Изобретение относится к области металлургии и может быть использовано при изготовлении толстых листов из микролегированных сталей для изготовления нефте- и газопроводных труб большого диаметра.
Известен способ производства штрипсовой стали для труб подводных морских газопроводов высоких параметров [патент RU №2397254], включающий выплавку стали, разливку стали в слябы, аустенизацию, предварительную и окончательную деформации в реверсивном режиме и охлаждение проката. При этом выплавляют сталь определенного химического состава. После выплавки осуществляют разливку стали в слябы, предварительную прокатку поперек продольной оси сляба с суммарной деформацией 60-80%. Охлаждение подката на воздухе проводят до температуры начала чистовой прокатки, а чистовую прокатку осуществляют в направлении продольной оси с температурой конца прокатки, затем охлаждают штрипс до температуры 350-450°С со скоростью 15-50°С/с, а затем - со скоростью не более 1°С/с, при этом соотношение суммарных степеней деформаций предварительной прокатки и окончательной прокатки составляет (1:4)-(1:8).
Недостатком способа является охлаждение на воздухе раската между черновой и чистовой прокатками, что снижает темп прокатки и производительность стана.
Известен способ производства штрипсов из низколегированной стали [патент RU №2391415], выбранный за прототип, включающий получение непрерывнолитой заготовки определенного химического состава толщиной 240-315 мм, нагрев заготовки до температуры 1180-1230°С, реверсивную прокатку в клети толстолистового стана за 17-23 последовательных прохода с суммарным относительным обжатием по высоте во всех проходах 93-98%. В четырех первых и трех последних проходах единичные относительные обжатия заготовки по высоте не превышают 13%. Завершают прокатку при температуре 750-810°С. Охлаждение прокатанных листов осуществляют на воздухе после штабелирования полученного штрипса в стопу, состоящую не менее чем из пяти листов.
В результате применения способа полученный толстый лист характеризуется наличием дефекта «полосчатость», который отрицательно влияет на ударные свойства проката, сопротивление хрупкому разрушению и индуцированному водородом растрескиванию, а также снижает анизотропию свойств полосы.
Техническая задача, решаемая предлагаемым изобретением, состоит в повышении качества полученного толстого листа за счет устранения дефекта «полосчатость».
По предложенному способу производства толстого листа получают непрерывнолитую заготовку толщиной 240-315 мм, нагрев заготовок производят при 1180-1230°С в течение не менее 3 часов, многопроходную реверсивную прокатку ведут за 17-23 прохода за нечетное количество проходов, при этом в каждом проходе, кроме двух последних, единичное относительное обжатие составляет ≥10%, в двух последних проходах оно составляет ≥8%, завершают прокатку при температуре 760-780°С, после чего ускоренное охлаждение со скоростью 20-30°С/с до температур 500-600°С и далее произвольное охлаждение на воздухе.
Кроме того, непрерывнолитые заготовки получают из стали при следующем соотношении компонентов в ней, мас.%: С=0,03-0,05; Мn=1,4-1,6; Si-0,2-0,3; Nb=0,07-0,08; V<0,004; Ti=0,02-0,04; Cr=0,2-0,25; Ni=0,02-0,05; Cu=0,02-0,05; Al=0,02-0,05; железо и примеси с содержанием каждого примесного элемента менее 0,03% - остальное.
Применение предложенного способа прокатки обеспечивает устранение дефекта «полосчатость» за счет окончания прокатки в однофазной области и применения ускоренного охлаждения после прокатки. При этом быстро минуется межкритический интервал температур, зародыши ферритной фазы образуются как в обедненных, так и в обогащенных углеродом областях аустенита, т.к. движущие силы превращения очень велики. После этого феррит вытесняет углерод на границы зерен, где в дальнейшем и образуется перлит или бейнит. В этом случае получается однородная, бесполосчатая структура.
Экспериментально установлено, что при нагреве заготовки до температуры ниже 1180°С не достигается гомогенизация аустенитной структуры, что препятствует получению требуемого уровня свойств готового проката. Увеличение температуры нагрева выше 1230°С приводит к интенсивному росту зерен аустенита и снижению прочностных свойств толстых листов. При продолжительности аустенизации менее 3 часов заготовка не успевает равномерно прогреться, что приводит к существенной неравномерности деформации и появлению поверхностных дефектов на готовом изделии.
Прокатку проводят в реверсивном режиме с максимально допустимыми обжатиями для конкретного стана. Максимально допустимые обжатия рассчитывают, исходя из допустимого усилия и крутящего момента прокатки стана для конкретных геометрических параметров листа и его химического состава. Это приводит к получению дисперсной структуры листа и увеличению производительности способа.
Суммарное количество проходов при реверсивной прокатке раската должно быть нечетным для того, чтобы последний проход осуществлялся в сторону установки контролируемого охлаждения. Это необходимо для минимизации паузы между прокаткой и ускоренным охлаждением и для исключения последнего холостого прохода, что в конечном итоге повышает производительность способа.
В каждом проходе осуществляют единичное относительное обжатие ≥10%, а в двух последних проходах ≥8%. Это обусловлено необходимостью обеспечения высокой производительности стана. В двух последних проходах минимальное значение обжатия снижено до 8%, чтобы избежать резкого повышения усилия прокатки, связанного с высокими значениями сопротивления деформации при низких температурах.
Прокатка при повышенных температурах сопровождается процессом рекристаллизации аустенита, что приводит к измельчению его зерна. При понижении температуры прокатки раската процессы рекристаллизации затормаживаются или блокируются, что приводит к вытягиванию аустенитного зерна вдоль направления прокатки и накоплению упрочнения, которое по достижении температуры начала ферритного превращения способствует образованию большого количества зародышей феррита, расположенных вдоль границ и в зерне аустенита. Дисперсная ферритно-перлитная структура, сформированная на фоне мелкого аустенитного зерна, обеспечивает повышение ударной вязкости при отрицательных температурах.
После прокатки полосу сразу же охлаждают в установке контролируемого охлаждения со скоростью 20-30°С/с до 500-600°С. При ускоренном охлаждении до температуры ниже начала промежуточного превращения происходит увеличение ферритной составляющей в структуре металла и образование перлитной, а возможно, и бейнитной составляющих. При этом выделения перлита и/или бейнита располагаются не в виде полос, а в виде отдельных включений между зернами феррита. Это обеспечивает устранение дефекта «полосчатость».
Углерод в низколегированной стали предложенного состава определяет ее высокую вязкость разрушения. Увеличение содержания углерода более 0,05% приводит к получению неудовлетворительной доли вязкой составляющей при испытании падающим грузом и ухудшает пластические свойства металла, содержание углерода менее 0,03% приводит к падению прочностных свойств ниже допустимого уровня.
При содержании кремния менее 0,2% ухудшается раскисленность стали, снижаются прочностные свойства. Увеличение содержания кремния более 0,3% приводит к возрастанию количества силикатных включений и сопровождается снижением ударной вязкости штрипса.
Добавка марганца в заявляемых пределах обеспечивает твердорастворное упрочнение металла. Снижение содержания марганца менее 1,4% увеличивает окисленность стали, сопровождается снижением прочностных свойств. Повышение содержания марганца выше 1,6% может приводить к росту отношения предела текучести к временному сопротивлению разрыву выше допустимого предела.
Содержание никеля, меди и хрома ниже указанных пределов способствует твердорастворному упрочнению металла, а также повышению хладостойкости и коррозионной стойкости штрипсов. Являясь в данном случае примесными элементами, при концентрации выше 0,05%, 0,05% и 0,25% соответственно, они оказывают вредное влияние на свариваемость стали при производстве труб.
Алюминий раскисляет и модифицирует сталь. Он обеспечивает измельчение зерна за счет образования мелкодисперсных карбидов, затрудняющих рост зерна аустенита при нагреве, что увеличивает предел текучести и хладостойкость штрипсовой стали. При концентрации менее 0,02% его воздействие проявляется слабо и обычно ухудшает механические свойства штрипсов. Увеличение его содержания более 0,05% приводит к графитизации углерода, что также негативно сказывается на качестве готовой продукции.
Ванадий повышает прочность штрипсов, прокатанных по предложенным режимам. Однако он снижает долю вязкой составляющей при испытании падающим грузом, поэтому его вклад в упрочнение металла скомпенсирован повышенным содержанием ниобия.
Ниобий измельчает зерно, повышает прочность и вязкость штрипсов, прокатанных по предложенным режимам. При содержании ниобия менее 0,07% и отсутствии ванадия штрипсы имеют недостаточную вязкость при минусовых температурах, их механические свойства в горячекатаном состоянии также недостаточно высоки. Повышение концентрации ниобия более 0,08% не приводит к дальнейшему повышению уровня механических свойств металла, однако приводит к увеличению расхода дорогостоящей лигатуры и потому представляется нецелесообразным.
Карбиды титана в рассматриваемой стали блокируют рост аустенитных зерен при нагреве слябов под прокатку, т.к. при указанных температурах нагрева они не растворяются. Содержание титана менее 0,02% не достаточно для полного блокирования роста аустенитного зерна, повышение содержания титана выше 0,04% нецелесообразно с экономической точки зрения.
Следует также отметить, что сталь предложенного состава может включать в виде примесей не более 0,018% фосфора, не более 0,007% серы и не более 0,010% азота. При указанных предельных концентрациях эти элементы в стали предложенного состава не оказывают заметного негативного воздействия на качество штрипсов, тогда как их полное удаление из расплава стали на нынешнем уровне развития сталеплавильной технологии практически невозможно.
Применение способа поясняется примером его реализации при производстве листов размерами 15,7×4250×27500 мм (после резки в размер), категории прочности К60 на реверсивном толстолистовом стане 5000 ОАО «Северсталь». Максимальное усилие прокатки стана составляет 8500 тонн, максимальный суммарный крутящий момент - 6 кН·м. Выплавляют и разливают микролегированную сталь каждого из трех химических составов, указанных в табл.1, в слябы. Технологические параметры трех опытных прокаток указаны в табл.2. Аустенизацию сляба проводят при температуре Тн в течение 4 часов. Размер заготовки 244×1712×3460 мм. После выдачи из печи с заготовки сбивают окалину с помощью отдельно стоящего гидросбива, затем осуществляют прокатку сляба без паузы до конечной толщины 15,7 мм за 23 прохода, при этом температура начала прокатки составляет ТНП а температура конца прокатки ТКП. При прокатке до температуры выпадения карбонитридов ниобия, которая для данной стали составляет около 900°С, протекают процессы рекристаллизации, что приводит к измельчению аустенитного зерна. При реализации данного способа используют продольную схему прокатки, кантовки осуществляют перед проходами №1 и 9.
Дополнительно раскаты охлаждают при помощи гидросбива проточной водой, установленной в клети прокатного стана, в проходах №1, 3, 5, 7, 9, 11 и 13. Ускоренное охлаждение полученных листов после выхода из клети толстолистового стана производят от температуры ТНО до температуры ТКО. Последующее замедленное охлаждение листа осуществляют путем выдержки на воздухе штабелированной стопы горячекатаных листов.
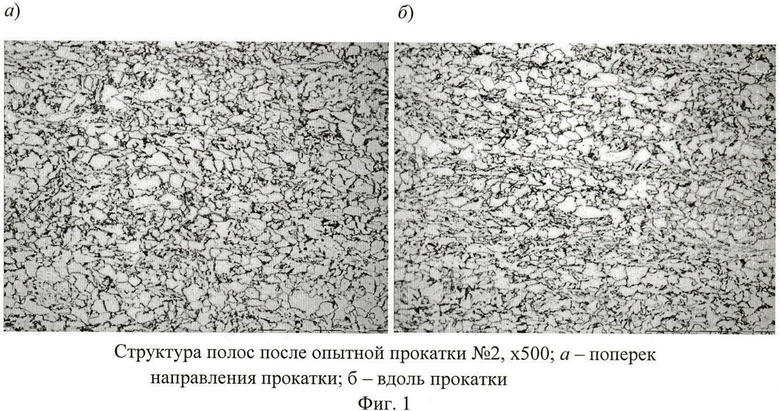
Механические свойства определяли на поперечных образцах. Предложенный температурно-деформационный режим прокатки обеспечил получение мелкозернистой феррито-перлитной структуры листа.
Испытания на статическое растяжение осуществляли на плоских образцах по ГОСТ 1497, на ударный изгиб на образцах с V- и U-образными надрезами по ГОСТ 9454 при температурах -20°С и -60°С соответственно, испытания падающим грузом проводили на плоских полнотолщинных образцах с V-образным надрезом при температуре -20°С по ГОСТ 304456. Получены следующие механические свойства для поперечных образцов: временное сопротивление σВ=600-625 МПа; предел текучести σТ=550-570 МПа; относительное удлинение=21-23%; ударная вязкость KCV-20=390-430 Дж/см2, KCU-60=410-450 Дж/см2, доля вязкой составляющей в изломе при испытании падающим грузом 90-100%. Указанный уровень свойств полностью соответствует требованиям, предъявляемым к штрипсу категории прочности К60. Исследование структуры прокатанных полос по предлагаемому способу в поперечном и продольном направлениях показывает отсутствие полосчатости (Фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2009 |
|
RU2391415C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ШТРИПСА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2017 |
|
RU2637544C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2815952C1 |
| Способ производства штрипсового проката толщиной 10-40 мм для изготовления прямошовных труб большого диаметра, эксплуатируемых в условиях экстремально низких температур | 2021 |
|
RU2760014C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2544326C1 |
| Способ производства низколегированного толстолистового проката с повышенной огнестойкостью на реверсивном стане | 2022 |
|
RU2799194C1 |
| Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения | 2016 |
|
RU2638479C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2815949C1 |
Изобретение относится к области металлургии. Для повышения качества толстого листа за счет устранения дефекта «полосчатость» непрерывнолитую заготовку толщиной 240-315 мм нагревают в течение не менее 3 часов до температуры аустенизации 1180-1200°С, подвергают реверсивной прокатке за нечетное количество проходов. Прокатку проводят в каждом проходе, кроме двух последних, с единичным относительным обжатием ≥10%, а в двух последних проходах - ≥8%, завершают прокатку при температуре 760-780°С, после чего проводят ускоренное охлаждение со скоростью 20-30°С/с до температур 500-600°С и далее осуществляют произвольное охлаждение на воздухе. Непрерывнолитые заготовки получают из стали при следующем соотношении компонентов в ней, мас.%: С=0,03-0,05, Mn=1,4-1,6, Si=0,2-0,3, Nb=0,07-0,08, V≤0,004, Ti=0,02-0,04, Cr=0,2-0,25, Ni=0,02-0,05, Cu=0,02-0,05, Al=0,02-0,05, железо и примеси с содержанием каждого примесного элемента менее 0,03% - остальное. 1 з.п. ф-лы, 2 табл., 1 ил., 1 пр.
1. Способ производства толстого листа из микролегированных сталей, включающий получение непрерывнолитых заготовок толщиной 240-315 мм, нагрев заготовок до температуры аустенизации 1180-1230°С, многопроходную реверсивную контролируемую прокатку за 17-23 прохода с завершением прокатки при температуре 760-780°С и последующее охлаждение, отличающийся тем, что аустенизацию заготовки проводят в течении ≥3 ч, реверсивную контролируемую прокатку в каждом проходе ведут с единичным относительным обжатием ≥10%, а в двух последних проходах ≥8%, последующее охлаждение проводят в два этапа, при этом до температуры 500-600°С осуществляют ускоренное охлаждение со скоростью 20-30°С/с, а затем произвольное охлаждение на воздухе.
2. Способ по п.1, отличающийся тем, что непрерывнолитые заготовки получают из стали при следующем соотношении компонентов, мас.%:
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2009 |
|
RU2391415C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ | 2007 |
|
RU2348702C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВОЙ СТАЛИ ДЛЯ ТРУБ ПОДВОДНЫХ МОРСКИХ ГАЗОПРОВОДОВ ВЫСОКИХ ПАРАМЕТРОВ | 2005 |
|
RU2270873C1 |
| ХЛАДОСТОЙКАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2004 |
|
RU2269587C1 |
| DE 4015249 A, 28.02.1991 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

