковки, выполненным с возможностью удаления изделий с этого конвейера. Когда обнаружено одно или группа некондиционных изделий, устройство отбраковки может срабатывать по мере прохождения этих изделий за устройство транспортировки. В зависимости от типа используемого устройства отбраковки может оказаться необходимым остановить конвейер, когда рассматриваемые изделия поравняются с устройством блокировки. В альтернативном варианте устройство блокировки, которое может срабатывать на движущемся потоке изделий, может быть использовано таким образом, чтобы конвейер не нужно было останавливать; это более эффективно.
Может быть использован любой тип устройства отбраковки, такой как механическое устройство, которое толкает или тянет изделия с конвейера, или всасывающее или продувающее устройство, которое может перемещать изделия за счет потока воздуха. В зависимости от направления перемещения изделий, определяемого устройством отбраковки, и положения какого-либо приемника, выполненного с возможностью собирать удаленные изделия, устройство отбраковки может быть расположено внутри или вне штабеля.
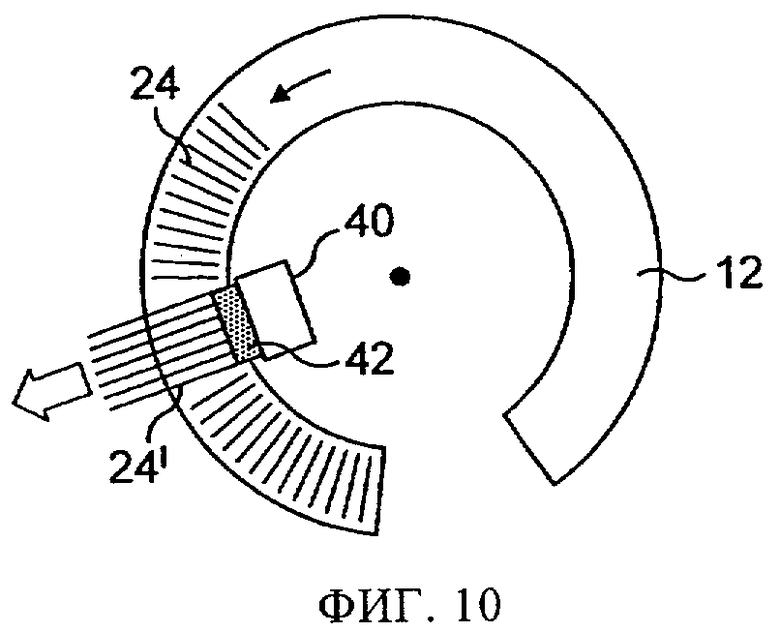
На фиг.10 показан вид в плане конвейера 12 с первым примером устройства 40 отбраковки, которое расположено внутри штабеля. Устройство 40 отбраковки представляет собой механическое устройство с подвижным поршнем 42, который может выдвигаться через конвейер 12 на путь прохождения изделий 24, чтобы вытолкнуть группу отбракованных изделий 24' за пределы конвейера 12.
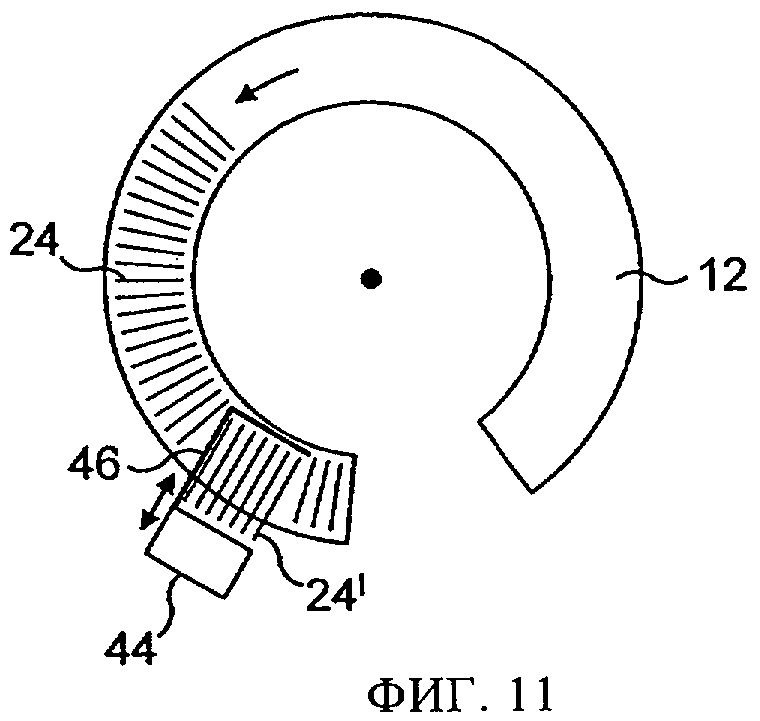
На фиг.11 показан вид в плане конвейера 12 со вторым примером устройства 44 отбраковки, которое расположено вне штабеля. Устройство 44 отбраковки также механическое, но в этом примере оно снабжено совковым захватным устройством 46 на кронштейне, которое протягивается до пути прохождения изделий 24, чтобы собрать группу отбракованных изделий 24' и вытолкнуть за пределы конвейера 12.
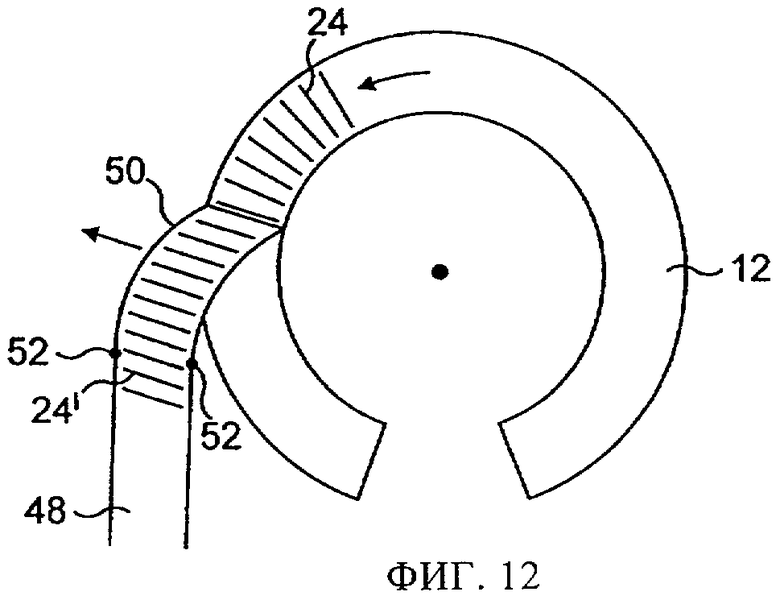
На фиг.12 показан вид в плане конвейера 12 с третьим примером устройства отбраковки. В этом варианте осуществления устройство отбраковки содержит спускной желоб 48 для отбраковки, расположенный около конвейера, который обладает шарнирным участком 50 на одном конце, присоединенным к главной части желоба одним или несколькими шарнирами 52. Шарнирный участок 50 может отклоняться в сторону (указано стрелкой) между неактивным положением (не показано), в котором он лежит около конвейера 12, и положением захвата, в котором он расположен по существу на конвейере 12 и, следовательно, захватывает отбракованные изделия 24', переносимые лентой конвейера 12, и отводит их на спускной желоб 48 для отбраковки. Для приведения в действие шарнирного участка 50 (а также подвижных частей других устройств отбраковки) может быть использован любой пригодный механизм, такой как пневматические или гидравлические поршни или электродвигатели.
Хотя настоящее изобретение описано в отношении стержневидных изделий, связанных с табачной промышленностью, таких как сигареты или другие курительные изделия, блоки фильтров или табачные стержни, оно в равной степени применимо для других небольших, особенно стержневидных, единиц продукции, для которых может оказаться необходимым накопление в буферной области при производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПОДАЧИ, ОРИЕНТАЦИИ И УКУПОРКИ КРЫШЕК С ДОЗАТОРОМ НА БУТЫЛОЧНУЮ ТАРУ | 2021 |
|
RU2767818C1 |
| УСТРОЙСТВО И СПОСОБ НАЛОЖЕНИЯ ЛЕНТЫ ВОКРУГ СВЯЗКИ ПРЕДМЕТОВ | 2008 |
|
RU2454359C2 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ОБВЯЗОЧНОЙ ЛЕНТЫ ДЛЯ ОБВЯЗОЧНОЙ СИСТЕМЫ | 2008 |
|
RU2475432C2 |
| Установка для изготовления волокнистых плит | 1976 |
|
SU608466A3 |
| СПОСОБ СОРТИРОВКИ ДОКУМЕНТОВ (ВАРИАНТЫ) | 2005 |
|
RU2344063C2 |
| ВАКУУМНЫЙ КОНЦЕВОЙ РОЛИК | 2016 |
|
RU2730807C1 |
| УЗЕЛ ДЛЯ ТРАНСПОРТИРОВКИ РАЗЛИЧНЫХ ТИПОВ ИЗДЕЛИЙ ПРОМЫШЛЕННОСТИ ПО ПРОИЗВОДСТВУ КУРИТЕЛЬНОЙ ПРОДУКЦИИ И СООТВЕТСТВЕННАЯ УСТАНОВКА | 2020 |
|
RU2795125C1 |
| УСТРОЙСТВО-НАКОПИТЕЛЬ ИЗДЕЛИЙ | 2009 |
|
RU2454363C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ (ВАРИАНТЫ) И СПОСОБ НАМОТКИ ПАКЕТОВ | 2009 |
|
RU2489341C2 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОК С ПРИВОДНЫМИ ЛЕНТАМИ И КОМПОНЕНТОВ ТАКИХ УПАКОВОК И УПАКОВКА | 2007 |
|
RU2448880C2 |
Изобретение относится к регулируемому накопителю для стержневидных изделий, который содержит, по меньшей мере, два конвейера, смонтированные один над другим в виде вертикального штабеля, причем каждый конвейер содержит бесконечную ленту, образуя по существу горизонтальный путь транспортировки, изогнутый с по существу постоянным радиусом и проходящий между двумя концами, расположенными с небольшим промежутком, образуя зазор, через который могут выпадать переносимые лентой изделия, при этом радиусы всех конвейеров по существу одинаковы, и приводной механизм, выполненный с возможностью вращения, по меньшей мере, одного конвейера вокруг вертикальной оси штабеля с изменением углового положения зазора этого конвейера относительно зазоров соседних конвейеров. Технический результат заключается в увеличении вместительности накопителя при малой площади основания. 14 з.п. ф-лы, 15 ил.
1. Регулируемый накопитель для стержневидных изделий, содержащий, по меньшей мере, два конвейера, смонтированные один над другим в виде вертикального штабеля, причем каждый конвейер содержит бесконечную ленту, образуя, по существу, горизонтальный путь транспортировки, изогнутый с, по существу, постоянным радиусом и проходящий между двумя концами, расположенными с небольшим промежутком, образуя зазор, через который могут выпадать переносимые лентой изделия, при этом радиусы всех конвейеров, по существу, одинаковы, и приводной механизм, выполненный с возможностью вращения, по меньшей мере, одного конвейера вокруг вертикальной оси штабеля с изменением углового положения зазора этого конвейера относительно зазоров соседних конвейеров.
2. Регулируемый накопитель по п.1, в котором приводной механизм содержит одиночный приводной узел, соединенный с чередующимися конвейерами в штабеле с возможностью их синхронного вращения.
3. Регулируемый накопитель по п.1, в котором приводной механизм содержит первый приводной узел, соединенный с чередующимися конвейерами в штабеле с возможностью их синхронного вращения, и второй приводной узел, соединенный с остальными конвейерами в штабеле с возможностью их синхронного вращения.
4. Регулируемый накопитель по п.3, в котором первый приводной узел выполнен с возможностью обеспечения вращения соответствующих ему конвейеров в первом направлении, и второй приводной узел выполнен с возможностью обеспечения вращения соответствующих ему конвейеров во втором направлении, противоположном первому направлению.
5. Регулируемый накопитель по п.1, в котором приводной механизм содержит приводной узел для каждого конвейера, причем каждый приводной узел соединен с соответствующим ему конвейером с возможностью его вращения независимо от других конвейеров в штабеле.
6. Регулируемый накопитель по п.5, в котором приводные узлы выполнены с возможностью вращения чередующихся конвейеров в штабеле в противоположных направлениях.
7. Регулируемый накопитель по любому из пп.1-6, в котором ленты чередующихся конвейеров в штабеле движутся в противоположных направлениях.
8. Регулируемый накопитель по любому из пп.1-6, в котором ленты всех конвейеров в штабеле движутся в одном и том же направлении.
9. Регулируемый накопитель по любому из пп.1-6, в котором направление движения ленты каждого конвейера можно переключать между двумя противоположными направлениями.
10. Регулируемый накопитель по п.1, в котором лента, по меньшей мере, одного конвейера может оставаться неподвижной, в то время как ленты других конвейеров движутся.
11. Регулируемый накопитель по п.1, дополнительно содержащий, по меньшей мере, одно устройство отбраковки, выполненное с возможностью удаления дефектных изделий, по меньшей мере, с одного конвейера.
12. Регулируемый накопитель п.1, дополнительно содержащий подающий конвейер, выполненный с возможностью подачи изделий на конвейер в штабеле, и собирающий конвейер, выполненный с возможностью сбора изделий с конвейера, расположенного в штабеле ниже указанного конвейера.
13. Регулируемый накопитель по п.12, в котором подающий конвейер подает изделия на верхний конвейер, а собирающий конвейер собирает изделия с нижнего конвейера.
14. Регулируемый накопитель по п.13, в котором верхний конвейер и нижний конвейер не вращаются вокруг вертикальной оси штабеля.
15. Регулируемый накопитель по п.12, в котором, по меньшей мере, подающий конвейер или собирающий конвейер может перемещаться по вертикали для сообщения с другими конвейерами, тем самым число конвейеров между подающим конвейером и собирающим конвейером может быть различным.
| РАБОЧИЙ УЗЕЛ ДЛЯ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ В МАШИНЕ ДЛЯ ОБРАБОТКИ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2228686C2 |
| СПОСОБ ПЕРЕДАЧИ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2226485C2 |
| US 5490589 A, 13.02.1996 | |||
| EP 1520812 A1, 06.04.2005. | |||

