Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов, преимущественно с железобетонными брусьями, на производственных базах путевых машинных станций.
Известен способ сборки стрелочных переводов, заключающийся в последовательном проведении операций по раскладке брусьев по эпюре собираемого перевода, снабжению их устанавливаемыми на брусья элементами скреплений, раскладе металлических частей, монтажу устанавливаемых после раскладки металлических частей элементов скреплений, закреплению стрелочного перевода, разъединению его на блоки, выдаче собранных блоков стрелочного перевода. Известный способ для повышения качества сборки, повышения уровня механизации работ, увеличения производительности сборки стрелочного перевода реализуется на специализированных для этого стендах (авт. св. СССР №142329, E01B 29/26; №1093740, E01B 7/00; №1120050, E01B 29/26; пат. РФ №2007507, E01B 29/24, E01B 7/00; В.Г.Максимов, Е.К.Смыков. Укладка и смена стрелочных переводов. - М.: Транспорт, 1993, с.46-50, 77, 140-143; ОАО «РЖД», департамент пути и сооружений. Руководство по системе ведения стрелочного хозяйства. - М., 2007, с.178-181).
Последовательность выполнения столь многочисленных операций, когда последующие операции выполняются после выполнения предыдущих, сказывается на производительности процесса сборки стрелочного перевода, суммируя время выполнения последовательных операций при определении общего времени его сборки.
Известна поточная линия для сборки стрелочных переводов железнодорожного пути, реализующая известный способ сборки стрелочного перевода (пат. РФ №2373319, E01B 29/24, E01B 29/02, E01B 7/00 - принято за прототип), где последовательные операции по раскладке брусьев и снабжению их устанавливаемыми на брусья элементами скреплений, раскладке металлических частей и монтажу устанавливаемых после их раскладки элементов скреплений, закреплению стрелочного перевода и разъединению его на блоки, выдаче блоков стрелочного перевода производятся одновременно и независимо друг от друга с максимально возможной механизацией и автоматизацией процессов.
Однако операции по раскладке брусьев и снабжению их устанавливаемыми на брусья элементами скреплений, раскладке необъединенных многочисленных металлических частей и монтажу устанавливаемых после их раскладки элементов скреплений, закреплению стрелочного перевода и разъединению его на блоки, выдаче собранных блоков стрелочного перевода производятся последовательно друг за другом, что удлиняет общее время по сборке стрелочного перевода, снижая производительность и эффективность сборочного процесса.
Необходим способ сборки стрелочного перевода с максимально возможным параллельным выполнением последовательных технологических операций для их одновременного и независимого выполнения.
Для этого в известном способе сборки стрелочного перевода железнодорожного пути, заключающемся в последовательном проведении технологических операций по раскладке брусьев по эпюре собираемого стрелочного перевода, снабжению их устанавливаемыми на брусья элементами скреплений, раскладке на брусья металлических частей перевода, монтажу устанавливаемых после раскладки металлических частей элементов скреплений, закреплению стрелочного перевода, разъединению его на блоки, выдаче собранных блоков стрелочного перевода, на брусья стрелочного перевода предварительно прикрепляются соответствующие элементы скреплений, металлические части перевода объединяются до укрупненных их блоков, после чего выполняется на своей позиции каждая последовательная технологическая операция по раскладке брусьев по эпюре собираемого перевода, укладке на брусья укрупненных блоков его металлических частей, монтажу устанавливаемых после установки металлических частей элементов скреплений, закреплению стрелочного перевода, разбивке его на блоки, выдаче собранных блоков стрелочного перевода.
Предварительное прикрепление на брусья стрелочного перевода соответствующих элементов скреплений и предварительное объединение металлических частей перевода до укрупненных их блоков позволяют эти операции вести параллельно с последовательными технологическими операциями сборочного процесса. Выполнение на своей позиции каждой последовательной технологической операции сборочного процесса по раскладке брусьев по эпюре собираемого перевода, укладке на брусья укрупненных блоков его металлических частей, монтажу устанавливаемых после установки металлических частей элементов скреплений, закреплению стрелочного перевода, разбивке его на блоки, выдаче собранных блоков стрелочного перевода позволяет также вести их параллельно.
Предлагаемый способ сборки стрелочного перевода проиллюстрирован на чертеже, где на позициях 1-8 осуществляется его сборка.
На позиции 1 на устройстве 9 производится снабжение брусьев стрелочного перевода соответствующими элементами скреплений с их закреплением. Элементы скреплений на устройство 9 подаются с устройства 10.
Снабженные закрепленными элементами скреплений брусья с соответствующим темпом подаются по стрелке 11 на позицию 3, где на устройстве 12 производится раскладка брусьев по эпюре собираемого стрелочного перевода. С позиции 3 набранный по эпюре комплект брусьев стрелочного перевода по стрелке 13 перемещается на позицию 4.
На позиции 2 на устройстве 14 металлические части перевода объединяются и закрепляются в укрупненные блоки металлических частей перевода. На устройство 14 металлические части перевода подаются с устройства 15.
Укрупненные блоки металлических частей перевода по стрелке 16 подаются на позицию 4, где на устройстве 17 укладываются на набранный по эпюре комплект брусьев стрелочного перевода. С позиции 4 снабженный металлическими частями комплект брусьев стрелочного перевода по стрелке 13 перемещается на позицию 5.
На позиции 5 на устройстве 18 монтируются устанавливаемые после установки металлических частей элементы скреплений, подаваемые на устройство 18 с устройства 19, после чего собираемый стрелочный перевод по стрелке 13 перемещается на позицию 6.
На позиции 6 на устройстве 20 производится закрепление стрелочного перевода, после чего он перемещается по стрелке 13 на позицию 7, где на устройстве 21 собранный стрелочный перевод разбивается на блоки. Блоки собранного стрелочного перевода с позиции 7 по стрелке 13 перемещаются на позицию 8, где с устройства 22 приема блоков стрелочного перевода производится их отгрузка на склад или непосредственно на подвижной состав для доставки на место укладки стрелочного перевода.
По стрелкам 13 перемещение с устройств 12, 17, 18, 20, 21 на позициях 3, 4, 5, 6, 7 на устройства 17, 18, 20, 21, 22 соответственно на позициях 4, 5, 6, 7, 8 производится ускоренно.
На каждой позиции работы ведутся параллельно, что позволяет вести их одновременно и независимо друг от друга, что в свою очередь позволяет производить сборку стрелочного перевода наиболее эффективно с наивысшей производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2400590C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2374377C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451124C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2382134C1 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов, преимущественно с железобетонными брусьями, на производственных базах путевых машинных станций. Способ сборки стрелочного перевода железнодорожного пути, преимущественно с железобетонными брусьями, заключается в проведении технологических операций. Брусья снабжаются элементами скреплений и раскладываются по эпюре собираемого стрелочного перевода. Стрелочный перевод закрепляется, затем разъединяется на блоки, после чего происходит выдача собранных блоков стрелочного перевода. Предварительно вне основного цикла брусья стрелочного перевода снабжаются элементами скреплений с их закреплением, металлические части перевода объединяются в укрупненные блоки для укладки их на разложенные по эпюре брусья. Технический результат от использования данного изобретения заключается в повышении эффективности и производительности сборочного процесса путем обеспечения одновременного и независимого друг от друга выполнения последовательных технологических операций. 1 ил.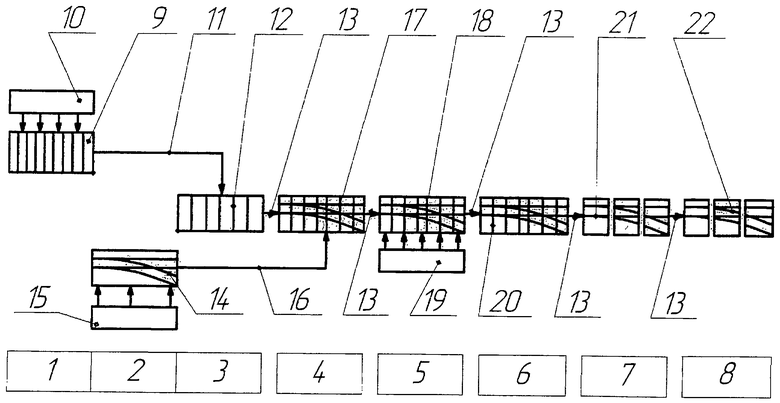
Способ сборки стрелочного перевода железнодорожного пути, преимущественно с железобетонными брусьями, заключающийся в проведении технологических операций по снабжению брусьев элементами скреплений, раскладке брусьев по эпюре собираемого стрелочного перевода, закреплению стрелочного перевода, разъединению его на блоки, выдаче собранных блоков стрелочного перевода, отличающийся тем, что предварительно вне основного цикла проведения последовательных технологических операций по сборке стрелочного перевода брусья стрелочного перевода снабжаются элементами скреплений с их закреплением, а металлические части перевода объединяют в укрупненные блоки металлических частей перевода для укладки их на разложенные по эпюре брусья в процессе сборки стрелочного перевода при его закреплении.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| СТЕНД ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 1991 |
|
RU2007507C1 |
| Мельница для сверхтонкого измельчения органических и минеральных материалов | 1967 |
|
SU255027A1 |

