Область техники, к которой относится изобретение
Данное изобретение относится к вплавляемым, или впрессовываемым, этикеткам для маркировки пластиковых объектов. В частности, изобретение относится к пленке для вплавляемых этикеток, обладающей улучшенными технологическими свойствами, требуемыми в процессе ее производства и при дальнейшем применении.
Уровень техники
Маркировка с помощью вплавляемых этикеток обладает значительными преимуществами по сравнению с обычно применявшимися ранее способами маркировки пластиковых контейнеров с помощью полимерных этикеток. В наиболее распространенных из этих более ранних способов используются прикрепленные к подложке этикетки, имеющие слой контактного клея, или прикрепленные к подложке этикетки, имеющие слой адгезива, активизируемого нагревом. При изготовлении прикрепленных к подложке этикеток выполняется операция ламинирования, необходимая, чтобы слой клея или адгезива оказался между подаваемыми с рулонов лентами основы для этикеток и бумаги с силиконовым покрытием, которая служит в качестве носителя, или подложки, от которой этикетки легко отделяются. На основе для этикеток выполнятся печать краской, которая высушивается с помощью нагревательных элементов или ультрафиолетового излучения. Отдельные этикетки вырезаются далее из основы при прохождении такой многослойной основы через ротационную вырезающую машину или рамную вырезающую машину. Оставшиеся после вырезания этикеток обрезки основы удаляются или используются как вторичное сырье. Применение таких способов влечет высокие затраты, связанные с использованием носителя/подложки; возникают также экологические проблемы, связанные с удалением обрезков этикеток и носителей.
Маркировка с помощью вплавляемых этикеток, напротив, позволяет избежать применения каких-либо носителей или подложек. При маркировке с помощью вплавляемых полимерных этикеток на целостную (не требующую носителя/подложки) заготовку или на свободную (без подложки) основу из полимерной пленки может быть нанесен активизируемый нагревом адгезив или активизируемый нагревом термоплавкий слой. На полимерную основу наносится печать, затем из нее вырезаются этикетки, которые далее помещаются (без применения подложек и других подобных средств), например, в магазины, служащие для подачи этикеток по принципу очереди или стека. Полимерные этикетки далее одна за другой помещаются на оформляющую поверхность формы для выдувного литья с тем, чтобы они скреплялись с последовательно отливаемыми пластиковыми изделиями, например контейнерами. Расплавленные заготовки изделий в процессе литья растекаются, прилегая к оформляющим поверхностям формы, а активизируемый нагревом адгезив или термоплавкий слой вплавляемой этикетки становится активным, благодаря чему этикетка скрепляется с формируемой пластиковой основой или контейнером. Может оказаться, что вплавленная этикетка недостаточно качественно скрепилась с пластиковой основой при маркировке, а это может приводить к образованию вздутий ("пузырей") на маркированном изделии из пластика. Вздутия могут появиться в результате неполной или неоднородной активизации термоплавкого слоя или адгезива. Температура активизации адгезива или термоплавкого слоя может сказываться на способности вплавляемой этикетки эффективно скрепляться с пластиковой основой; для обеспечения эффективного скрепления температура активизации, вообще говоря, должна быть низкой и одинаковой для всех областей пленки.
Кроме того, из зазоров между этикетками, помещаемыми в магазин, удаляется воздух, что происходит или под действием пружин, входящих в состав оборудования для маркировки с помощью вплавляемых этикеток, или под действием собственной тяжести этикеток. Это увеличивает адгезию между этикетками, что может вести к их слипанию, и поэтому может оказаться, что поданы сразу две этикетки или же не подана ни одна. Кроме того, термоплавкий слой может проявлять некоторую клейкость, что может привести к склеиванию этикеток. Для решения этой проблемы часто применяются уменьшающие трение агенты. Однако уменьшающие трение агенты обычно усиливают расплывание краски, что создает трудности при печати.
Кроме того, обычно желают, чтобы в узлы, работающие с плоскими листами или плоскими участками ленты, одновременно подавались ленты от двух или большего числа рулонов. Одновременная подача от двух рулонов на профессиональном языке называется "работа двойником". Между двумя рулонами помещается шевронный валик. Когда прикладываемое давление достигает 60 фунтов/кв. дюйм (413,7 кПа), уменьшающие трение агенты могут переноситься с термоплавкого слоя или с адгезивного слоя пленки на предназначенную для печати поверхность пленки. Перенос уменьшающих трение агентов приводит к тому, что шевронный рисунок заметен на поверхности после нанесения печати. Даже если используется только один рулон, может все же происходить перенос уменьшающих трение агентов.
Желательно располагать такой пленкой для изготовления вплавляемых этикеток, свойства которой позволяли бы решить одну или несколько указанных проблем. В частности, желательно, чтобы свойства изготовленных вплавляемых этикеток не допускали бы подачу сразу двух этикеток при их помещении в форму, но при этом этикетки достаточно прочно скреплялись бы с пластиковой основой.
Применение пленки для вплавляемых этикеток, предлагаемой в данном изобретении, решает по крайней мере некоторые из указанных выше проблем или облегчает их решение. Пленка, предлагаемая в изобретении, имеет термоплавкий слой, у которого уменьшенный коэффициент трения сочетается с достаточной однородностью распределения температуры активации и ее низким значением, что обеспечивает улучшенную технологичность при сохранении эффективности скрепления с пластиковой основой. Пленка, предлагаемая в изобретении, может обеспечить такую технологичность и качество скрепления без нанесения рельефа и без добавления уменьшающих трение агентов, хотя добавление уменьшающих трение агентов и/или нанесение рельефа на пленку, предлагаемую в изобретении, не выводит за рамки данного изобретения.
Раскрытие изобретения
Данное изобретение относится к пленке для вплавляемых этикеток, имеющей основной слой и термоплавкий слой, где основной слой имеет первую поверхность и вторую поверхность, а термоплавкий слой имеет внутреннюю поверхность и внешнюю поверхность, причем внутренняя поверхность термоплавкого слоя лежит над первой поверхностью основного слоя, и термоплавкий слой содержит полиэтилен высокой плотности и полиэтилен очень низкой плотности.
Согласно другому аспекту изобретения, описывается изделие из пластика, маркированное этикеткой на пленке, являющейся предметом данного изобретения.
Согласно еще одному аспекту данного изобретения, предлагается способ маркировки с помощью вплавляемых этикеток, который включает изготовление пленки для вплавляемых этикеток, имеющей основной слоя и термоплавкий слой, где основной слой имеет первую и вторую поверхности, а термоплавкий слой имеет внутреннюю поверхность и внешнюю поверхность, и внутренняя поверхность термоплавкого слоя находится над первой поверхностью основного слоя, и термоплавкий слой содержит полиэтилен очень низкой плотности и полиэтилен высокой плотности; помещение пленки в форму для изготовления изделия из пластика, имеющего внутреннюю и внешнюю поверхности; позиционирование и обеспечение прилегания пленки к внутренней оформляющей поверхности формы путем обеспечения соприкосновения второй поверхности основного слоя пленки с внутренней оформляющей поверхностью формы; формирование маркированного изделия из пластика в форме при достаточно высокой температуре, обеспечивающей скрепление термоплавкого слоя пленки с внешней поверхностью изделия из пластика; охлаждение маркированного изделия из пластика; и извлечение из формы маркированного изделия из пластика.
Согласно еще одному аспекту изобретения, описывается маркированное изделие из пластика, изготовленное с использованием предлагаемого в данном изобретении способа маркировки с помощью вплавляемых этикеток.
Дополнительный аспект этого изобретения состоит в том, что предлагается способ улучшения технологичности пленки для вплавляемых этикеток, включая технологичность на этапе изготовления пленки, имеющей термоплавкий слой, содержащий полиэтилен очень низкой плотности и полиэтилен высокой плотности.
Краткое описание чертежей
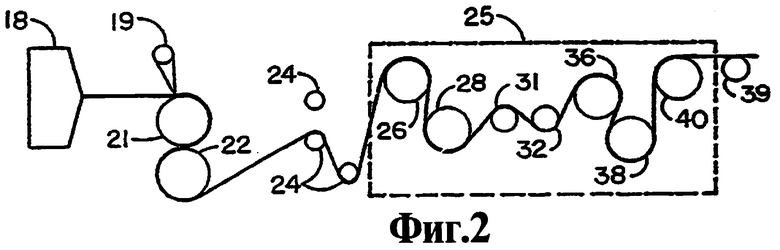
На фиг.1 показан поперечный разрез пленки для этикеток полиэтилен высокой плотности.
На фиг.2 показано воплощение способа изготовления пленки для этикеток.
Осуществление изобретения
Термин "лежит над" и родственные ему термины, если они относятся к расположению одного, или первого, слоя относительно другого, или второго, слоя, означают, что первый слой частично или полностью расположен выше второго слоя. Первый слой, о котором говорится, что он лежит над вторым слоем, может как соприкасаться, так и не соприкасаться со вторым слоем. Например, между первым слоем и вторым слоем могут находиться один или несколько промежуточных слоев. Термин "лежит под" и родственные ему термины имеют сходный смысл, но в данном случае имеется в виду, что первый слой частично или полностью находится под (а не над) вторым слоем.
Полиэтиленовые полимеры можно классифицировать исходя из различий в их плотности. Типы полиэтиленовых полимеров могут включать полиэтилен очень низкой плотности (ПЭОНП), имеющий плотность 0,86-0,915 г/см3, полиэтилен низкой плотности, имеющий плотность 0,915-0,925 г/см3, полиэтилен средней плотности, имеющий плотность 0,925-0,94 г/см3, линейный полиэтилен низкой плотности, имеющий плотность 0,915-0,94 г/см3 и полиэтилен высокой плотности (ПЭВП), имеющий плотность 0,94-0,98 г/см3. Плотность полиэтиленовых полимеров зависит от молекулярного строения полимеров, на которое воздействуют условия полимеризации и присутствие или отсутствие альфа-олефинового сомономера. Вообще говоря, более высокая плотность полиэтиленовых полимеров соответствует их большей линейности, меньшей разветвленности, большей кристалличности и более высокой температуре плавления. Для полиэтиленовых полимеров типично, что полимеры самой низкой плотности имеют самую низкую температуру плавления, а полимеры самой высокой плотности - самую высокую температуру плавления.
Как описано выше, пленка для вплавляемых этикеток имеет термоплавкий слой, лежащий над основным слоем. Чтобы произошло скрепление с пластиковой основой, термоплавкий слой активизируют нагревом. Термоплавкий слой содержит полиэтилен очень низкой плотности (ПЭОНП) и полиэтилен высокой плотности (ПЭВП). ПЭОНП могут включать полиэтиленовые сополимеры, имеющие высокую частоту ветвлений - порядка одного ветвления на каждые 7-25 атомов углерода главной цепи полимера. Полиэтиленовый сополимер типа ПЭОНП может быть получен из этилена и по крайней мере одного альфа-олефинового сомономера, содержащего 3-30, 3-20 или 3-12 атомов углерода. ПЭОНП может быть получен путем полимеризации 40-99 мас.%, 50-98 мас.% или 60-95 мас.% этилена совместно с одним или несколькими альфа-олефиновыми сомономерами, обычно в присутствии металлоценового катализатора. ПЭВП могут включать полиэтиленовые гомополимеры и/или сополимеры, содержащие, в основном, неразветвленные молекулы или молекулы с очень редкими ответвлениями, расположенными вдоль главной цепи полимера. Полиэтиленовые сополимеры типа ПЭВП могут быть получены из этилена и по крайней мере одного альфа-олефинового сомономера, содержащего 3-30, 3-20 или 3-12 атомов углерода. Гомополимеры и сополимеры типа ПЭВП могут быть получены полимеризацией соответственно одного только этилена или же этилена в количестве 80-99,5 мас.%, 90-99,5 мас.% или 95-99,5 мас.% вместе с одним или несколькими альфа-олефиновыми сомономерами, обычно в присутствии металлоценового катализатора.
Полиэтилен высокой плотности может присутствовать в термоплавком слое в количестве от 0,5 до 40 мас.%, от 1 до 30 мас.%, от 3 до 30 мас.%, от 0,5 до 25 мас.%, от 1,5 до 25 мас.%, от 3 до 20 мас.%, от 5 до 20 мас.% или от 5 до 15 мас.%. Примером применимого полиэтилена высокой плотности является продукт Н2105 корпорации Huntsman (Хунтсман), который является гомополимером, индекс текучести расплава которого равен 8,0 г/10 мин, а плотность равна 0,963 г/см3.
Полиэтилен очень низкой плотности может присутствовать в термоплавком слое в количестве от 10 до 95 мас.%, от 10 до 75 мас.%, от 15 до 55 мас.% или от 25 до 45 мас.%. Примеры имеющихся в продаже полиэтиленов низкой плотности включают: продукт KC8852 компании Dow Affinity (Доу Эфинити), который является этилен-октеновым сополимером, имеющим индекс текучести расплава, равный 3,0 г/10 мин, температуру плавления 68°С и плотность 0,875 г/см3, продукт Exact 8203 (Экзакт 8203) компании Exxon (Эксон), который является этилен-октеновым сополимером, имеющим индекс текучести расплава, равный 3,0 г/10 мин, температуру плавления 73°С и плотность 0,882 г/см3, или продукт Exact 4151 (Экзакт 4151) компании Exxon (Эксон), который является пластомером на основе этилена/гексена, имеющим индекс текучести расплава, равный 2,2 г/10 мин, температуру плавления 881°С и плотность 0,895 г/см3.
Помимо полиэтилена очень низкой плотности и полиэтилена высокой плотности термоплавкий слой может содержать один или несколько других полимеров. В одном воплощении изобретения термоплавкий слой может включать смесь (а) полиэтилена очень низкой плотности, (б) полиэтилена высокой плотности и (в) одного или нескольких полимеров, выбираемых из полимеров, отличных от (а) и (б). Один или несколько полимеров в (в) могут включать полиолефины, включая гомополимеры и сополимеры, например, полиэтилен (ПЭ) низкой плотности, ПЭ средней плотности, линейный ПЭ низкой плотности, полипропиленовые гомополимеры и сополимеры и высшие гомологи; гомополимеры и содержащие стирол сополимеры, например, полистирол, сополимер стирола и малеинового ангидрида, сополимер стирола и акрилонитрила, сополимер бутадиенстирола и акрилонитрила; сополимеры алкена и винилкарбоксилата, например, сополимеры этилена и винилацетата; сополимеры алкена и метакриловой кислоты, например, сополимеры этилена и акриловой кислоты; сополимеры алкена и алкилметакрилата, например, сополимеры этилена и метилметакрилата; сополимеры алкена и винилового спирта, например, сополимеры этилена и винилового спирта; сополимеры алкена и винилхлорида, например, сополимеры этилена и винилхлорида; поликарбонаты; полиамиды; полиуретаны; полисульфоны; поливинилиденхлориды; поливинилхлориды; ионсодержащие сополимеры на основе солей щелочных металлов или цинка алкена и метакриловой кислоты; гомополимеры и сополимеры метакрилата; фторполимеры; термопластические полиэфиры и смеси любых из перечисленных выше полимеров.
В одном воплощении изобретения один или несколько полимеров примера (в) могут включать полиолефиновый гомополимер или сополимер, получаемый из олефинов, содержащих 2-30, 2-10, 2-8 или 2-4 атомов углерода. Олефины могут включать альфа-олефины, например, этилен, пропилен, 1-бутен или бутилен. Полиолефиновые сополимеры могут быть получены с помощью известных способов (в частности, опубликованных в патенте US №5,475,075) из описанных выше олефинов и одного или нескольких других олефиновых сомономеров, содержащих 2-30, 2-10, 2-8 или 2-4 атома углерода. Олефиновыми сомономерами могут быть альфа-олефины, например, этилен, пропилен, 1-бутен, изобутилен, 1-гексен или 1-октен. Один или несколько олефиновых сомономеров могут присутствовать в полиолефиновом сополимере в количестве (в массовых долях или в молях) 1-50 мас.%, 5-30 мас.%, 2-20 мас.% или 7-25 мас.%. В нескольких воплощениях изобретения термоплавкий слой содержит ПЭОНП, ПЭВП и сополимеры алкена и винилкарбоксилата или же ПЭОНП, ПЭВП и сополимеры этилена и винилацетата, содержащие винилацетат в количестве от 2 до 40 мас.%, от 6 до 30 мас.%, от 9 до 25 мас.% или от 10 до 20 мас.%. Применимые сополимеры алкена и винилкарбоксилата имеются в продаже и включают сополимеры этилена и винилацетата, такие как Ateva 1231 (Атева 1231) (содержание винилацетата равно 12 мас.%, индекс текучести расплава равен 3 г/10 мин, плотность равна 0,934 г/см3, температура плавления равна 97°С) и Ateva 1821 (Атева 1821) (содержание винилацетата равно 18 мас.%, индекс текучести расплава равен 3 г/10 мин, плотность равна 0,938 г/см3); они предлагаются компанией AT Plastics ЭйТи Плэстик. Один или несколько полимеров в примере (в) могут присутствовать в термоплавком слое в количестве от 10 до 95 мас.%, от 15 до 80 мас.%, от 25 до 65 мас.% или от 35 до 55 мас.%.
В нескольких воплощениях изобретения суммарное содержание полиолефинов, или содержание ПЭОНП и ПЭВП, или содержание ПЭОНП, ПЭВП и другого полимера в примере (в) в термоплавком слое может быть равным 30-100 мас.%, 30-90 мас.%, 40-99 мас.%, 20-70 мас.%, 35-85 мас.%, 50-95 мас.%, 25-60 мас.%, 60-90 мас.%, 30-50 мас.% или 80-100 мас.%.
Термоплавкий слой может также содержать антиблокирующие и/или антистатические добавки. Антиблокирующие добавки могут включать натуральный кремнезем, например, кизельгур, синтетический кремнезем, стеклянные шарики, акриловый полимер, шарики из кремнийорганических смол, как, например, материал Tospearls (Тошпэлз), предлагаемый компанией Toshiba (Тошиба), керамические частицы или сочетания любых из перечисленных антиблокирующих добавок. Антиблокирующая добавка может вводиться в виде концентрата. Примером концентрата антиблокирующей добавки является концентрат, выпускаемый компанией A. Schulman Inc. (А.Шульман Инк.), (г.Акрон, штат Огайо) под маркой Polybatch AB5 (Полибэтч ЭйБи5). Продукт Polybatch AB5 является антиблокирующим концентратом, состоящим из 5 мас.% аморфного кремнезема и 95 мас.% основы, являющейся полиэтиленом низкой плотности; этот продукт предназначен для производства изделий из полиэтилена. Материал Polybatch AB5 имеет следующие свойства: индекс текучести расплава концентрата составляет 17+3 г/10 мин; зольность (процентное содержание аморфного кремнезема) равна 5+2 процента; влагоудержание по Карлу Фишеру при 190°С составляет 1000 частей на миллион (максимум); число гранул в 1 г равно 45+5. Если антиблокирующая добавка применяется, то она присутствует в количестве (по массе) от примерно 10000 до примерно 60000 частей на миллион, или от примерно 20000 до примерно 50000, или свыше примерно 40000 частей на миллион.
Антистатические добавки, или антистатики, могут включать катионные добавки, например, галоидную соль четвертичного аммония, анионные добавки, например, сульфонатную соль щелочного металла, неионные добавки, содержащие производные жирных кислот, включая этоксилированные амины жирных кислот и/или этоксилированные амиды жирных кислот или сочетания любых из перечисленных веществ. Антистатики могут входить в состав слоя, содержащего адгезив, или нижнего слоя, где они равномерно распределены. Количество применяемого антистатика может варьироваться для конкретных составов и условий обработки. Обычно антистатики применяются в концентрациях примерно от 0,5 до 15 мас.%, или примерно от 2 до 10 мас.%, или примерно от 1 до 5 мас.%, или примерно 2 мас.%. Примером антистатика может служить концентрированный антистатик, производимый компанией A. Schulman (г.Акрон, штат Огайо) под торговой маркой VLA-55-SF. Концентрат VLA-55-SF является специально антистатическим. Продукт VLA-55-SF имеет следующие свойства: индекс текучести расплава концентрата составляет 11-18 г/10 мин; влагоудержание (по Карлу Фишеру, при 190°С) равно 1000 частей на миллион (минимум). Если применяется ПЭВП, который имеет более высокие электростатические характеристики, чем некоторые другие полиолефины, то количество антистатика обычно увеличивают прямо пропорционально количеству ПЭВП в пленке или ее слоях.
В одном воплощении данного изобретения термоплавкий слой не содержит уменьшающих трение агентов, а внешней поверхности термоплавкого слоя не придается рельеф. В другом воплощении изобретения термоплавкий слой содержит уменьшающую трение добавку, и/или внешней поверхности придается рельеф с целью формирования каналов для выхода воздуха или с целью придания шероховатости внешней поверхности термоплавкого слоя. Хотя пленка, предлагаемая в изобретении, обеспечивает улучшенные технологические свойства и эксплуатационные показатели при отсутствии уменьшающих трение агентов и без придания поверхности рельефа, но применение уменьшающих трение агентов и придание поверхности рельефа для дальнейшей оптимизации характеристик не выводит за рамки данного изобретения.
Термоплавкий слой разрабатывается так, чтобы его активизация происходила при известных специалистам в данной области температурах. Хотя термоплавкий слой может активизироваться при температурах ниже номинальной температуры активизации, должно быть предусмотрено, чтобы термоплавкий слой активизировался при температурах, характерных для нормальных условий обработки материала основы при маркировке с помощью вплавляемых этикеток. В нескольких воплощениях изобретения термоплавкий слой может активизироваться в диапазонах температур 50-130°С, 60-115°С, 54-100°С, 57-80°С или 62-70°С.
Пленка для вплавляемых этикеток, предлагаемая в данном изобретении, имеет основной слой. Основной слой может состоять из одного слоя или быть многослойным. Основной слой может быть изготовлен из расплавляемых пленкообразующих полимеров или из термопластических полимеров, включающих полиэтиленовые гомополимеры или сополимеры, полипропиленовые гомополимеры или сополимеры, полибутилен, сополимеры этилена и метакриловой кислоты, сополимер этилена и этилакрилата, полученные с применением металлоценового катализатора (catalyzed) полиолефины, полистирол, полипропилен,
циклические олефины, сополимеры этилена и метакрилата, сополимеры алкилонитрила, бутадиена и стирола, сополимеры этилена и винилового спирта, сополимер этилена и винилацетата, нейлон, полибутилен, полиуретан, полисульфон, поливинилиденхлорид, поликарбонат, поли(4-метил-1-пентен), сополимеры стирола и малеинового ангидрида, сополимеры стирола и акрилонитрила, ионсодержащие сополимеры на основе солей натрия или цинка метакриловой кислоты и этилена, полиметилметакрилат, целлюлозные полимеры, фторопласт, полиакрилонитрил, полибутилентерефталат (ПБТ), полиэтилентерефталат (ПЭТ), термопластичный полиэфир или сочетания любых их перечисленных полимеров.
В одном воплощении изобретения основной слой содержит полиолефин, например, полиэтилен низкой, средней или высокой плотности, полипропилен, или полибутилен, или сополимеры этилена, пропилена или бутилена с олефинами, например, обсуждавшиеся выше. Полиолефины могут включать гомополимеры, полученные из одного олефинового мономера, включая, например, альфа-олефины, содержащие от 2 до 30 атомов углерода, сополимеры, полученные из двух или большего числа различных олефиновых мономеров, включая, например, альфа-олефины, содержащие от 2 до 30 атомов углерода, или смеси перечисленных веществ. Полиолефины могут быть получены с применением металлоценового катализатора. Полиолефины могут включать сополимеры, полученные из пропилена и одного или нескольких альфа-олефиновых мономеров, где альфа-олефиновые мономеры могут включать альфа-олефины, содержащие примерно от двух до десяти атомов углерода, например, этилен, изобутилен, 1-бутен, 1-гексен и 1-октен. Полиолефины могут включать гомополимеры, полученные из пропилена. В одном воплощении изобретения основной слой содержит полипропиленовый гомополимер, полипропиленовый сополимер или их смесь. Примером применимого полипропиленового гомополимера может служить предлагаемый корпорацией Huntsman Corporation (Хунтсман Корпорэйшн) (г.Хьюстон, штат Техас) продукт под маркой P4G3Z-050. Продукт P4G3Z-050 имеет индекс текучести расплава, равный 3,5 г/10 мин и плотность 0,90 г/см3. Сополимеры пропилена включают статистические сополимеры пропилена, которые содержат примерно от 3 до 6 мас.% этилена. Примеры сополимеров пропилена включают статистические сополимеры со структурообразователями, который предлагается корпорацией Huntsman Corporation (Хьюстон, штат Техас) под маркой Р5М4К-070Х. Статистический сополимер со структурообразователями Р5М4К-070Х содержит 3,2 мас.% этилена и включает антиоксидант на основе фенола. Обычно основной слой содержит примерно от 40 до 100 мас.%, или примерно от 50 до 90 мас.%, или примерно от 60 до 80 мас.% пленкообразующего или термопластического полимера, например, полиолефина, такого как статистический пропиленовый сополимер со структурообразователями.
Основной слой может, кроме того, включать концентрат, содержащий двуокись титана. Концентрат, содержащий двуокись титана, может включать смесь, содержащую пленкообразующий полимерный или термопластический полимер, например, полиолефин, и двуокись титана. Примером концентрата является смесь, состоящая из 50 мас.% гомополимеров полипропилена и 50 мас.% двуокиси титана. Концентрат имеется в продаже в виде гранул, которые удобно добавлять к исходным материалам для экструзии. В одном воплощении титановый концентрат составляет примерно от 2 до 30 мас.%, или примерно от 5 до 25 мас.%, или примерно от 10 до 20 мас.% основного слоя. Примером концентрата, содержащего двуокись титана, является продукт, предлагаемый компанией A. Schulman Inc. (А.Шульман Инк.) (г.Акрон, штат Огайо) под торговой маркой Polybatch P8555-SD. Продукт Polybatch P8555-SD содержит 50 мас.% TiO2 в полипропилене.
В другом воплощении основной слой может включать концентрат, содержащий углекислый кальций. Концентрат, содержащий углекислый кальций, может включать смесь, состоящую из полимеров, включающую пленкообразующий полимер или термопластичный полимер, например, полиолефин, такой как полипропиленовый гомополимер, и углекислый кальций. Концентрат, содержащий углекислый кальций, может присутствовать в количестве 1-90 мас.%, 30-85 мас.%, 40-80 мас.% или 50-70 мас.% от массы основного слоя. Например, концентрат, содержащий углекислый кальций, может состоять из полипропилена и 40 мас.% углекислого кальция в качестве минерального наполнителя. Концентрат имеет индекс текучести расплава в диапазоне от 3,0 (минимум) до 6,0 (максимум) (согласно тесту ASTM D1238), зольность, равную 40,0+2,0%, летучие компоненты в концентрации 500 частей на миллион (максимум) и плотность 730+50 г/л. Применимый концентрат, содержащий углекислый кальций, предлагается компанией A. Schulman Inc. (г.Акрон, штат Огайо) под маркой Polybatch PF92D.
Вплавляемая этикетка, предлагаемая в данном изобретении, может, далее, иметь предназначенный для печати внешний слой. Внешний слой, или слой для печати, разрабатывается так, чтобы его внешний вид и характеристики подходили для печати. Материалы внешнего слоя, или слоя печати, вплавляемой этикетки включают (но этим возможности не ограничены), например, следующие пленкообразующие материалы, применяемые как по отдельности, так и в сочетаниях: полиэтиленовые гомополимеры или сополимеры, полиолефины, получаемые с применением металлоценовых катализаторов, синдиотактический полистирол, синдиотактический полипропилен, циклические полиолефины, сополимеры этилена и метакриловой кислоты, сополимеры этилена и этилакрилата, сополимеры этилена и метакрилата, сополимеры алкилонитрила, бутадиена и стирола, сополимеры этилена и винилового спирта, сополимеры этилена и винилацетата, нейлон или полиамид, полибутилен, полистирол, полиуретан, полисульфон, поливинилиденхлорид, полипропиленовые гомополимеры или сополимеры, поликарбонаты, поли(4-метил-1-пентен), сополимеры стирола и малеинового ангидрида, сополимеры стирола и акрилонитрила, ионсодержащие сополимеры на основе солей натрия или цинка метакриловой кислоты и этилена, полиметилметакрилат, целлюлозные полимеры, фторопластовые полимеры, полиакрилонитрил, компоненты, обеспечивающие совместимость, такие как полиолефин с привитым малеиновым ангидридом, и термопластичный полиэфир. В воплощениях изобретения внешний слой может содержать полимеры, выбираемые из полипропиленовых гомополимеров, полипропиленовых сополимеров, полиэтиленовых гомополимеров, полиэтиленовых сополимеров, сополимеров этилена и винилкарбоксилата, сополимеров этилена и алкилметакрилата и смеси любых из перечисленных полимеров. В другом воплощении для изготовления внешнего слоя применяется смесь этилен/винилацетатного сополимера и полипропиленового гомополимера. Примером полипропиленового гомополимера может служить продукт P4G4K-173X компании Huntsman. Продукт P4G4K-173X является гомополипропиленом со структурообразователями, который имеет индекс текучести расплава, равный 3,5 г/10 мин. Примером этиленвиниловго сополимера является продукт Ateva 1821 компании AT Plastics, описанный выше.
Пленка для вплавляемых этикеток, предлагаемая в данном изобретении может, далее, включать один или несколько связующих слоев. Связующие слои могут находиться между основным слоем и термоплавким слоем и/или между основным слоем и внешним слоем. Связующие слои могут содержать один или несколько термопластических полимерных материалов, включая полиолефины, как описано выше, включая гомополимеры и/или сополимеры этилена и/или пропилена, сополимеры алкена и винилкарбоксилата, например, сополимер этилена и винилацетата, сополимеры алкена и алкилметакрилата, например, сополимер этилена и метилметакрилата, сополимеры акрилонитрила и сопряженных диенов, например, сополимер акрилонитрила и бутадиена, добавку концентрата, например, концентрата TiO2 и/или СаСО3, описанных выше, или сочетания любых из перечисленных полимеров. Применимые полиолефины включают, например, гомополимер полипропилена P4G3Z-050 компании Huntsman, который имеет индекс текучести расплава, равный 11,0 г/10 мин. Применимые концентраты добавок включают, например, концентрат Polybatch P8555-SD компании A. Schulman, содержащий 50 мас.% TiO2 в полипропилене, и концентрат Polybatch PF92D компании A. Schulman, содержащий 40 мас.% СаСО3 в полипропилене.
Пленка для вплавляемых этикеток, предлагаемая данным изобретением, может быть изготовлена с помощью одной или нескольких операций, включающих одну или несколько операций экструзии одного слоя через плоский мундштук или кольцевой мундштук, одну или несколько операций совместной экструзии, или соэкструзии, двух или большего числа слоев через плоский мундштук или кольцевой мундштук, одну или несколько операций ламинирования, одну или несколько операций нанесения покрытия, одну или несколько операций ориентации, одну или несколько операций терморелаксации или сочетания любых из перечисленных операций. В воплощениях изобретения один или несколько слоев пленки, описываемой в изобретении, обрабатываются операциями, включающими экструзию, совместную экструзию, литье через плоский мундштук, литье через кольцевой мундштук (получение пленки выдуванием), ламинирование, нанесение покрытия, одноосную ориентацию, двухосную ориентацию, терморелаксацию или сочетания любых из перечисленных операций. Пленка, предлагаемая в изобретении, может быть ориентированной или неориентированной. Ориентация может быть одноосной или двухосной. Ориентация может быть ориентацией в продольном направлении, поперечном направлении, перпендикулярном к продольному направлению, или являться любым сочетанием указанных ориентаций. Одноосная ориентация может быть ориентацией в продольном направлении (в направлении движения материала). Двухосная ориентация может быть выполнена последовательно в продольном и поперечном направлениях или одновременно в продольном и поперечном направлениях, например, посредством процесса LISM (Laboratoire d'lngenierie des Systemes Macromoleculaires - Лаборатуар д'Энженьери де Систем Макромолекюлэр). Двухосная ориентация может представлять собой сочетание одной или нескольких ориентаций в продольном направлении и одной или нескольких ориентаций в поперечном направлении. В нескольких воплощениях данного изобретения может быть ориентированным один слой пленки, могут быть ориентированными два или несколько слоев пленки, может быть ориентированным основной слой пленки и могут быть ориентированными все слои пленки. Операция ориентации пленки может включать одну или несколько операций, включающих сжатие прокатыванием в холодном состоянии, сжатие прокатыванием в горячем состоянии, растяжение в продольном направлении в холодном состоянии на линии продольной ориентации, растяжение в продольном направлении в горячем состоянии на линии продольной ориентации, процесс выдувания пленки, растяжение на раме для ориентации в поперечном направлении в холодном и/или горячем состоянии, растяжение одновременно в продольном и поперечном направлении в холодном и/или горячем состоянии (по технологии LISM) или сочетания любых из перечисленных операций. Операция ориентации пленки может включать две или большее число операций, в ходе которых пленка ориентируется более чем один раз в продольном направлении, в поперечном направлении или как в продольном, так и в поперечном направлении. Операция ориентации может быть выполнена до или после свертывания пленки в рулон. Пленка, описываемая в изобретении, может быть подвергнута терморелаксации (термоусадке), не подвергнута терморелаксации или подвергнута терморелаксации для придания ей безусадочности с целью предотвратить или снизить усадку и/или деформацию пленки при дальнейшей ее обработке или ее дальнейшем применении при температурах выше комнатной температуры. В нескольких воплощениях изобретения пленка, предлагаемая в изобретении, содержащая два или больше число слоев, является а) получаемой с помощью экструзии и/или соэкструзии, ориентированной или неориентированной и подвергавшейся или не подвергавшейся терморелаксации, б) получаемой с помощью совместной экструзии ориентированной и подвергнутой или не подвергнутой терморелаксации, или в) получаемой с помощью совместной экструзии и ориентированной в продольном направлении или ориентированной только в продольном направлении и подвергнутой терморелаксации. В другом воплощении изобретения пленка, описываемая в изобретении, получается с помощью совместной экструзии или совместной экструзии и выпуска через плоский мундштук, ориентации только в продольном направлении и терморелаксации, выполняемой для обеспечения безусадочности. В нескольких воплощениях изобретения толщина пленки составляет 20 мил (1 мил (mil) равен 0,001 дюйма - прим. перев.) или менее, 12 мил или менее, менее 10 мил, 2-10 мил, 2-8 мил, 3-8 мил или 3-5 мил. В нескольких дальнейших воплощениях изобретения толщина основного слоя может составлять 60-97,5%, 65-95% или 70-90% толщины пленки, в то время как толщина другого слоя или суммарная толщина других слоев может составлять 2,5-40%, 5-35% или 10-30% толщины пленки. В дополнительных воплощениях изобретения пленка может быть ориентирована с помощью процесса ее растягивания на линиях продольной ориентации, где парами расположены медленно вращающий подающий валик и быстро вращающийся принимающий валик; степень растяжения определяется отношением скорости вращения быстрого валика к скорости вращения медленного валика и может находиться в пределах от 2:1 до 10:1, от 2:1 до 8:1, от 4:1 до 10:1, от 3:1 до 7:1 или от 4:1 до 6:1. Способы изготовления пленок для вплавляемых этикеток известны; они включают процедуры, опубликованные в патентах US № 5,435,963 и № 6,716,501.
В воплощении изобретения, как показано на фиг.1, описываемая в изобретении пленка 10 включает полученную совместной экструзией структуру, имеющую основной слой 16, термоплавкий слой 12 и поверхностный слой 14.
Другие воплощения данного изобретения иллюстрируются фиг.2. Термопластические полимеры, из которых формируются слои описываемой в изобретении пленки, соэкструдируются из двух или большего числа экструдеров через один мундштук 18 в виде многослойной пленки. При такой соэкструзии рабочая температура процесса обычно поддерживается на уровне температуры размягчения термопластических полимеров или выше нее. Температура головки соэкструдера может поддерживаться в диапазоне 200-260°С. Пленка, полученная соэкструзией, прижимается пневматической завесой 19 к охлаждающему барабану 21 и вращением вокруг охлаждающего барабана 21 перемещается к охлаждающему барабану 22. Температура охлаждающих барабанов 21 и 22 может поддерживаться в диапазоне 20-70°С. Пленка перемещается вращением вокруг охлаждающего барабана 22 и по направляющим валикам 24 и поступает в модуль 25 одноосной, или продольной, ориентации. В модуле продольной ориентации пленка сначала растягивается в направлении перемещения, или продольном направлении. Пленка перемещается вокруг первого и второго валиков 26 и 28, служащих для подогрева, температура которых может поддерживаться в пределах 60-140°С. Далее пленка перемещается к медленно вращающемуся растягивающему валику 31. Скорость продвижения полученной соэкструзией пленки до и во время ее соприкосновения с медленно вращающимся растягивающим валиком 31 может находиться в пределах от 20 до 130 футов в минуту (от 6 до 40 м/мин), а в воплощении равна 30 футов в минуту (9 м/мин). Пленка далее растягивается быстро вращающимся растягивающим валиком 32, скорость которого может находиться в пределах от 120 до 600 футов в минуту (от 36,6 до 183 м/мин), а в воплощении равна 180 футов в минуту (55 м/мин). В воплощении изобретения, в котором отношение скоростей (в футах в минуту) быстро вращающегося растягивающего валика 32 и медленно вращающегося растягивающего валика 31 равно 180:30 (в м/мин 55:9), или 6:1, пленка растягивается по длине в шесть раз, а ее толщина изменяется обратно пропорционально растяжению, то есть, уменьшается примерно до 1/6 от толщины пленки до растягивания. Температура растягивающих валиков 31 и 32 может поддерживаться в диапазоне 70-145°С. Пленка после растягивания "помнит" свое состояние до растягивания, что обусловливает ее склонность к изменению своих размеров, тенденциею через некоторое время и/или под действием нагрева сжиматься, то есть возвращаться в состояние до растягивания. Пленка после растягивания может быть подвергнута термоусадке, или терморелаксации, для частичного ослабления напряжений в ней, то есть, для устранения ее склонности к сжатию и для обеспечения ее безусадочности при условиях, в которых будет происходить ее дальнейшая обработка и применение по назначению. В воплощениях изобретения растянутая пленка может быть подвергнута терморелаксации при температурах выше температуры окружающей среды; при этом пленка протягивается через валики терморелаксации при той же или несколько меньшей скорости, чем скорость расположенного перед ними быстро вращающегося растягивающего валика 32. Далее пленка поступает от быстро вращающегося растягивающего валика 32 к валикам 36 и 38 терморелаксации, температура которых может поддерживаться в пределах 30-140°С, а скорость - в диапазоне 120-600 футов в минуту (36,6-183 м/мин) или менее 120 футов в минуту (36,6 м/мин). Далее пленка перемещается по принимающему цилиндру 40, температура которого может поддерживаться в пределах от температуры среды до 60°С. Пленка продолжает перемещаться и выходит из модуля продольной ориентации. В воплощении изобретения пленка может подвергаться дополнительной обработке, например, обработке поверхности пламенем или коронным разрядом, с целью улучшения восприимчивости к печати. На фиг.2 показано, что пленка выходит из модуля продольного ориентирования и наматывается в виде рулона на рулонный валик 39 для ее хранения и транспортировки.
В воплощениях изобретения пленка может быть получена путем нанесения термоплавкого слоя на основной слой с помощью обычного процесса нанесения покрытия или с помощью соэкструзии термоплавкого слоя вместе с основным слоем и одним или несколькими дополнительными слоями. Обычно свойства термоплавкого слоя подбираются так, чтобы он был в нужной мере чувствителен к нагреванию. На пленку для этикеток, предлагаемую в изобретении, может быть нанесена печать, затем этикетка может быть вырублена или вырезана из пленки лазером. Вырезанная этикетка с нанесенной печатью может быть помещена в полость формы при изготовлении изделия из пластика, например контейнера, таким образом, чтобы сторона, на которой находится адгезив или термоплавкий слой, оказалась напротив внешней поверхности находящегося в горячем состоянии формируемого изделия из пластика. В процессе отливки/штамповки изделия из пластика высокая температура активизирует, или расплавляет, адгезив или термоплавкий слой этикетки, и между этикеткой и изделием из пластика возникает постоянное сцепление.
Данное изобретение, кроме того, включает способ маркировки с помощью вплавляемых этикеток, включающий изготовление пленки для этикетки, имеющей основной слоя и термоплавкий слой, где основной слой имеет первую и вторую поверхности, а термоплавкий слой имеет внутреннюю поверхность и внешнюю поверхность, причем внутренняя поверхность термоплавкого слоя, находится над первой поверхностью основного слоя, и термоплавкий слой содержит полиэтилен очень низкой плотности и полиэтилен высокой плотности; помещение пленки в форму для изготовления изделия из пластика, имеющего внутреннюю и внешнюю поверхности; позиционирование и обеспечение прилегания пленки к внутренней оформляющей поверхности формы путем обеспечения соприкосновения второй поверхности основного слоя пленки с внутренней оформляющей поверхностью формы; формирование маркированного изделия из пластика в форме при достаточно высокой температуре, обеспечивающей скрепление термоплавкого слоя пленки с внешней поверхностью изделия из пластика; охлаждение маркированного изделия из пластика; и извлечение из формы маркированного изделия из пластика.
Одним из воплощений данного изобретения является маркированное изделие из пластика, изготовленное в соответствии с описанным выше способом маркировки с помощью вплавляемых этикеток, где изделие содержит вплавляемую этикету на пленке, являющейся предметом изобретения. Маркированные изделия из пластика могут включать контейнеры, предназначенные для коммерческих целей, включая розничную продажу изделий или материалов.
Дальнейшим воплощением изобретения является способ повысить технологичность пленки для вплавляемых этикеток, включая технологические свойства, нужные на этапе изготовления, в соответствии с данным здесь описанием, предлагаемой в изобретении пленки для этикеток, где пленка имеет основной слой и термоплавкий слой, основной слой имеет первую и вторую поверхности, а термоплавкий слой имеет внутреннюю поверхность и внешнюю поверхность, причем внутренняя поверхность термоплавкого слоя лежит над первой поверхностью основного слоя, и термоплавкий слой включает полиэтилен очень низкой плотности и полиэтилен высокой плотности.
Примеры
Следующие примеры приведены для лучшего понимания практических аспектов изобретения специалистами в данной области; примеры даны с целью иллюстрации и не имеют ограничительного характера.
В этих примерах описаны образцы пленок, обычно применяемых для изготовления вплавляемых этикеток. При маркировке с помощью вплавляемых этикеток пленка обычно должна пройти операции нанесения печати и вырезания этикеток перед маркировкой изделий с помощью вплавляемых этикеток.
В таблице 1 показаны составы термоплавкого слоя в виде процентного содержания компонент (по массе). Этилен/винилацетатным (ЭВА) сополимером здесь является продукт ATEVA 1231 компании AT Plastics, у которого содержание винилацетата равно 12 мас.%, индекс текучести расплава равен 3,0 г/10 мин и температура плавления равна 97°С. Полимером ПЭОНП является этилен/октеновый сополимер Affinity KC8852 компании Dow, который имеет индекс текучести расплава, равный 3,0 г/10 мин, температуру плавления 68°С и плотность 0,875 г/см3. Полимером ПЭВП является полиэтилен высокой плотности корпорации Huntsman (г.Хьюстон, штат Техас) с маркой H2105. Продукт Н2105 имеет следующие характеристики: индекс текучести расплава равен 8,0 г/10 мин, и плотность равна 0,963 г/см3.
Помимо ПЭОНП, ПЭВП и ЭВА термоплавкие слои в примерах 1 - С21 содержат примерно 2,5 мас.% антиблокирующего агента, примерно 2 мас.% антистатика и примерно мас.1% добавок для улучшения технологических свойств. Концентрат, содержащий антиблокирующий агент, производится компанией A. Schulman (г.Акрон, штат Огайо) под торговой маркой Polybatch АВ5. Продукт Polybatch AB5 является концентратом, содержащим антиблокирующий агент, состоящим из 5 мас.% аморфного кремнезема и 95 мас.% основы, которой является полиэтилен низкой плотности; этот продукт предназначен для применения в производстве изделий из полиэтилена. Материал Polybatch AB5 имеет следующие свойства: индекс текучести расплава концентрата равен 17+3 г/10 мин; зольность (процентное содержание аморфного кремнезема) равна 5+2%; влагоудержание (по Карлу Фишеру, при 190°С) составляет 1000 частей на миллион (максимум); и число гранул в 1 г равно 45+5. Добавкой, улучшающей технологические свойства, является продукт 10919 Process Aid компании Ampacet, который содержит 3% вещества Dynamar (Динамар) и полиэтилен низкой плотности в качестве основы. Концентрат антистатика также производится компанией A. Schulman (г.Акрон, штат Огайо) под торговой маркой Polybatch VLA 55 SF. Материал VLA-55-SF имеет следующие свойства: индекс текучести расплава концентрата составляет 11-18 г/10 мин; влагоудержание (по Карлу Фишеру, при 190°С) составляет 1000 частей на миллион (минимум).
Материалы для изготовления термоплавкого слоя расплавлялись и смешивались в 21/2-дюймовом экструдере, изготовленном компанией Davis Standard (Дэвис Стандард) (г.Поукатук, штат Коннектикут), имеющем отношение L/D длины L цилиндра экструдера к внутреннему диаметру D цилиндра экструдера, равное 24:1. Экструдер имеет шесть температурных областей, температура которых поддерживались равной 177, 205, 216, 222, 222 и 224°С соответственно.
Материалы для изготовления воспринимающего печать поверхностного слоя (слоя печати) трехслойных пленок, описываемых в данных примерах, расплавлялись и смешивались в 21/2-дюймовом экструдере, имеющем значение отношения L/D, равное 24:1. Этот экструдер производится компанией Davis Standard (г.Поукатук, штат Коннектикут). Экструдер имеет шесть температурных областей, в которых во время плавления и смешивания поддерживалась температура 177, 205, 222, 222, 227, и 227°С, соответственно.
В состав слоя печати примеров 1 - С21 входит 59 мас.% гомополимера полипропилена P4G3Z-050, производимого компанией Huntsman, 34,5 мас.% этиленвинилацетата 1821 компании AT Plastics, 0,5 мас.% антистатика Polybatch VLA-55-SF компании A. Schulman и 6 мас.% антиблокирующего агента Polybatch AB5 компании A. Schulman.
Материалы для изготовления основного слоя пленок, взятых в качестве примеров, расплавлялись и смешивались в 130-миллиметровом экструдере, имеющем отношение L/D, равное 34:1. Этот экструдер производится компанией Davis Standard (г.Поукатук, штат Коннектикут). Экструдер имеет восемь температурных областей, в которых во время плавления и смешивания поддерживалась температура 196, 199, 202, 207, 210, 213, 216, и 227°С соответственно. Углекислый кальций, входящий в состав основного слоя, перед смешиванием подвергался сушке в сушильном шкафу, изготовленном компанией Conair Franklin (Конэйр Франклин (г.Франклин, штат Пенсильвания), при 80°С в течение четырех часов, чтобы гарантировать малую влажность или ее отсутствие в концентрате.
Из трех однослойных экструдеров экструдаты поступали в блок соэкструзии, - то есть блок уплощения/расширения одной ленты, сплавленной из слоев, - имеющий выносную Т-образную головку с угловым подводящим каналом и по крайней мере три порта подачи. В другом воплощении изобретения экструдеры подавали экструдат в головку для сплавления нескольких отдельных уже уплощенных/расширенных лент экструдатов для двух или большего числа слоев. Температура блока соэкструзии, головок и адаптируемых конструктивных элементов, соединяющих экструдеры, головки и блок соэкструзии, поддерживалась постоянной и равной 218°С. Трехслойная пленка экструдировалась на охлаждающий барабан, температура которого поддерживалась равной 30°С. Пневматической завесой пленка прижималась к охлаждающему барабану и несколько охлаждалась. Пленка далее подавалась на второй охлаждающий барабан, температура которого поддерживалась равной 66°С. Затем пленка растягивалась вдоль одной оси, в продольном направлении при прохождении через модуль продольной ориентации, в котором пленка ориентировалась в продольном направлении. Модуль ориентации состоял из ряда валиков, первые два из которых служили для подогрева пленки перед ее растяжением. Температура этих двух валиков поддерживалась равной 110°С и 80°С, поэтому пленка прогревалась на значительную часть своей толщины. Пленка натягивалась между медленно вращающимся растягивающим валиком, температура которого поддерживалась равной 100°С (скорость пленки составляла 30 футов/мин (9 м/мин)), и быстро вращающимся растягивающим валиком, температура которого поддерживалась равной 80°С (скорость пленки составляла 180 футов/мин (55 м/мин)). Все образцы пленки были растянуты таким образом, что их толщина сократилась до примерно 4 мил, что составляло примерно 20 процентов от первоначальной толщины пленки после ее экструзии на охлаждающий барабан. Растянутая одноосно ориентированная пленка далее подвергалась термообработке (или терморелаксации) нагреванием в узле терморелаксации, имевшем два валика. Температура валиков терморелаксации поддерживалась равной 127°С и 85°С соответственно. Далее пленка поступала на охлаждающий цилиндр, температура которого поддерживалась равной 20°С.
Таблица 1
Различные составы термоплавкого слоя и соответствующие значения коэффициентов трения (КТ) и характеристики качества термосклеивания
В таблице 1 приведены составы термоплавкого слоя образцов, соответствующих данному изобретению (примеры 1-15), и образцов, взятых для сравнения (примеры С16-С21), а также соответствующие значения статических и кинетических коэффициентов трения (КТ) для термоплавкого слоя, находящегося в контакте со слоем для печати ("Р" в таблице) и со стальной поверхностью ("S"), и также характеристика прочности термосклеивания. Коэффициенты трения измерялись с помощью тестера трения/отслоения Твинга-Альберта (Thwing-Albert Friction/Peel Tester) модели 255-1 V2.1 в соответствии со стандартами ASTM D1894, ASTM D4521 и ТАРРI-Т816. Характеристики качества термосклеивания определялись с помощью теста термосклеивания, в котором измерялось сопротивление расслаиванию.
Тест включал следующие операции: 1) двукратный рабочий цикл аппарата термосклеивания (производства компании Sencorp (Сенкорп, модель 12AS/1 Heat Seal Bar (Хит Сил Бар) перед прикреплением термосклеиванием образца пленки для вплавляемых этикеток; 2) термосклеивание образца пленки с пленкой толщиной 4 мил, состоящей из неориентированного полиэтилена высокой плотности (ПЭВП), с помощью аппарата для термосклеивания при давлении 100 футов/кв. дюйм (689,5 кПа) в течение 1 секунды при 300°F (148,9°C) для получения образца "пленка-ПЭВП"; причем образец вкладывался в полиэфир для предотвращения прилипания образца к аппарату при термосклеивании; 3) вырезание из каждого образца "пленка-ПЭВП", полученного термосклеиванием, четырех образцов для испытаний, имеющих размеры 1 дюйм на 8 дюймов (24,5 мм на 196 мм), и предоставление вырезанным образцам по крайней мере 24 часов для охлаждения и усадки и 4) измерение сопротивления расслаиванию на 4 образцах для испытаний для каждого образца пленки с помощью тестера прочности на растяжение, (модель MTS 4501010) при нагрузке 100 фунтов (689,5 кПа) в испытательной ячейке, разнесении захватов на 2 дюйма (49 мм) и скорости захватывающей головки, перпендикулярной ленте, равной 10 дюймов в минуту (245 мм/мин); при этом регистрировалось среднее значение (в граммах) сопротивления расслаиванию, то есть характеристики качества термосклеивания. Суммарное процентное содержание компонент для различных составов термоплавкого слоя в таблице 1 равно 94,5%. Оставшиеся 5,5% составляют антиблокирующая добавка (2,5 мас.%), антистатик (2 мас.%) и добавки для улучшения технологических свойств (примерно 1 мас.%). Данные в таблице 1 показывают, что образцы, соответствующие изобретению (примеры 1 -15), в которых термоплавкий слой содержит ПЭВП, имеют меньшие значения коэффициентов трения, чем сравниваемые образцы примеров С16 - С21. Такое уменьшение коэффициента трения может улучшать технологичность предлагаемой в данном изобретении пленки, например, при операциях нарезания листов, подачи пленки на печать, вырезания этикеток и маркировки изделий с помощью вплавляемых этикеток. Это улучшение технологических свойств может быть достигнуто без применения дополнительной операции нанесения рельефа и без применения уменьшающих трение агентов, которые могут ухудшать качество печати на пленке.
Данные в таблице 1 показывают также, что введение ПЭВП в термоплавкий слой пленки, описываемой в изобретении, не сказывается неблагоприятно на качестве термосклеивания, так как характеристики термосклеивания для образцов 1-15, соответствующих изобретению, находятся в диапазоне характеристик термосклеивания для сравниваемых образцов С16-С21, в которых отсутствует ПЭВП. Кроме того, при реальных испытаниях способа изготовления вплавляемых этикеток было установлено, что характеристики термосклеивания и коэффициенты трения для пленки, описываемой в изобретении, находятся в согласии с удовлетворительными характеристиками качества термосклеивания и технологичности соответственно.
В одном воплощении описываемая в изобретении пленка, имеющая термоплавкий слой, содержащий полиэтилен высокой плотности, обладает пониженным коэффициентом трения, способствующим повышению технологичности, но при этом сохраняется удовлетворительное качество термосклеивания. Описываемая в изобретении пленка обладает свойствами, требуемыми для ее подачи, печати, вырезания этикеток и маркировки изделий с помощью вплавляемых этикеток, и эффективно скрепляется, или соединяется вплавлением, с пластиковой основой в процессе маркировки с помощью вплавляемых этикеток.
Каждый из упомянутых здесь документов считается отсылочно включенным сюда данной ссылкой. Все количественные данные в настоящей заявке, встречающиеся в описании или в формуле изобретения, следует понимать как модифицированные словом "приблизительно" всюду, за исключением примеров и тех случаев, в которых явно указано иное. Следует иметь в виду, что диапазоны описывающих изобретение абсолютных величин и отношений всюду, где они встречаются в данной заявке, как в описании, так и в формуле изобретения, могут сочетаться в различных комбинациях.
Хотя изобретение описано применительно к конкретным воплощениям, квалифицированным в данной области специалистам после чтения данной заявки будут очевидны различные модификации изобретения. Следует иметь в виду, что различные модификации, которые охватываются данным подробным описанием и прилагаемой формулы изобретения, входят в данное изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭТИКЕТКА (ВАРИАНТЫ) И СПОСОБ УДАЛЕНИЯ ЕЕ С ИЗДЕЛИЯ | 2006 |
|
RU2424907C2 |
| ОРИЕНТИРОВАННАЯ В МАШИННОМ НАПРАВЛЕНИИ ПЛЕНКА ДЛЯ ЭТИКЕТОК | 2010 |
|
RU2522454C2 |
| ЭТИКЕТКА (ВАРИАНТЫ) | 2003 |
|
RU2326029C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
| ПЛЕНКА ИЗ ТЕРМОПЛАСТИЧНОЙ СМОЛЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ВПЛАВЛЯЕМАЯ ЭТИКЕТКА, ПЛАСТМАССОВАЯ ЕМКОСТЬ С ЭТИКЕТКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688597C2 |
| ЭТИКЕТКА (ВАРИАНТЫ) И СПОСОБ ЭТИКЕТИРОВАНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2422281C2 |
| САМОКЛЕЯЩАЯСЯ УСАДОЧНАЯ ЭТИКЕТКА И ИЗДЕЛИЕ С ЭТИКЕТКОЙ | 2008 |
|
RU2505573C2 |
| Способ маркировки изделий | 2022 |
|
RU2780880C1 |
| ПЛЕНКА ДЛЯ ЭТИКЕТОК ДЛЯ СПОСОБА ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2396172C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2009 |
|
RU2512867C2 |
Изобретение имеет отношение к пленке для изготовления вплавляемой этикетки, способу повышения ее технологичности, способу этикетирования изделий и этикетированному изделию. Пленка для изготовления вплавляемой этикетки содержит основной слой и термоплавкий слой. Основной слой имеет первую и вторую поверхность, а термоплавкий слой имеет внутреннюю поверхность и внешнюю поверхность. Внутренняя поверхность термоплавкого слоя расположена над первой поверхностью основного слоя. Термоплавкий слой содержит полиэтилен очень низкой плотности, полиэтилен высокой плотности и алкеновый сополимер, выбранный из группы, включающей сополимер алкена и винилкарбоксилата, сополимер алкена и метакриловой кислоты, сополимер алкена и алкилметакрилата, сополимер на основе солей щелочных металлов или цинка метакриловой кислоты и алкена и смесь по меньшей мере двух вышеприведенных алкеновых сополимеров. Технический результат - изготовление пленки для улучшения способов маркировки изделий с помощью вплавляемых этикеток, повышения качества маркированных изделий и улучшения технологических свойств пленки для вплавляемых этикеток. 5 н. и 15 з.п. ф-лы, 1 табл., 2 ил.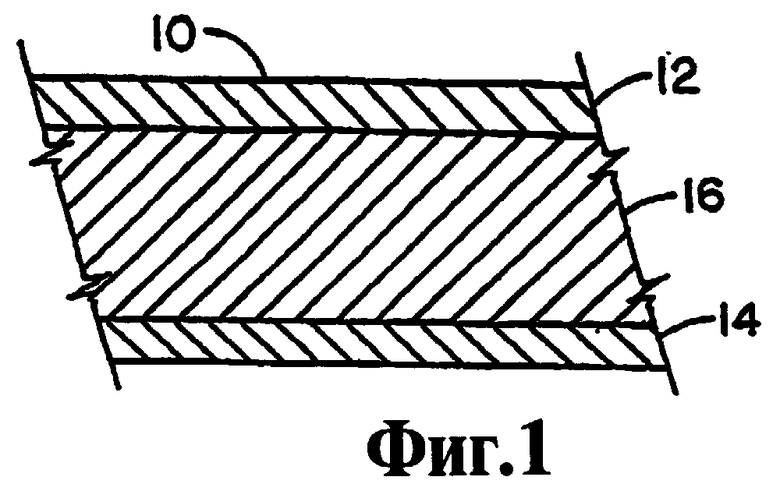
1. Пленка для изготовления вплавляемой этикетки, содержащая основной слой и термоплавкий слой, отличающаяся тем, что основной слой имеет первую и вторую поверхность, а термоплавкий слой имеет внутреннюю поверхность и внешнюю поверхность, причем внутренняя поверхность термоплавкого слоя расположена над первой поверхностью основного слоя, при этом термоплавкий слой содержит полиэтилен очень низкой плотности, полиэтилен высокой плотности и алкеновый сополимер, выбранный из группы, включающей сополимер алкена и винилкарбоксилата, сополимер алкена и метакриловой кислоты, сополимер алкена и алкилметакрилата, сополимер на основе солей щелочных металлов или цинка метакриловой кислоты и алкена и смесь по меньшей мере двух вышеприведенных алкеновых сополимеров.
2. Пленка по п.1, отличающаяся тем, что термоплавкий слой содержит примерно от 1 до 30 мас.% полиэтилена высокой плотности.
3. Пленка по п.1, отличающаяся тем, что сополимер винилкарбоксилата и алкена является сополимером этилена и винилацетата.
4. Пленка по п.3, отличающаяся тем, что содержание винилацетата в сополимере этилена и винилацетата составляет от 6 до 30 мас.%.
5. Пленка по п.1, отличающаяся тем, что она дополнительно содержит воспринимающий печать поверхностный слой, находящийся над второй поверхностью основного слоя.
6. Пленка по п.1, отличающаяся тем, что она дополнительно содержит по крайней мере один связующий слой, расположенный между основным слоем и термоплавким слоем.
7. Пленка по п.1, отличающаяся тем, что основной слой и термоплавкий слой получены посредством экструзии или совместной экструзии.
8. Пленка по п.7, отличающаяся тем, что полученные посредством экструзии или совместной экструзии слои пленки экструдированы из плоского мундштука.
9. Пленка по п.7, отличающаяся тем, что полученные посредством экструзии или совместной экструзии слои пленки экструдированы из кольцевого мундштука.
10. Пленка по п.1, отличающаяся тем, что она является ориентируемой.
11. Пленка по п.10, отличающаяся тем, что она является одноосно ориентированной.
12. Пленка по п.10, отличающаяся тем, что она является двухосно ориентированной.
13. Пленка по п.1, отличающаяся тем, что основной слой содержит полипропиленовый гомополимер, полипропиленовый сополимер или их смесь.
14. Пленка по п.5, отличающаяся тем, что поверхностный слой содержит полимер, выбранный из группы, включающей полипропиленовый гомополимер, полипропиленовый сополимер, полиэтиленовый гомополимер, полиэтиленовый сополимер, сополимер этилена и винилкарбоксилата, сополимер этилена и алкилметакрилата и смесь любых из перечисленных полимеров.
15. Пленка по п.1, отличающаяся тем, что она является пленкой, полученной экструзией и ориентированной в одном продольном направлении.
16. Пленка по п.15, отличающаяся тем, что она является пленкой, подвергшейся терморелаксации.
17. Этикетированное изделие из пластика, содержащее вплавляемую этикетку на пленке по п.1.
18. Способ этикетирования изделий посредством вплавляемых этикеток, отличающийся тем, что изготавливают пленку для вплавляемых этикеток по п.1, пленку помещают в форму для изготовления изделия из пластика, имеющего внутреннюю и внешнюю поверхности, позиционируют и обеспечивают прилегание пленки к внутренней оформляющей поверхности формы путем обеспечения соприкосновения второй поверхности основного слоя пленки с внутренней оформляющей поверхностью формы, формируют этикетированное изделие из пластика в форме при температуре, достаточно высокой для скрепления термоплавкого слоя пленки с внешней поверхностью изделия из пластика, затем изделие охлаждают и извлекают из формы.
19. Этикетированное изделие из пластика, изготовленное в соответствии со способом по п.18.
20. Способ повышения технологичности пленки для вплавляемых этикеток, отличающийся тем, что образуют пленку из двух слоев, основного и термоплавкого, при этом термоплавкий слой располагают над основным слоем, а материал для термоплавкого слоя берут в составе полиэтилена очень низкой плотности, полиэтилена высокой плотности и алкенового сополимера, выбранного из группы, включающей сополимер алкена и винилкарбоксилата, сополимер алкена и метакриловой кислоты, сополимер алкена и алкилметакрилата, сополимер на основе солей щелочных металлов или цинка метакриловой кислоты и алкена и смесь по меньшей мере двух перечисленных алкеновых сополимеров.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 6150013 A, 21.11.2000 | |||
| DE 4306103 A1, 01.09.1994 | |||
| Зуб ковша землеройной машины | 1978 |
|
SU787581A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕМЯН ЛЬНА | 0 |
|
SU254923A1 |
| US 5000992 A, 19.03.1991 | |||
| JP 60036549 A, 25.02.1985 | |||
| US 5332542 A, 26.07.1994 | |||
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 1996 |
|
RU2170176C2 |
| Способ получения пластических масс | 1928 |
|
SU24584A1 |
| ПРОЗРАЧНАЯ МНОГОСЛОЙНАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2193973C2 |

