Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов, преимущественно с железобетонными брусьями, на производственных базах путевых машинных станций.
Известны стенды для сборки стрелочных переводов, содержащие раму с продольными опорами для брусьев, разметочный шаблон для раскладки брусьев по эпюре, упоры для установки брусьев «по шнуру», концевые упоры для ограничения и контроля длины перевода, элементы контроля геометрии перевода (авт.св. СССР №142329, Е01В 29/26; №1093740, Е01В 7/00; пат. РФ №2007507, Е01В 29/24, Е01В 7/00; В.Г.Максимов, Е.К.Смыков. Укладка и смена стрелочных переводов. - М.: Транспорт, 1993, с.46-50, 77, 139-143). Раскладка брусьев по эпюре, их ориентирование, раскладка металлических частей производятся с помощью кранов и ручных приспособлений. Сборка стрелочного перевода осуществляется ручным и электрифицированным инструментом.
Известно устройство для сборки стрелочного перевода (авт.св. СССР №1120050, Е01В 29/26), содержащее устройства для приема и раскладки брусьев по эпюре (стенд) и передвижной по направляющим вдоль стенда агрегат с рабочими органами для соединения металлических частей перевода с брусьями. Агрегат снабжен поджимами за нижнюю поверхность брусьев с их торцов. Группы операций по сборке стрелочного перевода (раскладка брусьев по эпюре и их ориентирование, укладка на брусья металлических частей, сборка стрелочного перевода) выполняются на одной позиции (стенде) последовательно друг за другом так, что последующая группа операций выполняется после выполнения предыдущей, что удлиняет общее время по сборке стрелочного перевода, снижая производительность и эффективность устройства.
Выполнение поджимов агрегата за нижнюю поверхность брусьев с их торцов предопределяет выполнение поджимов со стороны переводной кривой стрелочного перевода подвижными вдоль брусьев с постоянным их заведением под торцы изменяющихся по длине брусьев. Кроме того, поджим длинных брусьев только под их торцы не гарантирует равномерного прижатия таких брусьев к металлическим частям перевода.
Известна поточная линия для сборки стрелочных переводов (пат. РФ №2373319, Е01В 29/24, Е01В 29/02, Е01В 7/00 - принято за прототип), содержащая устройства для приема и раскладки брусьев по эпюре собираемого стрелочного перевода на сборочном конвейере и передвижной по объемлющим собираемый стрелочный перевод направляющим агрегат с рабочими органами для соединения металлических частей перевода с брусьями.
Определенные группы технологических операций по сборке стрелочных переводов выполняются одновременно и относительно независимо друг относительно друга, что позволяет вести сборку стрелочных переводов поточным способом с высокой производительностью.
Однако отсутствие в линии поджимов брусьев за их нижнюю поверхность снижает эффективность сборочного процесса.
Необходима поточная линия по сборке стрелочных переводов, где бы присутствовал поджим брусьев за их нижнюю поверхность для надежного соприкосновения брусьев с металлическими частями перевода, гарантирующий их успешное и эффективное соединение.
Для этого в известной поточной линии для сборки стрелочных переводов железнодорожного пути, содержащей сборочный конвейер и передвижной по объемлющим собираемый стрелочный перевод направляющим агрегат с рабочими органами для соединения металлических частей перевода с брусьями, агрегат оборудован поджимами за нижнюю поверхность брусьев с наружной стороны прямого пути перевода, а конвейер снабжен поджимом брусьев за их нижнюю поверхность, выполненным в виде размещенных вдоль перевода наполняемых воздухом шлангов.
Наличие в линии сборочного конвейера и передвижного по объемлющим собираемый стрелочный перевод направляющим агрегата с рабочими органами для соединения металлических частей перевода с брусьями позволяет вести сборку перевода поточным способом, выполняя одновременно и относительно независимо друг относительно друга последовательные технологические операции по приемке брусьев, их ориентированию, раскладке по эпюре собираемого перевода, укладке металлических частей перевода на брусья, сборке стрелочного перевода. Оборудование агрегата поджимами за нижнюю поверхность брусьев с наружной стороны прямого пути перевода и снабжение конвейера поджимов брусьев за их нижнюю поверхность в виде размещенных вдоль стрелочного перевода наполняемых воздухом шлангов гарантирует надежный поджим любых брусьев к металлическим его частям простыми, но эффективными средствами.
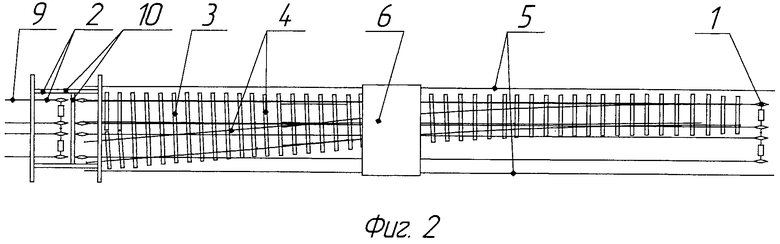
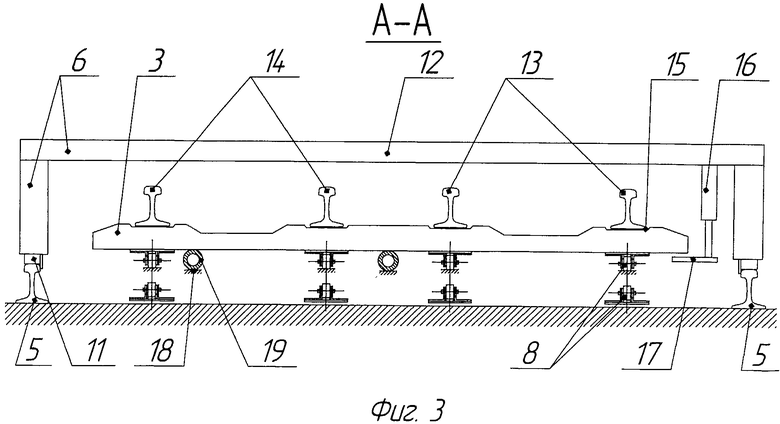
На фиг.1 изображен вид сбоку поточной линии для сборки стрелочных переводов железнодорожного пути; на фиг.2 - вид линии в плане; на фиг.3 - вид А-А на фиг.1, вид линии с торца.
Поточная линия для сборки стрелочных переводов железнодорожного пути содержит сборочный конвейер 1, устройство 2 для снабжения сборочного конвейера шпалами и брусьями 3 стрелочного перевода, передвижной по объемлющим собираемый стрелочный перевод 4 направляющим 5 агрегат 6 с рабочими органами для соединения металлических частей 7 перевода со шпалами и брусьями.
Сборочный конвейер 1 представляет собой четыре синхронно вращающиеся ветви 8 бесконечной цепной передачи, на верхних ветвях которых размещаются шпалы и все типы брусьев соответствующей длины, центр тяжести шпал и каждого бруса при этом оказывается внутри между крайними его опорными поверхностями, что обеспечивает устойчивое положение шпал и каждого бруса на конвейере при опоре их соответственно на две, три или четыре его ветви.
Устройство 2 для снабжения сборочного конвейера шпалами и брусьями стрелочного перевода содержит конвейер-накопитель 9 снабженных элементами скреплений шпал и брусьев и устройство 10 для ориентирования шпал и брусьев и выдачи их в ориентированном положении на сборочный конвейер.
Агрегат 6 с рабочими органами для соединения металлических частей перевода со шпалами и брусьями представляет собой передвижную посредством ходовых колес 11 по направляющим 5 портальную конструкцию 12 со смонтированными на ней (не показано) рабочими органами установки и контроля колеи прямого пути 13, ординат и колеи переводного пути 14, гайковертами для завинчивания гаек скреплений. С наружной стороны прямого пути 13 перевода, где шпалы и брусья сориентированы «по шнуру», т.е. сориентированы наружными кромками 15 выемок шпал и брусьев по одной прямой, агрегат оборудован приводимым силовым цилиндром 16 поджимным столом 17 для поджима шпал и брусьев 3 за их нижнюю поверхность к металлическим частям 7 перевода.
На раме 18 сборочного конвейера 1 под нижней поверхностью шпал и брусьев 3 вдоль собираемого стрелочного перевода размещены шланги 19, наполняемые воздухом и вакуумируемые компрессорной установкой (не показана).
Работает линия следующим образом.
Устройством 2 с конвейера-накопителя 9 снабженная элементами скрепления шпала или брус захватывается устройством 10, ориентируется «по шнуру», по углу отклонения продольной оси бруса относительно «шнуровой линии» и укладывается на сборочный конвейер. Сориентированная шпала или брус сборочным конвейером смещается на шаг эпюры. Производится набор комплекта шпал и брусьев стрелочного перевода. Шланги 19 в это время вакуумированы и, таким образом, не препятствуют набору комплекта шпал и брусьев при их перемещении сборочным конвейером.
На набранный комплект шпал и брусьев стрелочного перевода укладываются его металлические части и производится закрепление стрелочного перевода агрегатом 6 при периодическом его перемещении по объемлющим стрелочный перевод направляющим 5. Шланги 19 при этом наполняются воздухом и они, контактируя с нижними поверхностями шпал и брусьев, прижимают их к металлическим частям перевода, компенсируя при этом разницу в высоте каждых шпалы или бруса. Усилие прижатия контролируется давлением подаваемого в шланги воздуха. Агрегат 6 при своей очередной остановке поджимает шпалу или брус под их нижнюю поверхность с наружной стороны прямого пути своим поджимным столом 17, гарантируя при этом совпадение выемок шпалы или бруса и смонтированных в них элементов скреплений с металлическими частями перевода, сотрясая при этом шпалу или брус несколько раз при необходимости. Усилие поджима контролируется настройкой силового цилиндра 16.
Поджим шпал и брусьев к металлическим частям перевода гарантирует надежный контакт и удержание шпалы или бруса при их соединении, гарантируя высокое качество этого процесса, а следовательно, высокое качество собранного стрелочного перевода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2400590C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2374377C2 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2382134C1 |
| ЛИНИЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ НА ДЕРЕВЯННЫХ ШПАЛАХ | 2007 |
|
RU2357036C1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ ПО ЭПЮРЕ И "ШНУРУ" | 2008 |
|
RU2376411C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
Поточная линия содержит сборочный конвейер и передвижной по объемлющим направляющим собираемый стрелочный перевод агрегат с рабочими органами для соединения металлических частей перевода с брусьями. Конвейер снабжен поджимом брусьев за их нижнюю поверхность, выполненным в виде размещенных вдоль перевода наполняемых воздухом шлангов. Агрегат оборудован поджимами за нижнюю поверхность брусьев с наружной стороны прямого пути перевода. Повышается надежность соединения брусьев с металлическими частями перевода. 3 ил.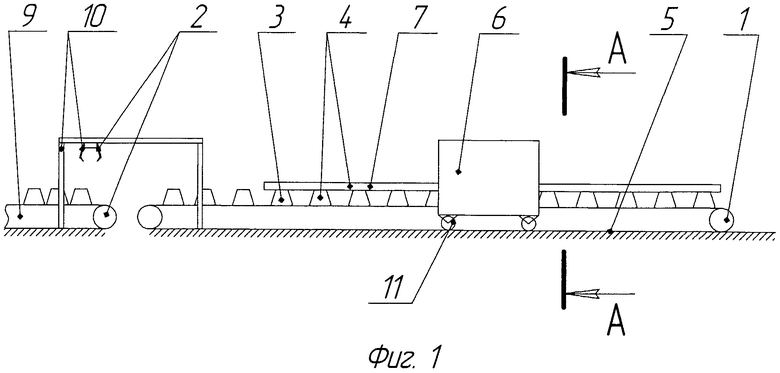
Поточная линия для сборки стрелочных переводов железнодорожного пути преимущественно с железобетонными брусьями, содержащая сборочный конвейер и передвижной по объемлющим собираемый стрелочный перевод направляющим агрегат с рабочими органами для соединения металлических частей перевода с брусьями, отличающаяся тем, что агрегат оборудован поджимами за нижнюю поверхность брусьев с наружной стороны прямого пути перевода, а конвейер снабжен поджимом брусьев за их нижнюю поверхность, выполненным в виде размещенных вдоль перевода наполняемых воздухом шлангов.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2400590C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| CN 101215811 A, 09.07.2008. | |||

