Область техники, к которой относится изобретение
Группа изобретений, в целом, относится к изготовлению пакетов. В частности, изобретения относятся к изготовлению и намотке пакетов.
Уровень техники
Известно много типов пакетоделательных машин, используемых для изготовления пакетов из сплошной пленки, например, полиолефиновой пленки. Имеющиеся на рынке пакетоделательные машины, намоточные устройства и фальцевальные устройства включают машины марки CMD® Models, серии 3113, 1100, серии 1500, 4013RO, и другие, описанные на сайте www.cmd-corp.com. Примерами известных патентов на пакетоделательные машины могут служить патенты US 6117058, 4934993, 5518559, 5587032 и 4642084 и патентная публикация 20060084559 (каждый из которых введен в настоящее описание посредством ссылки).
Как правило, эти машины разматывают пленку с рулона. Пленка может представлять собой однослойную пленку, или сложенную пленку, или рукавную пленку. Пакеты формируются нанесением на пленку сварных швов в нужных местах. Сварные швы могут формировать днище/верх и/или боковые стороны пакета. Для обозначения боковых сторон и/или верха/днища смежных пакетов может быть сделана перфорация. Также могут выполняться и другие операции, например, разделение и/или фальцевание.
Пакетоделательная машина, представленная в патенте US 6117058, принадлежит владельцу этой заявки. Известная из указанного патента роторная пакетоделательная машина непрерывно перерабатывает пленку или полотно, используя узел с плавающими валиками, пару валиков подачи на барабан, сварочный барабан, пару валиков отвода от барабана, прижимное полотно, пару валиков подачи в резак, резак (это может быть любое устройство обработки полотна, например, перфоратор, резак, вырубной нож, перфорирующее устройство, фальцевальное устройство), пару валиков отвода от резака и контроллер. Секция ввода или секция размотки, в данном примере, включает часть пакетоделательной машины, куда поступает полотно, например, узел размотки рулона и узел с плавающими валиками. Секция вывода, в данном примере, включает узлы обработки полотна после нанесения на него сварных швов, например, перфораторы, намоточные устройства, фальцевальные устройства и др.
Полотно подается на барабан через узел с плавающими валиками. На барабане имеется группа сварочных планок. Сварочные планки нагреты и создают сварные швы, формирующие пакеты из полотна. Полотно прижимается к барабану (и сварочным планкам) прижимным полотном с покрытием Teflon®. Пакеты, изготавливаемые последовательно друг за другом, формируются одним сварным швом на барабане, а пакеты, располагающиеся при изготовлении поперек полотна, формируются двумя сварными швами. Диаметр барабана может быть изменен и/или не все сварочные планки могут быть включены для задания расстояния между сварными швами, а значит, и размера пакета.
Как правило, в роторных машинах дисковый нож, расположенный снизу, по направлению движения пленки, выставляется так, чтобы выполнять перфорацию между двумя сварными швами, либо за швом. В известной машине, по патенту US 6117058, после того, как полотно сходит с барабана, оно направляется к дисковому ножу, который создает перфорацию между пакетами, либо разделяет соседние пакеты. Когда изготавливаемые пакеты расположены друг за другом, перфорация размещается вблизи единого сварного шва таким образом, что когда пакеты разделяются, перфорация и перфорированный конец оказываются верхом одного пакета, а сварной шов оказывается днищем соседнего пакета.
Контроллер связан с различными узлами для управления скоростью, положением и т.д. Могут быть использованы датчики, различающие печать на поверхности полотна при формировании сварных швов и/или совмещении перфорации (нанесении перфорации в нужном месте) со сварным швом. Кроме того, датчики могут обнаруживать сварные швы для нанесения перфорации в нужном месте.
Во многих пакетоделательных машинах после резака устанавливается намоточное устройство. Примерами известных патентов на намоточные устройства могут служить патенты US 4667890, 4695005, 6186436 и 5899403, введенные в настоящее описание посредством ссылки. В известных намоточных устройствах используется либо вращающаяся револьверная головка с несколькими шпинделями, либо одиночный, не изменяющий своего местоположения шпиндель, и фиксатор полотна. На шпиндель наматывается требуемое количество пакетов, образуя рулон. Затем рулон сталкивается, часто с использованием лапы сталкивателя. Рулон может быть обвязан бумажной лентой, а дефектные рулоны могут быть забракованы. В известных документах описаны различные способы того, как ориентировать ведущий конец пленки рулона на нужный шпиндель, и как управлять намоткой.
В известных многошпиндельных намоточных устройствах необходимо вращать револьверную головку для перемещения шпинделя в начальное положение и в положение намотки. Это усложняет машину, и усложняет пневматические соединения. Кроме того, поскольку револьверная головка вращается, с ней используется лапа сталкивателя, которая очищает шпиндель только на части его окружности. Более того, движущиеся револьверные головки, лапы сталкивателя и воздухонаправляющие устройства могут мешать друг другу или повреждаться. Стационарные намоточные устройства имеют ограничения в скорости, поскольку требуется время для снятия рулона. Известные намоточные устройства обычно не могут быть использованы с пневматическими устройствами в машинах со скоростью более 30 циклов в минуту. Напротив, для работы подобного намоточного устройства, обеспечивающего 40 циклов в минуту, потребуется сервопривод.
Таким образом, требуется намоточное устройство со стационарными шпинделями, работающее с более высокой скоростью, чем существующие одношпиндельные системы. В предпочтительном варианте, такое намоточное устройство может быть использовано с пневматическими устройствами и может без труда использовать пневматические соединения.
Раскрытие изобретения
В соответствии с первой особенностью изобретения, намоточное устройство для пакетоделательной машины может включать подающий узел захвата, образованный между первым и вторым подающими валиками, участок намотки, по крайней мере первую направляющую пленки, расположенную вдоль маршрута подачи пленки по крайней мере по дуге к подающему узлу захвата и первый шпиндель, расположенный вдоль маршрута подачи пленки, содержащий маршрут подачи пленки первого шпинделя, в котором пленка приближается к первому подающему валику, следует по поверхности первого подающего валика по дуге, равной, по крайней мере 10°, к подающему узлу захвата, после направляется, по крайней мере к одному участку намотки, и вдоль маршрута подачи пленки ниже, по направлению подачи, от подающего узла захвата, при этом по крайней мере одна направляющая пленки может быть углублена в первом подающем валике по крайней мере, по дуге.
По крайней мере, первая направляющая пленки может быть установлена неподвижно и углублена в первом подающем валике по крайней мере, по дуге, с возможностью касания по крайней мере первой направляющей пленки и первого подающего валика.
Согласно варианту осуществления изобретения, по крайней мере, первая направляющая пленки может быть снабжена поверхностью и углублена в первом подающем валике на подающем узле захвата с возможностью расположения поверхности, по крайней мере, первой направляющей пленки, ближайшей к маршруту подачи пленки, ниже поверхности первого подающего валика, ближайшего к маршруту подачи пленки.
Дуга может составлять, по крайней мере 60° или по крайней мере 90°.
Устройство может дополнительно включать второй шпиндель, при этом маршрут подачи пленки первого шпинделя может представлять собой первый выбранный маршрут подачи пленки, по которому пленка после выхода из подающего узла захвата следует по захвату первого выбранного маршрута подачи пленки к первому шпинделю и наматывается на него, и маршрут подачи пленки содержит маршрут подачи пленки второго шпинделя, представляющий собой второй выбранный маршрут подачи пленки, а второй шпиндель может быть расположен по второму выбранному маршруту подачи пленки, по которому пленка, после выхода из подающего узла захвата следует по захвату второго выбранного маршрута подачи пленки ко второму шпинделю и наматывается на него.
Кроме того, изобретение может дополнительно включать вращающуюся щетку, расположенную в месте следования маршрута подачи пленки по первому выбранному маршруту, при вращении щетки по часовой стрелке, или по второму выбранному маршруту подачи пленки, при вращении щетки против часовой стрелки.
Также намоточное устройство может дополнительно включать узел захвата повышенной скорости, образованный между двумя валиками с повышенной скоростью, расположенными по маршруту подачи пленки ниже по направлению подачи от подающего узла захвата, и выше по направлению подачи от первого и второго выбранных маршрутов подачи пленки, в котором пленка следует от подающего узла захвата к узлу захвата повышенной скорости, к вращающейся щетке, и по первому или второму выбранному маршруту подачи пленки.
Дополнительно изобретение может включать первый источник воздуха, направленный, по крайней мере, частично в первом поперечном направлении к маршруту подачи пленки и первой стороне пленки, посредством которого часть пленки отклоняется от маршрута подачи пленки и натягивает излишек пленки для соединения внахлест смежных пакетов.
Устройство может дополнительно включать второй источник воздуха, направленный, по крайней мере, частично во втором поперечном направлении к маршруту подачи пленки и второй стороне пленки, посредством которого вторая часть пленки отклоняется от маршрута подачи пленки и натягивает излишек пленки для соединения внахлест смежных пакетов.
Упомянутые первый и второй источники воздуха могут быть расположены выше по направлению подачи от вращающейся щетки и ниже по направлению подачи от узла захвата повышенной скорости.
Согласно варианту осуществления изобретения, устройство дополнительно может включать по крайней мере первый стержень, расположенный в зоне первого шпинделя для удаления бракованных пакетов, и по крайней мере второй стержень, расположенный в зоне второго шпинделя для удаления бракованных пакетов.
По крайней мере первая направляющая пленки может представлять собой по крайней мере три направляющих пленки.
Намоточное устройство может дополнительно включать по меньшей мере вторую направляющую пленки, расположенную вдоль маршрута подачи пленки от места выше по направлению подачи от подающего узла захвата, до места в зоне узла захвата повышенной скорости, и с противоположной стороны пленки от по крайней мере первой направляющей пленки.
В соответствии со второй особенностью изобретения, способ намотки пакетов из сплошной пленки может включать направление пленки посредством первого подающего валика и по крайней мере первой направляющей пленки, углубленной в первом подающем валике, вдоль поверхности первого подающего валика по дуге по крайней мере 10°, направление пленки посредством по крайней мере первой направляющей пленки и первого подающего валика к подающему узлу захвата, образованному между первым и вторым подающими валиками, направление пленки к по крайней мере первому участку намотки и намотку пакетов на первом участке намотки.
При направлении пленки посредством первого подающего валика и по крайней мере одной направляющей пленки, могут приводить пленку в соприкосновение с по крайней мере одной направляющей пленки и первым подающим валиком по крайней мере по дуге.
Также, при направлении пленки посредством первого подающего валика и по крайней мере первой направляющей пленки, могут направлять ее вдоль поверхности первого подающего валика по крайней мере по дуге, равной 60°.
Кроме того, при направлении пленки посредством первого подающего валика и по крайней мере первой направляющей пленки, могут направлять ее вдоль поверхности первого подающего валика по крайней мере по дуге, равной 90°.
Способ может дополнительно включать направление пленки ко второму участку намотки и намотку пакетов на втором участке намотки, при этом пленку могут направлять к первому участку намотки до намотки первого рулона пакетов, и могут направлять ко второму участку намотки до намотки второго рулона пакетов.
Согласно варианту осуществления способа, он может дополнительно включать вращение щетки по часовой стрелке, посредством чего можно направлять пленку к первому участку намотки, и вращение щетки против часовой стрелки, посредством чего можно направлять пленку ко второму участку намотки.
Пленка может представлять собой последовательность пакетов, образованных сварными швами и перфорацией, которые отделяют от смежных посредством подачи пленки в узел захвата повышенной скорости.
Способ намотки пакетов может дополнительно включать направление потока воздуха на пленку в первом поперечном направлении к первой стороне пленки посредством которого отклоняют часть пленки от маршрута подачи пленки, натягивают излишек пленки и соединяют внахлест смежные пакеты.
Также способ может дополнительно включать направление потока воздуха на пленку во втором поперечном направлении ко второй стороне пленки, противоположном первому поперечному направлению, посредством которого могут отклонять часть пленки от маршрута подачи пленки, натягивать излишек пленки и соединять внахлест смежные пакеты.
Кроме того, способ может дополнительно включать перемещение стержней для удаления бракованных пакетов.
При направлении пленки посредством по крайней мере первой направляющей пленки и первого подающего валика к подающему узлу захвата, можно направлять пленку между по крайней мере второй направляющей пленки и по крайней мере первой направляющей пленки.
Согласно варианту осуществления изобретения, заявляется намоточное устройство для пакетоделательной машины, которое может включать подающий узел захвата, образованный между двумя подающими валиками, первый шпиндель, расположенный по первому выбранному маршруту подачи пленки, в котором пленка, после выхода из подающего узла захвата, следует по захвату первого выбранного маршрута подачи пленки к первому шпинделю и наматывается на него, и второй шпиндель, расположенный по второму выбранному маршруту подачи пленки, в котором пленка, после выхода из подающего узла захвата следует по захвату второго выбранного маршрута подачи пленки ко второму шпинделю и наматывается на него.
В соответствии с третьей особенностью изобретения, пакетоделательные машины включают секцию размотки, формующую секцию, и намоточное устройство. Намоточное устройство включает подающий узел захвата и два шпинделя, каждый из которых расположен в соответствующем выбранном маршруте подачи пленки.
В одном альтернативном варианте выполнения, шпиндели представляют собой шпиндели с неизменным положением.
В других вариантах выполнения, выбранные маршруты подачи пленки являются, преимущественно, нисходящими.
Между подающим узлом захвата и выбранным маршрутом подачи пленки может использоваться узел захвата повышенной скорости.
Узел захвата повышенной скорости, в различных вариантах выполнения, работает в прерывистом режиме и в пошаговом режиме и/или имеет регулируемую пользователем повышенную скорость.
В других вариантах, между подающим узлом захвата и выбранными маршрутами подачи пленки, намоточное устройство включает узел соединения внахлест. Узел соединения внахлест может включать несколько стержней, движущихся по планетарной траектории, которая пересекает маршрут подачи пленки по крайней мере в двух местах. Траектория в общем случае может быть эллиптической.
В других вариантах выполнения, узел соединения внахлест включает несколько воздушных сопел.
В узле захвата повышенной скорости, воздушные сопла расположены так, чтобы направлять пленку по одному из выбранных маршрутов подачи пленки, а другие воздушные сопла расположены так, чтобы направлять пленку по другому выбранному маршруту подачи пленки.
В альтернативных вариантах, намоточное устройство включает ленточные конвейеры вдоль выбранных маршрутов подачи пленки. Ленточные конвейеры могут качаться относительно конца, ближайшего к подающему узлу захвата.
В различных вариантах выполнения, намоточное устройство включает электростатический прижим в выбранных маршрутах подачи пленки, который может быть двуполярным.
В других вариантах, намоточное устройство включает выскакивающие пальцы, расположенные вдоль выбранных маршрутов подачи пленки.
В различных вариантах выполнения, намоточное устройство включает, вблизи шпинделей, устройство обвязки для обвязывания бумажной лентой.
В одном варианте выполнения, намоточное устройство приводится в действие сжатым воздухом.
В других альтернативных вариантах, намоточное устройство включает сталкивающие устройства, которые очищают шпиндели по существу по полной окружности.
В соответствии с четвертой особенностью изобретения, намоточное устройство для пакетоделательной машины или машины для изготовления пленки включают подающий узел захвата, направляющую или направляющие пленки и шпиндель или шпиндели. Пленка приближается к падающему узлу захвата, следуя поверхности подающего валика по дуге, составляющей по крайней мере 10°. При этом маршрут подачи пленки проходит через захват к шпинделю. Направляющая пленки расположена вдоль маршрута подачи пленки по крайней мере по дуге, по которой пленка оборачивается вокруг подающего валика, и далее вдоль маршрута подачи пленки вниз по направлению подачи от падающего узла захвата. Направляющая пленки углублена в подающем валике по крайней мере вдоль этой дуги.
В соответствии с пятой особенностью изобретения, при выполнении способа намотки пакетов из сплошной пленки, направляют пленку первым подающим валиком и по крайней мере одной направляющей пленки, углубленной в первом подающем валике, вдоль поверхности первого подающего валика по дуге, составляющей по крайней мере 10° Затем направляют пленку к по крайней мере одному намоточному устройству, и наматывают пакеты.
В одном варианте выполнения, направляющая пленки неподвижна и соприкасается с пленкой по дуге.
В другом варианте выполнения, направляющая пленки углублена далее, ниже поверхности валика на падающем узле захвата.
Дуга, в различных вариантах выполнения, составляет по крайней мере 45°, 60° и 90°.
В другом варианте выполнения, намоточное устройство включает второй шпиндель, и каждый шпиндель находится в выбранном маршруте подачи пленки.
В другом варианте выполнения, в месте, где маршрут подачи пленки может следовать какому-либо из выбранных маршрутов подачи пленки, расположена вращающаяся щетка, направляющая пленку по выбранному маршруту.
В других вариантах выполнения, на маршруте подачи пленки ниже подающего узла захвата и выше щетки расположен узел захвата повышенной скорости, и/или источник воздуха направляет поток воздуха на пленку с одной стороны и/или с другой стороны, и отклоняет пленку от маршрута подачи пленки, чтобы оттянуть излишек пленки для осуществления соединения соседних пакетов внахлест. В другом варианте выполнения, источники воздуха расположены вверх по направлению подачи от вращающейся щетки, и снизу от узла захвата повышенной скорости.
В другом варианте выполнения, вблизи шпинделя или шпинделей расположен палец/направляющая для удаления бракованных пакетов.
В другом варианте выполнения, вдоль пленки проходят три направляющих пленки.
В другом варианте выполнения, вторая направляющая пленки расположена на противоположной стороне пленки.
В соответствии с шестой особенностью изобретения, устройство обвязки для пакетоделательной машины включает конвейер для подачи ленты к шпинделю и два источника воздуха. Лента приближается к шпинделю с первого направления и проходит над шпинделем и обматывается вокруг рулона пакетов, намотанных вокруг шпинделя. Один источник воздуха направляет воздух так, чтобы поддерживать ленту, когда она приближается к шпинделю. Другой источник воздуха направляет воздух так, чтобы прижимать ленту вокруг рулона пакетов, когда лента проходит над шпинделем, помогая ленте обматываться вокруг рулона. Один источник воздуха также поддерживает ленту, когда она обматывает рулон пакетов, помогая тем самым ленте обматываться вокруг рулона.
В альтернативном варианте выполнения, первый источник воздуха установлен на воздухонаправляющем устройстве, крепление которого позволяет приближать его к шпинделю или удалять его от шпинделя.
Другие важные признаки и преимущества изобретения будут понятны специалистам при ознакомлении с приведенными далее чертежами, подробным описанием и приложенной формулой.
Краткое описание чертежей
На Фиг.1 представлено схематическое изображение известной пакетоделательной машины;
На Фиг.2 представлено схематическое изображение намоточного устройства, в соответствии с настоящим изобретением;
На Фиг.3 представлено схематическое изображение намоточного устройства, в соответствии с настоящим изобретением;
На Фиг.4 представлено схематическое изображение устройства обвязки, в соответствии с настоящим изобретением;
На Фиг.5 представлено схематическое изображение подающего валика, в соответствии с настоящим изобретением.
Осуществление изобретения
Хотя настоящее изобретение будет описано на примерах конкретной пакетоделательной машины, способа и намоточного устройства, с самого начала следует понимать, что изобретение может быть выполнено также и с другими машинами, способами и намоточными устройствами, включая машины для изготовления пакетов под затягивающуюся тесьму, роторные машины с нахлестом, машины с прерывистым движением, машины для изготовления пленки и другие известные машины.
В целом, настоящее изобретение описано применительно к намоточному устройству, которое может быть использовано с известной пакетоделательной машиной или быть частью ее, для создания рулонов пакетов для упрощения операций упаковки, транспортировки, распределения и использования. Предпочтительный вариант выполнения описан применительно к пакетоделательной машине, например, представленной в патенте US 6117058, либо имеющейся на рынке под названием CMDA 1270, или модульной пакетоделательной машине. Изобретение может быть выполнено как намоточное устройство, намоточное устройство и сепаратор, намоточное устройство, сепаратор и устройство соединения внахлест, или как пакетоделательная машина в целом. В данном изобретении устройство соединения внахлест включает узел или секции, в которых соединяются внахлест следующие друг за другом пакеты. Пакетоделательная машина, стоящая перед намоточным устройством, описана ниже, и может представлять известную машину, упоминаемую ранее. Также могут быть использованы и другие пакетоделательные машины.
Сформированные пакеты поступают в намоточное устройство в виде пленки и могут разделяться там с использованием узла захвата повышенной скорости. Узел захвата повышенной скорости, включает захват, в котором по крайней мере один ведущий валик имеет окружную скорость, превышающую скорость пленки до захвата. Захват может работать в пошаговом режиме (режиме "каждого пакета"), либо в прерывистом режиме, для разделения пакетов только в начале/конце рулонов. В данном изобретении, пошаговый режим включает обработку каждого пакета в рулоне. Прерывистый режим, в данном изобретении, не предусматривает обработки каждого пакета в рулоне, а только, например, в начале или конце рулона, или нескольких пакетов в рулоне. В пошаговом режиме может происходить нахлест пакетов.
После разделения, устройство отведения пленки направляет пленку на один из двух шпинделей. Каждый вращающийся шпиндель наматывает пленку по очереди, благодаря чему устраняются заторы и обеспечивается работа с большими скоростями, большими скоростями вращения и рулонами с меньшим числом пакетов. Пленка направляется устройством отведения вдоль одного из двух выбранных маршрутов подачи пленки к одному из двух шпинделей или намоточных устройств. В данном описании, маршрут подачи пленки представляет собой путь, по которому проходит пленка сквозь пакетоделательную машину или намоточное устройство, за исключением тех мест, где пленка накапливается для намотки. Выбранный маршрут подачи пленки, в данном описании, включает путь следования пленки или пакетов в течение части времени работы намоточного устройства.
В предпочтительном варианте, выбранные маршруты преимущественно являются нисходящими, благодаря чему бракованная пленка или пленка с неудавшимся переходом, может быть сброшена на пол в удобном месте. Выражение "преимущественно нисходящий" в данном описании, подразумевает в большей мере вертикальный (относительно силы тяжести), нежели горизонтальный. Шпиндели представляют собой шпиндели, занимающие неизменное положение. В данном описании, шпиндели, занимающие неизменное положение, включают шпиндели, местоположение которых не меняется, как например, в планетарной конфигурации, но которые могут вращаться.
Когда на используемом шпинделе намотан полный рулон, передний край первого пакета следующего рулона направляется по другому выбранному маршруту к другому шпинделю. Таким образом, намоточное устройство сразу же может выполнять намотку на другом шпинделе, не перемещая шпинделей, и без необходимости снятия рулона перед намоткой следующего рулона.
В различных вариантах выполнения используются один или более из приведенных ниже признаков, которые могут быть использованы по отдельности или во многих комбинациях. Для придания пленке нужного направления при необходимости может быть использован воздух, и выскакивающие пальцы и/или может быть использовано воздухонаправляющее устройство для того, чтобы начать новый рулон. Для того чтобы удержать пакеты на шпинделе, может быть использован электростатический прижим, а биполярный электростатический прижим может быть использован для удержания заднего конца последнего пакета рулона на рулоне. Для того чтобы направлять пленку по выбранным маршрутам могут быть использованы конвейеры, и конвейер может отклоняться с тем, чтобы приспособиться к увеличивающемуся диаметру рулона по мере роста рулона. Может быть использовано устройство обвязки бумажной лентой, а время высыхания клея может быть выбрано так, чтобы клей мог высохнуть, пока используется другой шпиндель. Для снятия рулонов может быть использовано сталкивающее устройство, которое может очищать шпиндели по существу на 360° вокруг всего шпинделя, поскольку шпиндели в данном случае являются шпинделями с неизменным положением. "По существу на 360°, в данном описании, включает полную окружность, за исключением некоторых разрывов.
Пакетоделательная машина, представленная на Фиг.1 известна из уровня техники и принадлежит заявителю этого изобретения. Известная роторная пакетоделательная машина 100 непрерывно перерабатывает пленку или полотно 201, используя узел 203 с плавающими валиками, пару валиков 205 и 206 подачи на барабан (элементы 203-206 составляют часть секции ввода), сварочный барабан 208, пару валиков 210 и 211 отвода от барабана, прижимное полотно 213, пару валиков 215 и 216 подачи в резак, резак 218 (это может быть любое устройство обработки полотна, например, перфоратор, резак, вырубной нож, перфорирующее устройство, фальцевальное устройство), пару валиков 219 и 220 отвода от резака (элементы 210-220 составляют часть секции вывода) и контроллер 221. Секция ввода или секция размотки, в данном примере, включает часть пакетоделательной машины, куда поступает полотно, например, узел размотки рулона и узел с плавающими валиками. Секция вывода, в данном примере, включает узлы обработки полотна после нанесения на него сварных швов, например, перфораторы, намоточные устройства, фальцевальные устройства и др.
Полотно подается на барабан 208 через узел 203 с плавающими валиками. На барабане 208 имеется группа сварочных планок 209. Сварочные планки нагреты и создают сварные швы, формирующие пакеты из полотна 201. Полотно 201 прижимается к барабану 208 (и сварочным планкам) прижимным полотном с покрытием Teflon®. Пакеты, изготавливаемые последовательно друг за другом, формируются одним сварным швом на барабане, а пакеты, располагающиеся при изготовлении поперек полотна, формируются двумя сварными швами. Диаметр барабана может быть изменен и/или не все сварочные планки могут быть включены для задания расстояния между сварными швами, а значит, и размера пакета.
Как правило, в роторных машинах дисковый нож, расположенный снизу, по направлению движения пленки, выставляется так, чтобы выполнять перфорацию между двумя сварными швами, либо за швом. В известной машине, показанной на Фиг.1, после того, как полотно 201 сходит с барабана 208, оно направляется к дисковому ножу 218, который создает перфорацию между пакетами, либо разделяет соседние пакеты. Когда изготавливаемые пакеты расположены друг за другом, перфорация размещается вблизи единого сварного шва таким образом, что когда пакеты разделяются, перфорация и перфорированный конец оказываются верхом одного пакета, а сварной шов оказывается днищем соседнего пакета.
Контроллер 221 связан с различными узлами для управления скоростью, положением и т.д. Могут быть использованы датчики, различающие печать на поверхности полотна при формировании сварных швов и/или совмещении перфорации (нанесении перфорации в нужном месте) со сварным швом. Кроме того, датчики могут обнаруживать сварные швы для нанесения перфорации в нужном месте.
Обращаясь к Фиг.2, рассмотрим представленное схематическое изображение намоточного устройства 200, в соответствии с предпочтительным вариантом выполнения изобретения. Намоточное устройство 200 может располагаться ниже по движению в маршруте подачи пленки пакетоделательной машины 100, показанной на Фиг.1. Представлены многие из упомянутых выше альтернатив, хотя, как уже говорилось, использование всех из них не обязательно.
Пленка 201 проходит от перфоратора или резака 218 (Фиг.1) к подающему узлу захвата, образованному между валиками 303 и 305 (Фиг.2), из которых по крайней мере один является ведомым валиком. Подающий узел захвата втягивает или подает пленку в намоточное устройство 200. (Подающий узел захвата может относиться к подаче, к вводу в машину или в секцию. В данном случае, оно используется для подачи пленки в намоточную секцию).
В предпочтительном варианте выполнения, используется вертикальная подача полотна через подающий узел захвата. Благодаря этому машина может быть сделана односторонней с точки зрения ее обслуживания оператором и может быть приспособлена как для левосторонней, так и для правосторонней планировки помещения.
Пленка 201, на выходе из подающего узла захвата, подается на узел захвата повышенной скорости, образованный между валиками 307 и 309, по крайней мере один из которых является ведомым. (Пленка 201, в разных вариантах выполнения, после подающего узла захвата, подается на другие устройства непосредственно, либо через промежуточные элементы). В предпочтительном варианте, узел захвата повышенной скорости имеет сервопривод, и процент превышения может быть легко изменен пользователем в широком диапазоне интервалов перфорации, например, от 10 (254 мм) дюймов до 250 дюймов (6350 мм) без замены конструктивных элементов.
В прерывистом режиме работы, протягивается соединенная перфорациями пленка и отделяется один из множества пакетов от следующего за ним пакета, с использованием повышенной скорости только после отсчета определенного количества. В пошаговом режиме может производиться нахлест с разделением и соединением внахлест каждого пакета с использованием постоянного повышения скорости. (Несколько пакетов в каждом рулоне не разделяются). Узел захвата повышенной скорости может способствовать в отведении полотна в соответствующий выбранный маршрут подачи путем не использования повышенной скорости во время прохождения последнего пакета рулона соединенных внахлест пакетов. При разделении пакетов обнаружения перфорации не требуется (но может использоваться).
Узел соединения внахлест включает стержни 311-315, установленные так, чтобы двигаться в целом, по эллиптической траектории 316, которая пересекает маршрут подачи пленки 201 в двух местах (в предпочтительном варианте, над захватом и под ним). В целом, эллиптическая траектория 316 в данном описании подразумевает не круговой и не угловой маршрут. Показанная на Фиг.2 траектория направлена по часовой стрелке для намотки рулона на шпиндель 337, расположенный по одному из выбранных маршрутов подачи пленки. Ротор меняет направление вращения и двигает стержни в направлении против часовой стрелки, когда используется шпиндель 338 (расположенный вдоль другого выбранного маршрута подачи пленки).
Стержни натягивают пленку в сторону и могут помочь в ее разделении, хотя может использоваться и один механизм повышенной скорости, если не установлен узел соединения внахлест. Стержни некоторое время накапливают пленку, чтобы обеспечить соединение внахлест на следующие далее пакеты. Области соединения внахлест на чертежах имеют обозначения 317 и 318, и 319 и 320.
В предпочтительном варианте, стержни представляют собой стальные стержни диаметром 0,5 дюйма (12,7 мм), с одной стороны, прикрепленные к цепной или ременной передаче с зубчатым ремнем, включающей ведущую звездочку и натяжную звездочку, желательно имеющей сервопривод. Благодаря этому сокращается расстояние, которое должно пройти полотно, не имея поддержки. Могут быть использованы воздушная завеса или ряд воздушных сопел для обеспечения прохождения пленкой промежутка, образованного стержнями механической системы создания соединения внахлест. Альтернативные варианты включают использование воздуха для создания соединения внахлест, использование большего или меньшего числа стержней, использование другой траектории, или иных известных устройств соединения внахлест.
В предпочтительном варианте, валики 307 и 309 повышенной скорости включают пазы шириной 0,25 дюйма (6,35 мм), проходящие с шагом в один дюйм (25,4 мм) по поверхности обоих валиков, и создающие просветы для нескольких воздушных сопел 322-325 в каждом пазе. Воздушные сопла 322-325 используются для того, чтобы направлять пленку к нужному шпинделю. Верхние воздушные сопла 322 и 323 используются для того, чтобы отклонять полотно к противоположному валику, а нижние воздушные сопла 324 и 325 используются для отклонения полотна вниз к ближайшему ленточному конвейеру 327 или 328, проходящему вдоль маршрута подачи пленки. Как показано на Фиг.2, воздушные сопла 322 и 325 отключены, а сопла 323 и 324 включены, направляя пленку 201 к шпинделю 337. Сопла 322 и 325 включены, а сопла 323 и 324 выключены, когда пленка направляется к шпинделю 338.
После того как намотка рулона закончена, когда сопла направляли заднюю кромку пленки этого рулона на один шпиндель, сопла перенастраивают так, чтобы направлять ведущую кромку следующего рулона пакетов на другой шпиндель. Таким образом, сопла поочередно направляют пленку по одному из двух маршрутов. Смена маршрутов, или чередование, происходит после того, как намотано большое число пакетов - рулон. Если сепаратор работает в прерывистом режиме, тогда сопла выполняют чередование после разделения. В пошаговом режиме (внахлест), чередование выполняется после отсчета заданного количества.
В предпочтительном варианте выполнения, правый и левый шпиндели и связанные с ними компоненты являются зеркальным отражением друг друга, хотя это и не обязательно. При этом шпиндель 338 вращается против часовой стрелки, а шпиндель 337 вращается по часовой стрелке.
В предпочтительном варианте, полотно, направляющееся к шпинделям 337 и 338, прижимают к ленточным конвейерам 327 и 328 рядом замкнутых эластичных канатов. Кроме этого, в одном варианте выполнения для прижима пленки к ленточным конвейерам 327 и 328 используются электростатический прижим 330 и 331. Электростатический прижим 330 и 331 может быть двуполярным электростатический прижимом, который предназначен не только для прижима пленки к конвейеру, но и для того, чтобы побуждать задний конец последнего пакета рулона прилипать к рулону, посредством отключения нейтрализатора статического электричества для последних нескольких рулонов. Таким образом, в изобретении обеспечивается электростатический прижим заднего конца последнего пакета в рулоне к рулону для облегчения ручных операций с рулоном, при автоматизации операций с рулоном и для сокращения необходимости приклеивания заднего конца последнего пакета.
В предпочтительном варианте, ленточные конвейеры 327 и 328 представляют собой конвейеры, имеющие одну ленту, либо ряд более узких конвейерных лент с дюймовым (25,4 мм) зазором между ними. Зазор позволяет использовать выскакивающие пальцы 340, 341 (один или более в альтернативных вариантах), посредством которых можно направлять переднюю кромку первого пакета в воздухонаправляющее устройство 342, 343, и вокруг шпинделя намотки. Выскакивающие пальцы 340 и 341 попеременно направляют пленку ближе к шпинделю и отводят после перевода первого пакета. Зазор между лентами конвейера также позволяет использовать термоклей для фиксации заднего конца с уменьшенной опасностью попадания клея на конвейерную ленту.
В предпочтительном варианте, ленточный конвейер 328 устанавливается так, что он может поворачиваться на конце, ближайшем к подающему узлу захвата и удаленному от шпинделя 338, занимающего неизменное положение, как это показано пунктирными линиями и стрелкой 345, по мере того, как увеличивается диаметр рулона пленки. Такое же качание используется и для ленточного конвейера 327.
Каждый участок намотки может включать устройство 346, 347 обвязки бумажной лентой. Поскольку одно из устройств обвязки может быть использовано в то время, когда происходит намотка соседнего шпинделя, два устройства обвязки, каждое из которых вращается с частотой 20 циклов в минуту, обеспечивают скорость вращения для всего намоточного устройства, равную 40 циклов в минуту. Кроме того, поскольку имеется два участка намотки, каждый работающий со скоростью 20 циклов в минуту, могут быть использованы пневматические устройства с общей скоростью 40 циклов в минуту.
В предпочтительном варианте, в шпинделях используется известная втулка из Teflon® конструкции CMD®, либо конструкция, подвергнутая дробеструйной обработке, или хромированная конструкция. Кроме того, поскольку шпиндели имеют неизменное положение, с ними могут использоваться простые сталкивающие устройства, которые не должны поворачиваться, и могут очищать по существу по всей окружности шпинделя для удаления пленки с меньшими шансами прилипания. Неизменное положение также способствует упрощению подвода воздуха к шпинделям.
Поскольку имеются два участка с частотой вращения 20 циклов в минуту (отсчетов в минуту), скорость машины равна 40 циклам в минуту, и остается больше времени на проверку рулонов, сортировку и отбраковку, чем в одиночной машине при скорости 40 циклов в минуту.
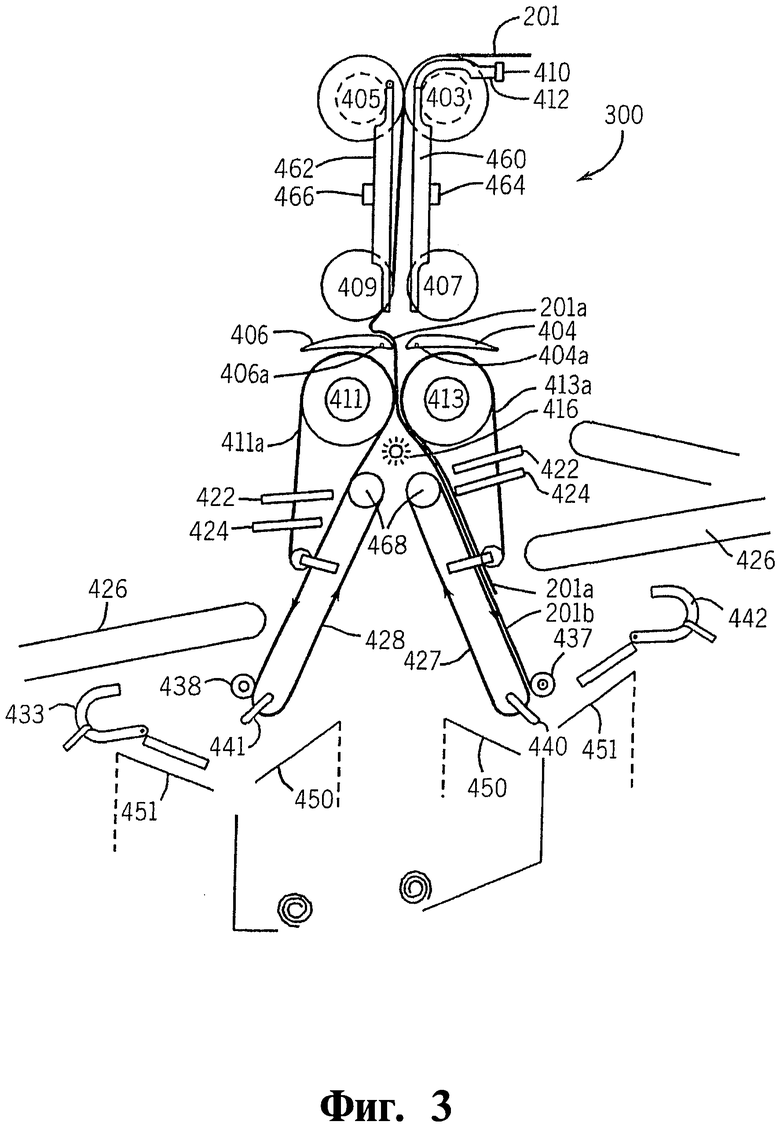
Альтернативный вариант намоточного устройства 300, показанный на Фиг.3, может включать многие из признаков, описанных выше, включая два участка намотки. Различные варианты могут быть использованы в комбинациях, где признаки каждого из вариантов или известных устройств выбираются в соответствии с конкретными требованиями.
Намоточное устройство 300 включает подающий узел захвата, образованный между парой подающих валиков 403 и 405, узел захвата повышенной скорости, образованный между парой валиков 407 и 409 для разделения смежных пакетов, и шпиндели 437 и 438. В целом, работа намоточного устройства 300 сходна с работой намоточного устройства 200, за исключением описанных ниже особенностей.
Пленка или полотно 201 приближается к подающему узлу захвата, наматываясь или следуя вдоль части поверхности валика 403, перед входом в захват. Пленка проходит по дуге равной, или превышающей 10°, 45°, 60° или 90°, в различных вариантах выполнения.
В валике 403 углублены несколько неподвижных направляющих 412 пленки, закрепленных на опоре 410. В предпочтительном варианте, поверхность направляющих412 находится вровень с поверхностью валика 403 так, что полотно скользит по направляющим пленки, канатам (не показаны), и поверхности валика 403. Понятие "углублены в валике" в данном описании означает размещение частично или полностью в углублениях на валике. Углубления могут представлять собой пазы или каналы, и иметь в предпочтительном альтернативном варианте выполнения такую глубину, чтобы полотно одновременно опиралось на направляющие пленки и на поверхность валика 403. В предпочтительном варианте, направляющие состоят из металла со скользкой поверхностью, и входят в углубления в валике 403 с малым зазором по краям, составляющим не более 0,010 дюйма (0,25 мм). Благодаря этому пленка лежит плоско, не попадая в промежутки между углублениями и направляющими 412.
На Фиг.5 представлен вариант выполнения валика 403 с углублениями 501 для направляющих 412 пленки и углублений 502 для канатов. В данном варианте предусмотрено девять направляющих и два каната. Кроме того, имеются отверстия 505 для отвода воздуха (раззенкованные, диаметром 1/2 дюйма (12,7 мм) и глубиной 1/8 дюйма (3,18 мм)), для улучшения прилегания пленки вплотную к поверхности валика 403 (и на направляющих 412 пленки, не показанных на Фиг.5). На противоположной стороне валика 403 (через 180° от отверстий 501) имеются соответствующие отверстия.
Пленка следует поверхности валика, когда она в основном лежит на наружной поверхности, и от пленки не требуется плотно прилегать к углублениям и др. Направляющая пленки, в данном описании, включает конструкцию, используемую для того, чтобы поддерживать и направлять пленку, и не должна протягивать пленку. Поверхность валика, в данном описании, представляет собой поверхность валика, находящуюся по существу на одном расстоянии от оси валика.
Направляющие 412 пленки могут иметь одинаковую протяженность с дугой валика 403, по которому проходит пленка перед захватом, либо они могут иметь большую или меньшую протяженность. В предпочтительном варианте, направляющие 412 пленки и дуга имеют достаточную протяженность, чтобы поддерживать пленку 201 или касаться ее, когда она приближается к подающему узлу захвата. Установлено, что неподвижные направляющие пленки, проходящие сбоку вдоль направления подхода к захвату так, что пленка 201 проходит над направляющими 412, канатами (не показаны) и валиком 403, обеспечивают более быструю и более стабильную работу.
Направляющие 412 пленки проходят через подающий узел захвата, но углублены непосредственно под поверхностью (например, 1/16 дюйма (1,6 мм)) валика 403, наиболее близкой к маршруту подачи пленки на захвате с тем, чтобы дать возможность подающему узлу захвата нужным образом зажать пленку 201. В данном описании, поверхность валика, наиболее близкая к маршруту подачи пленки, является поверхностью валика, по которой в основном следует пленка. "Ниже поверхности валика", в данном описании означает "ближе к оси валика, чем поверхность валика, соприкасающаяся с пленкой".
С направляющими 412 пленки соединены несколько направляющих 460 пленки, установленных на опоре 464. Направляющие 412 и 460 пленки могут считаться непрерывными направляющими пленки. Несколько направляющих 462 пленки установлены на опоре 466, и направляют пленку 201 по обратной стороне пленки 201. В предпочтительном варианте, направляющие 460 и 462 пленки разнесены достаточно для того, чтобы пленка могла легко пройти между ними, например, на 1/16 дюйма (1,6 мм). Направляющие 460 и 462 углублены в валиках 403, 405, 407 и 409, а подающий узел захвата и узел захвата повышенной скорости углублены ниже поверхности с тем, чтобы не мешать работе захвата (например, на 1/32 дюйма (0,8 мм) каждый). Направляющие 412, 460 462 могут представлять собой одну или несколько отдельных направляющих.
Канаты, охватывающие валики 403 и 407 (и, в одном варианте выполнения, валики 405 и 409), также используются для перемещения пленки. Использование канатов особенно эффективно для протягивания тонких пленок, например, пленок полиэтилена высокой плотности толщиной 6 мкм, но не применяется в некоторых случаях, например, для более тяжелых пленок.
В предпочтительном варианте выполнения, канаты используются ближе к середине пленки, а направляющие ближе к краям для улучшения опоры. Например, для шестидюймового (152,4 мм) полотна используется устройство с тремя направляющими 412 пленки (две из которых лежат вблизи краев пленки 201, а одна в середине), и двух канатов, каждый из которых расположен между направляющими пленки. Для более широких пленок используется большее число направляющих пленки (и/или может, при необходимости, использоваться больше канатов).
Намоточное устройство 300 может работать в непрерывном режиме, либо в режиме с соединением внахлест. В режиме внахлест, пленка 201 разделяется на смежные пакеты посредством валиков 407 и 409, имеющих повышенную скорость. Валики 407 и 409 могут периодически сближаться, либо периодически ускоряться для разделения пленки 201 на пакеты (могут быть также использованы и другие способы разделения смежных пакетов). На Фиг.3 показан пакет 201а, который был отделен от пленки 201. В непрерывном режиме валики 407 и 409 могут двигаться со скоростью движения пленки, оставаться разведенными, либо быть ведомыми валиками.
Направляющие 460 и 462 проходят дальше за захват, где происходит разделение пакетов, с тем, чтобы помочь пленке перескочить промежуток между валиками 407 и 409.
Для соединения пакетов внахлест необходимо, чтобы пленка ниже по направлению подачи двигалась более медленно, и чтобы излишек пленки натягивался при соединении внахлест. Показанный выше (Фиг.2) вариант выполнения демонстрирует один из способов разделения пленки и натягивания пленки для ее соединения внахлест. На Фиг.3 показан другой способ натягивания пленки для ее соединения внахлест. Находящиеся ниже по направлению подачи пленки валики 411 и 413 в режиме работы внахлест двигают пленку медленнее, чем валики 403 и 405 (в режиме работы без соединения внахлест они движутся с той же скоростью, что и валики 403 и 405).
Источники воздуха или воздушные сопла/трубы 404а и 406а (установленные на опорах 404 и 406) отклоняют пленку от маршрута подачи с тем, чтобы оттянуть излишек пленки при соединении внахлест. Как показано на Фиг.3, сопло 404а активизировано и отклоняет пленку от маршрута подачи налево, натягивая тем самым излишек пленки. В настоящем описании, под отклонением от маршрута подачи пленки понимается накопление пакета или пленки, когда пакет или пленка двигаются по пути, не совпадающем с маршрутом подачи пленки. Сопла 404а направляют воздух по крайней мере частично в поперечном направлении, то есть, на правую сторону пленки на Фиг.3. Сопло 406а также направляет воздух по крайней мере частично в поперечном направлении, но на противоположную, левую, сторону пленки. Сопла 404а и 406а могут быть сделаны с несколькими соплами, с одним соплом и/или в виде воздуховода.
Далее пакет 201 а движется к подающему узлу захвата между валиками 411 и 413, движущимися с пониженной скоростью вызывая нахлест. В предпочтительном варианте выполнения, снижение скорости составляет 20%. Вокруг валиков 411 и 413 проходят канаты 411а и 413а, помогающие протягивать и направлять пленку к одному или более конвейерам 427/428, находящимся далее по направлению подачи.
В одном варианте выполнения, используется одиночный участок намотки. В альтернативном, предпочтительном варианте выполнения, показанном на Фиг.3, используется два участка намотки, имеющие шпиндель 437/438, конвейер 427/428, охватывающий валик 468.
После валиков 411 и 413, пакет 201а может быть направлен к нужному участку намотки посредством вращающейся щетки 416. В предпочтительном варианте, щетка 416 сделана в полную ширину и расположена так, чтобы касаться канатов 411а/413а и/или лент 427/428 конвейера, в точке, где маршрут подачи пленки может следовать либо по первому выбранному маршруту подачи пленки к шпинделю 437, либо по выбранному маршруту подачи пленки к шпинделю 438. На Фиг.3 показаны пакеты 201а и 201b, соединенные внахлест, следующие к участку намотки, при этом щетка 416 вращается по часовой стрелке. В предпочтительном варианте выполнения, рулоны поочередно наматываются на шпинделях 437 и 438.
После того, как пакеты 201а и 201 b ориентированы щеткой нужным образом, направлены мимо дополнительного стержневого прижима 422, дополнительного устройства 424 нанесения термоклея и дополнительного устройства 426 обвязки (т.е., узла или устройства нанесения ленты вокруг рулона намотанных пакетов). Для облегчения начала намотки рулона используется пара воздухонаправляющих устройств 442/433. Пара лотков 450/451 сортировочного устройства направляют намотанные рулоны бункер или на пол, в зависимости оттого, пропущены они, или забракованы. Вблизи шпинделей 437/438 расположена пара стержней/съемщиков 440 и 441 для удаления бракованных пакетов и/или бракованных рулонов.
Один вариант выполнения устройства 426 обвязки показан на Фиг.4 и включает конвейер 610, охватывающий валик 612, источник воздуха 616 и источник воздуха 608, установленный на воздухонаправляющем устройстве 433, которое взаимодействуете конвейером 428 для обматывания ленты 601 вокруг намотанного на шпинделе 438 (Фиг.3) рулона 618 пакетов. Устройство 426 обвязки показано для левого устройства обвязки на Фиг.3, а правостороннее устройство обвязки будет его зеркальным отражением.
Когда лента 601, протягиваемая конвейером 610, подходит к рулону 618, лента 601 проходит над верхом рулона 618. Сопла 608 направляют воздух на ленту 601, помогая поддерживать ленту (т.е., предотвращая ее падение до того, как она достигнет рулона 618). Предохранительные устройства 615 предотвращают намотку ленты 601 на конвейер 610 и валик 612.
После того, как лента 601 достигла рулона 618, сопла 616 направляют воздух так, чтобы отклонить ленту вниз, вокруг правой стороны рулона 618, тем самым, помогая обертывать ленту 601 вокруг рулона 618. Когда лента 601 обматывается вокруг рулона 618, она поддерживается потоком воздуха из сопел 608 снизу рулона 618, что способствует ее обматыванию вокруг рулона 618.
Каждое из сопел 608 и 616 могут быть одиночными соплами, воздуховодами, либо иметь несколько сопел. Кроме того, сопла 608 могут быть установлены на любой опоре, и не обязательно должны располагаться на воздухонаправляющем устройстве 433. Сопла 616 также могут быть установлены на любой опоре.
В настоящем изобретении могут быть сделаны многочисленные модификации, которые попадают в область его притязаний. При этом должно быть очевидно, что представленные, в соответствии с настоящим изобретением, способ и устройство для изготовления и намотки пакетов полностью удовлетворяют поставленным задачам и заявленным преимуществам. Несмотря на то, что изобретение было описано на примере конкретных вариантов его выполнения, понятно, что специалистам будут очевидны его различные альтернативные варианты, модификации и изменения. Соответственно, предполагается, что изобретение охватывает все такие альтернативы, модификации и изменения, попадающие под существо и область притязаний приложенной формулы. Подробно рассматривая по крайней мере один вариант выполнения изобретения, следует иметь в виду, что выполнение изобретения не ограничено деталями конструкции и расположением компонентов, представленных в приведенном описании или на чертежах. Изобретение может иметь другие варианты выполнения, либо может использоваться или осуществляться различными способами. Кроме того, необходимо понимать, что используемые здесь выражения и термины соответствуют задачам описания и не могут рассматриваться как ограничительные. Одинаковые обозначения используются для одних и тех же компонентов.




Группа изобретений относится к способу намотки пакетов и к намоточному устройству пакетоделательной машины. Намоточное устройство содержит подающий узел захвата, участок намотки, направляющую пленки и шпиндель. Узел захвата образован между первым и вторым подающими валиками. Направляющая углублена в первом подающем валике. При осуществлении способа намотки направляют пленку вдоль поверхности первого подающего валика к подающему узлу захвата. Направляют пленку к, по меньшей мере, первому участку намотки. Наматывают пакеты на участке намотки. Обеспечивается повышение скорости работы намоточного устройства. 2 н. и 23 з.п. ф-лы, 5 ил.
1. Намоточное устройство для пакетоделательной машины или листорезальной машины, включающее подающий узел захвата, образованный между первым и вторым подающими валиками, участок намотки, по крайней мере, первую направляющую пленки, расположенную вдоль маршрута подачи пленки, по крайней мере, по дуге к подающему узлу захвата, и первый шпиндель, расположенный вдоль маршрута подачи пленки, содержащий маршрут подачи пленки первого шпинделя, в котором пленка приближается к первому подающему валику, следует по поверхности первого подающего валика по дуге, равной, по крайней мере, 10°, к подающему узлу захвата, после направляется, по крайней мере, к одному участку намотки и вдоль маршрута подачи пленки ниже по направлению подачи от подающего узла захвата, при этом, по крайней мере, одна направляющая пленки углублена в первом подающем валике, по крайней мере, по дуге.
2. Устройство по п.1, в котором, по крайней мере, первая направляющая пленки установлена неподвижно и углублена в первом подающем валике, по крайней мере, по дуге с возможностью касания, по крайней мере, первой направляющей пленки и первого подающего валика.
3. Устройство по п.2, в котором, по крайней мере, первая направляющая пленки снабжена поверхностью и углублена в первом подающем валике на подающем узле захвата с возможностью расположения поверхности, по крайней мере, первой направляющей пленки, ближайшей к маршруту подачи пленки, ниже поверхности первого подающего валика, ближайшего к маршруту подачи пленки,
4. Устройство по п.3, в котором дуга составляет, по крайней мере, 60°.
5. Устройство по п.3, в котором дуга составляет, по крайней мере, 90°.
6. Устройство по п.3, которое дополнительно включает второй шпиндель и маршрут подачи пленки второго шпинделя, при этом маршрут подачи пленки первого шпинделя представляет собой первый выбранный маршрут подачи пленки, по которому пленка после выхода из подающего узла захвата следует по захвату первого выбранного маршрута подачи пленки к первому шпинделю и наматывается на него, а маршрут подачи пленки второго шпинделя представляет собой второй выбранный маршрут подачи пленки, при этом второй шпиндель расположен по второму выбранному маршруту подачи пленки, по которому пленка после выхода из подающего узла захвата следует по захвату второго выбранного маршрута подачи пленки ко второму шпинделю и наматывается на него.
7. Устройство по п.6, которое дополнительно включает вращающуюся щетку, расположенную в месте следования маршрута подачи пленки по первому выбранному маршруту при вращении щетки по часовой стрелке или по второму выбранному маршруту подачи пленки при вращении щетки против часовой стрелки.
8. Устройство по п.7, которое дополнительно включает узел захвата повышенной скорости, образованный между двумя валиками с повышенной скоростью, расположенными по маршруту подачи пленки ниже по направлению подачи от подающего узла захвата и выше по направлению подачи от первого и второго выбранных маршрутов подачи пленки, в котором пленка следует от подающего узла захвата к узлу захвата повышенной скорости к вращающейся щетке и по первому или второму выбранному маршруту подачи пленки.
9. Устройство по п.8, которое дополнительно включает первый источник воздуха, направленный, по крайней мере, частично в первом поперечном направлении к маршруту подачи пленки и первой стороне пленки, посредством которого часть пленки отклоняется от маршрута подачи пленки и натягивает излишек пленки для соединения внахлест смежных пакетов.
10. Устройство по п.9, которое дополнительно включает второй источник воздуха, направленный, по крайней мере, частично во втором поперечном направлении к маршруту подачи пленки и второй стороне пленки, посредством которого вторая часть пленки отклоняется от маршрута подачи пленки и натягивает излишек пленки для соединения внахлест смежных пакетов.
11. Устройство по п.10, в котором первый и второй источники воздуха расположены выше по направлению подачи от вращающейся щетки и ниже по направлению подачи от узла захвата повышенной скорости.
12. Устройство по п.6, которое дополнительно включает, по крайней мере, первый стержень, расположенный в зоне первого шпинделя для удаления бракованных пакетов, и, по крайней мере, второй стержень, расположенный в зоне второго шпинделя для удаления бракованных пакетов.
13. Устройство по п.6, в котором, по крайней мере, первая направляющая пленки состоит из, по крайней мере, трех направляющих пленки.
14. Устройство по п.7, которое дополнительно включает, по крайней мере, вторую направляющую пленки, расположенную вдоль маршрута подачи пленки от места выше по направлению подачи от подающего узла захвата до места в зоне узла захвата повышенной скорости и с противоположной стороны пленки от, по крайней мере, первой направляющей пленки.
15. Способ намотки пакетов из сплошной пленки, включающий направление пленки посредством первого подающего валика и, по крайней мере, первой направляющей пленки, углубленной в первом подающем валике, вдоль поверхности первого подающего валика по дуге, по крайней мере, 10°, направление пленки посредством, по крайней мере, первой направляющей пленки и первого подающего валика к подающему узлу захвата, образованному между первым и вторым подающими валиками, и направление пленки к, по крайней мере, первому участку намотки и намотку пакетов на первом участке намотки.
16. Способ по п.15, в котором при направлении пленки посредством первого подающего валика и, по крайней мере, одной направляющей пленки приводят пленку в соприкосновение с, по крайней мере, одной направляющей пленки и первым подающим валиком, по крайней мере, по дуге.
17. Способ по п.16, в котором при направлении пленки посредством первого подающего валика и, по крайней мере, первой направляющей пленки направляют ее вдоль поверхности первого подающего валика, по крайней мере, по дуге, равной 60°.
18. Способ по п.16, в котором при направлении пленки посредством первого подающего валика и, по крайней мере, первой направляющей пленки направляют ее вдоль поверхности первого подающего валика, по крайней мере, по дуге, равной 90°.
19. Способ по п.16, который дополнительно включает направление пленки ко второму участку намотки и намотку пакетов на втором участке намотки, при этом пленку направляют к первому участку намотки до намотки первого рулона пакетов и направляют ко второму участку намотки до намотки второго рулона пакетов.
20. Способ по п.19, который дополнительно включает вращение щетки по часовой стрелке, посредством которого направляют пленку к первому участку намотки, и вращение щетки против часовой стрелки, посредством которого направляют пленку ко второму участку намотки.
21. Способ по п.20, в котором пленка представляет собой последовательность пакетов, образованных сварными швами и перфорацией, которые отделяют от смежных пакетов посредством подачи пленки в узел захвата повышенной скорости.
22. Способ по п.21, который дополнительно включает направление потока воздуха на пленку в первом поперечном направлении к первой стороне пленки, посредством которого отклоняют часть пленки от маршрута подачи пленки, натягивают излишек пленки и соединяют внахлест смежные пакеты.
23. Способ по п.22, который дополнительно включает направление потока воздуха на пленку во втором поперечном направлении ко второй стороне пленки, противоположном первому поперечному направлению, посредством которого отклоняют часть пленки от маршрута подачи пленки, натягивают излишек пленки и соединяют внахлест смежные пакеты.
24. Способ по п.15, который дополнительно включает перемещение стержней для удаления бракованных пакетов.
25. Способ по п.17, в котором при направлении пленки посредством, по крайней мере, первой направляющей пленки и первого подающего валика к подающему узлу захвата направляют пленку между, по крайней мере, второй направляющей пленки и, по крайней мере, первой направляющей пленки.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| EP 0837020 A2, 22.04.1998 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Аппарат для автоматического поворачивания долота при ударном бурении | 1928 |
|
SU16103A1 |

