ОБЛАСТЬ ТЕХНИКИ
Данное изобретение в целом относится к уплотнениям, каркасным устройствам и способам изготовления каркасных устройств.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
С ростом экономических систем во всем мире увеличивается потребность в энергии. В результате увеличивается цена энергии, получаемой из традиционных источников ископаемого топлива. Однако возрастающее использование ископаемого топлива имеет недостатки, такие как пагубное влияние на окружающую среду и теоретические пределы их запасов.
Правительства и энергетические отрасли промышленности стремятся к альтернативным источникам энергии для обеспечения их доступности в будущем. Однако альтернативные источники энергии имеют большую стоимость киловатт-часа, чем традиционные источники на основе ископаемого топлива. Одним из таких альтернативных источников энергии является солнечная энергия. В типичных солнечных энергетических системах фотогальванические элементы поглощают солнечный свет, генерируя электроэнергию. Типичные фотогальванические элементы включают полимерные слоистые материалы и т.п. и стекло, которые герметизируются и совместно содержатся в каркасной конструкции. По причине возрастающего спроса на фотогальванические элементы существует потребность в снижении стоимости этих модулей.
Типичные устройства герметизируются и собираются путем размещения полимерного слоистого материала и/или стекла в каркасе. Как правило, полимерный слоистый материал и каркас герметизируются с использованием жидкого герметика или двусторонней клейкой ленты. Однако жидкие герметики и клейкая лента могут быть загрязненными, неэкономными и трудоемкими. Например, избыток жидких герметиков необходимо удалять из модуля, а устройство должно храниться осторожно, чтобы обеспечивалось надлежащее отверждение герметика. Нанесение двусторонней клейкой ленты может быть чрезвычайно сложным, в особенности, на углах фотогальванического элемента. Таким образом, может оказаться целесообразным усовершенствованный фотогальванический элемент.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одним из объектов изобретения является каркасное устройство. Каркасное устройство включает подложку, каркас и уплотнение. Подложка имеет первую длину, первую ширину и содержит периферическую кромку. Каркас содержит один прилегающий продольный фрагмент, имеющий первый конец и второй конец, где продольный фрагмент сконфигурирован так, чтобы при изгибе он образовывал три угла и его длина была в значительной степени равна длине подложки. Каркас также включает средства скрепления, соединяющие первый и второй концы каркаса, когда он находится в изогнутом положении, и канавку, которая проходит вдоль длины и ширины каркаса и в значительной степени сцепляется с периферической кромкой подложки. Уплотнение размещается внутри канавки каркаса, проходит от подложки к каркасу, прилегая к ним, и включает пенополимер.
Другим объектом изобретения является фотогальванический элемент, который включает подложку, каркас и уплотнение. Подложка имеет первую длину, первую ширину и содержит периферическую кромку. Каркас содержит один прилегающий продольный фрагмент, имеющий первый конец и второй конец, где продольный фрагмент сконфигурирован так, чтобы при изгибе он образовывал три угла, и его длина была в значительной степени равна длине подложки. Каркас также включает средства скрепления, соединяющие первый и второй концы каркаса, когда он находится в изогнутом положении, и канавку, которая проходит вдоль длины и ширины каркаса, и в значительной степени сцепляется с периферической кромкой подложки. Уплотнение включает пенополи-α-олефин.
Следующим объектом изобретения является способ изготовления каркасного устройства. Способ включает нагревание полимера, вспенивание полимера для создания пенополимера, нанесение пенополимера в канавку каркаса, где каркас содержит один прилегающий продольный фрагмент, имеющий первый конец и второй конец, где продольный фрагмент сконфигурирован так, чтобы при изгибе он образовывал три угла. Способ также включает вставку подложки в канавку каркаса для образования уплотнения между канавкой и подложкой, изгиб продольного фрагмента каркаса для размещения первого конца каркаса в значительной степени рядом со вторым концом каркаса и прикрепление первого конца каркаса ко второму концу каркаса.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ.1 - иллюстративный вариант осуществления каркасного устройства;
ФИГ.2 - иллюстративный вариант осуществления цельного каркасного устройства;
ФИГ.3 - иллюстративный вариант осуществления собранного цельного каркасного устройства;
ФИГ.4 - иллюстративный вариант осуществления углового клина;
ФИГ.5 - иллюстративный вариант осуществления фотогальванического элемента.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В одном из вариантов осуществления изобретения предусматривается каркасное устройство, которое включает подложку, каркас и уплотнение. Подложка имеет первую длину, первую ширину и содержит периферическую кромку. В одном из вариантов каркас изготавливается цельным. Цельный каркас включает один прилегающий продольный фрагмент, имеющий первый конец и второй конец. Длина продольного фрагмента каркаса в значительной степени равна общей длине четырех сторон периферической кромки подложки. В частности, длина продольного фрагмента каркаса образует четыре стороны каркаса и четыре угла каркаса, в значительной степени соответствующие четырем углам подложки. Первый конец и второй конец продольного фрагмента предусматривают один соединительный фрагмент по всей длине каркаса. Каркас также включает канавку, которая в значительной степени сцепляется с периферической кромкой подложки. Каркас предусматривает в значительной степени водонепроницаемое уплотнение тогда, когда пенополимер и подложка вставляются в каркас. В частности, уплотнение размещается в канавке каркаса, где оно проходит от подложки к каркасу, прилегая к ним, и включает пенополимер.
Композиции герметиков, пригодные в качестве пенополимера, включают, например, термопластичные полимеры, эластомеры, природные и синтетические каучуки, силиконы, термореактивные полимеры, такие как сшиваемые термореактивные полимеры, термоплавкие безрастворные клеи и бутилкаучуки, а также их комбинации. Иллюстративные полимеры включают полиалкилены (например, полиэтилен, полипропилен и полибутилен), поли-α-олефины, включая, например, гомополимеры, двойные и тройные сополимеры алифатических моно-1-олефинов (α-олефинов) (например, поли-α-олефины, содержащие 2-10 атомов углерода), гомогенные линейные или в значительной степени линейные сополимеры этилена, содержащие, по меньшей мере, один α-олефин С3-С20, полиизобутилены, поли(алкиленоксиды), поли(фенилендиаминтерефталамид), сложные полиэфиры (например, полиэтилентерефталат), полиакрилаты, полиметакрилаты, полиакриламиды, полиакрилонитрилы, сополимеры акрилонитрила и мономеров, включающие, например, бутадиен-нитрильный каучук (NBR), бутадиен, стирол, полиметилпентен и полифениленсульфид (например, стирол-акрилонитриловый, акрилонитрил-бутадиен-стирольный, акрилонитрил-стирол-бутадиеновый каучуки), полисульфиды, полиимиды, полиамиды, сополимеры винилового спирта и этиленоненасыщенных мономеров, поливинилацетата (например, этиленвинилацетат (EVA)), поливиниловый спирт, гомо- и сополимеры винилхлорида (например, поливинилхлорид), полисилоксаны, полиуретаны, полистирол, а также их комбинации, гомополимеры, двойные и тройные сополимеры и смеси. В одном из вариантов полимер не содержит изоцианатов. В одном из вариантов пенополимер представляет собой полиуретан. В одном из альтернативных вариантов пенополимер представляет собой поли-α-олефин. В другом варианте пенополимер представляет собой смесь мономера этилен-пропилен-диенового (EPDM) каучука и полипропилена; например, полимеры, поступающие в продажу под торговой маркой SANTOPRENE®.
В одном конкретном варианте осуществления изобретения может использоваться любой пригодный полимер, имеющий начальную вязкость расплава от около 10 мПа·с до около 200000 мПа·с при 190°С. В одном из вариантов полимер имеет начальную вязкость расплава от около 500 мПа·с до около 50000 мПа·с при 190°С. В одном из частных вариантов осуществления изобретения полимерное сырье, т.е. полимер до вспенивания, представляет собой адгезив.
В одном из вариантов осуществления изобретения полимер представляет собой поли-α-олефин. Как правило, поли-α-олефин включает гомополимеры, двойные и тройные сополимеры алифатических моно-1-олефинов (α-олефинов) (например, поли-α-олефинов, содержащих 2-10 атомов углерода). В одном из вариантов поли-α-олефин может включать α-олефин, содержащий 4-10 атомов углерода в дополнение или вместо 1-бутена, например, 3-метил-1-бутен, 1-пентен, 1-гексен, 3.3-диметил-1-бутен, 4-метил-1-пентен, 1-гептен, 1-октен или 1-децен. В одном из иллюстративных вариантов осуществления изобретения поли-α-олефин содержит от около 0,1 вес.% до около 100 вес.% α-олефинов, содержащих 4-10 атомов углерода. В одном из вариантов может присутствовать пропен в количестве от около 0,1 вес.% до около 98 вес.%, как, например, от около 30 вес.% до около 80 вес.% в расчете на общий вес поли-α-олефина. В одном из вариантов может присутствовать этен количестве от около 1 вес.% до около 95 вес.%, как, например, от около 0 вес.% до около 10 вес.% или от около 3 вес.% до около 8 вес.% в расчете на общий вес поли-α-олефина. В одном из вариантов соотношение различных мономеров может регулироваться в зависимости от требуемых свойств, таких как твердость, вязкость в расплаве и кристалличность. Пригодные поли-α-олефины включают тройные сополимеры, такие как тройные сополимеры пропен/1-бутен/этен, и сополимеры пропен/1-бутен; например, полимеры, поступающие в продажу под торговой маркой VESTOPLAST®.
В одном из вариантов осуществления изобретения поли-α-олефин подвергается привитой сополимеризации для усиления адгезии поли-α-олефина к подложке. Могут использоваться любые известные прививаемые сополимеризацией макрорадикалы, способствующие адгезии. Может использоваться любое количество прививаемых сополимеризацией макрорадикалов, значительно усиливающее адгезию поли-α-олефина к подложке. В одном из вариантов поли-α-олефин может подвергаться привитой сополимеризации с ангидридом, таким как малеиновый ангидрид (например, VESTOPLAST 308), или с силаном.
В одном из вариантов осуществления изобретения на поли-α-олефин прививается ненасыщенный силан. В одном из частных вариантов силан содержит, по меньшей мере, одну олефиновую двойную связь и 1-3 алкоксигруппы, непосредственно связанные с атомом кремния. В одном из вариантов прививаемый силан содержит три алкоксигруппы, непосредственно связанные с атомом кремния. В качестве примеров можно упомянуть винилтриметоксисилан (VTMO), винилтриэтоксисилан, винил-трис(2-метоксиэтокси)силан, (MEMO, H2 С=С(СН3)СОО(СН2)3-Si(ОСН)3), 3-метакрилоилоксипропилтриэтоксисилан винилдиметилметоксисилан или винилметилдибутоксисилан. В одном из вариантов силаны включают таковые, где двойная связь ненапрямую связана с атомом кремния, например, аллилтриметоксисилан, аллилтриэтоксисилан и т.п. Для привитой сополимеризации силан, как правило, используется в количествах до около 20 вес.%, как, например, от около 0,1 вес.% до около 10 вес.%, как, например, от около 0,5 вес.% до около 5 вес.% в расчете на поли-α-олефин. Силан на поли-α-олефине усиливает адгезию пенополимера без необходимости в использовании какой-либо грунтовки.
Ненасыщенный силан, как правило, прививается на полиолефин способами, которые известны средним специалистам в данной области, например, в растворе или в расплаве, с добавлением донора свободных радикалов, применяемого в достаточном количестве. В одном из примеров силановые группы гидролизуются, образуя силанольные группы. Полимер может затем сшиваться, например, путем силанольной конденсации или путем реакции с гидроксифункциональными полимерами. Реакции силанольной конденсации могут катализироваться подходящими катализаторами силанольной конденсации, такими как металлорганические соединения, органические основания, кислые минералы и жирные кислоты. Иллюстративные металлорганические соединения включают дилаурат дибутилолова или тетрабутилтитанат. Катализатор необязательно может использоваться в количестве от около 0,01 вес.% до около 0,2 вес.%, например, от около 0,01 вес.% до около 0,5 вес.% в расчете на вес полимера.
Как правило, поли-α-олефин является в значительной степени аморфным, что означает: степень его кристалличности не превышает 45% по данным рентгеновской дифракции. В одном из вариантов поли-α-олефин имеет степень кристалличности не более 35%. Долю кристаллического материала во в значительной степени аморфном поли-α-олефине можно оценить, например, определяя энтальпию плавления при помощи метода дифференциальной сканирующей калориметрии (ДСК). Обычно взвешенный образец сначала нагревается от около -100°С до около +210°С со скоростью нагрева около 10°С/мин, а затем вновь охлаждается до -100°С со скоростью около 10°С/мин. После исключения термической истории образца таким способом его затем снова нагревают со скоростью около 10°С/мин до около 210°С, и энтальпия плавления образца определяется путем интегрирования пика плавления, соответствующего температуре плавления кристалла Тm. Предпочтительно энтальпия плавления в значительной степени аморфного полиолефина не превышает около 100 джоулей на грамм (Дж/г), более предпочтительно около 60 Дж/г и особенно предпочтительно не более чем около 30 Дж/г.
Привитый в значительной степени аморфный полиолефин, как правило, имеет начальную вязкость расплава в интервале от около 1000 мПа·с до около 30000 мПа·с, как, например, от около 2000 мПа·с до около 20000 мПа·с и от около 2000 мПа·с до около 15000 мПа·с.
Пенополимер также может включать добавки, придающие пене особые свойства. Например, могут добавляться пигменты, наполнители, катализатор, пластификатор, биоцид, огнезащитный состав, антиоксидант, поверхностно-активное вещество (ПАВ), агенты, придающие липкость, добавки, способствующие адгезии и т.п. Иллюстративные пигменты включают органические и неорганические пигменты. Пригодные наполнители включают, например, кремнезем, осажденный кремнезем, тальк, карбонаты кальция, алюмосиликаты, глину, цеолиты, керамики, слюду, оксид алюминия или магния, кварц, диатомовую землю, термический кремнезем, также называемый пирогенным кремнеземом, и непирогенный кремнезем. Наполнители также могут представлять собой силикаты, такие как тальк, слюда, каолин, стеклянные микросферы, или другие минеральные порошки, такие как карбонат кальция, минеральные волокна, а также любые их комбинации. Иллюстративные пластификаторы включают парафиновые масла, нафтеновые масла, низкомолекулярный поли-1-бутен, низкомолекулярный полиизобутен, а также их комбинации. В одном из частных вариантов осуществления изобретения пенополимер включает добавки, способствующие адгезии, такие как функциональные силаны или другие активаторы склеивания. Иллюстративные силаны включают 3-аминопропилтриметоксисилан, 3-(триметоксисилил)пропилметакрилат, 3-глицидоксипропилтриметоксисилан и n-октилтриметоксисилан. Активатор склеивания необязательно может использоваться в количестве от около 0,01 вес.% до около 5,0 вес.%, например, от около 0,01 вес.% до около 2,0 вес.% в расчете на вес полимера.
Подложки каркасного устройства могут формироваться из жестких подложек или гибких подложек. Как указано выше, подложка имеет первую длину и первую высоту и может иметь любую приемлемую форму. Например, подложка может быть квадратной, прямоугольной и т.д. Может использоваться любая иллюстративная жесткая подложка. Например, каркасное устройство может представлять собой фотогальванический элемент, где жесткие подложки включают полимерные подложки с кристаллическим кремнием. Фотогальванический элемент, заключаемый в каркас, может иметь наружные поверхности из стекла, металлической фольги или пленок полимеров, таких как фторсодержащие полимеры, полиолефины, сложные полиэфиры и т.п. Кроме того, можно предположить любое количество подложек. В одном из вариантов осуществления изобретения существует возможность адаптации фактической формы подложек устройства с целью увеличения эффективности герметизации и/или для облегчения пригонки уплотнения. Так, можно использовать подложки, периферическая кромка которых скошена, что делает возможным определение более широкой периферической кромки, уже не имеющей простого прямоугольного поперечного сечения, но, например, имеющей, по меньшей мере, частично трапециевидное поперечное сечение. Скошенная наружная кромка обеспечивает большую площадь поверхности для контакта с пенополимером.
Каркас каркасного устройства, окружающий периферическую часть подложки, может изготавливаться из любого приемлемого материала, который сохраняет жесткость каркаса под действием внешних или внутренних напряжений. В одном из вариантов осуществления изобретения каркас может быть металлическим, полимерным или изготовленным из композитного материала. Иллюстративным металлом является алюминий. Поперечное сечение каркаса может быть квадратным, прямоугольным и т.д., как и в случае вышеупомянутой подложки. Каркас имеет вторую длину и вторую высоту, которые превышают по величине первую длину и первую высоту подложки. Канавка проходит вдоль второй длины и второй высоты каркаса. Как отмечено выше, уплотнение из пенополимера размещается внутри канавки. Затем в пенополимерное уплотнение помещается подложка так, что в канавке каркаса размещается подложка и полимерное уплотнение. Поперечное сечение канавки может иметь любую форму. Как правило, канавка представляет собой желобок. В одном из вариантов осуществления изобретения канавка имеет прямоугольное поперечное сечение или трапециевидное поперечное сечение. Преимущественно, по меньшей мере, одна часть опорных поверхностей, через которые каркас опирается на подложку, покрывается одним или несколькими пенополимерными уплотнениями.
Каркасные устройства включают, например, любое устройство или узел, для которого требуется непроницаемость для водяного пара и значительная механическая прочность. Иллюстративные каркасные узлы включают, например, электронные устройства, фотогальванические элементы, узлы из изоляционного стекла и т.п. Например, фоточувствительные устройства, такие как электронные устройства, могут формироваться на подложках с использованием таких технологий, как технологии производства полупроводников и технологии печати. Указанные фоточувствительные устройства могут соединяться с использованием проводящих соединений, таких как металлические соединения и/или полупроводниковые соединения. Металлические соединения включают, например, золотые, серебряные, титановые или медные соединения. Также для конструирования каркасного устройства, такого как фотогальванический элемент, может предполагаться использование любого другого материала, подложки и т.п.
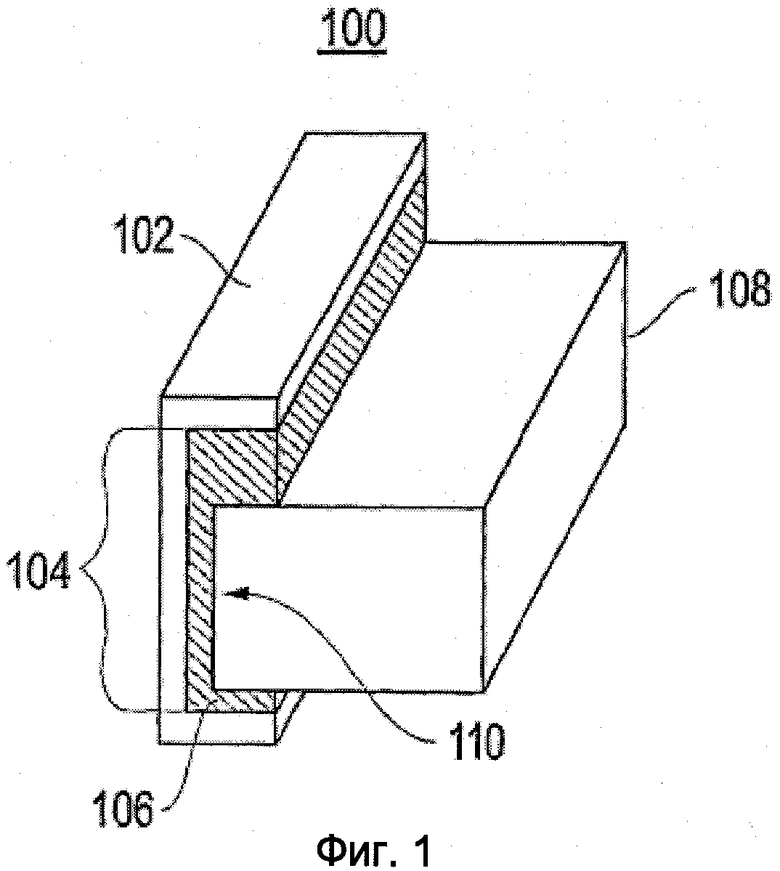
На ФИГ.1 показан иллюстративный вариант осуществления поперечного сечения каркасного устройства. Каркасное устройство 100 включает каркас 102, содержащий канавку 104. Пенополимер 106 находится в непосредственном контакте с каркасом 102 и подложкой 108 и размещается между ними. Как показано на иллюстрации, пенополимер 106 в значительной степени заполняет канавку 104, в частности, с подложкой 108, которая располагается внутри канавки 104. Кроме того, пенополимер 106 может наноситься так, чтобы пенополимер 106 находился на одном уровне с каркасом 102 без избыточного выступания пенополимера 106 из периферической части каркаса 102 или на подложку 108. Как показано на иллюстрации, периферическая кромка 110 подложки имеет прямоугольное поперечное сечение, сходное с поперечным сечением канавки 104 каркаса 102. Канавка, как правило, конфигурируется так, чтобы вмещать подложку между двумя противоположными боковыми сторонами канавки. Канавка может иметь множество форм, включая прямоугольную, круглую, трапециевидную, треугольную форму или любую другую форму, конфигурация которой позволяет вмещать устройство, заключаемое в каркас. В одном из иллюстративных вариантов вход может иметь небольшой изгиб внутрь для направления панели и для ограничения перетекания через край. В одном из вариантов предполагается любая конфигурация, позволяющая удерживать подложку устройства. В одном из вариантов устройство может включать седло, такое как, например, Г-образное седло, для посадки в которое конфигурируется подложка. При посадке в Г-образное седло подложка, как правило, не помещается между двумя противоположными боковыми сторонами, а удерживается в устройстве посредством адгезивных свойств пенополимера.
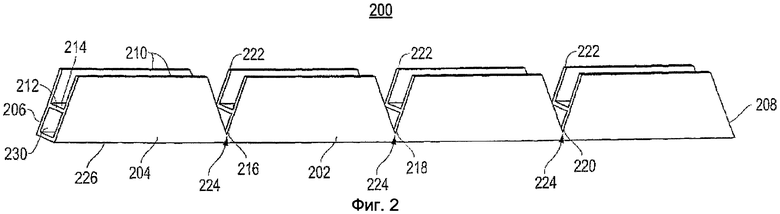
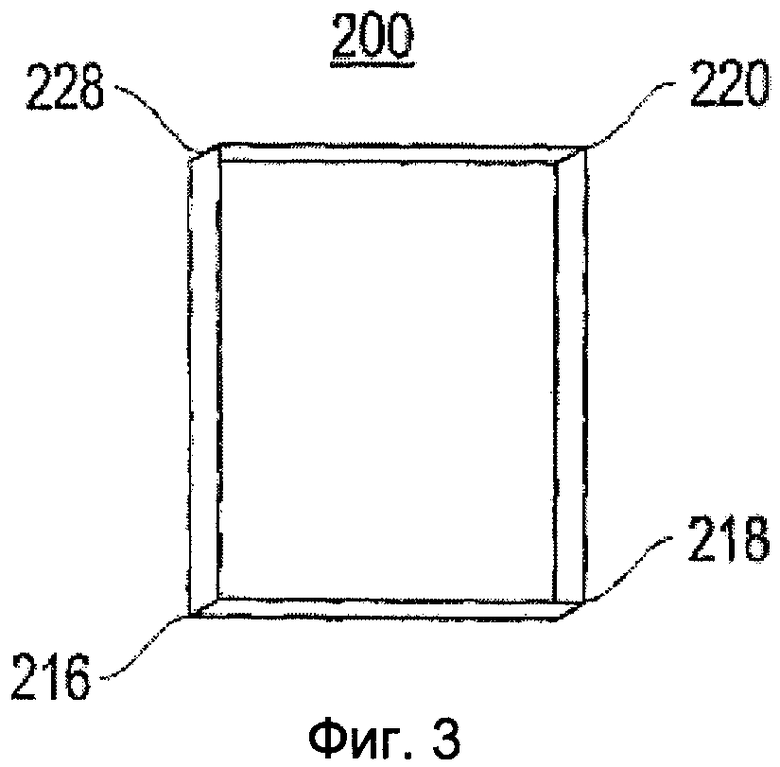
На ФИГ.2 и 3 показаны иллюстративные варианты осуществления цельного каркасного устройства. Каркасное устройство 200 включает каркас 202, который содержит один прилегающий продольный фрагмент 204, имеющий первый конец 206 и второй конец 208. Продольный фрагмент 204 включает боковые панели 210 и основание 212, которые, как правило, образуют канавку 214 каркаса 202. Как показано на иллюстрациях, продольный фрагмент 204 конфигурируется так, чтобы при изгибе он образовывал три угла 216, 218 и 220. В одном из вариантов три угла 216, 218 и 220 изогнуты в пилообразной конфигурации, обеспечивая величины углов 216, 218 и 220 около 90°. Как показано на иллюстрациях, пилообразная конфигурация включает V-образную впадину 222 на боковых панелях 210 продольного фрагмента 204, где каркас 202 изогнут в вершине 224 V-образной впадины 222. То есть вершина 224 V-образной впадины 222 проходит за боковые панели 210 через основание 212 продольного фрагмента 204. Вершина 224 V-образной впадины 222, как правило, проходит к наружной лицевой стенке 226 каркаса 202, где завершается, и, таким образом, наружная лицевая стенка 226 каркаса поддерживает единственный прилегающий продольный фрагмент 204. Кроме того, V-образная впадина 222 конфигурируется так, чтобы она поддерживала механическую и структурную целостность наружной лицевой стенки 226 и углов 216,218 и 220, когда углы 216,218 и 220 изогнуты. При изгибе V-образные впадины закрываются, обеспечивая такие углы 216, 218 и 220, что боковые панели 210 не включают ни одного зазора, предусматривая каркас 202, который поддерживает в значительной степени водонепроницаемое уплотнение. Можно предположить любую конфигурацию впадины при условии, что впадина будет поддерживать в значительной степени водонепроницаемое уплотнение, где продольный фрагмент каркаса изогнут с образованием углов.
В одном из частных вариантов осуществления изобретения каркас 202 заполняется пенополимером (не показан) перед изгибом трех углов 216, 218 и 220. После введения пенополимера в канавку 214 каркас 202 изгибается вокруг подложки (не показана). Пенополимер вступает в непосредственный контакт с каркасом 202 и подложкой и располагается между ними. Как показано на ФИГ.1, пенополимер в значительной степени заполняет канавку, в частности, с расположенной в канавке подложкой. Кроме того, пенополимер может наноситься таким образом, чтобы он находился на одном уровне с каркасом 202 без избыточного выступания пенополимера из периферических частей боковых панелей 210 каркаса 202 или на подложку. В другом варианте каркас 202 может включать липкую ленту (не показана), закрепляющую подложку в каркасе 202. Как показано на ФИГ.1 периферическая кромка подложки 110 имеет прямоугольное поперечное сечение, сходное с поперечным сечением канавки 214 каркаса 202.
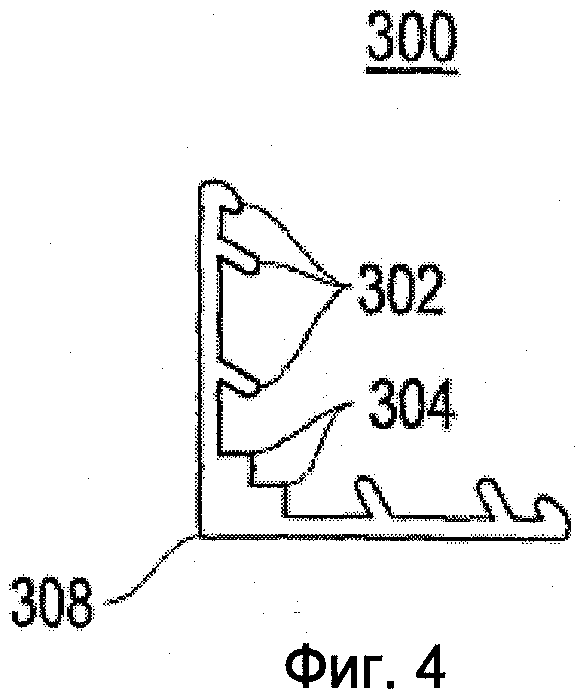
Первый конец 206 и второй конец 208 продольного фрагмента 204 скрепляются при помощи средств скрепления, образуя четвертый угол 228 каркаса 202. Углы 216, 218, 220 и 228 формируются в положениях, соответствующих четырем углам подложки (не показано). Четвертый угол 228 - это угол, где противоположные первый конец 206 и второй конец 208 сцепляются под углом, близким к 90°. Средства скрепления скрепляют противоположные первый конец 206 и второй конец 208, обеспечивая формирование четвертого угла 228, не содержащего зазоров между скрепленными первым концом 206 и вторым концом 208 вдоль боковых панелей 210 и основания 212 и поддерживающего в значительной степени водонепроницаемое уплотнение каркаса 202. Средства скрепления включают любые известные приспособления, используемые для закрепления двух противоположных концов угла, например, такие как винты, крепежные втулки, заклепки, зажимные скобы, а также любая их комбинация. В одном из вариантов средства скрепления включают Г-образную зажимную скобу, также известную как угловой клин. Как показано на ФИГ.4, угловой клин 300 включает, по меньшей мере, один зуб 302, в значительной степени сцепляющийся с первым концом 206 и вторым концом 208 продольного фрагмента 204 с образованием четвертого угла 228. По меньшей мере, один зуб 302 в значительной степени предохраняет первый конец 206 и второй конец 208 от расцепления. Для предохранения первого конца 206 и второго конца 208 от расцепления предполагается любое количество зубьев. Кроме того, угловой клин 300 может включать усиливающие элементы 304, которые усиливают вершину 306 углового клина 300. В одном из частных вариантов осуществления изобретения угловой клин 300 сцепляет внутренний отсек 230 первого конца 206 и второго конца 208 каркаса 202. В одном из вариантов угловой клин 300 может дополнительно укрепляться в каркасе 202, по меньшей мере, одним винтом (не показан). Для усиления прочности и жесткости каркаса на каркасе могут предполагаться любые другие усиливающие средства.
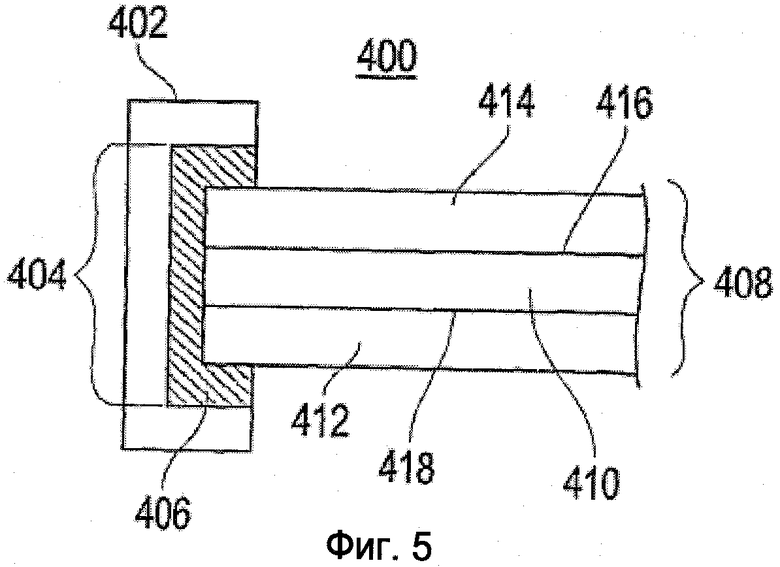
На ФИГ.5 показан иллюстративный вариант осуществления фотогальванического элемента 400. Фотогальванический элемент 400 включает каркас 402, содержащий канавку 404. Пенополимер 406 находится в непосредственном контакте с каркасом 402 и подложками 408 фотогальванического элемента 400 и размещается между ними. Как показано на иллюстрации, пенополимер 406 в значительной степени заполняет канавку 404, в частности, с расположенной в канавке 404 подложкой 408. Кроме того, пенополимер 406 может наноситься так, чтобы пенополимер 406 находился на одном уровне с каркасом 402 без избыточного выступания пенополимера 406 в периферическую часть каркаса 402 или на подложку 408.
Подложка 408, как показано, включает несколько слоев. Фотогальванический элемент 400 включает фотогальванический слой 410, окруженный электроизолирующим нижним полотном 412 и защитным слоем 414, таким как, например, просветляющее стекло. Фотогальванический слой 410 включает чувствительную поверхность 416 и нижнюю поверхность 418. В ходе работы фотогальванический слой 410 может получать электромагнитное излучение через чувствительную поверхность 416 и, используя устройства, такие как, например, полупроводниковые устройства, сформированные в фотогальваническом слое 410, преобразовывать электромагнитное излучение в электрический потенциал. В общем случае свет или электромагнитное излучение, передаваемые или проходящие к нижней поверхности 418, не приводят к генерированию значительного электрического потенциала. В одном из вариантов продольный фрагмент каркаса может включать одну или несколько боковых панелей, образующих любое количество канавок для размещения любого количества слоев подложки.
Фотогальванический слой 410 также может включать защитные пленки (не показаны). В одном из вариантов осуществления изобретения защитная пленка может покрывать чувствительную поверхность 416 фотогальванического слоя 410, а также защитная пленка может лежать в основе нижнего слоя 418 фотогальванического слоя 410. Использование той или иной защитной пленки зависит от каркасного устройства. Например, защитная пленка может включать полимер, металл или любую другую возможную пленку. Также может предполагаться любой способ приклеивания пленки к подложке. Кроме того, фотогальванические слои 410 могут включать или не включать слой твердого покрытия (не показан) на чувствительной поверхности 416, который служит для защиты фотогальванического слоя или слоев, в ходе дальнейшей обработки.
Каркасное устройство может формироваться по способу, который включает вспенивание полимера. Перед вспениванием полимер нагревается до определенной температуры для его расплавления. Например, полимер нагревается до его температуры плавления. В одном из вариантов осуществления изобретения полимер нагревается до той температуры, при которой полимер не разлагается. Например, полимер нагревается до температуры не выше чем около 250°С. В одном из иллюстративных вариантов осуществления изобретения полимер представляет собой поли-α-олефин из-за его относительно невысокой температуры плавления в сравнении с такими полимерами, как полипропилен и смеси полипропилен/EPDM. В одном из вариантов полимер может расплавляться с использованием барабанного разгрузчика. В одном из частных вариантов осуществления изобретения полимер обладает адгезивными свойствами по отношению к подложке после расплавления даже до вспенивания.
Полимер вспенивается при помощи любых приемлемых средств. Расплавленный полимер может перекачиваться, дозироваться и смешиваться с определенным количеством любого пригодного вспенивающего агента. Например, полимер вспенивается путем смешивания нагретого полимера с любым пригодным газообразователем или инертным газом. Иллюстративные газообразователи включают, например, азодикарбонамид (ADC), 1,1'-азобисформамид (AIBN), оксибисбензолсульфонилгидразид (OBSH), метилаль и т.п. Иллюстративные инертные газы включают, например, воздух, азот (N2), диоксид углерода (СО2), хлордифторметан (HCFC) и т.п. В одном из вариантов газ вдувается и смешивается с расплавленным материалом. В одном из вариантов полимер может вспениваться с использованием такого оборудования, как SEVAFOAM® (полученного от Seva) или FOAMIX® и ULTRAFOAM MIX® (полученного от Nordson). Обычно полимер вспенивается так, чтобы его коэффициент расширения составлял от около 1 до около 10, как, например, от около 2 до около 7.
В одном из вариантов осуществления изобретения пенополимер наносится в канавку каркаса с образованием уплотнения между канавкой и подложкой. В одном из вариантов пенополимер может наноситься при помощи любых приемлемых средств, как, например, вручную или при помощи электронных или роботизированных средств. В одном из вариантов пенополимер может наноситься путем впрыска или экструзии. Могут осуществляться измерения, гарантирующие то, что весь пенополимер размещен в вышеописанной периферической канавке. Эти действия приводят к формированию устройства, в котором пенополимер наполняет и в значительной степени заполняет канавку. Кроме того, уплотнение не «выступает» на подложку, что является эстетически привлекательным и полезным при вставке подложки. В одном из частных вариантов осуществления изобретения слой пенополимера является в значительной степени однородным, т.е. толщина слоя пенополимера не изменяется в пределах более чем около 10%. В одном из вариантов пенополимер может быть гранулирован. В одном из вариантов пенополимер наносится роботизированным механизмом.
Затем подложка вставляется в пенополимер. Подложка вставляется в пенополимер перед тем, как пенополимер достигнет температуры отверждения. Отверждение может происходить при помощи любых приемлемых средств, например, таких как отверждение во влажной среде, термическое отверждение и т.п. Обычно временной период отверждения зависит от выбора полимера и сжимаемости полимера. Например, подложка вставляется в пенополимер в течение периода времени от 1 секунды до около 10 минут после введения пенополимера в канавку каркаса. В одном из вариантов осуществления изобретения подложка вставляется в пенополимер в течение периода времени менее чем около 10 минут, как, например, менее чем около 5 минут, как, например, менее чем около 2 минут после введения пенополимера в канавку каркаса. Затем после вставки подложки в пенополимер пенополимер сжимается во избежание перетекания материала через край. В одном из иллюстративных вариантов пенополимер имеет время открытой выдержки от около 1 минуты до около 10 минут, как, например, более чем около 2 минут, более чем около 5 минут или даже более чем около 10 минут. Время открытой выдержки материала определяется как время, необходимое материалу для того, чтобы затвердеть/схватиться без вставки панели. Нулевой момент времени наступает непосредственно после нанесения материала в канавку. После истечения времени открытой выдержки панель трудно правильно вставить и будет получена слабая адгезия.
Другой заданной особенностью является время схватывания, т.е. время, необходимое материалу для достижения достаточной целостности слоя или, иными словами, для схватывания после вставки панели. В одном из иллюстративных вариантов осуществления изобретения время схватывания для пенополимера меньше или равно около 1 минуте, как, например, меньше или равно около 30 секундам и даже меньше или равно около 15 секундам. Такое время схватывания позволяет ускорить процесс в сравнении с применяемым в настоящее время процессом на основе силикона. Напротив, используемый в настоящее время традиционный процесс на основе силикона требует для схватывания времени от около 30 минут до нескольких дней.
В одном из вариантов осуществления изобретения пенополимер также может помещаться на периферическую кромку подложки при помощи любых средств. Затем каркас может размещаться на подложке. В одном из вариантов дополнительное нагревание не используется. В другом варианте может производиться дальнейшее нагревание каркаса и/или пены для пластикации пены, если пена, например, затвердевает слишком быстро или сборка каркаса требует большего количества времени. В одном из вариантов может производиться внешнее охлаждение узла, например, для ускорения процесса сборки. В другом варианте внешнее охлаждение узла не используется. Таким образом, нанесение вспененного герметика является эффективным. Благоприятно также то, что нанесение пенополимера не требует какого-либо удаления, чистовой обработки или очистки от какого-либо избытка герметика. Как указывалось ранее, пенополимер является сжимаемым, в значительной степени однородным и не содержит перетекающего через край избытка герметика.
В одном из иллюстративных вариантов осуществления изобретения пенополимер в значительной степени непроницаем для водяного пара. Например, пенополимер преимущественно обладает проницаемостью для водяного пара, меньшей или равной около 5 г/м2/24 ч, как, например, менее чем около 4 г/м2/24 ч или менее чем около 3 г/м2/24 ч. В одном из иллюстративных вариантов пенополимер обладает проницаемостью для водяного пара, меньшей или равной 0,5 г/м2/24 ч или даже меньшей или равной 0,25 г/м2/ ч, согласно стандарту ASTM Е 9663 Т, что означает: они в высокой степени непроницаемы для воды.
Также пенополимер обладает значительной адгезией к подложке каркасного устройства. Предпочтительно пенополимер проявляет нарушение прочности адгезии менее 50%, менее 20% или даже не обладает нарушением прочности адгезии. В одном из частных вариантов осуществления изобретения пенополимер проявляет значительную адгезию без необходимости в предварительном прогреве поверхности материала, с которым пенополимер вступает в контакт. Важно, что полимер выбирается таким образом, чтобы он был по существу непроницаемым, но при этом очень хорошо клеящимся к материалам, с которыми он вступает в контакт, препятствуя созданию путей диффузии на поверхности раздела между уплотнением и материалом, который герметизируется, во избежание какого-либо отслоения уплотнения. В одном из вариантов пенополимер соответствует или превышает ожидания в отношении адгезии, которая требуется для применения в фотогальванических каркасах. В одном из частных вариантов осуществления изобретения пенополимер является в значительной степени самоклеящимся к подложке и каркасу.
Также пенополимер обладает значительной эластичностью, учитывающей расширение/сжатие, связанные с циклическими температурными воздействиями и различиями в величине коэффициента температурного расширения между двумя различными материалами, например, подложки и каркаса.
В одном из частных вариантов осуществления изобретения пенополимер может использоваться в любом подходящем случае, где требуются такие свойства как непроницаемость для водяного пара, адгезия и/или механическая прочность. В одном из иллюстративных вариантов пенополи-α-олефин может использоваться во многих случаях, где желательны указанные свойства. Например, пенополимер может применяться не только для каркасных устройств, но и для любых других приложений уплотнений. Применение может быть найдено в таких отраслях промышленности, как автомобильная, электронная, строительная, мебельная и т.д. В частности, пенополимер может применяться для сальников.
ПРИМЕРЫ
ПРИМЕР 1
Нижеследующий пример описывает репрезентативную композицию и измерение времени схватывания и времени открытой выдержки. Композиции и значения приведены в Таблице 1.
Композиции и значения
Способы испытаний и термины описаны ниже:
«Время схватывания» - это время, необходимое материалу для того, чтобы обрести значительную устойчивость по размерам после вставки устройства, такую, что устройство может быть поднято посредством каркаса без выскальзывания устройства.
Условия для способа испытания на «время открытой выдержки» предусматривают длинный лист бумаги. Длинный лист бумаги обеспечивается, например, путем выкладывания в ленту трех-четырех листов бумаги формата А4. 50 мкм металлический калибратор или лезвие вытяжного устройства для нанесения покрытий помещается на один из концов бумажного листа.
300 г полимера или смеси полимеров нагревается в атмосфере азота при 160°С. Через около 60-90 минут примерно половина расплавленного материала выливается прямо перед калибратором и калибратор вытягивается по листу, образуя пленку толщиной 50 мкм. Как только достигается конец листа, регистрируется время. Листы размером 2,5×2,5 см (одного типа) плотно прижимаются к пленке через заданные промежутки времени: 15, 30, 45 секунд и 1, 1,5, 2, 2,5, 3, 3,5, 4,5, 5, 6, 7, 8, 9, 10, 15 минут. Еще через 5 минут небольшие листы бумаги удаляются при помощи пинцета. Время открытой выдержки определяется как наиболее длительное время, за которое:
- небольшой лист бумаги нельзя удалить с полимерной пленки на, по меньшей мере, 75% его общей площади поверхности или
- при удалении, по меньшей мере, 75% очищенной поверхности проявляет на бумаге когезионное разрушение.
ПРИМЕР 2
Описывается иллюстративное испытание и способ сшивки. Композиция и значения приведены в Таблице 2.
Композиции и значения
Реологические свойства полимера и смесей полимеров изучались с использованием реометра Paar Physica Реометр UDS200. Измерения производились на образцах толщиной 1 мм в атмосфере азота с использованием деформационной моды с частотой 1 Гц в плоскопараллельной конфигурации. Исходная нормальная сила при 23°С устанавливалась на уровне около 0,25-0,5 Н. Образцы анализировались при температуре в пределах около 30-200°С со скоростью нагрева около 10°С/мин. Образцы высекались из ранее сформированных полотен.
Высеченные образцы подвергались сшивке при 23°С и относительной влажности 50%, а динамический модуль упругости измерялся при 140-200°С как функция времени. При указанных температурах все кристаллиты расплавлялись и поэтому любое возрастание динамического модуля упругости было непосредственно связано с возрастанием упругого сопротивления за счет протекания процесса сшивки.
«Время сшивки» - это время, за которое возрастание динамического модуля упругости приближается к предельному значению.
ПРИМЕР 3
Примеры испытания адгезии на отслаивание под углом 90° приведены ниже:
Композиции и значения
Испытания на отслаивание под углом 90° производились с использованием растягивающего оборудования Hounsfield. Перед измерением подготовленные образцы хранились при 23°С и относительной влажности 50% в течение двух
недель.
Алюминиевые и поливиниловые (PV) испытательные образцы имели следующие размеры: 50×150 мм. Перед сборкой испытательные образцы очищались ацетоном и раствором изопропилового спирта в воде с концентрацией 50 об.%. Композиции наносились с использованием распылителя горячего расплава на испытательные образцы так, чтобы обеспечивалась адгезия над около 100 мм. Ширина составляла 15 мм. Толщина составляла около 0,8 мм. Для предотвращения адгезии на остающихся 50 мм на одном из концов испытательного образца на область поверхности 50×50 мм наносилась неприлипающая стеклоткань.
Испытания производились со скоростью 50 мм/мин при температуре 23°С и относительной влажности около 50%. Измерения производились на трех экземплярах каждого образца.
ПРИМЕР 4
Ниже приведены примеры характеристик отрыва:
Композиция и значения
Испытания на отрыв производились с использованием растягивающего оборудования Hounsfield. Перед измерением подготовленные образцы хранились при 23°С и относительной влажности 50% в течение двух недель.
Поливиниловые испытательные образцы имели следующие размеры: 25×75 мм. Для вставки испытательных образцов в канавку (6×8 мм) использовался поливинилово-алюминиевый каркас. Перед сборкой испытательные образцы и канавки очищались ацетоном и раствором изопропилового спирта в воде с концентрацией 50 об.%. Пена наносилась с использованием аппарата UltraFoam Mix (Nordson) и раздаточного устройства, прикрепленного к роботу. Для каждого испытательного образца в канавку наносились вспененные гранулы длиной 5 см. Испытательные образцы вручную вставлялись на глубину 7 мм (1 мм от дна канавки).
Испытания производились со скоростью 12,5 мм/мин при температуре 23°С и относительной влажности 50%. Измерения производились на трех экземплярах каждого образца.
ПРИМЕР 5
Два каркаса, цельный каркас и каркас, состоящий из четырех фрагментов, собирались вручную. Используемый вспененный герметик имеет состав, описанный в Таблице 5.
Состав
Каркас из четырех фрагментов собирался следующим образом:
Экструзия/запенивание герметика в канавку первого фрагмента каркаса;
вставка панели;
экструзия/вспененного герметика в канавку второго фрагмента каркаса;
вставка панели (на противоположной стороне относительно предыдущего этапа);
экструзия/запенивание герметика в канавку третьего фрагмента каркаса;
вставка двух угловых клиньев в третий фрагмент каркаса;
вставка третьего фрагмента каркаса в соответствующее положение;
экструзия/запенивание герметика в канавку четвертого фрагмента каркаса;
вставка двух угловых клиньев в четвертый фрагмент каркаса;
вставка четвертого фрагмента каркаса в соответствующее положение.
Цельный каркас собирался следующим образом:
вставка одного углового клина в один из концов каркаса;
экструзия/запенивание герметика в канавку;
вставка панели в положение 1 (первая длина);
наклон панели таким образом, чтобы панель вставлялась в положения 2, 3 и 4.
Конфигурация каркасов и подробности приведены в Таблице 6.
Таким образом, собранный цельный каркас имеет время сборки, которое на около 46% меньше, чем время сборки каркаса из четырех фрагментов. В отличие от каркаса из четырех фрагментов, содержащего четыре угловых клина, цельный каркас содержит один угловой клин. Кроме того, пенополимер не требует очистки каркаса перед внесением пенополимера. Напротив, традиционные полимеры, такие как силиконовые адгезивы, как правило, требуют очистки после вставки панели в канавку, содержащую силиконовый герметик. Кроме того, процесс сборки цельного каркаса должен быть значительно менее эффективным в присутствии медленно схватывающегося материала, такого как традиционный силикон.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРКАСНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2479069C2 |
| НИЗКОТЕМПЕРАТУРНЫЙ СПОСОБ ПРЕССОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПАКЕТОВ ИЗОЛИРУЮЩЕГО СТЕКЛА | 2004 |
|
RU2366625C2 |
| ОДНОКОМПОНЕНТНАЯ ОТВЕРЖДАЕМАЯ ВЛАГОЙ КОМПОЗИЦИЯ ГОРЯЧЕГО РАСПЛАВА ГЕРМЕТИКА ИЗ ПОЛИ-АЛЬФА-ОЛЕФИНА С СИЛАНОВОЙ ФУНКЦИОНАЛЬНОЙ ГРУППОЙ | 2004 |
|
RU2343177C2 |
| ОТВЕРЖДАЕМЫЙ ВЛАГОЙ КЛЕЙ-РАСПЛАВ С ВЫСОКОЙ АДГЕЗИОННОЙ ПРОЧНОСТЬЮ И БЫСТРЫМ ВРЕМЕНЕМ СХВАТЫВАНИЯ | 2016 |
|
RU2723880C2 |
| АДГЕЗИВ ДЛЯ ЛАМИНИРОВАНИЯ СТРЕТЧ-ПЛЕНКАМИ | 2012 |
|
RU2620390C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ, СОДЕРЖАЩАЯ ПРОТЕКТОРНЫЙ БРАСЛЕТ, ЗАЩИЩЕННЫЙ ОТ ИСКАЖЕНИЙ В КАНАВКАХ ПРОТЕКТОРА | 2008 |
|
RU2478484C1 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ ГЕРМЕТИЗАЦИИ КАБЕЛЯ | 1994 |
|
RU2098905C1 |
| РЕЗЕРВУАРНОЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО НА ОСНОВЕ МЕТАЛЛОРГАНИЧЕСКОГО КАРКАСНОГО ПОЛИМЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796048C1 |
| ТЕРМОПЛАВКИЙ КЛЕЙ ДЛЯ ПОЛИОЛЕФИНОВЫХ ПЛЕНОК | 2015 |
|
RU2701826C2 |
| ГИДРОПОННАЯ СИСТЕМА КУЛЬТИВИРОВАНИЯ И ЗАВОД ДЛЯ ВЫРАЩИВАНИЯ РАСТЕНИЙ, ВКЛЮЧАЮЩИЙ ГИДРОПОННУЮ СИСТЕМУ КУЛЬТИВИРОВАНИЯ И ПЕНОПОЛИСТИРОЛОВУЮ ТЕПЛИЦУ | 2014 |
|
RU2665932C2 |
Изобретение относится к устройствам и способам изготовления фотоэлектрических солнечных модулей. Каркасное устройство включает каркас, подложку и уплотнение. Подложка имеет первую длину, первую ширину и содержит периферическую кромку. Каркас содержит единичный прилегающий продольный фрагмент, содержащий первый конец и второй конец, где продольный фрагмент конфигурируется для формирования при изгибе трех углов, а длина продольного фрагмента равна длине подложки. Каркас также включает средства скрепления, соединяющие первый конец и второй конец каркаса, когда он находится в изогнутом положении, а также канавку, которая проходит вдоль длины и ширины каркаса, где канавка сцепляется с периферической кромкой подложки. Уплотнение размещается внутри канавки каркаса, где уплотнение проходит от подложки к каркасу, прилегая к ним, и включает пенополимер. Изобретение обеспечивает возможность снижения стоимости фотогальванических модулей. 3 н. и 12 з.п. ф-лы, 5 ил., 6 табл., 5 пр.
1. Каркасное устройство, которое включает:
подложку, содержащую периферическую кромку;
каркас, содержащий единичный прилегающий продольный фрагмент, который имеет первый конец и второй конец, и конфигурируется для формирования при изгибе трех углов, при этом длина продольного фрагмента равна длине подложки;
средства скрепления, соединяющие первый конец и второй конец каркаса, когда он находится в изогнутом положении; и
канавку, которая проходит вдоль длины и ширины каркаса и сцепляется с периферической кромкой подложки; и
уплотнение, экструдированное или вставленное внутри канавки каркаса, которое проходит от подложки к каркасу, прилегая к ним, и включает пенополимер.
2. Устройство по п.1, где уплотнение обладает проницаемостью для водяного пара 5 г/м2/ 24 ч или менее.
3. Устройство по одному из пп.1-2, где пенополимер имеет время схватывания, которое меньше или равно 1 мин.
4. Устройство по п.3, где пенополимер выбирается из группы, которая состоит из поли-α-олефинов, полиуретанов, модифицированных силиконовых полимеров, термопластичных эластомеров, полиэтиленов, полипропиленов, смесей мономера этилен-пропилен-диенового (EPDM) каучука и полипропилена, бутадиен-нитрильного каучука (NBR), этилвинилацетата (EVA) и бутилкаучука.
5. Устройство по п.1, где единичный прилегающий продольный фрагмент каркаса конфигурируется в виде пилообразной конфигурации и образует три угла.
6. Устройство по п.1, где средства скрепления включают угловой клин.
7. Фотогальванический элемент, который включает:
подложку, содержащую периферическую кромку;
каркас, содержащий единичный прилегающий продольный фрагмент, который содержит первый конец и второй конец, и конфигурируется для формирования при изгибе трех углов, при этом длина продольного фрагмента равна длине подложки;
средства скрепления, соединяющие первый конец и второй конец каркаса, когда он находится в изогнутом положении; и
канавку, которая проходит вдоль длины и ширины каркаса и сцепляется с периферической кромкой подложки; и
уплотнение, экструдированное или вставленное внутри канавки каркаса, которое проходит от подложки к каркасу, прилегая к ним, и включает пенополи-α-олефин.
8. Способ изготовления каркасного устройства, включающий:
нагревание полимера;
вспенивание полимера для создания пенополимера;
нанесение пенополимера в канавку каркаса, который содержит единичный прилегающий продольный фрагмент, который имеет первый конец и второй конец, и конфигурируется для формирования при изгибе трех углов;
вставку подложки в канавку каркаса для образования уплотнения между канавкой и подложкой;
изгиб продольного фрагмента каркаса для размещения первого конца каркаса рядом со вторым фрагментом каркаса и
скрепление первого конца каркаса со вторым концом каркаса.
9. Способ по п.8, который дополнительно включает выполнение впадин на продольном фрагменте каркаса, образующем три угла.
10. Способ по пп.8 и 9, где скрепление первого конца каркаса со вторым концом каркаса включает угловой клин.
11. Способ по п.8, где полимер нагревают до температуры плавления полимера.
12. Способ по п.8, где полимер вспенивают путем смешивания нагретого полимера с газообразователем или инертным газом.
13. Способ по п.8, где полимер наносят путем экструзии или впрыска пенополимера.
14. Способ по п.8, где подложку вставляют в канавку в течение от около 1 мин до около 10 мин после нанесения пенополимера.
15. Способ по п.8, который дополнительно включает отверждение пенополимера.
| JP 10308522 A, 17.11.1998 | |||
| JP 2001230440 A, 24.08.2001 | |||
| Преобразователь кодов | 1988 |
|
SU1548846A1 |
| ПРОФИЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАМЛЕНИЯ СОЛНЕЧНОГО МОДУЛЯ | 2005 |
|
RU2313852C2 |
| ПРОФИЛЬ ДЛЯ СОСТАВНОГО СОЛНЕЧНОГО МОДУЛЯ | 2004 |
|
RU2281584C1 |
| ПРОФИЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАМЛЕНИЯ СОЛНЕЧНОГО МОДУЛЯ | 2002 |
|
RU2226731C1 |
| МАГНИТО-ЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 1929 |
|
SU20197A1 |

