Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов железнодорожного пути на производственных базах.
Известен стенд для сборки стрелочных переводов (журнал «Путь и путевое хозяйство», 2005 г., №8), на котором с помощью шаблонной линейки с нанесенными отметками оси бруса, боковых и торцевых упоров раскладывают брусья и рельсы краном. К недостаткам при применении известного стенда следует отнести необходимость применения ручного труда при точной раскладке брусьев и последовательное выполнение всех операций по сборке стрелочного перевода на одном месте, что снижает производительность.
Известны способы сборки стрелочных переводов на стендах, содержащих шаблоны для раскладки шпал по эпюре, например, по а.с. 317746, 29.04.1970. Шаблон для раскладки шпал по эпюре, выполнен в виде многогранной рейки, установленной параллельно оси основного пути; по пат. 2007507, 04.07.1991, в котором шаблоном служат штыри для попадания на них сквозных отверстий в брусьях под закладные болты. К недостаткам при применении известных стендов следует отнести необходимость применения ручного труда при точной раскладке брусьев, разноске всех элементов скреплений (прокладок, подкладок и прочих) и последовательное выполнение всех операций по сборке стрелочного перевода на одной позиции, что значительно снижает производительность. Кроме того, применение в обоих стендах шаблона позволяет производить сборку только одной марки стрелочного перевода. В случае ее изменения (правый перевод, левый или перекрестный перевод, марки 1/9, 1/11 и другие) требуется перестроить шаблон, на что требуется дополнительное время.
Известен способ сборки стрелочных переводов по а.с. 1120050, 02.06.1983, «Устройство для сборки рельсошпальной решетки железнодорожного пути», при котором брусья раскладывают по шаблону, а по объемлющему пути перемещается тележка, оборудованная устройствами для установки колеи и соединения рельсов с брусьями. Недостатков известного способа несколько. Во-первых, применение ручного труда при установке на место каждого бруса и разноске всех элементов скреплений. Во-вторых - сложность перенастройки шаблона при сборке стрелочного перевода другой марки или другого направления. Третий недостаток - это крайне низкая производительность, так как все операции по сборке стрелочного перевода выполняются на одной и той же позиции, то есть время сборки каждого перевода определяется как сумма времен выполнения отдельных операций сборки. Тем не менее, данный способ наиболее близок к заявляемому решению и взят за прототип.
Предлагаемое изобретение решает задачу увеличения темпа выпуска собранных стрелочных переводов, которую возможно решить путем поточной сборки стрелочных переводов. При этом сборка стрелочных переводов производиться на нескольких позициях, и тогда время сборки стрелочного перевода равно только сумме времен операций, выполняемых на одной из позиций, при механизации операций на отдельных позициях. Так как поточный способ возможен в виде стационарного либо подвижного потока, предлагается стационарный способ поточной сборки, при котором весь объем работ расчленен на комплексы, количество которых равно числу одновременно собираемых стрелочных переводов на стационарных стендах. В сборке участвует столько бригад, сколько одновременно собирается переводов. Подразумевается, что суммарное время работ на каждом комплексе ориентировочно одинаково. Предлагаемое изобретение решает задачу увеличения темпа выпуска собранных стрелочных переводов.
Задача решается за счет того, что в известном способе сборки стрелочных переводов, преимущественно с железобетонными брусьями, состоящем из технологических операций, выполняемых на стационарных стендах, оборудованных объемлющими путями для перемещения исполнительных агрегатов, включающий ориентировочную раскладку комплекта брусьев, расстановку брусьев по эпюре и шнуру, раскладку на них прокладок, подкладок, установку рельсов, сборок закладных и клеммных болтов, завинчивание гаек этих болтов, технологические операции, разделенные на комплексы, выполняют одновременно на всех стационарных стендах, установленных в количестве не менее четырех попарно на параллельных путях, при этом исполнительные агрегаты после перемещения вдоль пары стендов одного пути переносят на параллельный объемлющий путь к стендам параллельного пути. Перенос исполнительных агрегатов осуществляется, например, кранами.
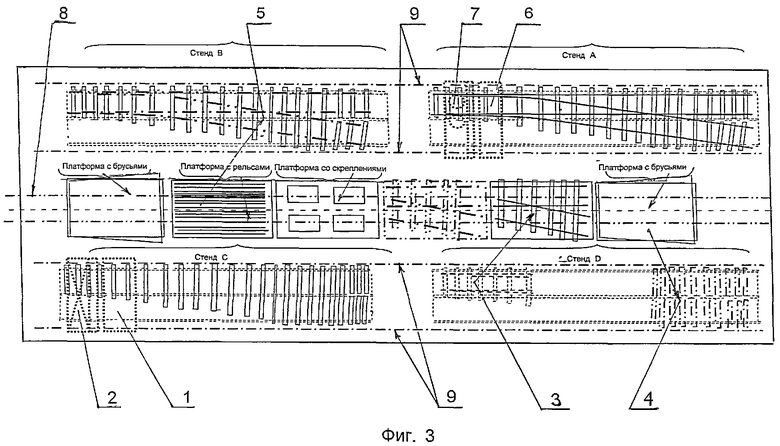
На фиг.1-4 показаны схемы выполняемых комплексов технологических операций заявленного способа сборки стрелочных переводов.
Способ сборки стрелочных переводов осуществляется следующим образом, например, при сборке четырех правых стрелочных переводов.
По количеству собираемых стрелочных переводов на участке устанавливают на параллельных путях попарно четыре стенда А, В, С, D. Весь комплекс технологических операций по сборке стрелочных переводов разбивают на четыре комплекса. Суммарное время выполнения работ каждого комплекса ориентировочно одинаково. В сборке участвуют четыре бригады по числу одновременно собираемых стрелочных переводов. Каждая бригада специализируется на одном комплексе работ, выполнив который на одном стенде, переходит на другой.
На фиг.1 показана схема поточной сборки четырех правых стрелочных переводов в определенный промежуток времени. На каждом стенде находится часть стрелочного перевода, оставшаяся от предыдущего цикла, или собранный перевод, готовый к отгрузке. На стенде А, на котором брусья были ориентировочно разложены в предыдущий цикл, с помощью передвижных исполнительных агрегатов, работающих по заданной программе, брусья укладывают точно по эпюре и ординатам, 1. На них раскладывают прокладки, подкладки и вставляют сборки закладных болтов, 2. Одновременно на стенде В, на котором был собран стрелочный перевод в предыдущий цикл, его убирают с помощью крана (на чертеже не показан) отдельными блоками, 3. На освободившееся место, также краном размещают комплект брусьев и ориентировочно их раскладывают, 4. На стенде С в это же время выполняют заключительный комплекс операций с помощью передвижных исполнительных агрегатов: устанавливают рельсы по колее и ординатам, 6; вставляют сборки клеммных болтов, завинчивают гайки клеммных и закладных болтов и подготавливают блоки стрелочного перевода к отгрузке, 7. Одновременно на стенде D краном раскладывают рельсы и тяжелые металлические элементы, 5. Все необходимые материалы для сборки стрелочных переводов подаются к стендам либо на платформах, либо на специальных тележках по проходному пути 8, который, как правило, размещают между параллельными путями со стендами. На этом же проходном пути 8 находятся платформы или тележки для готовых стрелочных переводов, которые грузят на них отдельными блоками.
По завершению комплекса операций по сборке на стендах А, В, С и D, как показано на фиг.1, передвижные исполнительные агрегаты от стенда А перемещают по объемлющему пути 9 к стенду В, на котором брусья ориентировочно разложены. Передвижные исполнительные агрегаты от стенда С перемещают по объемлющему пути 9 к стенду D, на котором краном разложены рельсы и тяжелые металлические элементы. На фиг.2 показано, что комплекс работ, выполняемый на стенде А (фиг.1), теперь выполняется на стенде В, выполняемый на стенде В, выполняется на стенде С, выполняемый на стенде С,- на стенде D, а выполняемый на стенде D,- на стенде А.
По завершению комплекса операций по сборке на стендах А, В, С и D, как показано на фиг.2, передвижные исполнительные агрегаты от стенда В переносят краном на параллельный объемлющий путь 9 к стенду С, на котором брусья ориентировочно разложены. Передвижные исполнительные агрегаты от стенда D переносят краном на параллельный объемлющий путь 9 к стенду А, на котором краном разложены рельсы и тяжелые металлические элементы. На фиг.3 показано, что комплекс работ, выполняемый на стенде А (фиг.2), теперь выполняется на стенде В, выполняемый на стенде В, выполняется на стенде С, выполняемый на стенде С,- на стенде D, а выполняемый на стенде D,- на стенде А.
По завершении комплекса операций по сборке на стендах А, В, С и D, как показано на фиг.3, передвижные исполнительные агрегаты от стенда А перемещают по объемлющему пути 9 к стенду В, от стенда С перемещают по объемлющему пути 9 к стенду D и цикл повторяется.
Таким образом, сборку стрелочных переводов производят по замкнутому пространственному циклу.
Предлагаемый способ сборки позволяет разместить все стенды в цеховом помещении размером 120×24 м.
При сборке стрелочных переводов других марок или направлений (правый, левый и прочие) достаточно сменить программу, закладываемую в исполнительные агрегаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2374377C2 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЖЕЛЕЗОБЕТОННЫХ БРУСЬЕВ СТРЕЛОЧНОГО ПЕРЕВОДА ПО ЭПЮРЕ И ОРДИНАТАМ | 2007 |
|
RU2355843C1 |
| ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ С ЖЕЛЕЗОБЕТОННЫМИ ШПАЛАМИ | 2007 |
|
RU2361032C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2400590C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451124C1 |
| Стенд для сборки стрелочных переводов | 1983 |
|
SU1093740A1 |


Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов железнодорожного пути на производственных базах. Способ сборки стрелочных переводов преимущественно с железобетонными брусьями состоит из технологических операций, выполняемых на стационарных стендах, оборудованных объемлющими путями для перемещения исполнительных агрегатов. Способ включает расстановку брусьев по эпюре и шнуру, раскладку на них прокладок, подкладок, установку рельсов, сборок закладных и клеммных болтов, завинчивание гаек этих болтов. Технологические операции разделены на комплексы и выполняют одновременно на всех стационарных стендах. Стенды установлены в количестве не менее четырех попарно на параллельных путях. Исполнительные агрегаты после перемещения вдоль пары стендов одного пути переносят на параллельный объемлющий путь к стендам параллельного пути. Технический результат от использования данного изобретения заключается в увеличении темпа выпуска собранных стрелочных переводов. 4 ил.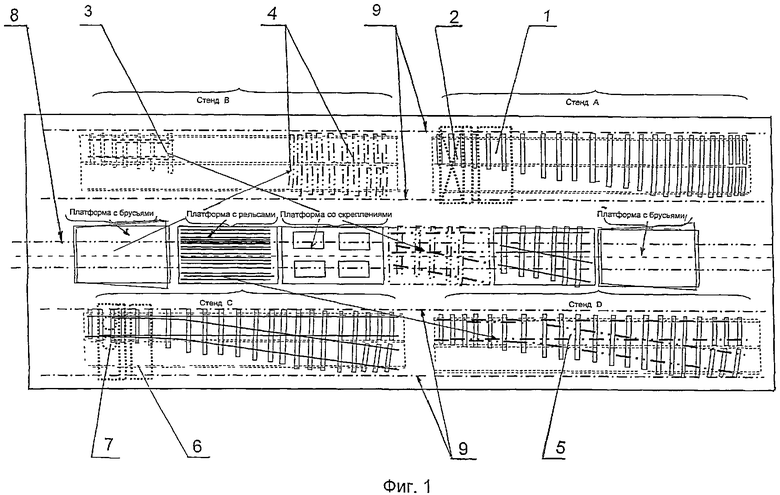
Способ сборки стрелочных переводов, преимущественно с железобетонными брусьями, состоящий из технологических операций, выполняемых на стационарных стендах, оборудованных объемлющими путями для перемещения исполнительных агрегатов, включающий расстановку брусьев по эпюре и шнуру, раскладку на них прокладок, подкладок, установку рельсов, сборок закладных и клеммных болтов, завинчивание гаек этих болтов, выполняемых с помощью кранов и передвигаемых по объемлющим путям исполнительных агрегатов, отличающийся тем, что стационарные стенды устанавливают в количестве не менее четырех попарно на параллельных путях, технологические операции, разделенные на комплексы, выполняют одновременно на всех стендах, при этом исполнительные агрегаты после перемещения вдоль пары стендов одного пути переносят на параллельный объемлющий путь ко второй паре стендов.
| Устройство для сборки рельсошпальной решетки железнодорожного пути | 1983 |
|
SU1120050A1 |
| СПОСОБ СМЕНЫ СТРЕЛОЧНЫХ ПЕРЕВОДОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2194112C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЁТКИ | 2001 |
|
RU2222659C2 |
| JP 2001081703 A, 27.03.2001. | |||

