Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов, преимущественно с железобетонными брусьями, на производственных базах путевых машинных станций.
Известны стенды для сборки стрелочных переводов, содержащие рамную конструкцию с продольными опорами для брусьев, разметочный шаблон для раскладки брусьев по эпюре, упоры для установки брусьев по "шнуру", концевые упоры для ограничения и контроля длины перевода, элементы контроля геометрии перевода (авт. св. СССР №142329, Е01В 29/26; авт. св. СССР №1093740, Е01В 7/00; пат. РФ №2007507, Е01В 29/24, Е01В 7/00; В.Г.Максимов, Е.К.Смыков. Укладка и смена стрелочных переводов. - М.: Транспорт, 1993, с.46-50, с.77, с.140-143). Раскладка брусьев по эпюре, их ориентирование, укладка металлических частей перевода производятся с помощью кранов и ручного инструмента. Установка брусьев "по шнуру" осуществляется установкой по общей прямой торцов брусьев, что возможно только при сборке стрелочных переводов с деревянными брусьями. Сборка стрелочного перевода осуществляется ручным и электрифицированным инструментом. Последовательные операции выполняются одна за другой - каждая последующая после выполнения предыдущей.
После сборки и проверки стрелочного перевода он расчленяется на блоки, чему способствует его конструкция. Расчленение перевода на блоки позволяет доставить его наиболее крупными частями к месту укладки, что, в свою очередь, позволяет механизировать доставку и укладку стрелочного перевода на место эксплуатации, облегчая и убыстряя эти операции.
Известно устройство для сборки стрелочного перевода (авт. св. СССР №1120050, Е01В 29/26), содержащее устройства для приема и раскладки брусьев по эпюре и передвижную по направляющим тележку с рабочими органами для соединения металлических частей перевода с брусьями. Группы операций - раскладка брусьев по эпюре и их ориентирование, снабжение брусьев скреплениями, укладка металлических частей перевода, сборка стрелочного перевода выполняются на одной позиции (стенде) последовательно друг за другом так, что последующая группа операций выполняется после завершения предыдущей, что удлиняет общее время по сборке стрелочного перевода, снижая производительность и эффективность устройства.
Известна поточная линия для сборки стрелочных переводов железнодорожного пути, преимущественно с железобетонными брусьями (заявка РФ №200811600811, Е01В 29/24, Е01В 7/00 - принято за прототип), содержащая грузовой конвейер для брусьев, устройство для снабжения брусьев скреплениями, устройство для ориентирования брусьев и выдачи их в ориентированном положении на сборочный конвейер для последовательного перемещения на нем бруса на шаг эпюры, объемлющую сборочный конвейер, передвижную по направляющим тележку с рабочими органами для соединения металлических частей перевода с брусьями и тележку для уборки блоков собранных стрелочных переводов. Устройство для снабжения брусьев скреплениями включает в себя конвейер-накопитель для приема снабженных скреплениями брусьев.
Сборка стрелочных переводов ведется поточным способом, при этом последовательные группы технологических операций выполняются одновременно и относительно независимо друг от друга, что способствует производительной и эффективной работе линии.
Однако перемещение на шаг эпюры сборочного конвейера, несмотря на наличие конвейера-накопителя перед сборочным конвейером, позволяющим периодически останавливать сборочный конвейер для укладки металлических частей стрелочного перевода на набранный по эпюре комплект брусьев блока стрелочного перевода, затрудняет работу тележки с рабочими органами для соединения металлических частей перевода с брусьями и работу обслуживающего персонала.
Необходима поточная линия по сборке стрелочных переводов, где бы последовательные группы технологических операций выполнялись одновременно и относительно независимо друг от друга и где бы независимая работа сборочного конвейера при работе с ним тележки с рабочими органами для соединения металлических частей перевода с брусьями осуществлялась на периодически останавливаемом конвейере для обработки очередного набранного по эпюре комплекта брусьев блока стрелочного перевода при периодическом перемещении конвейера на длину принятого очередного набранного по эпюре комплекта брусьев блока стрелочного перевода.
Для этого в известной поточной линии для сборки стрелочных переводов железнодорожного пути, содержащей грузовой конвейер для брусьев, устройство для снабжения брусьев скреплениями, устройство для ориентирования брусьев и выдачи их в ориентированном положении на конвейер-накопитель, сборочный конвейер с объемлющей его передвижной по направляющим тележкой с рабочими органами для соединения металлических частей перевода и тележкой для уборки блоков собранных стрелочных переводов, конвейер-накопитель выполнен с возможностью последовательного перемещения на шаг эпюры для набора комплекта брусьев блока стрелочного перевода и оборудован челночным передатчиком для перемещения на сборочный конвейер набранного комплекта брусьев блока стрелочного перевода.
При этом челночный передатчик выполнен в виде двух платформ для размещения на них комплекта брусьев блока стрелочного перевода, перемещаемых возвратно-поступательно по вертикально-возвратно перемещаемому рольгангу.
Кроме того, тележка для уборки блоков собранных стрелочных переводов представляет собой два портальных экипажа, оборудованных вертикально подвижными захватами за рельсы блока стрелочного перевода для их совместной работы.
В предлагаемой поточной линии для сборки стрелочных переводов выполнение конвейера-накопителя с возможностью последовательного перемещения его на шаг эпюры для набора комплектов брусьев блока стрелочного перевода и оборудование его челночным передатчиком для перемещения на сборочный конвейер набранного комплекта брусьев блока стрелочного перевода позволяет одновременно и относительно независимо друг от друга последовательные группы технологических операций вести при шаговом перемещении каждого бруса в процессе снабжения его скреплениями и набора комплекта брусьев блока стрелочного перевода, что благоприятствует выполнению этих операций, и шаговом перемещении набранного комплекта брусьев блока стрелочного перевода с выстоем его на сборочном конвейере на время набора очередного комплекта брусьев блока перевода, что благоприятствует укладке на комплект брусьев блока стрелочного перевода его металлических частей, установке в рабочее положение рельсовых скреплений, работе тележки с рабочими органами для соединения металлических частей с брусьями, тележки для уборки блоков собранных стрелочных переводов.
Челночный передатчик, выполненный в виде двух платформ для размещения на них комплекта брусьев блока стрелочного перевода, перемещаемых возвратно-поступательно по вертикально-возвратно перемещаемому рольгангу при своей конструктивной простоте позволяет надежно переместить комплект брусьев блока перевода с одного конвейера на другой, холостой ход передатчика при этом не препятствует основной работе конвейеров.
Тележка для уборки блоков собранных стрелочных переводов в виде двух, для их совместной работы портальных экипажей, оборудованных вертикально подвижными захватами за рельсы блока стрелочного перевода позволяет надежно захватить и убрать любой из блоков собранного стрелочного перевода, легко ориентируя вдоль каждого из них положение захватов.
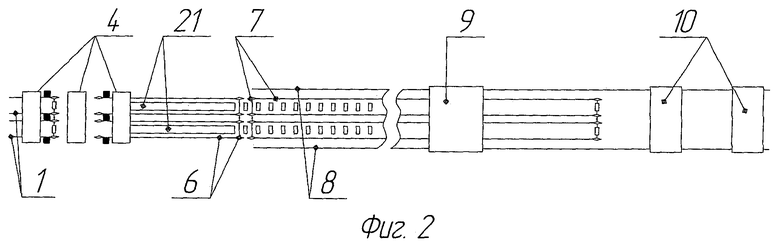
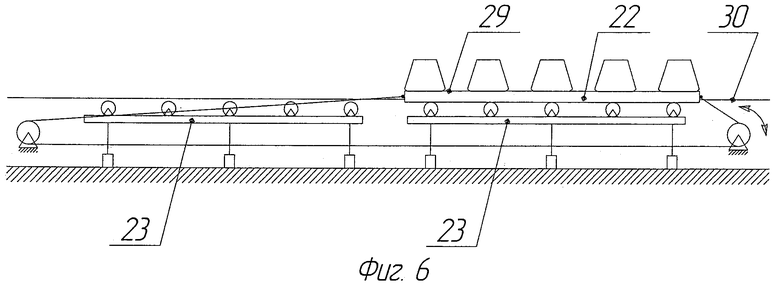
На фиг.1 изображен вид сбоку предлагаемой поточной линии для сборки стрелочных переводов железнодорожного пути; на фиг.2 - вид линии в плане; на фиг.3 - вид в плане на челночный передатчик; на фиг.4-6 - вид сбоку на челночный передатчик, последовательные его положения.
Поточная линия для сборки стрелочных переводов железнодорожного пути содержит грузовой конвейер 1 для брусьев 2 стрелочного перевода 3, устройство 4 для снабжения брусьев скреплениями, устройство 5 для ориентирования брусьев и выдачи их в ориентированном положении на конвейер-накопитель 6, сборочный конвейер 7, передвижную по объемлющим сборочный конвейер направляющим 8 тележку 9 с рабочими органами для соединения металлических частей перевода с брусьями, передвижную по направляющим 8 тележку 10 для уборки блоков собранных стрелочных переводов.
Грузовой конвейер 1, конвейер-накопитель 6 и сборочный конвейер 7 представляют собой четыре ветви 11 бесконечной цепной передачи, попарно смонтированных на своей раме 12 и приводимых своим приводом 13. Приводные валы 14 попарно соединенных ветвей 11 цепной передачи между собой соединены муфтой 15 для синхронизации вращения звездочек конвейера.
Устройство 4 для снабжения брусьев скреплениями включает в себя подъемные столы 16 и 17, устройство 18 для укладки и прикрепления скреплений к брусьям, устройство 19 передачи бруса с одного подъемного стола на другой, опорные площадки 20 для обслуживающего персонала.
Устройство 5 для ориентирования брусьев и выдачи их в ориентированном положении на конвейер-накопитель 6 включает в себя устройство для ориентирования брусьев по "шнуру" и углу отклонения от "шнуровой линии", фиксации ориентированного положения бруса в процессе укладки его подъемным столом 17 на конвейер-накопитель 6.
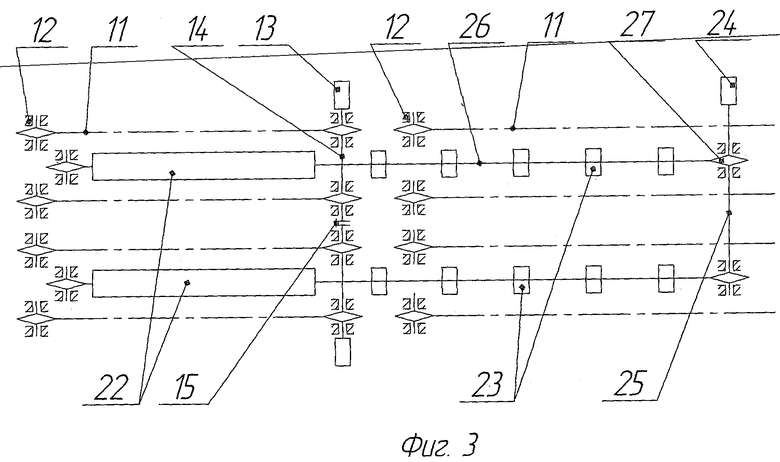
Конвейер-накопитель 6 оборудован системой управления для последовательного перемещения его ветвей на очередной шаг эпюры набираемого комплекта брусьев блока стрелочного перевода при последовательном суммировании очередного шага к сумме предыдущих шагов для исключения набегания ошибки шага эпюры, неизбежной при последовательном контроле лишь каждого очередного шага, и челночным передатчиком 21 для перемещения набранного комплекта брусьев блока стрелочного перевода на сборочный конвейер 7.
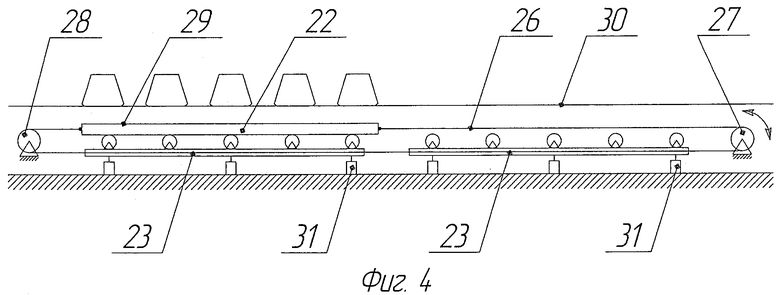
Челночный передатчик 21 представляет собой две платформы 22, размещенные между ветвями 11 конвейеров 6 и 7 на смонтированных здесь же рольгангах 23. Платформы для перемещения по рольгангам оборудованы приводом 24 с общим приводным валом 25 для синхронизации перемещения платформ. Приводные цепи 26 привода платформ одним концом присоединены к передним концам платформ, перекинуты через звездочки 27 приводного вала 25 и через обратные звездочки 28 вторыми концами присоединены к задним концам платформ. Для размещения уровня 29 платформ 22 ниже или выше уровня 30 конвейеров 6 и 7 рольганги 23 оборудованы силовыми цилиндрами 31 для их вертикального перемещения.
Конвейер 7, кроме зоны размещения рольгангов 23, снабжен настилом для удобства работы тележки 9 и обслуживающего персонала.
Тележка 9 с рабочими органами для соединения металлических частей перевода с брусьями представляет собой передвижную по объемлющим сборочный конвейер 7 направляющим 8 портальную конструкцию с устройствами контроля колеи прямого пути, контроля ординаты переводного пути, поджима брусьев к рельсам, гайковертами для скреплений.
Тележка 10 для уборки блоков собранных стрелочных переводов представляет собой передвижные по объемлющим сборочный конвейер 7 направляющим 8 два для совместной работы портальных экипажа 32, оборудованных вертикально подвижными захватами 33 за рельсы блока стрелочного перевода.
Работает линия следующим образом.
На грузовой конвейер 1 укладываются брусья 2 в порядке сборки стрелочного перевода. Четыре ветви 11 конвейера позволяют разместить на нем все типы брусьев, центр тяжести бруса соответствующей длины при этом окажется внутри между его крайними опорами при опоре соответственно на две, три или четыре ветви конвейера, что обеспечивает устойчивое положение бруса на конвейере. Четыре ветви конвейера позволяют разместить между его первой и второй, третьей и четвертой ветвями платформы челночного передатчика с тем же условием размещения на них любого бруса стрелочного перевода, что и на конвейере. Кроме того, четыре ветви конвейера позволяют монтировать их попарно на своей раме, что в свою очередь позволяет конструктивно разделить конвейер на две крупные части для удобства перевозки их к месту монтажа с облегчением последнего.
Грузовым конвейером 1 каждый брус поочередно при шаговом перемещении конвейера подается на подъемный стол 16 устройства 4 для снабжения брусьев скреплениями. Поданный на подъемный стол 16 брус поднимается и на него устройством 18 укладываются амортизирующие прокладки, подкладки, башмаки, монтируются сборки закладных болтов. Процесс контролируется оператором, размещаемым на опорной площадке 20. Подъем бруса подъемным столом 16 осуществляется на высоту, удобную для находящегося на опорной площадке 20 оператора.
После окончания операций по снабжению бруса скреплениями на этой позиции брус устройством 19 передается на позицию работы подъемного стола 17, где брус снабжается остальными скреплениями и на котором закрепляются подкладки для наружного рельса прямого пути. Процесс контролируется оператором, размещаемым на опорной площадке 20 этой позиции. На этой же позиции устройством 5 брусья ориентируются по "шнуру", т.е. ориентируются наружными кромками выемок брусьев для наружного рельса прямого пути по одной прямой, по углу отклонения продольной оси брусьев относительно "шнуровой линии" и в ориентированном положении опускаются подъемным столом 17 на конвейер-накопитель 6.
Работа по приему с погрузочного конвейера 1 бруса подъемным столом 16, его снабжение скреплениями в своей зоне и работа по снабжению бруса скреплениями и его ориентирование в зоне подъемного стола 17 с выдачей снабженного скреплениями и соориентированного бруса на конвейер-накопитель 6 выполняются одновременно и независимо друг от друга, при этом работы производятся в удобных для операторов условиях.
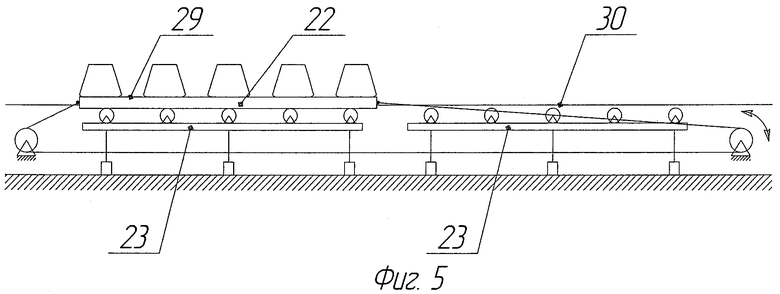
Каждый очередной принятый конвейером-накопителем 6 брус смещается на величину эпюры набираемого на конвейере-накопителе комплекта брусьев блока стрелочного перевода. После набора на конвейере-накопитель комплекта брусьев блока стрелочного перевода (фиг.4) посредством силовых цилиндров 31 поднимаются рольганги 23, поднимая на себе платформы 22, которые в свою очередь увлекают вверх комплект брусьев блока стрелочного перевода, снимая его с конвейера-накопителя (фиг.5). Покоящийся на платформах комплект брусьев блока стрелочного перевода приводом 24 платформ перемещается по рольгангу 23 к сборочному конвейеру 7 (фиг.6), на который и укладывается при опускании рольганга. Освободившиеся от комплекта брусьев блока стрелочного перевода платформы по опущенному рольгангу возвращаются к конвейеру-накопителю за следующим комплектом брусьев блока стрелочного перевода, который может набираться сразу же, как только предыдущий комплект начал движение к сборочному конвейеру 7.
Уложенный на сборочный конвейер 7 комплект брусьев блока стрелочного перевода после завершения работ на конвейере с предыдущим блоком смещается конвейером вперед (по стрелке), освобождая место для приема очередного комплекта брусьев блока. На смещенный по конвейеру комплект брусьев блока стрелочного перевода укладываются металлические части перевода. Рельсы стыкуются с рельсами предыдущего блока стрелочного перевода. Производится сборка блока стрелочного перевода тележкой 9 при перемещении ее по объемлющему сборочный конвейер пути 8, собираемый блок при этом покоится на сборочном конвейере. Сборка каждого очередного блока стрелочного перевода осуществляется на остановленном сборочном конвейере. Периодическое перемещение конвейера осуществляется на длину очередного блока.
После проверки собранного стрелочного перевода он опять расчленяется на блоки, но уже собранные. Находящийся на конце сборочного конвейера собранный блок захватывается за рельсы захватами 33 портальных экипажей 32 в определенных местах каждого блока и перемещается по объемлющему сборочный конвейер пути 8 для уборки на склад готовой продукции.
Таким образом производится сборка стрелочных переводов при одновременном и независимом выполнении последовательных групп технологических операций. На сборочном конвейере всегда присутствуют блоки двух переводов - большинство одного и блок следующего или блок предыдущего и большинство блоков следующего перевода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451124C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2374377C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2382134C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов, преимущественно с железобетонными брусьями, на производственных базах путевых машинных станций. Поточная линия для сборки стрелочных переводов железнодорожного пути содержит грузовой конвейер для брусьев, устройство для снабжения брусьев скреплениями, устройство для ориентирования брусьев и выдачи их в ориентированном положении на конвейер-накопитель, сборочный конвейер с объемлющей его тележкой, передвигающейся по направляющим, с рабочими органами для соединения металлических частей перевода с брусьями и тележкой для уборки блоков собранных стрелочных переводов. Конвейер-накопитель выполнен с возможностью последовательного перемещения на шаг эпюры для набора комплекта брусьев блока стрелочного перевода. Конвейер-накопитель оборудован челночным передатчиком для перемещения на сборочный конвейер набранного комплекта брусьев блока стрелочного перевода. Челночный передатчик выполнен в виде двух платформ, перемещаемых возвратно-поступательно по вертикальному перемещающемуся возвратно рольгангу. Технический результат заключается в повышении производительности и эффективности работы линии. 2 з.п. ф-лы, 6 ил.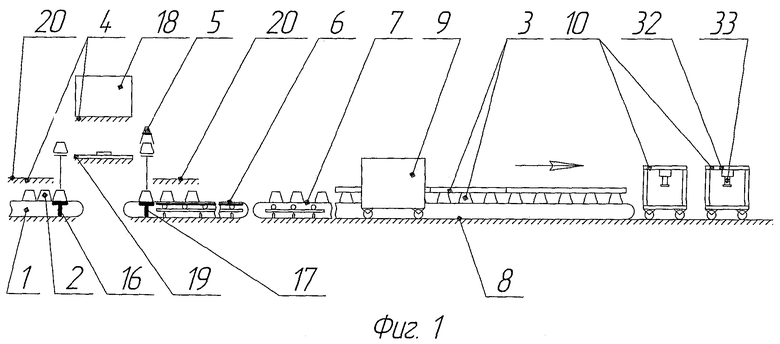
1. Поточная линия для сборки стрелочных переводов железнодорожного пути, преимущественно с железобетонными брусьями, содержащая грузовой конвейер для брусьев, устройство для снабжения брусьев скреплениями, устройство для ориентирования брусьев и выдачи их в ориентированном положении на конвейер-накопитель, сборочный конвейер с объемлющей его передвижной по направляющим тележкой с рабочими органами для соединения металлических частей перевода с брусьями и тележкой для уборки блоков собранных стрелочных переводов, отличающаяся тем, что конвейер-накопитель выполнен с возможностью последовательного перемещения на шаг эпюры для набора комплекта брусьев блока стрелочного перевода и оборудован челночным передатчиком для перемещения на сборочный конвейер набранного комплекта брусьев блока стрелочного перевода.
2. Поточная линия по п.1, отличающаяся тем, что челночный передатчик выполнен в виде двух платформ, перемещаемых возвратно-поступательно по вертикально возвратно перемещаемому рольгангу.
3. Поточная линия по п.1, отличающаяся тем, что тележка для уборки блоков собранных стрелочных переводов представляет собой оборудованные вертикально подвижными захватами за рельсы блока стрелочного перевода два портальных экипажа для их совместной работы.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
| Устройство для сборки звеньев железнодорожного пути | 1976 |
|
SU709751A1 |
| Звеносборочная линия | 1977 |
|
SU696085A1 |
| Устройство для сборки рельсошпальной решетки железнодорожного пути | 1983 |
|
SU1120050A1 |
| Мельница для сверхтонкого измельчения органических и минеральных материалов | 1967 |
|
SU255027A1 |

