Изобретение относится к черной металлургии, в частности к получению листового проката из броневой стали, применяемой для противопульной защиты легкобронированных машин.
Известны марки стали, которые применяются для изготовления тонколистовых динамически прочных конструкций, используемых в качестве авиационной брони, например сталь марок БТ-70Ш, КВК-37, также другие аналоги, указанные в научно-технической и патентной литературе [1-6].
Однако для получения высокой прочности этих сталей необходимо использование метода электрошлакового или вакуумно-дугового переплава при выплавке стали и технологии термомеханической обработки при изготовлении листов.
Кроме того, максимально обеспечиваемый этими сталями уровень прочности (σв) в пределах 1900-2000 МПа при максимальной твердости HRC54 недостаточен для обеспечения высокой противопульной стойкости в сочетании с пониженной склонностью к образованию вторичных осколков при воздействии современных средств поражения.
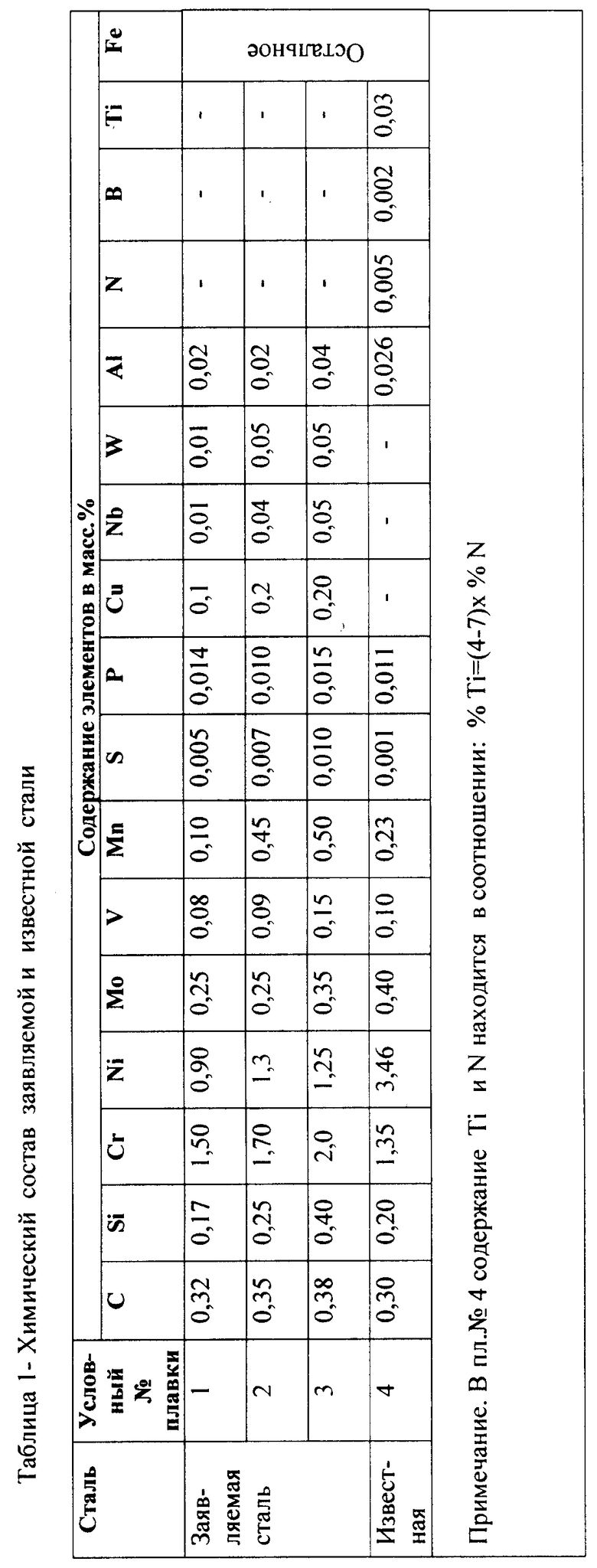
Известна сталь для броневого листа по патенту США №5458704 [7] следующего химического состава, мас.%: 0,25-0,32 C; 0,05-0,75 Si; 0,10-1,50 Mn; 0,90-2,00 Cr; 0,10-0,70 Мо; 1,20-4,50 Ni; 0,01-0,08 Al; макс. 0,015 Р; макс. 0,005 S; макс. 0,012 N; железо - остальное. Сталь может быть дополнительно легирована, по крайней мере, одним из указанных ниже элементов: 0,001-0,004 В; макс.0,10 Ti; макс. 0,05 Nb; макс. 0,10 V (прототип).
Эта марка стали применяется при толщине листа свыше 50 мм, обеспечивает предел прочности (σв) не более 1700 Н/мм2, работу удара при температуре -40°С (KV) не менее 25 Дж и твердость по Бринеллю в пределах 480-510 НВ. Заявленные в стали большие интервалы пределов легирования никелем, молибденом и марганцем могут привести к нестабильности механических свойств броневых листов, изготовленных из стали, приближающейся по составу к нижнему и верхнему пределам легирования, т.к. увеличение содержания никеля, марганца и молибдена соответственно с 1,2 до 4,5%, с 0,10 до 1,5% и с 0,1 до 0,7% приводит к снижению критических точек мартенситного превращения и увеличению в структуре стали количества остаточного аустенита, а следовательно к значительному снижению прочности и твердости.
Невысокий уровень прочности броневого листа, с одной стороны, недостаточен для обеспечения необходимой надежности при толщине листа ≈50 мм под воздействием современных средств поражения, с другой - большая толщина листа существенно ограничивает применение стали для защитных конструкций.
Содержание в стали азота в заявленных пределах способствует образованию труднорастворимых нитридов и карбонитридов ниобия, ванадия, титана, молибдена, повышающих прочность вследствие дисперсионного твердения, но способствующих увеличению склонности стали к механическому старению (охрупчиванию), что может привести к образованию расколов, разламываний и растрескиванию листа при эксплуатации защитных конструкций. Это подтверждается данными, представленными в патенте. Так, работа удара стали - прототипа при умеренном легировании упрочняющими элементами C=0,30%, Si=0,20%, Mn=0,30%, Cr=1,35% при содержании никеля 3,46% находится в пределах 25-35 Дж, что косвенно свидетельствует о низкой сопротивляемости хрупкому разрушению.
Низкая технологичность бористых сталей при выплавке требует сложных методов раскисления и строгого соблюдения порядка введения бора во избежание выделения на границах зерен легкоплавкой боридной эвтектики с твердостью НВ 575, что ведет к резкому охрупчиванию броневого листа.
Известна технология производства броневого листа по патенту США №5458704 [7], включающая изготовление (плоских) слябов предпочтительно способом непрерывной разливки, нагрев до температуры свыше 1150°C, выдержку, охлаждение на воздухе с опрыскиванием водой двух широких плоскостей, горячую прокатку при температуре 1050-900°С с коэффициентом деформации  ,
,
где h0 и h1 - толщина заготовки соответственно до и после промежуточной деформации, R - радиус прокатки,
закалку и, при возможности, отпуск (прототип).
Данный способ позволяет производить броневые листы толщиной свыше 50 мм, используемые для защиты от малокалиберных снарядов. Однако указанный способ не позволяет обеспечить необходимый уровень пластичности металла при деформации, в результате чего возможно образование микротрещин в структуре стали и снижение физикомеханических свойств.
Техническим результатом настоящего изобретения является получение листового проката толщиной 15-25 мм, обладающего высокой противопульной стойкостью в сочетании с пониженной склонностью к образованию вторичных осколков, повышенными характеристиками прочности и твердости при достаточной пластичности и вязкости, что позволит увеличить надежность защитных конструкций.
Указанный технический результат достигается за счет того, что сталь, включающая углерод, марганец, кремний, хром, никель, молибден, алюминий, ниобий, железо и примеси, дополнительно содержит медь и вольфрам при следующем соотношении компонентов, мас.%:
Выбранные пределы содержания углерода (0,32-0,38)% в сочетании с марганцем (0,10-0,50)%, никелем (0,90-1,30%), хромом (1,5-2,0%), молибденом (0,25-0,35%) обеспечивают получение после закалки структуры мелкодисперсного реечного мартенсита, обладающего оптимальным сочетанием механических свойств: высокой прочностью, твердостью и пластичностью. Заявленное содержание кремния (0,17-0,40%) и алюминия (0,02-0,04%) обеспечивает качественное раскисление стали и чистоту по неметаллическим включениям. Содержание ниобия в пределах (0,01-0,05%), ванадия (0,08-0,15%) и вольфрама (0,01-0,05%) приводит к получению металла, имеющего мелкозернистую с дисперсной карбидной фазой структуру. Низкое содержание серы (0,005-0,010%) и фосфора (0,010-0,015%) способствует повышению вязкости металла.
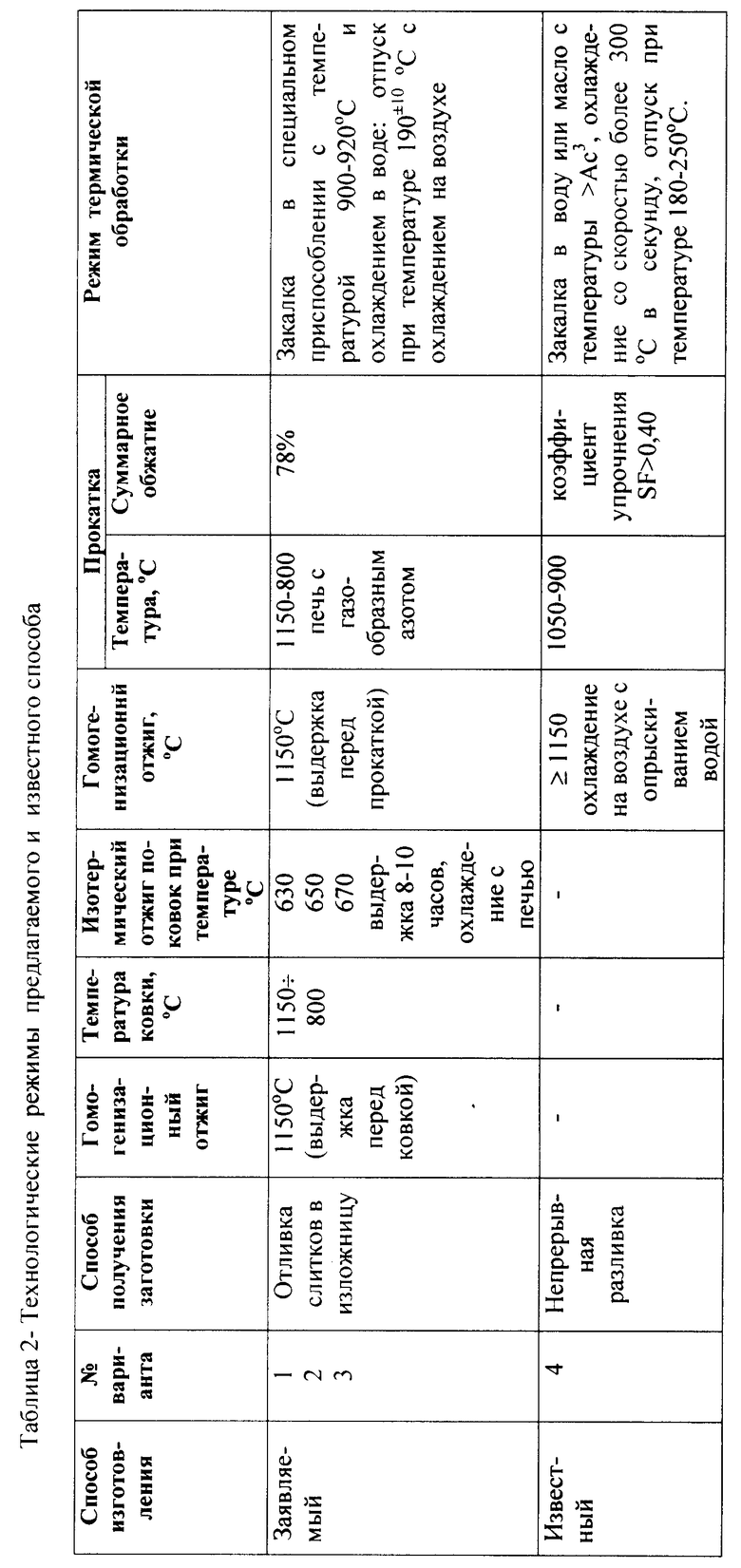
Указанный технический результат достигается также за счет того, что в способе производства листов из предлагаемой стали, включающем получение литых заготовок, нагрев до температуры горячей деформации, прокатку с суммарным обжатием не менее 78%, охлаждение, закалку и отпуск, нагретые литые заготовки до прокатки подвергают горячей ковке при температуре 1150-800°С, изотермическому отжигу при температуре 630-670°С, охлаждению с печью и повторному нагреву до температуры 1150±20°С в печи с газообразным азотом, а после закалки с отпуском - дополнительному отпуску, причем отпуск и дополнительный отпуск проводят при температуре 190±10°C с охлаждением на воздухе, а отжигу подвергают неохлажденные после ковки заготовки. Кроме того, прокатку проводят при температуре 1150-800°С, а закалку - при температуре 900-920°С с охлаждением в воду.
Благодаря изотермическому отжигу в указанном интервале температур, обеспечивающему получение однородной мелкозернистой структуры, а также выдержке при температуре 1150°С, предшествующей деформации металла (ковке, прокатке), устраняющей химическую неоднородность стали, вызванную дендритной ликвацией, достигается достаточная вязкость металла и сопротивляемость хрупкому разрушению. Результат достигается за счет получения металла листа, имеющего мелкозернистую с дисперсной карбидной фазой структуру, отсутствия свободных карбидов по границам зерен и низкого содержания неметаллических включений.
Технология изготовления проката из стали заявленного состава включает следующую последовательность операций.
Литые заготовки нагревают до температуры 1150±20°C, выдерживают и подвергают ковке. После окончания ковки неохлажденные заготовки помещают в термическую печь с температурой 650°С, где проводят изотермический отжиг с последующим охлаждением с печью, а затем - механическую зачистку и прокатку на требуемую толщину листа. Закалку осуществляют при температуре 900-920°С с охлаждением в воде, отпуск - при температуре 180-200°С с охлаждением на воздухе.
Пример осуществления способа.
Сталь выплавлялась в открытой индукционной печи с разливкой в изложницы слитков массой 40 кг. Слитки помещались в печь, нагревались до температуры 1150°С и выдерживались для прогрева под ковку. Из слитка каждой плавки была откована заготовка, которую, не охлаждая, подвергали изотермическому отжигу при температуре 650°С с последующим охлаждением с печью. После механической зачистки поковки нагревались до температуры 1150°С в печи с газообразным азотом, выдерживались и прокатывались на стане горячей прокатки, суммарное обжатие составило 78% (с промежуточными обжатиями от 8 до 25%) с последующим охлаждением на воздухе. Листы подвергались закалке в воду с температуры 900-920°С и двойному отпуску при температуре 190±10°С с охлаждением на воздухе.
Составы стали, технологические режимы ковки и прокатки, а также механические свойства металла листов приведены в таблицах 1, 2, 3.
Источники информации
1. ГОСТ В19526-74 «Сталь горячекатаная броневая для бронетанковой техники. Марки». М.: Госкомстандарт, 1974.
2. Технические условия ТУ 14-1-2977-80 «Лист броневой из стали марки БТ-70Ш электрошлакового переплава термомеханически обработанный». М.: п/я В-2652, инв. №011554, 1980.
3. Н.С.Кудрявцева, А.М.Легкодух, А.П.Матевосян, Е.Н.Фанасова «Подходы к созданию особо прочных сталей для противопульной брони». Труды 3 Всероссийской научно-практической конференции «Актуальные проблемы защиты и безопасности», Санкт-Петербург, НПО «Спецматериалы», 2000.
4. С.А.Гладышев, В.А.Григорян «Броневые стали». М.: Интермет Инжиниринг, 2010.
5. В.А.Григорян, И.Ф.Кобылкин, В.Н.Маринин, Е.Н.Чистяков «Материалы и защитные структуры для локального и индивидуального бронирования». М.: Радио Софит, 2008.
6. Патент на изобретение RU №2392347 «Свариваемая противопульная броневая сталь», МПК С22С 38/48, F41H 5/02, F41H 1/02, опубл. 20.06.2010.
7. Патент на изобретение US №5458704, США «Метод производства толстых бронированных листов». МПК C21D 7/13, опубл. 17.10.1995 - Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ СТОЙКАЯ ПРИ ДИНАМИЧЕСКОМ ВОЗДЕЙСТВИИ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2456368C1 |
| Листовая сталь для устройств броневой защиты | 2020 |
|
RU2806620C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2593810C1 |
| ВЫСОКОПРОЧНАЯ БРОНЕВАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2013 |
|
RU2520247C1 |
| СПОСОБ ПРОИЗВОДСТВА СВЕРХВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2583229C9 |
| ВЫСОКОПРОЧНАЯ ВЫСОКОТВЕРДАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2016 |
|
RU2654093C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ЛИСТОВ ДЛЯ ГЕТЕРОГЕННЫХ БРОНЕЗАЩИТНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2415368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МОНОЛИСТОВЫХ БРОНЕЭЛЕМЕНТОВ Б 100 СТ | 1999 |
|
RU2139357C1 |
| Сталь | 1979 |
|
SU870483A1 |
| ТЕПЛОСТОЙКАЯ ПОДШИПНИКОВАЯ СТАЛЬ | 2014 |
|
RU2569435C1 |
Изобретение относится к области черной металлургии, а именно к получению листового проката из броневой стали, применяемой для противопульной защиты легкобронированных машин. Выплавляют сталь, включающую углерод, марганец, кремний, хром, никель, молибден, алюминий, ниобий, ванадий, медь, вольфрам, железо и примеси серы и фосфора при следующем соотношении компонентов, мас.%: углерод 0,32-0,38, марганец 0,10-0,50, кремний 0,17-0,40, хром 1,5-2,0, никель 0,90-1,30, молибден 0,25-0,35, ванадий 0,08-0,15, алюминий 0,02-0,04, ниобий 0,01-0,05, медь 0,10-0,20, вольфрам 0,01-0,05, сера 0,005-0,010, фосфор 0,010-0,015, железо остальное, с последующей разливкой с получением литых заготовок. Заготовки нагревают до температуры горячей деформации и подвергают горячей ковке при температуре 1150-800°C, изотермическому отжигу при температуре 630-670°C, охлаждению с печью и повторному нагреву до температуры 1150±20°C в печи с газообразным азотом. Выполняют прокатку с суммарным обжатием не менее 78% с получением листов, которые охлаждают и подвергают закалке, отпуску и дополнительному отпуску. Отпуск и дополнительный отпуск проводят при температуре 190±10°C с охлаждением на воздухе. Получаемые листы из стали обладают высокой противопульной стойкостью в сочетании с пониженной склонностью к образованию вторичных осколков, а также повышенными характеристика прочности и твердости при достаточной пластичности и вязкости. 2 н. и 3 з.п. ф-лы, 3 табл., 1 пр.
1. Сталь, включающая углерод, марганец, кремний, хром, никель, молибден, алюминий, ниобий, ванадий, железо и примеси серы и фосфора, отличающаяся тем, что она дополнительно содержит медь и вольфрам при следующем соотношении компонентов, мас.%:
2. Способ производства листов из стали по п.1, включающий получение литых заготовок, нагрев до температуры горячей деформации, прокатку с суммарным обжатием не менее 78%, охлаждение листов, закалку и отпуск, при этом нагретые литые заготовки до прокатки подвергают горячей ковке при температуре 1150-800°C, изотермическому отжигу при температуре 630-670°C, охлаждению с печью и повторному нагреву под прокатку до температуры 1150±20°C в печи с газообразным азотом, а после закалки с отпуском - дополнительному отпуску, причем отпуск и дополнительный отпуск проводят при температуре 190±10°C с охлаждением на воздухе.
3. Способ производства листов из стали по п.2, отличающийся тем, что отжигу подвергают неохлажденные после ковки заготовки.
4. Способ производства листов из стали по п.2, отличающийся тем, что прокатку проводят при температуре 1150-800°C.
5. Способ производства листов из стали по п.2, отличающийся тем, что закалку проводят при температуре 900-920°C с охлаждением в воду.
| US 5458704 A, 17.10.1995 | |||
| СВАРИВАЕМАЯ ПРОТИВОПУЛЬНАЯ БРОНЕВАЯ СТАЛЬ | 2008 |
|
RU2392347C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ ИЗНОСОСТОЙКОЙ СТАЛИ И ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ СТАЛЬНОЙ ЛИСТ | 2003 |
|
RU2326179C2 |
| Сталь | 1990 |
|
SU1698310A1 |
| US 20090010793 A1, 08.01.2009. | |||

