Область техники, к которой относится и изобретение
Настоящее изобретение относится к пленке из термопластичной смолы, используемой во вплавляемой этикетке, и к пластмассовой емкости с этикеткой, в которой она используется. Более точно, настоящее изобретение относится к пленке из термопластичной смолы, на лицевой поверхности которой соответствующим способом напечатана информация, такая как знаки, символы и изображения, и которая может с высокой прочностью сцепляться с формовочной смолой, используемой при вплавлении этикеток, с одновременным подавлением образования вздутий.
Уровень техники
С целью транспортировки, демонстрации, покупки, хранения и применения различных жидкостей (например, пищевых масел, жидких приправ, напитков, спиртных напитков, моющих средств для кухни, моющих средств для одежды, шампуней, средств по уходу за волосами, жидкого мыла, медицинского спирта, автомобильных масел, моющих средств для автомобилей, сельскохозяйственных химикатов, инсектицидов и гербицидов) используются пластмассовые емкости различных размеров и форм.
Они обычно изготавливаются путем выдувного формования и т.п. в виде однослойных или многослойных пластмассовых емкостей из смолы, такой как полиэтилен, полипропилен, сложный полиэфир или полиамид.
Кроме того, эти пластмассовые емкости имеют этикетки с указанием фирменного наименования и других сведений для обозначения их содержимого. Во многих случаях такую этикетку наносят на пластмассовую емкость после ее формования с использованием слоя склеивающего при надавливании клея на бумажном материале или с использованием термоусадочной пленки, но этикетка может наноситься на емкость одновременно с ее формованием.
Способ, в котором этикетку помещают в пресс-форму и наносят на пластмассовую емкость одновременно с ее формованием в пресс-форме, обычно именуется технологией вплавления этикеток. Поскольку технология вплавления этикеток не требует приклеивания этикеток после формования емкостей или складирования формованных емкостей в процессе изготовления, она выгодна тем, что позволяет снижать трудовые затраты, сокращать пространство, требуемое для складирования емкостей в процессе изготовления, осуществлять немедленную отгрузку. В качестве этикетки (вплавляемой этикетки) для вплавления обычно используется пленка из термопластичной смолы со слоистой структурой, у которой на несущий слой, содержащий термопластичную смолу в качестве основного компонента, нанесен термоадгезионный термосвариваемый слой. Поверхность этой пленки из термопластичной смолы на стороне, противоположной несущему слою термосвариваемого слоя (тыльная поверхность), используется в качестве термосвариваемой поверхности, которая термическим способом сцепляется с пластмассовой емкостью, а поверхность на стороне, противоположной термосвариваемому слою несущего слоя (лицевая поверхность), используется в качестве поверхности для печати, на которую методом печати наносят символы и изображения.
Если воздуху, захваченному до формования между смолой и вплавляемой этикеткой, трудно улетучиваться, он может оставаться между этикеткой и пластмассовой емкостью после формования и тем самым снижать прочность сцепления этикетки и/или нарушать ее внешний вид, что известно как вздутие.
Соответственно, путем формирования углублений и выпуклостей на поверхности вплавляемой этикетки со стороны, с которой сцепляется пластмассовая емкость (термосвариваемой поверхности), создают траектории движения воздушного потока.
Например, в патентном документе 1 описано не вызывающее вздутия придание рельефа за счет высокой прочности сцепления этикетки, созданное в результате сравнения и изучения схем придания рельефа при прямой и обратной гравировке, а также формы точек и числа линий при придании рельефа.
Кроме того, в патентном документе 2 описана структура с рядами выпуклостей, которые образуют определенную схему, полученная способом, включающим придание рельефа на стадии формирования слоистой структуры термосвариваемого слоя, в результате сравнения параметров общеизвестных схем придания рельефа.
Список ссылок
Патентная литература
Патентный документ 1: JP-A-03-260689
Патентный документ 2: JP-A-2012-155153
Краткое изложение сущности изобретения
Техническая задача
Тем не менее, рельеф, который придан термосвариваемой поверхности традиционной вплавляемой этикетки, может оказываться на запечатанной поверхности, когда печатание осуществляется на лицевой поверхности. Было обнаружено, что причиной этого является образование углублений (перенос углублений и выпуклостей) на лицевой поверхности вследствие интенсивного прижатия рельефа термосвариваемой поверхности пленки из термопластичной смолы к лицевой поверхности соседней пленки из термопластичной смолы при штабелировании пленок из термопластичной смолы в качестве исходного материала этикеток в процессе изготовления вплавляемых этикеток.
Чтобы решить эти традиционные технические задачи, авторы настоящего изобретения провели исследования с целью создания пленки из термопластичной смолы с множеством углублений и выпуклостей, которые способны образовывать траектории движения воздушного потока на термосвариваемой поверхности, затрудняющие перенос углублений и выпуклостей на лицевую поверхность термосвариваемой поверхности при штабелировании пленки из термопластичной смолы. Было проведено дальнейшее исследование с использованием такой пленки из термопластичной смолы с целью создания вплавляемой этикетки с возможностью соответствующей печати на лицевой поверхности информации, такой как изображения и символы, и высокопрочного сцепления с формовочной смолой, используемой при вплавлении этикеток, с одновременным подавлением образования вздутий, а также пластмассовой емкости с вплавленной в нее этикеткой.
Решение задачи
В результате кропотливого исследования, проведенного авторами настоящего изобретения, было обнаружено, что для подавления переноса углублений и выпуклостей термосвариваемой поверхности на лицевую поверхность при складировании пленки из термопластичной смолы, когда на термосвариваемой поверхности пленки из термопластичной смолы имеется множество углублений и выпуклостей, которые могут образовывать траектории движения воздушного потока, важно регулировать площадь контакта между термосвариваемой поверхностью и лицевой поверхностью при складировании пленки из термопластичной смолы. При ограничении глубины сердцевины профиля Rk термосвариваемой поверхности и соотношения Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk в конкретных пределах достигаются свойства поверхности, которые обеспечивают как эффект выпуска воздуха за счет углублений и выпуклостей, так и подавление переноса углублений и выпуклостей на термосвариваемую поверхность. В результате получают пленку из термопластичной смолы с отличной пригодностью для печатания, прочностью сцепления и внешним видом после сцепления.
Соответственно, настоящее изобретение заключается в следующем.
1. Пленка из термопластичной смолы, содержащая, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу; при этом термосвариваемый слой, содержащий термопластичную смолу, имеет меньшую температуру плавления, чем термопластичная смола несущего слоя; глубина сердцевины профиля Rk поверхности термосвариваемого слоя, измеренная согласно ISO 13565-2:1996, составляет от 1,2 до 9,0 мкм; а соотношение Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk поверхности термосвариваемого слоя, измеренное согласно Приложению 1 к Японскому стандарту JIS В0601:2013, составляет от 2,0 до 9,0.
2. Пленка из термопластичной смолы по п. 1, в которой доля Mr1 материала основы поверхности термосвариваемого слоя, измеренная согласно стандарту ISO 13565-2:1996, составляет от 3,7 до 15,0%.
3. Пленка из термопластичной смолы по п. 1, в которой гладкость по Окену поверхности термосвариваемого слоя, измеренная согласно Японскому стандарту JIS Р8155:2010, составляет от 1000 до 10000 секунд.
4. Пленка из термопластичной смолы по любому из п.п. 1-3, дополнительно содержащая промежуточный слой между несущим слоем и термосвариваемым слоем, содержащий от 40 до 85% по весу термопластичной смолы и от 15 до 60% по весу неорганического тонкоизмельченного порошка; при этом термопластичная смола, содержащаяся в промежуточном слое, имеет температуру плавления, равную или меньшую, чем температура плавления термопластичной смолы, содержащейся в несущем слое.
5. Пленка из термопластичной смолы по любому из п.п. 1-4, в которой термосвариваемый слой содержит от 15 до 50% по весу тонкоизмельченного наполнителя.
6. Пленка из термопластичной смолы по п. 5, в которой термосвариваемый слой содержит тонкоизмельченный наполнитель с соотношением сторон от 1 до 1,5, и тонкоизмельченный наполнитель с соотношением сторон от более 1,5 до 10 или менее.
7. Пленка из термопластичной смолы по любому из п.п. 1-6, в которой термосвариваемый слой содержит термопластичную смолу двух или более типов; при этом компонент (А), имеющий наибольшее процентное содержание, и компонент (В), имеющий следующее после компонента (А) наибольшее процентное содержание по весу этих термопластичных смол в пересчете на общий вес термопластичных смол, несовместимы друг с другом, а соотношение содержания компонента (А) и содержания компонента (В) (содержание компонента (А)/содержание компонента (В)) составляет от 80/20 до 20/80.
8. Пленка из термопластичной смолы по п. 7, в которой компонент (В) имеет более высокую температуру плавления, чем температура плавления компонента (А), а разность между температурой плавления компонента (В) и температурой плавления компонента (А) составляет от 20°С до 110°С.
9. Способ изготовления пленки из термопластичной смолы по п. 4, включающий: стадию формирования пленки из композиции несущего слоя из смолы,
содержащего термопластичную смолу и неорганический тонкоизмельченный порошок;
стадию формирования на пленке первого слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок;
стадию формирования на первом слое из смолы второго слоя из смолы, содержащего термопластичную смолу; и
стадию растяжения слоистого материала, содержащего пленку, первый слой из смолы и второй слой из смолы, по меньшей мере, в направлении по одной оси;
при этом в качестве термопластичной смолы, содержащейся в первом слое из смолы, используют термопластичную смолу с температурой плавления равной или меньшей, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы; и
в качестве термопластичной смолы, содержащейся во втором слое из смолы, используют термопластичную смолу с температурой плавления ниже, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы.
10. Способ изготовления пленки из термопластичной смолы по п. 9, в котором в качестве термопластичной смолы, содержащейся в первом слое из смолы, используют термопластичную смолу с более высокой температурой плавления, чем температура плавления термопластичной смолы, содержащейся во втором слое из смолы, и
на стадии растяжения слоистого материала растягивают слоистый материал при температуре выше, чем температура плавления термопластичной смолы, содержащейся во втором слое из смолы, и ниже, чем температура плавления термопластичной смолы, содержащейся в первом слое из смолы.
11. Способ изготовления пленки из термопластичной смолы по любому из п.п. 1-4, включающий:
стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок;
стадию растяжения с целью получения растянутой пленки путем ее растяжения, по меньшей мере, в направлении по одной оси;
стадию формирования на растянутой пленке слоя из смолы, содержащего термопластичную смолу; и
стадию придания рельефа путем рельефной обработки поверхности слоя из смолы;
при этом в качестве термопластичной смолы, содержащейся в слое из смолы, используют термопластичную смолу с температурой плавления ниже, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы.
12. Способ изготовления пленки из термопластичной смолы по п. 8, включающий: стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу;
стадию формирования на пленке слоя из смолы, содержащего термопластичную смолу; и
стадию растяжения слоистого материала, содержащего пленку и слой из смолы, по меньшей мере, в направлении по одной оси;
при этом в качестве термопластичной смолы, содержащейся в слое из смолы, используют смесь термопластичных смол, содержащую компонент (А) и компонент (В), удовлетворяющую следующим условиям (а)-(в); и
на стадии растяжения растягивают слоистый материал при температуре выше, чем температура плавления компонента (А), и ниже, чем температура плавления компонента (В): (а) компонентом (А) является компонент с наибольшим процентным содержанием, а компонентом (В) является компонент со следующим после компонента (А) наибольшим процентным содержанием по весу термопластичных смол, содержащихся в слое из смолы, в пересчете на общее содержание сухого вещества в слое из смолы, при этом соотношение содержания компонента (А) и содержания компонента (В) (содержание компонента (А)/содержание компонента (В)) составляет от 80/20 до 20/80.
(б) компонент (А) имеет более низкую температуру плавления, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы, при этом компонент (А) и компонент (В) несовместимы друг с другом; и
(в) компонент (В) имеет более высокую температуру плавления, чем температура плавления компонента (А), при этом разность между температурой плавления компонента (В) и температурой плавления компонента (А) составляет от 20°С до 110°С.
13. Вплавляемая этикетка, содержащая пленку из термопластичной смолы по любому из п.п. 1-8.
14. Вплавляемая этикетка по п. 13, в которой на поверхности с противоположной стороны по отношению к поверхности термосвариваемого слоя пленки из термопластичной смолы напечатана информация.
15. Пластмассовая емкость с этикеткой, содержащая вплавляемую этикетку по п.п. 13 или 14, и пластмассовую емкость, с которой сцеплена вплавляемая этикетка.
16. Способ изготовления пластмассовой емкости с этикеткой, включающий стадию сцепления вплавляемой этикетки по п.п. 13 или 14 с пластмассовой емкостью одновременно с выдувным формованием пластмассовой емкости.
Выгодные эффекты изобретения
В соответствии с настоящим изобретением может быть получена пленка из термопластичной смолы с множеством углублений и выпуклостей, которые могут образовывать траектории движения воздушного потока на термосвариваемой поверхности и тем самым затрудняют перенос углублений и выпуклостей термосвариваемой поверхности на лицевую поверхность при складировании пленки из термопластичной смолы. Поскольку вплавляемая этикетка, получаемая путем резки этой пленки из термопластичной смолы, подавляет перенос углублений и выпуклостей на лицевую поверхность, на лицевой поверхности может соответствующим образом печататься информация, такая как символы и изображения. Кроме того, поскольку вплавляемая этикетка имеет множество углублений и выпуклостей, которые могут образовывать траектории движения воздушного потока на термосвариваемой поверхности, может обеспечиваться высокопрочное сцепление с формовочной смолой, используемой при вплавлении этикеток, с одновременным подавлением образования вздутий. Соответственно, снижается вероятность отслаивания вплавляемой этикетки от пластмассовой емкости, с которой она сцеплена, и может достигаться отличный внешний вид этикетки.
Краткое описание чертежей
На фиг. 1а и lb проиллюстрированы примеры сглаженного профиля шероховатости и относительной опорной кривой профиля для определения глубины сердцевины профиля Rk высоты неровностей профиля по десяти точкам Rzjis.
На фиг. 2 проиллюстрирована относительная опорная кривая профиля согласно Примеру 1 настоящего изобретения.
На фиг. 3 проиллюстрирована другая относительная опорная кривая профиля согласно Примеру 5 настоящего изобретения.
На фиг. 4 проиллюстрирована относительная опорная кривая профиля согласно Сравнительному примеру 1 настоящего изобретения.
На фиг. 5 проиллюстрирована другая относительная опорная кривая профиля согласно Сравнительному примеру 2 настоящего изобретения.
Описание вариантов осуществления
Настоящее изобретение описано далее с использованием вариантов его осуществления, которые, однако, не ограничивают объем настоящего изобретения. Кроме того, все сочетания характеристик, описанных в вариантах осуществления, необязательно существенны для настоящего изобретения. Приведенные в описании области числовых значений, выраженные с использованием "до", соответствуют областям, в которые включены числовые значения, указанные перед и после "до" в качестве нижних и верхних предельных значений, соответственно. Кроме того, термин "основной компонент" в описании относится к случаю, когда целевое вещество содержит основной компонент в количестве, являющемся наибольшим по весу.
Пленка из термопластичной смолы
Пленка из термопластичной смолы согласно настоящему изобретению содержит, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу. Следует отметить, что термосвариваемый слой содержит термопластичную смолу с температурой плавления ниже, чем температура плавления термопластичной смолы несущего слоя.
Далее в описании поверхность пленки из термопластичной смолы с противоположной стороны по отношению к термосвариваемому слою несущего слоя может именоваться "лицевой поверхностью" или "запечатываемой (запечатанной) поверхностью", а поверхность с противоположной стороны по отношению к несущему слою термосвариваемого слоя может именоваться "тыльной поверхностью", "поверхностью термосвариваемого слоя" или "термосвариваемой поверхностью".
Кроме того, термин "температура плавления" термопластичных смол, содержащихся в несущем слое, термосвариваемом слое и описанном далее промежуточном слое, означает в настоящем изобретении максимальную температуру плавления, измеренную методом дифференциальной сканирующей калориметрии (DSC) согласно Японскому стандарту JIS К7121:1987 "Testing Methods for Transition Temperatures of Plastics".
Глубина сердцевины профиля Rk поверхности термосвариваемого слоя составляет в настоящем изобретении от 1,2 до 9,0 мкм, а соотношение Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk поверхности термосвариваемого слоя составляет от 2,0 до 9,0.
У пленки из термопластичной смолы с величиной Rk и соотношением Rzjis/Rk поверхности термосвариваемого слоя в описанных выше пределах углубления и выпуклости поверхности термосвариваемого слоя в процессе вплавления этикеток образуют траектории движения воздушного потока, и воздух эффективно выпускается из пространства между поверхностью термосвариваемого слоя и формовочной смолой. За счет этого пленка из термопластичной смолы и формовочная смола могут сцепляться с высокой прочностью с одновременным подавлением образования вздутий. Кроме того, при складировании пленки из термопластичной смолы подавляется перенос углублений и выпуклостей поверхности термосвариваемого слоя на лицевую поверхность, и менее вероятно появление углублений и выпуклостей на изображении, отпечатанном на лицевой поверхности. За счет этого на пленку из термопластичной смолы может соответствующим образом помещаться печатная информация.
Rk, соотношение Rzjis/Rk и другие параметры поверхностных свойств, установленные в настоящем изобретении, подробно описаны далее.
Поверхностные свойства термосвариваемого слоя пленки из термопластичной смолы
Глубина сердцевины профиля Rk
Термин "глубина сердцевины профиля Rk" в настоящем изобретении означает глубину сердцевины профиля между приведенной высотой пика и приведенной глубиной впадины профиля шероховатости согласно стандарту ISO 13565-2:1996 и Японскому стандарту JIS В0671-2:2002 "Geometrical Product Specifications (GPS) -Geometric features - Part 2: Extracted median line of a cylinder and a cone, extracted median surface, local size of an extracted feature".
Глубина сердцевины профиля Rk является одним из параметров поверхностных свойств, определяемым с использованием сглаженного профиля шероховатости и относительной опорной кривой профиля. Способ определения глубины сердцевины профиля Rk описан со ссылкой на фиг. 1а и lb. На фиг. 1а проиллюстрирован один из примеров сглаженного профиля шероховатости термосвариваемой поверхности. На фиг. lb показана относительная опорная кривая профиля, определенная на основании сглаженного профиля шероховатости на фиг. 1а. Тем не менее, сглаженный профиль шероховатости и относительная опорная кривая профиля термосвариваемой поверхности согласно настоящему изобретению не ограничены формами, проиллюстрированными на фиг. 1а и lb.
Чтобы определить глубину сердцевины профиля Rk, определяют относительную опорную кривую профиля на основании сглаженного профиля шероховатости, и прочерчивают эквивалентную прямую линию на относительной опорной кривой профиля. Следует отметить, что горизонтальная ось относительной опорной кривой профиля указывает соотношение между занятой материалом частью профиля и пустой частью в положении, когда сглаженный профиль шероховатости разрезан в горизонтальном направлении на определенной высоте (долю совокупной длины занятой материалом части относительно базовой длины (в %, деленной на занятую материалом часть), а вертикальная ось указывает высоту. Эквивалентной прямой линией является прямая линия, которая представляет собой секущую относительной опорной кривой профиля, когда разница ΔMr в занятой материалом части составляет 40%, и которая имеет наименьший наклон. Сердцевиной является область между двумя высотными положениями, при этом упомянутая прямая линия пересекается с горизонтальными осями в положениях 0% и 100% занятой материалом части, а разность между этими двумя высотными положениями является глубиной сердцевины профиля Rk. Бóльшая величина Rk обычно указывает на бóльший объем основного углубления поверхности (глубины сердцевины). Кроме того, часть, которая находится выше, чем положение, в котором эквивалентная прямая линия пересекается с вертикальной осью в положении 0% занятой материалом части (самая высокая часть сердцевины) является приведенным пиком. Доля площади, занимаемой приведенным пиком, определенная путем измерения поверхности, обозначается как Mr1.
Таким образом, предполагается, что с увеличением глубины сердцевины профиля Rk увеличивается термосвариваемая поверхность и объем полости, которая может образовывать траектории движения воздушного потока, и тем самым увеличивается количество воздуха, выпускаемого из пространства между пленкой из термопластичной смолы и формовочной смолой в процессе вплавления этикеток. С учетом этого в настоящем изобретении предусмотрена глубина сердцевины профиля Rk термосвариваемой поверхности 1,2 мкм или более. Глубина сердцевины профиля Rk составляет предпочтительно 1,5 мкм или более, более предпочтительно 2,5 мкм или более, еще более предпочтительно 3,0 мкм или более. С другой стороны, при слишком большой величине Rk, уменьшается величина Mr1, в результате чего уменьшается площадь приведенного пика по отношению к измеренной площади. Соответственно, уменьшается площадь контакта между термосвариваемой поверхностью пленки из термопластичной смолы и смолой до формования, и может снижаться прочность сцепления. Следовательно, с целью повышения прочности сцепления этикетки (пленки из термопластичной смолы) с пластмассовой емкостью в настоящем изобретении предусмотрена глубина сердцевины профиля Rk поверхности термосвариваемого слоя 9,0 мкм или менее. Глубина сердцевины профиля Rk составляет предпочтительно 8,5 мкм или менее, более предпочтительно 8,0 мкм или менее.
Высота неровностей профиля по десяти точкам Rzjis и соотношение Rzjis/Rk
Термин "высота неровностей профиля по десяти точкам Rzjis" в настоящем изобретении означает высоту неровностей профиля по десяти точкам согласно Приложению 1 к Японскому стандарту JIS В0601:2013 "Geometrical Product Specifications (GPS) - Surface texture: Profile method - Terms, definitions and surface texture parameters". Это значит, что из профиля шероховатости выделяют только базовую длину в направлении средней линии, затем определяют сумму абсолютных значений высоты (Yp) пяти самым высоких пиков и абсолютных значений глубины (Yv) пяти самых глубоких впадин, измеренных в направлении продольного увеличения от средней линии выделенной части, после делят полученную сумму на 5 и выражают в микрометрах (мкм). Бóльшая величина Rzjis обычно указывает на существование более глубокого углубления (более высокой выпуклости) на поверхности.
Соответственно, поскольку глубина полости, которая может образовывать траектории движения воздушного потока, увеличивается при увеличении высоты неровностей профиля термосвариваемой поверхности по десяти точкам Rzjis, предполагается, что может увеличиваться количество воздуха, выпускаемого из пространства между пленкой из термопластичной смолы и формовочной смолой при вплавлении этикеток. С учетом этого высота неровностей профиля термосвариваемой поверхности по десяти точкам Rzjis составляет предпочтительно 9,0 мкм или более, более предпочтительно 15 мкм или более. С другой стороны, при слишком большой высоты неровностей профиля термосвариваемой поверхности по десяти точкам Rzjis уменьшается площадь контакта между термосвариваемой поверхностью пленки из термопластичной смолы и смолой до формования, и может снижаться прочность сцепления. Следовательно, с целью повышения прочность сцепления этикетки (пленки из термопластичной смолы) с пластмассовой емкостью предусмотрено, что средняя величина Rzjis термосвариваемой поверхности составляет предпочтительно 30 мкм или менее, более предпочтительно 25 мкм или менее.
Тем не менее, было обнаружено, что даже при большой глубине полости невозможно обеспечить достаточное количество выпускаемого воздуха, если полость является узкой. Показателем ширины полости является описанная выше величина Rk. С другой стороны, когда пленки из термопластичной смолы уложены поверх друг друга, и к ним прилагают нагрузку, в результате чего термосвариваемая поверхность и лицевая поверхность соприкасаются друг с другом, предполагается, что при малой площади контакта между рельефной частью термосвариваемой поверхности и лицевой поверхностью увеличивается давление, прилагаемое к площади контакта, в результате чего форма рельефной части (углублений и выпуклостей) термосвариваемой поверхности легко переносится на лицевую поверхность. Следовательно, чтобы подавать перенос углублений и выпуклостей термосвариваемой поверхности на лицевую поверхность, необходим показатель для оценки площади контакта рельефной частью термосвариваемой поверхности и лицевой поверхности. Одним из показателей является Rzjis/Rk, а другим показателем является Mr1.
Следует отметить, что Rzjis/Rk является соотношением высоты приведенного пика и глубины сердцевины. Когда глубина сердцевины Rk является постоянной, а соотношение Rzjis/Rk увеличивается, площадь основания приведенного пика не изменяется, высота приведенного пика увеличивается, и приведенный пик имеет крутой уклон. Следует отметить, что площадь основания приведенного пика соответствует описанной выше величине Mr1. Таким образом, поскольку с целью увеличения ширины полости предпочтительно уменьшить площадь основания приведенного пика, при большей величине Rzjis/Rk количество воздуха, выпускаемого из пространства между термосвариваемой поверхностью и смолой, имеет тенденцию увеличиваться. С другой стороны, поскольку с целью увеличения площади контакта между термосвариваемой поверхностью и лицевой поверхностью предпочтительно, чтобы уклон приведенного пика не являлся крутым, при меньшем соотношении Rzjis/Rk менее вероятен перенос углублений и выпуклостей термосвариваемой поверхности на лицевую поверхность.
С учетом этого соотношение Rzjis/Rk в настоящем изобретении составляет 2,0 или более, предпочтительно 3,0 или более, более предпочтительно 4,0 или более. Кроме того, соотношение Rzjis/Rk составляет 9,0 или менее, предпочтительно 8,0 или менее, более предпочтительно 7,0 или менее. В результате, может подавляться перенос углублений и выпуклостей термосвариваемой поверхности на лицевую поверхность при штабелировании пленки из термопластичной смолы, и из пространства между пленкой из термопластичной смолы и формовочной смолой эффективно выпускается воздух при вплавлении этикеток, что обеспечивает высокопрочное сцепление пленки из термопластичной смолы с формовочной смолой с одновременным подавлением образования вздутий.
Занятая материалом часть Mr1 сердцевины
Термин "занятая материалом часть Mr1 сердцевины" в настоящем изобретении означает занятую материалом часть сердцевины согласно стандарту ISO 13565-2:1996. Как показано на фиг. lb, занятая материалом часть Mr1 сердцевины означает занятую материалом части на пересечении границы между приведенным пиком и сердцевиной с относительной опорной кривой профиля. Кроме того, Mr1 также может означать долю площади приведенного пика в измеренной площади, как описано выше. Следовательно, меньшая величина Mr1 является предпочтительной для увеличения объема полости, а бóльшая величина Mr1 является предпочтительной для увеличения площади контакта термосвариваемой поверхности и лицевой поверхность.
Занятая материалом часть Mr1 сердцевины термосвариваемой поверхности составляет предпочтительно 3,7% или более, более предпочтительно 5,0% или более, еще более предпочтительно 8,0% или более. Занятая материалом часть Mr1 сердцевины термосвариваемой поверхности составляет предпочтительно 15,0% или менее, более предпочтительно 12,0% или менее, еще более предпочтительно 10,0% или менее. За счет выбора занятой материалом части Mr1 сердцевины термосвариваемой поверхности в описанных выше пределах дополнительно обеспечивается подавление переноса углублений и выпуклостей на лицевую поверхность при штабелировании пленки из термопластичной смолы, и при вплавлении этикеток из пространства между термосвариваемой поверхностью пленки из термопластичной смолы и формовочной смолой эффективно выпускается воздух.
Примеры приборов, которые способны измерять Rk согласно стандарту ISO 13565-2:1996 и Rzjis согласно Приложению 1 к Японскому стандарту JIS В0601:2013, включают бесконтактный профилометр производства компании Zygo Corporation, высокоточный микроцифровой измерительный прибор производства компании Kosaka Laboratory Ltd., лазерный сканирующий микроскоп производства компании Keyence Corporation, прибор для определения текстуры поверхности производства компании Tokyo Seimitsu Co., Ltd. и т.п. С подробностями способа измерений можно ознакомиться в приведенных далее примерах
Прочие поверхностные свойства
Гладкость
Термин "гладкость" в настоящем изобретении означает гладкость по Окену согласно Японскому стандарту JIS Р 8155:2010.
Гладкость термосвариваемой поверхности составляет предпочтительно 1000 секунд или более, более предпочтительно 2000 секунд или более, еще более предпочтительно 3000 секунд или более. Кроме того, гладкость термосвариваемой поверхности составляет предпочтительно 10000 секунд или менее, более предпочтительно 9000 секунд или менее, еще более предпочтительно 6000 секунд или менее. За счет выбора гладкости термосвариваемой поверхности в описанных выше пределах дополнительно обеспечивается подавление переноса углублений и выпуклостей на лицевую поверхность при штабелировании пленки из термопластичной смолы, и при вплавлении этикеток из пространства между термосвариваемой поверхностью пленки из термопластичной смолы и формовочной смолой эффективно выпускается воздух.
Регулирование поверхностных свойств
Примеры способа регулирования Rk, Rzjis/Rk и других параметров поверхностных свойств термосвариваемой поверхности в заданных или предпочтительных пределах согласно настоящему изобретению включают (1) способ, в котором в термосвариваемый слой добавляют тонкоизмельченный наполнитель, и регулируют размер его частиц и добавляемое количество, (2) способ формирования рельефа на поверхности термосвариваемого слоя с использованием рельефно-формовочного валика, (3) способ, в котором между несущим слоем и термосвариваемым слоем формируют промежуточный слой с микропустотами, и формируют углубления на термосвариваемой поверхности путем вплавления термопластичной смолы термосвариваемого слоя в микропустоты, (4) способ, в котором используют сочетание несовместимых друг с другом термопластичных смол, из которых получают термопластичную смолу термосвариваемого слоя с целью формирования углублений и выпуклостей на поверхности термосвариваемого слоя, и т.п. Возможно сочетание двух или более из этих способов с целью регулирования поверхностных свойств.
Подробности этих способов приведены в разделах "Способ изготовления пленки из термопластичной смолы" и "Примеры".
Структура слоев и способ изготовления пленки из термопластичной смолы
Пленка из термопластичной смолы согласно настоящему изобретению содержит, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу, и может состоять только из несущего слоя и термосвариваемого слоя или может содержать другой(-ие) слой(-и).
Примеры конкретной структуры слоев включают структуру (типа А), содержащую промежуточный слой между несущим слоем и термосвариваемым слоем, структуру (типа В), содержащую несущий слой и термосвариваемый слой, подвергнутый обработке с целью придания рельефа конкретной формы и т.п., и структуру (типа С), содержащую несущий слой и термосвариваемый слой, имеющий конкретный состав.
Пленка из термопластичной смолы типа А
Пленка из термопластичной смолы типа А имеет несущий слой, термосвариваемый слой и промежуточный слой между несущим слоем и термосвариваемым слоем.
Промежуточный слой
Промежуточный слой содержит от 40 до 85% по весу термопластичной смолы и от 15 до 60% по весу тонкоизмельченного наполнителя. Следует отметить, что температура плавления термопластичной смолы, содержащей в промежуточном слое, является равной или меньшей, чем температура плавления термопластичной смолы, содержащейся в несущем слое.
Термопластичная смола промежуточного слоя может быть выбрана из термопластичных смол, которые могут содержаться в описанном далее несущем слое, или из термопластичных смол, которые могут содержаться в описанном далее термосвариваемом слое. Тем не менее, термопластичную смолу выбирают таким образом, чтобы температура плавления термопластичной смолы, содержащейся в промежуточном слое, была ниже, чем температура плавления термопластичной смолы, содержащейся в несущем слое. Может использоваться смола одного типа или сочетания из смеси смол двух или более типов.
Кроме того, с целью предотвращения расслаивания несущего слоя и промежуточного слоя и расслаивания термосвариваемого слоя и промежуточного слоя при вплавлении и использовании этикеток промежуточный слой предпочтительно содержит термопластичную смолу с высокой прочностью сцепления как с термопластичной смолой, выбранной для несущего слоя, так и с термопластичной смолой, выбранной для термосвариваемого слоя.
Температура плавления термопластичной смолы, содержащейся в промежуточном слое, предпочтительно превышает температуру плавления термопластичной смолы, содержащейся в термосвариваемом слое, предпочтительно, по меньшей мере, на 20°С, еще более предпочтительно, по меньшей мере, на 30°С. Кроме того, когда температура плавления термопластичной смолы, содержащейся в промежуточном слое, превышает температуру плавления термопластичной смолы, содержащейся в термосвариваемом слое, а описанная далее стадия растяжения слоистого материала осуществляется при температуре выше, чем температура плавления термопластичной смолы, содержащейся в термосвариваемом слое, и ниже, чем температура плавления термопластичной смолы, содержащейся в промежуточном слое, за счет вплавления термопластичной смолы, содержащейся в термосвариваемом слое, в микропустоты, сформированные в промежуточном слое, облегчается формирование углублений на тыльной поверхности.
С целью увеличения количества воздуха, выпускаемого из пространства между термосвариваемой поверхностью пленки из термопластичной смолы и формовочной смолой при вплавлении этикеток, содержание термопластичной смолы в промежуточном слое относительно общего содержания сухого вещества составляет предпочтительно 40% по весу или более. С другой стороны, с целью увеличения площади контакта между термосвариваемой поверхностью пленки из термопластичной смолы и смолой до формования содержание термопластичной смолы в промежуточном слое составляет предпочтительно 85% по весу или менее, более предпочтительно 70% по весу или менее, еще более предпочтительно 60% по весу или менее.
Промежуточный слой пленки из термопластичной смолы типа А предпочтительно содержит тонкоизмельченный наполнитель, который служит сердцевиной для формирования микропустот. За счет этого путем регулирования размера частиц и/или содержания тонкоизмельченного наполнителя можно регулировать Rk, соотношение Rzjis/Rk и остальные параметры поверхностных свойств термосвариваемой поверхности в соответствующих пределах. Примеры тонкоизмельченного наполнителя включают неорганические тонкоизмельченные порошки и органические наполнители.
Тип неорганического тонкоизмельченного порошка конкретно не ограничен при условии, что неорганический тонкоизмельченный порошок способе образовывать пористый промежуточный слой. Конкретные примеры неорганического тонкоизмельченного порошка включают тяжелый карбонат кальция, легкий карбонат кальция, терракоту, тальк, диатомовую землю, каолин, сульфат бария, окись магния, окись цинка, окись титана, титанат бария, двуокись кремния, окись алюминия, цеолит, слюду, серицит, бентонит, сепиолит, вермикулит, доломит, волластонит, стекловолокно и т.п. Его примеры также включают вещества, полученные путем их поверхностной обработки жирной кислотой, высокомолекулярным поверхностно-активным веществом, антистатиком, и т.п. Тяжелый карбонат кальция, легкий карбонат кальция, терракота и тальк являются предпочтительными из них с точки зрения способности к порообразованию и низкой стоимости.
Органическим наполнителем предпочтительно является органический наполнитель, несовместимый с термопластичной смолой, содержащейся в промежуточном слое, имеющий более высокую температуру плавления или стеклования, чем у термопластичной смолы, и образующий тонкую дисперсию в условиях пластификации плавлением термопластичной смолы. Конкретные примеры смолы, образующей органический наполнитель, включают полиэтилентерефталат, полибутилентерефталат, полиэтиленнафталат, полистирол, полиамид, поликарбонат, нейлон-6, нейлон-6,6, циклический полиолефин, полистирол, полиметакрилат, полиэтиленсульфид, полифениленсульфид, полиимид, полиэфиркетон, полиэфирэфиркетон, полиметилметакрилат, поли-4-метил-1-пентен, гомополимеры циклического олефина, сополимеры циклического олефина и этилена и т.п. Кроме того, эти смолы могут использоваться после их сшивания. Помимо этого, может использоваться тонкоизмельченный порошок из термореактивной смолы, такой как меламиновая смола.
В качестве неорганического тонкоизмельченного порошка и органического наполнителя может быть использоваться одно вещество или сочетание двух или более веществ, выбранных из перечисленных веществ. В случае сочетания двух или более веществ может использоваться сочетание неорганического тонкоизмельченного порошка и органического наполнителя.
С точки зрения регулирования числа и размера микропустот из перечисленных веществ без ограничения предпочтительно выбирают неорганический тонкоизмельченный порошок.
С точки зрения простоты смешивания с термопластичной смолой и способности к порообразованию предпочтительно, чтобы средний размер частиц неорганического тонкоизмельченного порошка и средний размер частиц дисперсной фазы органического наполнителя составлял 0,01 мкм или более, более предпочтительно 0,1 мкм или более, еще более предпочтительно 0,5 мкм или более. С другой стороны, с точки зрения увеличения площади контакта термосвариваемой поверхности пленки из термопластичной смолы и смолы до формования в процессе вплавления этикеток предпочтительно, чтобы средний размер частиц неорганического тонкоизмельченного порошка и средний размер частиц дисперсной фазы органического наполнителя составлял 30 мкм или менее, более предпочтительно 15 мкм или менее, еще более предпочтительно 5 мкм или менее.
Следует отметить, что термин "средний размер частиц неорганического тонкоизмельченного порошка" означает размер частиц при 50% кумулятивном распределении вероятностей (размер частиц при 50% кумулятивном распределении вероятностей), измеренный с использованием прибора для измерения размеров частиц, такого как лазерный дифракционный анализатор размера частиц Microtrac (производства компании Nikkiso Co., Ltd.). Кроме того, термин "средний размер частиц дисперсной фазы органического наполнителя" соответствует размеру частиц органического наполнителя, диспергированных в термопластичной смоле вследствие пластификации плавлением и дисперсии (средний размер частиц дисперсной фазы), и размер частиц, полученный в результате определения средней величины путем измерения максимальных диаметров, по меньшей мере, 10 частиц методом наблюдения разрезанной поверхности пленки из термопластичной смолы через электронный микроскоп.
При необходимости к промежуточному слою, содержащемуся в пленке из термопластичной смолы типа А, необязательно могут добавляться общеизвестные добавки. Примеры добавок, включают ингибиторы окисления, светостабилизаторы, поглотители ультрафиолетовых лучей, диспергаторы неорганического тонкоизмельченного порошка, смазки, такие как металлические соли высших жирных кислот, антиадгезивы, такие как амиды высших жирных кислот, красители, пигменты, пластификаторы, зародышеобразующие агенты, разделители, огнезащитные составы и т.д.
При добавлении ингибитора окисления может использоваться пространственно затрудненный ингибитор окисления на фенольной основе, ингибитор окисления на основе фосфора, ингибитор окисления на аминной основе и т.п. обычно в количестве от 0,001 до 1% по весу. При добавлении светостабилизатора может использоваться пространственно затрудненный светостабилизатор на аминной основе, светостабилизатор на основе бензотриазола или светостабилизатор на основе бензофенона обычно в количестве от 0,001 до 1% по весу. Диспергатор и смазка используются, чтобы диспергировать, например, неорганический тонкоизмельченный порошок. В частности, может использоваться силановый аппрет, высшая жирная кислота, такая как олеиновая кислота и стеариновая кислота, металлическое мыло, поли(мет)акриловая кислота, их соли и т.п. обычно в количестве от 0,01 до 4% по весу. Их предпочтительно добавляют в количестве, которое не ухудшает пригодность для печатания и термосвариваемость вплавляемой этикетки, формируемой из пленки из термопластичной смолы.
Несущий слой
Несущий слой, содержащийся в пленке из термопластичной смолы типа А, служит опорой для термосвариваемого слоя в пленке из термопластичной смолы и придает механическую прочность, жесткость и т.п. пленке из термопластичной смолы. При использовании пленки из термопластичной смолы в качестве вплавляемой этикетки он придает ей упругость, требуемую во время печатания или вплавления этикетки в пресс-форму, а также придает водостойкость, химическую стойкость, пригодность для печатания по мере необходимости, матовость, малый вес, антистатические свойства и т.п.
Несущий слой пленки из термопластичной смолы типа А содержит термопластичную смолу. Примеры термопластичной смолы, применимой для несущего слоя, включают описанные далее смолы на основе олефинов; смолы на основе сложных полиэфиров; смолы на основе полиамидов, такие как нейлон-6, нейлон-6,6, нейлон-6,10 и нейлон-6,12; смолы на стирольной основе стирола, такие как поликарбонат, атактический полистирол и синдиотактический полистирол; и полифениленсульфид. Может использоваться смола одного типа или сочетания из смеси смол двух или более типов.
Из этих термопластичных смол предпочтительно используют смола на основе полиолефинов или смолу на основе сложных полиэфиров, более предпочтительно используют смолу на основе полиолефинов.
Примеры смолы на основе сложных полиэфиров включают полиэтилентерефталат и его сополимеры, полиэтиленнафталат, полибутилентерефталат, алифатический сложный полиэфир и т.п.
Примеры смолы на основе полиолефинов полиэтилен высокой плотности, полиэтилен средней плотности, полиэтилен низкой плотности, пропиленовую смолу, поли-4-метил-1-пентен, сополимеры циклического олефина и этилена и т.п. Кроме того, их примеры также включают гомополимеры олефинов, такие как этилен, пропилен, бутилен, гексен, октен, бутадиен, изопрен, хлоропрен и метил-1-пентен, и сополимеры, получаемые из этих олефинов двух или более типов. Их примеры также включают сополимеры этилена и винилацетата, сополимеры этилена и (мет)акрилата, металлические соли сополимеров этилена и (мет)акрилата (иономеры), сополимеры этилена и алкилакрилата, сополимеры этилена и алкилметакрилата (у которых число атомов углерода в алкильной группе составляет предпочтительно от 1 до 8), содержащие функциональные группы смолы на основе полиолефинов, такие как модифицированный малеиновой кислотой полиэтилен и модифицированный малеиновой кислотой полипропилен.
Кроме того, с точки зрения способности к пленкообразованию, влагостойкости, механической прочности и стоимости даже из этих смол на основе полиолефинов предпочтительно используют пропиленовую смолу. Примеры пропиленовой смолы включают изотактические или синдиотактические гомополипропилены и гомополипропилены с различными степенями стереорегулярности, которые получают путем гомополимеризации пропилена. Ее примеры также включают пропиленовые сополимеры с различными степенями стереорегулярности, которые получают путем сополимеризации пропилена в качестве основного компонента и α-олефина, такого как этилен, 1-бутен, 1-гексен, 1-гептен, 1-октен и 4-метил-1-пентен. Пропиленовый сополимер может представлять собой двойной сополимер, тройной сополимер или многокомпонентный сополимер и может являться статистическим сополимером или блок-сополимером. Кроме того, с целью предотвращения расслаивания несущего слоя и промежуточного слоя при вплавлении и использовании этикеток несущий слой предпочтительно содержит термопластичную смолу с высокой прочностью сцепления с термопластичной смолой, выбранной для промежуточного слоя.
При необходимости в несущей слой пленки из термопластичной смолы типа А необязательно могут добавляться неорганический тонкоизмельченный порошок и органический наполнитель, примеры которых приведены выше в разделе "Промежуточный слой", и общеизвестные добавки.
Содержание термопластичной смолы в несущем слое относительно общего содержания сухого вещества составляет предпочтительно 40% по весу или более, более предпочтительно 50% по весу или более, еще более предпочтительно 60% по весу или более с точки зрения повышения формуемости и/или механической прочности пленки из термопластичной смолы. С другой стороны, с точки зрения придания матовости и снижения веса пленки из термопластичной смолы содержание термопластичной смолы в несущем слое составляет предпочтительно 90% по весу или менее, более предпочтительно 85% по весу или менее, еще более предпочтительно 80% по весу или менее.
Несущий слой может содержать слой, выполняющий другую функцию, и может иметь многослойную структуру. Примеры такого слоя, выполняющего другую функцию, включают слой низкой плотности для придания белизны, матовости и снижения веса, плотно прилегающий слой для предотвращения попадания посторонних веществ в процессе экструзии или для увеличения сцепления с промежуточным слоем, применимый для печатания слой, который обладает отличными характеристиками закрепления печатной краски и находится на лицевой поверхности пленки из термопластичной смолы, и т.п.
Термосвариваемый слой
Термосвариваемым слоем является слой, который содержит термопластичную смолу в качестве основного компонента и находится на поверхности с противоположной стороны по отношению к несущему слою промежуточного слоя (тыльной поверхности). Термосвариваемый слой действует как средство сцепления пленки из термопластичной смолы и других смол.
Термосвариваемый слой содержит термопластичную смолу с более низкой температурой плавления, чем температура плавления термопластичной смолы, содержащейся в несущем слое. Температура плавления термопластичной смолы, содержащейся в термосвариваемом слое, предпочтительно ниже, чем температура плавления термопластичной смолы, содержащейся в несущем слое, по меньшей мере, на 10°С, более предпочтительно, по меньшей мере, на 20°С, еще более предпочтительно, по меньшей мере, на 30°С. Кроме того, как описано выше, температура плавления термопластичной смолы, содержащейся в термосвариваемом слое, предпочтительно ниже, чем температура плавления термопластичной смолы, содержащейся в промежуточном слое.
Примеры термопластичной смолы, применимой в термосвариваемом слое, включают такие смолы, как полиэтилены высокой плотности, полиэтилены средней плотности, полиэтилены низкой плотности, полиэтилены низкой плотности с неразветвленной цепью, сополимеры этилена и винилацетата, сополимеры этилена и (мет)акрилата, сополимеры этилена и алкил(мет)акрилата (у которых число атомов углерода в алкильной группе составляет предпочтительно от 1 до 8) и металлические соли сополимеров этилена и (мет)акрилата (например, соли металла, выбранного из Zn, Al, Li, K и Na).
Примеры термопластичной смолы также включают статистические сополимеры или блок-сополимеры α-олефина, полученные путем сополимеризация сомономеров, по меньшей мере, двух типов, выбранных из группы, включающей α-олефины, в молекуле которых содержится от 2 до 20 атомов углерода.
Примеры α-олефина, содержащего от 2 до 20 атомов углерода, включают этилен, пропилен, 1-бутен, 2-метил-1-пропилен, 1-пентен, 2-метил-1-бутен, 3-метил-1-бутен, 1-гексен, 2-этил-1-бутен, 2,3-диметил-1-бутен, 2-метил-1-пентен, 3-метил-1-пентен, 4-метил-1-пентен, 4-метил-1-гексен, 4,4-диметил-1-пентен, 3,3-диметил-1-бутен, 1-гептен, метил-1-гексен, диметил-1-пентен, этил-1-пентен, триметил-1-бутен, метилэтил-1-бутен, 1-октен, 1-гептен, метил-1-пентен, этил-1-гексен, диметил-1-гексен, пропил-1-гептен, метилэтил-1-гептен, триметил-1-пентен, пропил-1-пентен, диэтил-1-бутен, 1-нонен, 1-децен, 1-ундецен, 1-додецен, октадецен и т.п. С точки зрения простоты сополимеризации и экономической эффективности предпочтительными являются этилен, пропилен, 1-бутен, 1-пентен, 1-гексен и 1-октен.
Из них предпочтительным является этиленовый сополимер, полученный путем сополимеризации с использованием полиэтилена низкой плотности, полиэтилена низкой плотности с неразветвленной цепью, сополимера этилена и винилацетата и металлоценового катализатора.
В качестве термопластичной смолы, используемой в термосвариваемом слое, может использоваться смола одного типа или сочетания из смеси смол двух или более типов.
Когда термопластичной смолой является, например, статистический сополимер этилена и α-олефина, предпочтительным с точки зрения сокращения продолжительности вплавления является использование сополимера этилена и α-олефина, полученного путем сополимеризации с использованием металлоценового катализатора.
Предпочтительным катализатором в процессе синтеза сополимера этилена и α-олефина является металлоценовый катализатор, в особенности, металлоцен-алюмоксановый катализатор или катализатор, полученный из соединения металлоцена, такого как соединение металлоцена, описанное в заявке WO 92/01723, и соединения, которое образует устойчивый анион при введении в реакцию с соединением металлоцена.
Содержание термопластичной смолы в термосвариваемом слое относительно общего содержания сухого вещества составляет предпочтительно 50% по весу или более, более предпочтительно 65% по весу или более, еще более предпочтительно 80% по весу или более с точки зрения усиления сцепления. Кроме того, на долю термопластичной смолы может приходиться все содержание сухого вещества в термосвариваемом слое.
С термосвариваемым слоем пленки из термопластичной смолы типа А может быть смешан антистатик в количестве, не влияющем на характеристики термосваривания в том, что касается подачи/выдачи печатной бумаги и обращения. Примеры антистатика, применимого для смешивания с термосвариваемым слоем, включают соединения, имеющие структуру от первичного до третичного амина или четвертичной аммониевой соли, и этиленгликолевые, пропиленгликолевые, глицериновые, полиэтиленгликолевые и полиэтиленоксидные полные или неполные сложные эфиры жирных кислот и т.п.
Кроме того, в целях смешивания антистатика с термосвариваемым слоем и обеспечения его постепенного переноса на поверхность для придания антистатического эффекта может использоваться низкомолекулярный антистатик. Помимо этого, в целях придания устойчивого антистатического эффекта при низкой концентрации может использоваться высокомолекулярный антистатик. Кроме того, низкомолекулярный антистатик и высокомолекулярный антистатик могут использоваться вместе.
В целях обеспечения заданных характеристик добавляемого антистатика его доля составляет предпочтительно 0,01% по весу или более, более предпочтительно 0,05% по весу или более относительно общего содержания сухого вещества термосвариваемого слоя. С другой стороны, в целях обеспечения прочности сцепления вплавляемой этикетки с пластмассовой емкости доля добавляемого антистатика составляет предпочтительно 3% по весу или менее, более предпочтительно 2% по весу или менее, еще более предпочтительно 1% по весу или менее относительно общего содержания сухого вещества термосвариваемого слоя.
Примеры способа добавления антистатика включают способ, в котором смешивают антистатик непосредственно с композицией термосвариваемого слоя на основе смолы, и способ, в котором смешивают антистатик в высокой концентрации с термопластичной смолой, совместимой с термопластичной смолой, используемой для термосвариваемого слоя, и получают маточную смесь, которую затем смешивают с композицией термосвариваемого слоя на основе смолы.
С термосвариваемым слоем пленки из термопластичной смолы типа А может быть смешан антиадгезив. Примеры применимого для смешивания антиадгезива включают полимерные микрочастицы, полученные методом эмульсионной полимеризации, дисперсионной полимеризации, суспензионной полимеризации, затравочной полимеризации и т.п.; неорганические микрочастицы двуокиси кремния, окиси алюминия, синтетического цеолита и т.п.; и амид жирной кислоты, такой как N,N'-этиленбисстеарамид, N,N'-этиленбисолеамид, эрукамид, олеамид, стеарамид и бегенамид. Предпочтительными из них являются полимерные микрочастицы и амид жирной кислоты, которые с меньшей вероятностью повреждают лицевую поверхность пленки из термопластичной смолы, наложенную на термосвариваемый слой при раскладывании пленки из термопластичной смолы. В качестве антиадгезива может использоваться вещество одного типа или сочетания из смеси веществ двух или более типов.
Доля добавляемого антиадгезива составляет предпочтительно 0,05% по весу или более, более предпочтительно 0,5% по весу или более, относительно общего содержания сухого вещества термосвариваемого слоя в целях обеспечения заданных характеристик антиадгезива. С другой стороны, доля добавляемого антиадгезива составляет предпочтительно 30% по весу или менее, более предпочтительно 20% по весу или менее, еще более предпочтительно 10% по весу или менее, относительно общего содержания сухого вещества термосвариваемого слоя в целях обеспечения прочности сцепления при сцеплении вплавляемой этикетки с пластмассовой емкостью.
Примеры способа добавления антиадгезива включают способ, в котором смешивают антиадгезив непосредственно с композицией термосвариваемого слоя на основе смолы, и способ, в котором получают маточную смесь путем смешивания антиадгезива в высокой концентрации с термопластичной смолой, совместимой с термопластичной смолой, используемой для термосвариваемого слоя, и затем смешивают маточную смесь с композицией термосвариваемого слоя на основе смолы.
При необходимости в термосвариваемый слой пленки из термопластичной смолы типа А могут включаться общеизвестные добавки, примеры которых приведены в описанном выше разделе "Промежуточный слой".
Доля добавок составляет предпочтительно 0,05% по весу или более, более предпочтительно 0,5% по весу или более относительно общего содержания сухого вещества термосвариваемого слоя в целях проявления заданных характеристик добавок. С другой стороны, доля добавок составляет предпочтительно 7,5% по весу или менее, более предпочтительно 5% по весу или менее, еще более предпочтительно 3% по весу или менее, относительно общего содержания сухого вещества термосвариваемого слоя в целях обеспечения прочности сцепления вплавляемой этикетки, формируемой из этой пленки из термопластичной смолы, с пластмассовой емкостью.
Способ изготовления пленки из термопластичной смолы типа А
Пленка из термопластичной смолы типа А может быть изготовлена способом, включающим стадию формирования, на которой формируют пленку из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок; стадию формирования на пленке первого слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок; стадию формирования на первом слое из смолы второго слоя из смолы, содержащего термопластичную смолу; и стадию растяжения слоистого материала, содержащего пленку, первый слой из смолы и второй слой из смолы, по меньшей мере, в направлении по одной оси. Следует отметить, что температура плавления термопластичной смолы, содержащейся в первом слое из смолы, является равной или меньшей, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы, а температура плавления термопластичной смолы, содержащейся во втором слое из смолы, является меньшей, чем температура плавления термопластичной смолы содержащейся в композиции несущего слоя на основе смолы. Кроме того, в пленке из термопластичной смолы, полученной этим способом, слой, сформированный из пленки, полученной путем формования композиции несущего слоя на основе смолы, соответствует "несущему слою", слой, сформированный из первого слоя из смолы, соответствует "промежуточному слою", а слой, сформированный из второго слоя из смолы, соответствует "термосвариваемому слою".
Исходные материалы, используемые в пленке, исходные материалы, используемые в первом слое из смолы, и исходные материалы, используемые во втором слое из смолы, пояснены при описании выше исходных материалов несущего слоя, исходных материалов промежуточного слоя, и исходных материалов термосвариваемого слоя, соответственно.
Следует отметить, что в этом способе изготовления пленки из термопластичной смолы исходные материалы выбирают таким образом, чтобы температура плавления термопластичной смолы, содержащейся в первом слое из смолы (промежуточном слое), была выше, чем температура плавления термопластичной смолы, содержащейся во втором слое из смолы (термосвариваемом слое), а стадия растяжения слоистого материала осуществлялась при температуре выше, чем температура плавления термопластичной смолы, содержащейся в термосвариваемом слое, и ниже, чем температура плавления термопластичной смолы, содержащейся в промежуточном слое, с целью формирования множества углублений на тыльной поверхности путем формирования микропустот в промежуточном слое и вплавления термопластичной смолы, содержащейся в термосвариваемом слое, в микропустоты. В результате, Rk и соотношение Rzjis/Rk поверхности термосвариваемого слоя можно легко регулировать в пределах, установленных в настоящем изобретении.
Методы формирования, наслаивания и растяжения пленки, используемые на каждой стадии, конкретно не ограничены, и могут по отдельности или в сочетании применяться различные общеизвестные компонентные технологии.
В качестве метода формирования пленки, может использоваться, например, литьевое формование, когда из композиции на основе смолы в расплавленном состоянии экструдируют лист через плоскощелевую, круглощелевую и т.п. головку для получения однослойной или многослойной пленки, соединенную с червячным экструдером, формование на каландре, валиковое профилирование, формование раздувом и т.п.
Формируемая при этом пленка имеет однослойную структуру, двухслойную структуру, многослойную структуру из трех или более слоев. Например, за счет использования многослойного несущего слоя становится возможным усиливать механические свойства пленки и придавать ей различные функции, такие как пригодность для печатания, сопротивление трению и пригодность для вторичной обработки.
Примеры метода наслаивания пленок включают сухое наслаивание и влажное наслаивание с использованием различных средств сцепления, наслаивание из расплава, экструзию многослойной пленки с использованием блока подачи и многошнековой головки (метод соэкструзии), экструзионное наслаивание с использованием множества головок, нанесение покрытия с использованием различных устройств для нанесения покрытий и т.п. Также может использоваться сочетание экструзии многослойной пленки и экструзионного наслаивания.
В качестве метода растяжения может использоваться растяжение в продольном направлении между двумя валиками с использованием различия в окружных скоростях группу валиков, растяжение в поперечном направлении с использованием сушильно-ширильной печи, последовательное двухосное растяжение путем сочетания двух предыдущих методов и т.п. Кроме того, может использоваться растяжение с применением нажимного валика, одновременное двухосное растяжение с применением сушильно-ширильной печи в сочетании с пантографом, одновременное двухосное растяжение с применением сушильно-ширильной печи в сочетании с линейным двигателем и т.п. Помимо этого, может использоваться одновременное двухосное растяжение (формование раздувом), когда из расплавленной смолы путем экструзии через круглую головку, соединенную с червячным экструдером, формируют рукав, а затем продувают через него воздух, и т.п.
Пленку из термопластичной смолы типа А растягивают, по меньшей мере, в направлении по одной оси после наслаивания промежуточного слоя (первого слоя из смолы) и термосвариваемого слоя (второго слоя из смолы). Возможны следующие сочетания направлений растяжения несущего слоя/промежуточного слоя/термосвариваемого слоя: двухосное/одноосное/одноосное, одноосное/двухосное/двухосное, двухосное/двухосное/одноосное или двухосное/двухосное/двухосное. Кроме того, каждый слой может подвергаться растяжению до его наслаивания, или растяжение может осуществляться сразу после наслаивания. Помимо этого, растяжение снова может осуществляться после наслаивания растянутых слоев.
Предпочтительными из перечисленных способов являются: способ, в котором формируют пленку путем наслаивания несущего слоя/промежуточного слоя/термосвариваемого слоя через головку для экструзии многослойной пленки, а затем растягивают в направлении по одной оси или двум осям, способ, в котором одновременно или последовательно наслаивают промежуточный слой и термосвариваемый слой на однослойную или многослойную нерастянутую пленку, служащую несущим слоем, а затем подвергают одноосному или двухосному растяжению, или способ, в котором одновременно или последовательно наслаивают промежуточный слой и термосвариваемый слой на однослойную или многослойную растянутую пленку, служащую несущим слоем, а затем подвергают одноосному или двухосному растяжению.
С точки зрения образования микропустот в промежуточном слое предпочтительно, чтобы температура растяжения пленки из термопластичной смолы типа А была равна или выше, чем температура стеклования термопластичной смолы, когда термопластичной смолой, используемой в промежуточном слое, является аморфная смола. Кроме того когда термопластичной смолой, используемой в промежуточном слое, является кристаллическая смола, температура растяжения предпочтительно равна или превышает температуру стеклования аморфной части термопластичной смолы и предпочтительно ниже, чем температура плавления кристаллической части. С другой стороны, с точки зрения вплавления термопластичной смолы, содержащейся в термосвариваемом слое, в микропустоты, предпочтительно, чтобы температура растяжения была выше, чем температура плавления кристаллической части термопластичной смолы, используемой в термосвариваемом слое. Например, когда термопластичной смолой, используемой в промежуточном слое, является гомополимер пропилена (с температурой стеклования приблизительно -20°С и температурой плавления 155-167°С), а термопластичной смолой, используемой в термосвариваемом слое, является полиэтилен высокой плотности (с температурой плавления 121-136°С), температура растяжения составляет предпочтительно 123-165°С.
Скорость растяжения пленки из термопластичной смолы типа А конкретно не ограничена; тем не менее, с точки зрения устойчивого растяжения и формирования пленки из термопластичной смолы предпочтительно, чтобы скорость растяжения составляла 20-350 м/мин. Кратность растяжения выбирают соответствующим образом с учетом характеристик растяжения термопластичной смолы, используемой в пленке из термопластичной смолы. Например, когда термопластичной смолой, используемой в пленке из термопластичной смолы, является гомополимер пропилена или его сополимер, если пленку из термопластичной смолы растягивают в одном направлении, кратность растяжения составляет предпочтительно приблизительно от 1,5 до 12 раз, более предпочтительно от 2 до 10 раз. Кроме того, в случае двухосного растяжения кратность растяжения составляет предпочтительно от 1,5 до 60 раз, более предпочтительно от 4 до 50 раз в пересчете на площадь поверхности.
В способе изготовления пленки из термопластичной смолы типа А может осуществляться стадия придания рельефа поверхности термосвариваемого слоя с целью регулирования поверхностных свойств термосвариваемой поверхности. Придание рельефа описано в разделе "Способ изготовления пленки из термопластичной смолы типа В".
Пленка из термопластичной смолы типа В
Пленка из термопластичной смолы типа В содержит, по меньшей мере, несущий слой, содержащий термопластичную смолу и термосвариваемый слой, содержащий термопластичную смолу, и имеет глубину сердцевины профиля Rk поверхности термосвариваемого слоя и соотношение Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk в пределах, заданных в настоящем изобретении, за счет придания рельефа поверхности термосвариваемого слоя.
Несущий слой
Несущий слой, содержащийся в пленке из термопластичной смолы типа В, служит опорой для термосвариваемого слоя пленки из термопластичной смолы и придает механическую прочность, жесткость, и т.п. пленке из термопластичной смолы. При использовании пленки из термопластичной смолы в качестве вплавляемой этикетки он придает упругость, требуемую во время печатания или вложения этикетки в пресс-форму, а также водостойкость, химическую стойкость, пригодность для печатания по мере необходимости, матовость, малый вес, антистатические свойства и т.п.
Несущий слой содержит термопластичную смолу. Смола, применимая в качестве термопластичной смолы, конкретно не ограничена; тем не менее, могут использоваться термопластичные смолы, примеры которых приведены в разделе "Термопластичная смола типа А". Из этих термопластичных смол предпочтительно использовать смолу на основе полиолефинов или смолу на основе сложных полиэфиров, более предпочтительно использовать смолу на основе полиолефинов. Может использоваться смола одного типа или сочетания из смеси смол двух или более типов.
С точки зрения способности к пленкообразованию содержание термопластичной смолы в несущем слое составляет предпочтительно 30% по весу или более, более предпочтительно 45% по весу или более, еще более предпочтительно 60% по весу или более относительно общего содержания сухого вещества несущего слоя. Кроме того, верхний предел ее содержания может составлять 100% по весу. Пленка из термопластичной смолы типа В может применяться в качестве прозрачной пленки из термопластичной смолы за счет выбора относительно высокого содержания термопластичной смолы в несущем слое. С точки зрения придания белизны и матовости, а также снижения веса пленки из термопластичной смолы содержание термопластичной смолы в несущем слое составляет предпочтительно 90% по весу или менее, более предпочтительно 85% по весу или менее, еще более предпочтительно 80% по весу или менее.
Несущий слой может также содержать тонкоизмельченный наполнитель, такой как неорганический тонкоизмельченный порошок, и органический наполнитель.
Примеры тонкоизмельченного наполнителя включают описанные в разделе "Промежуточный слой" тонкоизмельченные наполнители, содержащиеся в пленке из термопластичной смолы типа А. Предпочтительными с точки зрения улучшения способности образовывать пустоты и снижения стоимости из них являются тяжелый карбонат кальция, легкий карбонат кальция, терракота и тальк. Кроме того, предпочтительной с точки зрения придания белизны и матовости вплавляемой этикетке является окись титана.
Что касается среднего размера частиц неорганического тонкоизмельченного порошка и среднего размера частиц дисперсной фазы органического наполнителя, эти термины пояснены в разделе "Промежуточный слой" пленки из термопластичной смолы типа А.
Несущий слой может иметь слой, выполняющий другую функцию, и может иметь многослойную структуру. Примеры такого слоя, выполняющего другую функцию, включают слой низкой плотности для придания белизны, матовости и снижения веса, плотно прилегающий слой для предотвращения попадания посторонних веществ в процессе экструзии или для увеличения сцепления с промежуточным слоем, применимый для печатания слой, который обладает отличными характеристиками закрепления печатной краски и находится на лицевой поверхности пленки из термопластичной смолы, и т.п.
Термосвариваемый слой
Термосвариваемым слоем является слой, который содержит термопластичную смолу в качестве основного компонента и находится на одной поверхности несущего слоя (тыльной поверхности). Термосвариваемый слой действует как средство сцепления пленки из термопластичной смолы и другой смолы. Термопластичная смола, содержащаяся в термосвариваемом слое, имеет температуру плавления ниже, чем температура плавления термопластичной смолы, содержащейся в несущем слое. Температура плавления термопластичной смолы, содержащейся в термосвариваемом слое предпочтительно ниже температуры плавления термопластичной смолы, содержащейся в несущем слое, по меньшей мере, на 10°С, более предпочтительно, по меньшей мере, на 20°С, еще более предпочтительно, по меньшей мере, на 30°С.
Термопластичная смола, применимая в термосвариваемом слое, описана в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
Предпочтительными из этих смол являются этиленовый сополимер, полученный путем сополимеризации с использованием полиэтилена низкой плотности, полиэтилен низкой плотности с неразветвленной цепью, сополимер этилена и винилацетата и металлоценовый катализатор.
В качестве термопластичной смолы термосвариваемого слоя может использоваться смола одного типа или сочетания из смеси смол двух или более типов.
С точки зрения усиления сцепления содержание термопластичной смолы в термосвариваемом слое составляет предпочтительно 50% по весу или более, более предпочтительно 65% по весу или более, еще более предпочтительно 80% по весу или более, с точки зрения, относительно общего содержания сухого вещества. Кроме того, на долю термопластичной смолы может приходиться все содержание сухого вещества в термосвариваемом слое.
С термосвариваемым слоем пленки из термопластичной смолы типа В может быть смешан антистатик в количестве, не влияющем на характеристики термосваривания в том, что касается подачи/выдачи печатной бумаги и обращения. Тип, добавляемое количество и способ добавления антистатика, применимого для смешивания с термосвариваемым слоем, описаны в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
С термосвариваемым слоем пленки из термопластичной смолы типа В может быть смешан антиадгезив. Тип, добавляемое количество и способ добавления антиадгезива, применимого для смешивания с термосвариваемым слоем, описаны в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
С термосвариваемым слоем, содержащимся в пленке из термопластичной смолы типа В, могут быть смешаны различные общеизвестные добавки. Тип, добавляемое количество и способ добавления добавок, применимых для смешивания с термосвариваемым слоем, описаны в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
Способ изготовления пленки из термопластичной смолы типа В
Пленка из термопластичной смолы типа В может быть изготовлена способом, включающим стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок; стадию формирования на пленке слоя из смолы, содержащего термопластичную смолу; стадию растяжения пленки, по меньшей мере, в направлении по одной оси по мере необходимости для получения растянутой пленки; и стадию придания рельефа путем придания рельефа поверхности слоя из смолы. Стадия растяжения может осуществляться между стадией формирования пленки и стадией формирования слоя из смолы, между стадией формирования слоя из смолы и стадией придания рельефа и после стадии придания рельефа.
Следует отметить, что термопластичная смола, содержащаяся в слое и смолы, имеет температуру плавления ниже, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы. Кроме того, в пленке из термопластичной смолы, получаемой этим способом, слой, сформированный из пленки, полученной путем формования композиции несущего слоя на основе смолы, соответствует "несущему слою", а слой, сформированный из слоя из смолы, соответствует "термосвариваемому слою".
Пояснения в отношении исходных материалов, используемых в пленке, и исходных материалов, используемых в слое из смолы, приведены выше при описании исходных материалов несущего слоя и исходных материалов термосвариваемого слоя, соответственно.
При использовании традиционных технологий высота неровностей профиля тыльной поверхности по десяти точкам (Rzjis) согласно Приложению 1 к Японскому стандарту JIS В0601:2013 составляет предпочтительно 3-30 мкм. Тем не менее при использовании пленки из термопластичной смолы с Rzjis в этом интервале в технологи вплавления из пространства между пленкой из термопластичной смолы и формовочной смолой выпускается недостаточное количества воздуха, и происходит вздутие. В настоящем изобретении применяется придание рельефа, посредством которого Rk и соотношение Rzjis/Rk регулируются в конкретных пределах.
Пленку, служащую несущим слоем, получают путем формирования желаемой пленки из термопластичной смолы или композиции на основе термопластичной смолы. Несущим слоем может являться пленка, сформированная путем необязательного смешивания тонкоизмельченных наполнителей, общеизвестных добавок и т.п. с термопластичной смолой, как описано выше.
В качестве способа формирования пленки, служащей несущим слоем, могут по отдельности или в сочетании применяться различные общеизвестные компонентные технологии, при этом способ формирования конкретно не ограничен.
В качестве метода формирования пленки, может использоваться, например, литьевое формование, когда из композиции на основе смолы в расплавленном состоянии экструдируют лист через плоскощелевую, круглощелевую и т.п. головку для получения однослойной или многослойной пленки, соединенную с червячным экструдером, формование на каландре, валиковое профилирование, формование раздувом и т.п.
Формируемая при этом пленка имеет однослойную структуру, двухслойную структуру, многослойную структуру из трех или более слоев. Например, за счет использования многослойного несущего слоя становится возможным усилить механические свойства пленки и придать ей различные функции, такие как пригодность для печатания, сопротивление трению и пригодность для вторичной обработки.
Примеры метода наслаивания пленки (слоя из смолы) включают сухое наслаивание и влажное наслаивание с использованием различных средств сцепления, наслаивание из расплава, экструзию многослойной пленки с использованием блока подачи и многошнековой головки (метод соэкструзии), экструзионное наслаивание с использованием множества головок, нанесение покрытия с использованием различных устройств для нанесения покрытий и т.п. Также может использоваться сочетание экструзии многослойной пленки и экструзионного наслаивания.
В качестве метода растяжения может использоваться растяжение в продольном направлении между двумя валиками с использованием различия в окружных скоростях группу валиков, растяжение в поперечном направлении с использованием сушильно-ширильной печи, последовательное двухосное растяжение путем сочетания двух предыдущих методов и т.п. Кроме того, может использоваться растяжение с применением нажимного валика, одновременное двухосное растяжение с применением ширильной рамы в сочетании с пантографом, одновременное двухосное растяжение с применением ширильной рамы в сочетании с линейным двигателем и т.п. Помимо этого, может использоваться растяжение с применением нажимного валика, одновременное двухосное растяжение с применением сушильно-ширильной печи в сочетании с пантографом, одновременное двухосное растяжение с применением сушильно-ширильной печи в сочетании с линейным двигателем и т.п. К тому же может использоваться одновременное двухосное растяжение (формование раздувом), когда из расплавленной смолы путем экструзии через круглую головку, соединенную с червячным экструдером, формируют рукав, а затем продувают через него воздух, и т.п.
Когда пленка, служащая несущим слоем, состоит из множества слоев, с точки зрения высокой механической прочности и однородной толщины предпочтительно, чтобы, по меньшей мере, один из слоев был растянут, по меньшей мере, в направлении по одной оси. Сочетания направлений растяжения слоев пленки, служащей несущий слой выбирают из одноосного/одноосного, одноосного/двухосного, двухосного/одноосного, одноосного/одноосного/двухосного, одноосного/двухосного/одноосного, двухосного/одноосного/одноосного, одноосного/двухосного/двухосного, двухосного/двухосного/одноосного, двухосного/двухосного/двухосного, и т.п. Когда растягивают множество слоев, каждый слой может подвергаться растяжению до его наслаивания, или растяжение может осуществляться сразу после наслаивания. Помимо этого, растяжение снова может осуществляться после наслаивания растянутых слоев.
Температура растяжения, скорость растяжения и кратность растяжения конкретно не ограничены при условии, что растяжение осуществляется в соответствующих условиях для термопластичной смолы, содержащейся в пленке, служащей несущим слоем. Например, когда термопластичной смолой является гомополимер пропилена (с температурой плавления 155-167°С), температура растяжения составляет предпочтительно от 100°С до 166°С, а когда термопластичной смолой является полиэтилен высокой плотности (с температурой плавления 121-136°С), температура растяжения составляет предпочтительно от 70°С до 135°С. Скорость растяжения составляет предпочтительно 20-350 м/мин. Например, когда термопластичной смолой является гомополимер пропилена или его сополимера, при растяжении пленки в одном направлении, кратность растяжения составляет предпочтительно приблизительно от 1,5 до 12 раз. В случае двухосного растяжения кратность растяжения составляет предпочтительно от 1,5 до 60 раз в пересчете на площадь поверхности.
Примеры способов придания рельефа поверхности (термосвариваемой поверхности) слоя из смолы, служащего термосвариваемым слоем, при изготовлении пленки из термопластичной смолы типа В включают способ, в котором формируют поверхность слоя из смолы с использованием снабженного рельефом охлаждающего барабана одновременно с наслаиванием слоя из смолы на растянутую пленку, и способ, в котором формируют рельеф путем наслаивания слоя из смолы на растянутую пленку, и затем снова нагревают поверхность слоя из смолы.
С точки зрения количества выпускаемого воздуха с тыльной поверхности, предпочтительно, чтобы линейная плотность рельефа охлаждающего барабана составляла 20 линий на дюйм или более, более предпочтительно 30 линий или более, еще более предпочтительно 50 линий или более. Кроме того, поскольку менее вероятно, что рельеф появится на запечатанной поверхности, линейная плотность составляет предпочтительно 1500 линий или менее, более предпочтительно 1200 линий или менее, еще более предпочтительно 1000 линий или менее. Кроме того, с точки зрения эффективного выпуска воздуха из пространства между термосвариваемой поверхностью пленки из термопластичной смолы и формовочной смолой в процессе вплавления этикеток предпочтительно, чтобы глубина рельефа составляла 5 мкм или более, более предпочтительно 10 мкм или более, еще более предпочтительно 15 мкм или более. С другой стороны, в целях обеспечения площади контакта термосвариваемой поверхности пленки из термопластичной смолы и смолой до формования предпочтительно, чтобы глубина рельефа составляла 50 мкм или менее, более предпочтительно 30 мкм или менее, еще более предпочтительно 25 мкм или менее.
Кроме того, после придания рельефа слою из смолы, служащему термосвариваемым слоем, может осуществляться тепловое растяжение. Тем не менее, когда после придания рельефа не осуществляют тепловое растяжение, чтобы легко регулировать Rk и соотношение Rzjis/Rk термосвариваемого слоя в описанных выше пределах, предпочтительно выбирают большое число линий в описанных выше пределах для рельефно-формовочного валика, и предпочтительно выбирают большую глубину рельефа в описанных выше пределах.
Кроме того, хотя при постоянной величине Rk может осуществляться придание вогнутого рельефа термосвариваемому слою, с точки зрения получения относительно высокого соотношения Rzjis/Rk и простоты регулирования соотношения Rzjis/Rk в описанных выше пределах термосвариваемому слою предпочтительно придают выпуклый рельеф.
Пленка из термопластичной смолы типа С
Пленка из термопластичной смолы типа С содержит, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу, и имеет глубину сердцевины профиля Rk поверхности термосвариваемого слоя и соотношение Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk, отрегулированное в пределах, заданных в настоящем изобретении, за счет применения конкретной композиции термосвариваемого слоя. Следует отметить, что предпочтительные пределы и конкретные примеры несущего слоя, содержащего термопластичную смолу, и компонентов, образующих несущий слой, являются такими же, как и случае несущего слоя пленки из термопластичной смолы типа В. Аналогично пленке из термопластичной смолы типа В пленка из термопластичной смолы типа С также может применяться в качестве прозрачной пленки из термопластичной смолы при выборе относительно высокого содержания термопластичной смолы в несущем слое.
Термосвариваемый слой
Термосвариваемым слоем является слой, который содержит термопластичную смолу в качестве основного компонента и который находится на одной поверхности несущего слоя (тыльной поверхности). Термосвариваемый слой действует как средство сцепления пленки из термопластичной смолы и другой смолы. Термопластичная смола, содержащаяся в термосвариваемом слоем, имеет температуру плавления ниже, чем температура плавления термопластичной смолы, содержащейся в несущем слое.
Температура плавления термопластичной смолы, содержащейся в термосвариваемом слое, предпочтительно ниже, чем температура плавления термопластичной смолы, содержащейся в несущем слое, по меньшей мере, на 10°С, более предпочтительно, по меньшей мере, на 20°С, еще более предпочтительно, по меньшей мере, на 30°С.
Примеры термосвариваемого слоя пленки из термопластичной смолы типа С включают (i) термосвариваемый слой, содержащий термопластичную смолу тонкоизмельченный наполнитель, и (ii) термосвариваемый слой, содержащий, несовместимые друг с другом термопластичные смолы, по меньшей мере, двух типов.
Эти термосвариваемые слои описаны далее.
(i) Термосвариваемый слой, содержащий термопластичную смолу и тонкоизмельченный наполнитель
Термопластичные смолы, применимые в этом термосвариваемом слое, описаны в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
Из них предпочтительными являются полиэтилен низкой плотности, полиэтилен низкой плотности с неразветвленной цепью, сополимер этилена и винилацетата и этиленовый сополимера, полученный путем сополимеризации с использованием металлоценового катализатора.
В качестве термопластичной смолы, используемой в термосвариваемом слое, может использоваться смола одного типа или сочетания из смеси смол двух или более типов.
Термосвариваемый слой содержит тонкоизмельченные наполнители, такие как неорганический тонкоизмельченный порошок и органический наполнитель для придания углублений и выпуклостей его поверхности. Тип тонкоизмельченного наполнителя конкретно не ограничен при условии, что он способен придавать углубления и выпуклости термосвариваемому слою. Его конкретные примеры включают наполнители тех же типов, которые описаны в разделе "Промежуточный слой" пленки из термопластичной смолы типа А. С точки зрения способности образовывать углубления и выпуклости и низкой стоимости предпочтительными в качестве неорганического тонкоизмельченного порошка являются тяжелый карбонат кальция, легкий карбонат кальция, окись алюминия, двуокись кремния, цеолит и окись титана. В качестве органического наполнителя могут использоваться любые органические наполнители, примеры которых приведены в описанном выше разделе "Промежуточный слой", поскольку соотношение большой оси и малой оси (соотношение размеров) могут устанавливаться относительно легко. В качестве неорганического тонкоизмельченного порошка и органического наполнителя может использоваться смола одного типа или сочетания из смеси смол двух или более типов. При сочетании смол двух или более типов может использоваться сочетание неорганического тонкоизмельченного порошка и органического наполнителя; тем не менее предпочтительно использовать только неорганический тонкоизмельченный порошок или только органический наполнитель.
В качестве тонкоизмельченного наполнителя предпочтительно используют сочетание тонкоизмельченного наполнителя с соотношением размеров от 1 до 1,5 и тонкоизмельченный наполнитель с соотношением размеров от более 1,5 до 10 или менее. При использовании в качестве тонкоизмельченного наполнителя только тонкоизмельченного наполнителя с соотношением размеров от 1 до 1,5 увеличение Rzjis является более значительным, чем увеличение Rk, и соотношение Rzjis/Rk имеет тенденцию увеличиваться. С другой стороны, при использовании в качестве тонкоизмельченного наполнителя только тонкоизмельченного наполнителя с соотношением размеров от более 1,5 до 10 или менее увеличение Rk является более значительным, чем увеличение Rzjis, и соотношение Rzjis/Rk имеет тенденцию уменьшаться. За счет применения в качестве тонкоизмельченного наполнителя сочетания тонкоизмельченного наполнителя с соотношением размеров от 1 до 1,5 и тонкоизмельченного наполнителя с соотношением размеров от более 1,5 до 10 или менее соотношение Rzjis/Rk можно легко регулировать в заданных пределах согласно настоящему изобретению. Следует отметить, что при использовании в качестве тонкоизмельченного наполнителя тонкоизмельченного наполнителя с соотношением размеров более 10 менее вероятно увеличение Rk, а также Rzjis.
Используемый в настоящем изобретении термин "соотношение размеров" означает величину, полученную путем дискреционного выбора 20 частиц, которые находятся вблизи центра наблюдаемой области, методом анализа изображений с использованием сканирующей электронной микроскопии, деления большой оси каждой частицы на ее малую ось, а затем сложения величин, полученных для 20 частиц, и их усреднения.
Примеры предлагаемого на рынке неорганического тонкоизмельченного порошка с соотношением размеров от 1 до 1,5 включают Cube 50KAS (производства компании Bihoku Funka Kogyo Co., Ltd.), а примеры предлагаемого на рынке неорганического тонкоизмельченного порошка с соотношением размеров от более 1,5 до 10 или менее включают Softon #1800, Softon #1000, BF100 и BF200 (во всех случаях производства компании Bihoku Funka Kogyo Co., Ltd.).
С точки зрения регулирования Rk в заданных пределах предпочтительно, чтобы доля добавляемого тонкоизмельченного наполнителя составляла 15% по весу или более, более предпочтительно 20% по весу или более, относительно общего содержания сухого вещества термосвариваемого слоя. С другой стороны, точки зрения прочности сцепления вплавляемой этикетки с пластмассовой емкостью предпочтительно, чтобы доля добавляемого тонкоизмельченного наполнителя составляла 60% по весу или менее, более предпочтительно 50% по весу или менее относительно общего содержания сухого вещества термосвариваемого слоя. Следует отметить, что при использовании неорганического тонкоизмельченного порошок вместе с органическим наполнителем количество каждого из них предпочтительно регулируют таким образом, чтобы их общее количество находилось в описанных выше пределах.
С точки зрения простоты смешивания с термопластичной смолой предпочтительно, чтобы средний размер частиц неорганического тонкоизмельченного порошка и средний размер частиц дисперсной фазы органического наполнителя составлял от 1 мкм до 10 мкм. Кроме того, с точки зрения регулирования Rk и соотношения Rzjis/Rk в заданных пределах более предпочтительно, чтобы средний размер частиц неорганического тонкоизмельченного порошка и средний размер частиц дисперсной фазы органического наполнителя составлял от 2 мкм до 7 мкм, еще более предпочтительно от 3 мкм до 6 мкм. Кроме того, с точки зрения предотвращения осыпания неорганического тонкоизмельченного порошка и органического наполнителя с термосвариваемого слоя и регулирования Rk и соотношения Rzjis/Rk в заданных пределах предпочтительно, чтобы средний размер частиц неорганического тонкоизмельченного порошка и средний размер частиц дисперсной фазы органического наполнителя составлял от 50% до 1000%, более предпочтительно от 100% до 500% относительно толщины термосвариваемого слоя пленки из термопластичной смолы типа С. Следует отметить, что определения терминов "средний размер частиц неорганического тонкоизмельченного порошка" и "средний размер частиц дисперсной фазы органического наполнителя" даны выше в разделе "Промежуточный слой" пленки из термопластичной смолы типа А.
(ii) Термосвариваемый слой, содержащий несовместимые друг с другом термопластичные смолы, по меньшей мере, двух типов Далее описан термосвариваемый слой, содержащий несовместимые друг с другом термопластичные смолы, по меньшей мере, двух типов.
Термосвариваемый слой содержит несовместимые друг с другом термопластичные смолы, по меньшей мере, двух типов для формирования углублений и выпуклостей на поверхности термосвариваемого слоя. После смешивания, плавления путем нагрева, а затем отверждения путем охлаждения несовместимых друг с другом термопластичных смол, по меньшей мере, двух типов вследствие различий в тепловой усадке термопластичных смол в процессе отверждения путем охлаждения спонтанно образуются поверхности с углублениями и выпуклостями. Посредством этих механизмов образуются углубления и выпуклости на поверхности термосвариваемого слоя, что позволяет легко регулировать Rk и соотношение Rzjis/Rk в пределах, установленных в настоящем изобретении.
Следует отметить, что термин "несовместимые друг с другом" означает сочетание, при котором каждая термопластичная смола имеет максимальную температуру плавления, которая выглядит как изолированный пик при дифференциальной сканирующей калориметрии (DSC) смеси термопластичных смол.
Сочетанием этих несовместимых друг с другом термопластичных смол, по меньшей мере, двух типов может являться сочетание несовместимых друг с другом термопластичных смол, по меньшей мере, двух типов или сочетание несовместимых друг с другом термопластичных смол трех или более типов. В случае сочетания несовместимых друг с другом термопластичных смол трех или более типов каждая термопластичная смола должна быть несовместима с остальными термопластичными смолами, по меньшей мере, одного типа, при этом каждая термопластичная смола необязательно должна быть несовместима со всеми остальными термопластичными смолами.
В случае этиленовой смолы, такой как полиэтилены высокой плотности, полиэтилены средней плотности, полиэтилены низкой плотности и полиэтилены низкой плотности с неразветвленной цепью, примеры сочетания несовместимых друг с другом термопластичных смол включают сочетание гомополимера пропилена, статистического сополимера (пропилена и этилена) и т.п. В случае сополимеров этилена, таких как сополимеры этилена и винилацетата, сополимеры этилена и (мет)акрилата, сополимеры этиленалкила и (мет)акрилата и сополимеры этилен и α-олефина, их примеры включают сочетание с гомополимером пропилена и т.п.
Следует отметить, что термопластичная смола термосвариваемого слоя может состоять только из несовместимых друг с другом термопластичных смол или может дополнительно включать термопластичную смолу, совместимую со всеми термопластичными смолами (совместимую смолу) помимо несовместимых друг с другом термопластичных смол. Тем не менее, содержание совместимой смолы является предпочтительно меньшим, чем содержание несовместимых друг с другом термопластичных смол. Термопластичная смола в качестве совместимой смолы может быть выбрана, например, из термопластичных смол, примеры которых приведены в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
Кроме того, из несовместимых друг с другом термопластичных смол этого термосвариваемого слоя термопластичная смола(-ы), содержание (в % по весу) которой в пересчете на общий вес термопластичных смол, содержащихся в термосвариваемом слое, не является наибольшим, иметь температуру плавления, равную или выше, чем температура плавления термопластичной смолы, содержащейся в несущем слое.
Несовместимые друг с другом термопластичные смолы из термопластичных смол, содержащихся в термосвариваемом слое, являются предпочтительно компонентом с наибольшим содержанием и компонентом со вторым наибольшим содержанием (в % по весу) в пересчете на общий вес термопластичных смол, содержащихся в термосвариваемом слое. В результате, можно легко регулировать Rk и соотношение Rzjis/Rk термосвариваемого слоя в заданных пределах. Далее в описании, когда компонент термопластичной смолы с наибольшим содержанием и компонент термопластичной смолы со вторым наибольшим содержанием несовместимы друг с другом, компонент с наибольшим содержанием именуется компонентом (А), а компонент со вторым наибольшим содержанием именуется компонентом (В).
С точки зрения регулирования Rk и соотношения Rzjis/Rk в заданных пределах предпочтительно, чтобы соотношение содержания компонента (А) и содержания компонента (В) составляло от 80/20 до 55/45, более предпочтительно от 30/70 до 55/45, еще более предпочтительно от 40/60 до 55/45.
С точки зрения регулирования Rk и соотношения Rzjis/Rk в заданных пределах предпочтительно, чтобы температура плавления компонента (В) была выше, чем температура плавления компонента (А), более предпочтительно, чтобы разность температуры плавления компонента (В) и температуры плавления компонента (А) составляла 20-110°С, еще более предпочтительно 40-90°С. В частности, температура плавления компонента (А) составляет предпочтительно 60-140°С, еще более предпочтительно 70-120°С. Кроме того, температура плавления компонента (В) составляет предпочтительно 100-200°С, еще более предпочтительно 120-180°С.
Сочетание компонента (А) и компонента (В) может быть соответствующим образом выбрано из описанного выше "сочетания несовместимых друг с другом термопластичных смол". Например, когда компонентом (А) является полиэтилен низкой плотности с неразветвленной цепью, а компонентом (В) является гомополимер пропилена, увеличение Rzjis является более значительным, чем увеличение Rk, и соотношение Rzjis/Rk имеет тенденцию увеличиваться. Кроме того, когда компонентом
(A) является полиэтилен низкой плотности с неразветвленной цепью, а компонентом
(B) является статистический сополимер (пропилена и этилена), увеличение Rk является более значительным, чем увеличение Rzjis, и соотношение Rzjis/Rk имеет тенденцию уменьшаться. Компонент (А) и компонент (В) выбирают предпочтительно с учетом этих тенденций.
Термосвариваемый слой, содержащий несовместимые друг с другом термопластичные смолы, по меньшей мере, двух типов, может дополнительно содержать тонкоизмельченный наполнитель, такой как неорганический тонкоизмельченный порошок и органический наполнитель. Это является предпочтительным, поскольку можно легко регулировать Rk и соотношение Rzjis/Rk в заданных пределах.
Например, когда компонентом (А) является полиэтилен низкой плотности с неразветвленной цепью, а компонентом (В) является статистический сополимер (пропилена и этилена), тонкоизмельченный наполнитель с соотношением размеров от 1 до 1,5 добавляют предпочтительно в количестве 0,5-5% по весу, более предпочтительно 0,8-3% по весу относительно общего содержания сухого вещества термосвариваемого слоя. При сочетании компонента (А), компонента (В) и тонкоизмельченного наполнителя с соотношением размеров от 1 до 1,5, Rk увеличивается, а соотношение Rzjis/Rk также имеет тенденцию увеличиваться по сравнению со случаем, когда термосвариваемый слой, содержащий компонент (А) и компонент (В), не содержит тонкоизмельченного наполнителя, или случаем, когда термосвариваемый слой содержит тонкоизмельченный наполнитель с соотношением размеров от 1 до 1,5, но не содержит сочетания компонента (А) и компонента (В). В результате, может достигаться значительный эффект, недостижимый только за счет использования несовместимых друг с другом термопластичных смол, по меньшей мере, двух типов, таких как компонент (А) и компонент (В), или добавления тонкоизмельченного наполнителя с соотношением размеров от 1 до 1,5.
Кроме того, когда компонентом (А) является полиэтилен низкой плотности с неразветвленной цепью, а компонентом (В) является статистический сополимер (пропилена и этилена), тонкоизмельченный наполнитель с соотношением размеров от более 1,5 до 10 или менее добавляют предпочтительно в количестве 10-35% по весу, более предпочтительно 15-30% по весу относительно общего содержания сухого вещества термосвариваемого слоя.
С термосвариваемым слоем, содержащимся в пленке из термопластичной смолы типа С, могут смешиваться различные общеизвестные добавки. Тип, добавляемое количество и способы включения добавок, применимых для смешивания с термосвариваемым слоем, описаны в разделе "Термосвариваемый слой" пленки из термопластичной смолы типа А.
Способ изготовления пленки из термопластичной смолы типа С
Пленка из термопластичной смолы типа С может быть получена способом, включающим стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок; стадию формирования на пленке слоя из смолы, содержащего термопластичную смолу; и стадию растяжения пленки, по меньшей мере, в направлении по одной оси по мере необходимости для получения растянутой пленки. Следует отметить, что температура плавления термопластичной смолы компонента (А), содержащегося в слое из смолы, является меньшей, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы. Кроме того, в пленке из термопластичной смолы, полученной этим способом, слой, сформированный из пленки, полученной путем формирования композиции несущего слоя на основе смолы, соответствует "несущему слою", а слой, сформированный из слоя из смолы, соответствует "термосвариваемому слою".
При формировании термосвариваемого слоя, содержащего тонкоизмельченный наполнитель, формируют слой из смолы путем использования композиции на основе смолы, содержащей термопластичную смолу и тонкоизмельченный наполнитель. При формировании термосвариваемого слоя из несовместимых друг с другом термопластичных смол, по меньшей мере, двух типов в качестве термопластичной смолы слоя из смолы используют термопластичную смолу, содержащую несовместимые друг с другом термопластичные смолы, по меньшей мере, двух типов. Пояснения в отношении исходных материалов, используемых в пленке, и исходных материалов, используемых в слое из смолы, приведены при описании выше исходных материалов несущего слоя и исходных материалов термосвариваемого слоя, соответственно. В качества термопластичной смолы слоя из смолы, предпочтительно используется вещество, соответствующее компоненту (А) и компоненту (В), которые описаны выше.
При использовании традиционных технологий высота неровностей профиля тыльной поверхности по десяти точкам (Rzjis) согласно Приложению 1 к Японскому стандарту JIS В0601:2013 составляет предпочтительно 3-30 мкм. Тем не менее, при использовании пленки из термопластичной смолы с Rzjis в этом интервале в технологи вплавления, из пространства между пленкой из термопластичной смолы и формовочной смолой выпускается недостаточное количества воздуха, и в некоторых случаях происходит вздутие. В настоящем изобретении применяется такая композиция термосвариваемого слоя, при которой Rk и соотношение Rzjis/Rk регулируются в конкретных пределах.
Пояснения в отношении способа формирования пленки, служащей несущим слоем, и метода наслаивания пленки (слоя из смолы) приведены выше в разделе "Способ изготовления пленки из термопластичной смолы типа В".
Когда при изготовлении пленки из термопластичной смолы типа С тонкоизмельченный наполнитель смешивают с термопластичной смолой с целью формирования углублений и выпуклостей на поверхности термосвариваемого слоя, растяжение осуществляют предпочтительно после наслаивания слоя из смолы, служащего термосвариваемым слоем. За счет растяжения форма тонкоизмельченного наполнителя легко переносится на поверхность слоя из смолы, служащего термосвариваемым слоем (термосвариваемой поверхностью). Кроме того, в случае растяжения слоя из смолы легче регулировать Rk и соотношение Rzjis/Rk в конкретных пределах, чем в случае, когда растяжение не осуществляется, даже при небольшом количестве тонкоизмельченного наполнителя, и обеспечивается предотвращение снижения прочности сцепления вплавляемой этикетки с пластмассовой емкостью.
Пояснения в отношении способа формирования пленки, служащей несущим слоем, температуры, скорости, кратности и метода растяжения пленки (слоя из смолы) приведены выше в разделе "Способ изготовления пленки из термопластичной смолы типа В".
Аналогичным образом, когда термопластичная смола, содержащаяся в термосвариваемом слое, представляет собой сочетание двух или более компонентов, которыми являются несовместимые смолы, растяжение осуществляют предпочтительно после наслаивания слоя из смолы, служащего термосвариваемым слоем, хотя поверхность с углублениями и выпуклостями может спонтанно формироваться даже без растяжения. За счет растяжения на поверхности слоя из смолы, служащего термосвариваемым слоем (термосвариваемой поверхности), имеют тенденцию формироваться более выраженные и углубления и выпуклости. Поскольку при этом компонент (В) образует "острова" в структуре "острова в море", предпочтительно, чтобы температура растяжения была выше, чем температура плавления компонента (А), и ниже, чем температура плавления компонента (В).
Физические свойства пленки из термопластичной смолы
Толщина
Толщину пленки из термопластичной смолы измеряют согласно Японскому стандарту JIS K7130:1999 "Plastics - Film and sheeting - Determination of thickness". При использовании пленки из термопластичной смолы во вплавляемой этикетке предпочтительно, чтобы ее толщина составляла 30 мкм или более, более предпочтительно 40 мкм или более, еще более предпочтительно 50 мкм или более в целях предотвращения проблем во время печатания или вложения этикетки в пресс-форму, что придает достаточную упругость вплавляемой этикетке. Кроме того, с точки зрения сопротивления удару при падении большой емкости в виде бутылки предпочтительно, чтобы толщина пленки из термопластичной смолы составляла 200 мкм или менее, более предпочтительно 150 мкм или менее, более предпочтительно 100 мкм или менее.
Плотность
Плотность пленки из термопластичной смолы определяют как величину, полученную путем деления веса основания, измеренного согласно Японскому стандарту JIS Р8124:2011 "Paper and board - Determination of grammage", на толщину пленки из термопластичной смолы. Способ измерения толщины пленки из термопластичной смолы описан выше в разделе "Толщина".
При использовании пленки из термопластичной смолы во вплавляемой этикетке предпочтительно, чтобы плотность пленки из термопластичной смолы составляла 0,6 г/см3 или более, более предпочтительно 0,65 г/см3 или более, еще более предпочтительно 0,7 г/см3 или более в целях предотвращения проблем во время печатания или вложения этикетки в пресс-форму, что придает достаточную упругость вплавляемой этикетке. С точки зрения снижения веса вплавляемой этикетки предпочтительно, чтобы плотность пленки из термопластичной смолы составляла 0,95 г/см3 или менее, более предпочтительно 0,9 г/см3 или менее, еще более предпочтительно 0,85 г/см3 или менее. При использовании пленки из термопластичной смолы в качестве вплавляемой этикетки после формования этикетка может иметь ноздреватый внешний вид; тем не менее, если ноздреватость не требуется как конструктивная особенность, следует выбирать пленку из термопластичной смолы с относительно высокой плотностью в описанных выше пределах (0,8 г/см3 или более), а, если ноздреватость требуется как конструктивная особенность, следует выбирать пленку из термопластичной смолы с относительно низкой плотностью в описанных выше пределах (менее 0,8 г/см3).
Поверхностное удельное сопротивление
Поверхностное удельное сопротивление измеряют с помощью электродов методов двойных колец согласно Японскому стандарту JIS K-6911:1995 "Testing methods for thermosetting plastics" при температуре 23°C и относительной влажности 50%.
Поверхностное удельное сопротивление поверхности (лицевой поверхности) со стороны, противоположной поверхности термосвариваемого слоя пленки из термопластичной смолы, составляет предпочтительно 1×108 Ом или более, более предпочтительно 5×108 Ом или более, еще более предпочтительно 1×109 Ом или более. Кроме того, поверхностное удельное сопротивление лицевой поверхности пленки из термопластичной смолы составляет предпочтительно 1×1012 Ом или менее, более предпочтительно 5×1011 Ом или менее, еще более предпочтительно 1×1011 Ом или менее. В результате, подавляется подача двух или более листов плени или этикеток, которые уложены штабелем друг на друга во время печатания на пленке из термопластичной смолы, изготовления или вплавлении этикеток, а также снижается вероятность падения этикеток во время их подачи в пресс-форму для вплавления с использованием заряженного вкладочного устройства.
Вплавляемая этикетка
Вплавляемая этикетка согласно настоящему изобретению содержит пленку из термопластичной смолы согласно настоящему изобретению. Пояснения в отношении пленки из термопластичной смолы приведены выше в разделе "Пленка из термопластичной смолы".
Печатание
На лицевой поверхности вплавляемой этикетки согласно настоящему изобретению, может быть указан, например, штриховой код, имя изготовителя, дилера, символы, фирменное название, способ применения, и т.п. В этом случае лицевой поверхности пленки из термопластичной смолы, используемой во вплавляемой этикетке, предпочтительно придают пригодность для печатания. Примеры соответствующего способа включают обработку поверхности, такую как обработка поверхности окислением, например, методом коронного разряда, и нанесение покрытия из веществ с отличными характеристиками закрепления печатной краски. В целях печатания могут применяться такие методы, как глубокая печать, офсетная печать, флексография, штампование и трафаретная печать.
В случае вплавляемой этикетки, изготовленной из традиционной пленки из термопластичной смолы, при сплошном запечатывании лицевой поверхности на ней имеет тенденцию заметно появляться приданный рельеф, поскольку на лицевую поверхность прочно переносится рельефная форма тыльной поверхности. С другой стороны, в случае вплавляемой этикетки с использованием пленки из термопластичной смолы согласно настоящему изобретению приданный рельеф вообще не появляется или незаметен даже при его появлении на запечатанной поверхности, и может соответствующим образом наносится печатная информация.
Высекание
Вплавляемая этикетка может быть получена путем высекания вплавляемой этикетки требуемой формы и размера из пленки из термопластичной смолы согласно настоящему изобретению. Когда на этикетку нанесена печатная информация, ее высекание из пленки из термопластичной смолы может осуществляться до печатания или после печатания; тем не менее, высекание из пленки из термопластичной смолы часто осуществляют после печатания. Высеченной вплавляемой этикеткой может являться этикетка, которая сцеплена со всей поверхностью пластмассовой емкости, или этикета, которая сцеплена с частью поверхности пластмассовой емкости. Например, вплавляемая этикетка может использоваться в качестве заготовки, которую обертывают вокруг боковой поверхности пластмассовой емкости в форме чаши, изготовленной путем литья под давлением, или в качестве этикетки, сцепленной с лицевой поверхностью или тыльной поверхностью пластмассовой емкости в форме бутылки, изготовленной путем выдувного формования.
Пластмассовая емкость с этикеткой и способ ее изготовления
Пластмассовая емкость с этикеткой согласно настоящему изобретению имеет вплавляемую этикетку согласно настоящему изобретению и корпус, с которым сцеплена вплавляемая этикетка.
Пояснения в отношении вплавляемой этикетки приведены выше в разделе "Вплавляемая этикетка".
Пластмассовая емкость
Примеры исходных материалов пластмассовой емкости включают смолы на основе сложных полиэфиров, такие как полиэтилентерефталат (ПЭТ) и их сополимеры; смолы на основе полиолефинов, такие как полипропилен (ПП) и полиэтилен (ПЭ); смолы на основе поликарбонатов; и т.п. С точки зрения простоты выдувного формования смолы из них предпочтительно используют смолу на основе сложных полиэфиров или смолу на основе полиолефинов. Кроме того, предпочтительно используют композицию на основе термопластичной смолы, содержащую такую термопластичную смолу в качестве основного компонента.
Корпус пластмассовой емкости может иметь поперечное сечение в форме правильной окружности, эллипса или прямоугольника. Когда поперечное сечение имеет форму прямоугольника, его края предпочтительно изогнуты. С точки зрения прочности предпочтительно, чтобы поперечное сечение имело форму правильной окружности или эллипса, который преимущественно является правильной окружностью, наиболее предпочтительно форму правильной окружности.
Вплавление в пресс-форму (способ изготовления пластмассовой емкости с этикеткой)
Примеры способа сцепления вплавляемой этикетки с пластмассовой емкостью включают способ, в котором вплавляемую этикетку сцепляют со смолой одновременно с процессом формования, таким как выдувное формование, литья под давлением и формование под дифференциальным давлением.
Например, при выдувном формовании помещают вплавляемую этикетку в полость, по меньшей мере, одной из пресс-форм таким образом, чтобы тыльная поверхность этикетки была обращена в сторону полости пресс-формы (а лицевая поверхность соприкасалась с пресс-формой), а затем прикрепляют к внутренней стенке пресс-формы за счет присасывания или статического электричества. После этого вводят в пресс-форму расплавленный материал черновой формы или заготовки из смолы, которая является материалом для формования емкости, и подвергают выдувному формованию традиционным методом после того, как закрывают пресс-форму, с целью получения пластмассовой емкости с этикеткой, которая вплавлена в наружную стенку пластмассовой емкости.
Например, при литье под давлением помещают вплавляемую этикетку в полость матрицы таким образом, чтобы тыльная поверхность этикетки была обращена в сторону полости пресс-формы (а лицевая поверхность соприкасалась с пресс-формой), а затем прикрепляют к внутренней стенке пресс-формы за счет присасывания или статического электричества. Закрывают пресс-форму, под давлением заливают в пресс-форму для формования емкости расплавленную смолу, которая является материалом для формования емкости, и получают пластмассовую емкость с этикеткой, которая вплавлена в наружную стенку пластмассовой емкости.
Например, при формовании под дифференциальным давлением помещают вплавляемую этикетку в полость нижней матрицы пресс-формы для литья под дифференциальным давлением таким образом, чтобы тыльная поверхность этикетки была обращена в сторону полости пресс-формы (а лицевая поверхность соприкасалась с пресс-формой), а затем прикрепляют к внутренней стенке пресс-формы за счет присасывания или статического электричества. После этого помещают расплавленную смолу, которая является материалом для формования емкости, над нижней матрицей, и осуществляют формование под дифференциальным давлением традиционным методом с целью получения пластмассовой емкости с этикеткой, которая вплавлена в наружную стенку пластмассовой емкости. Формование под дифференциальным давлением может осуществляться путем вакуумного формование или прессования; тем не менее, обычно предпочтительным является формование под дифференциальным давлением обоими способами и с использование пуансона.
Вплавляемая этикетка согласно настоящему изобретению особо выгодна в качестве вплавляемой этикетки, используемой при выдувном формовании или литье под давлением из пластмасс, когда емкость из смолы формуют при низкой температуре.
Прочность сцепления
Прочность сцепления между корпусом и этикеткой пластмассовой емкости измеряют согласно Японскому стандарту JIS K 6854-3:1999 "Adhesives - Determination of peel strength of bonded assemblies - Part 3: Adhesives - 180° peel test for flexible-to-flexible bonded assemblies (T-peel test)". В условиях отсутствия вздутия прочность сцепления составляет предпочтительно 2 Н/15 мм или более, более предпочтительно 4 Н/15 мм или более, еще более предпочтительно 6 Н/15 мм или более.
Примеры
Далее со ссылкой на примеры и сравнительные примеры более подробно описаны характеристики настоящего изобретения.
Материалы, используемые количества, соотношения, содержание обработки, процедуры обработки и т.п., описанные далее в примерах, могут варьировать при необходимости при условии, что они не выходят за пределы существа настоящего изобретения. Следовательно, объем настоящего изобретения не следует ограничивать приведенными далее конкретными примерами.
Методы оценки
Толщина
Определили толщину пленки из термопластичной смолы толщиномером постоянного давления (PG-01J производства компании Teclock Corporation) согласно Японскому стандарту JIS K7130:1999.
Вес основания
Определили вес основания пленки из термопластичной смолы путем взвешивания высеченного образца размером 100 мм × 100 мм на электронных весах согласно Японскому стандарту JIS Р 8124:2011 "Paper and Paperboard - Method for Measuring Weight".
Плотность
Определили плотность пленки из термопластичной смолы путем деления измеренного выше деления веса основания на измеренную выше толщину.
Гладкость по Окену
Определили гладкость по Окену пленки из термопластичной смолы с помощью цифрового прибора для измерения воздухопроницаемости и гладкости по Окену (EYO-55-1М производства компании Asahi Seiko Co., Ltd.) согласно Японскому стандарту JIS Р 8155:2010 "Paper and board - Determination of smoothness - Oken method".
Высота неровностей профиля по десяти точкам Rzjis
Определили неровность Rzjis поверхности термосвариваемого слоя пленки из термопластичной смолы путем измерения термосвариваемой поверхности вырезанной этикетки (50 мм × 50 мм) на участке длиной 30 мм прибором для определения текстуры поверхности (SURFCOM 1500DX производства компании Tokyo Seimitsu Co., Ltd.) согласно Приложению 1 к Японскому стандарту JIS B0601:2013.
Соотношение размеров тонкоизмельченного наполнителя
С помощью микротома (RM2265 производства компании Leica Biosystems), вырезали из пленки из термопластичной смолы образец для измерений, и с помощью сканирующего электронного микроскопа (SM-200 производства компании Торсоn Corporation) при ускоряющем напряжении 10 кВ получили наблюдаемое изображение поперечного сечения термосвариваемого слоя пленки из термопластичной смолы. После этого дискреционным путем отобрали 20 частиц из наблюдаемой области, чтобы определить максимальный диаметр и минимальный диаметр каждой частицы с помощью анализатора изображений (LUZEX АР производства компании Nireco Corporation), вычислили соотношение размеров каждой частицы путем деления максимального диаметр на минимальный диаметр. Вычислили среднюю величину полученных соотношений размеров 20 частиц и использовали в качестве соотношения размеров тонкоизмельченного наполнителя.
Среднеарифметическая шероховатость Ra, глубина сердцевины профиля Rk, приведенная высота пика Rpk и приведенная глубина впадины Rvk
С помощью бесконтактного оптического 3D-профилометра (New View 5010 производства компании Zygo Corporation) определили форму поверхности образца термосвариваемого слоя пленки из термопластичной смолы путем измерения трехмерной формы поверхности на плоскости согласно стандарту ISO 13565-1:1996 при следующих условиях: площадь измерений: 2 мм × 2 мм, увеличение объектива: 20-кратное, длина волны: 14 мкм или менее, вырезали и подвергли анализу с помощью аналитического программного обеспечения (Metro Pro производства компании Zygo Corporation) согласно стандарту ISO 13565-2:1996.
Оценка печатания
Нарезали вплавляемые этикетки, полученные в каждом из примеров и сравнительных примеров, более узкими рулонами, и осуществили четырехцветную печать информации символьного типа, такой как фирменное наименование, имя изготовителя, дилера, способ применения и меры предосторожности, а также изображений, включая штриховой код, и рисунков на одной стороне небольших рулонов с помощью флексографического принтера (TCL производства компании Taiyo Kikai Ltd.) с использованием УФ-отверждаемых флексографских красок (UV Flexographic CF производства компании Т&К Тока Co., Ltd.) при температуре 23°С и относительной влажности 50% со скоростью 60 м/мин. После этого пропустили их под УФ-отвердителем (производства компании Eye Graphics Co., Ltd.; металлогалогенидная лампа; 100 Вт/см; 1 лампа) со скоростью 60 м/мин, чтобы высушить краску на запечатанной поверхности и получить отпечатанный методом флексографии материал.
Оценка соответствия (визуальное наблюдение)
Отлично: (при наблюдении через увеличительное стекло дефекты внешнего вида не обнаружены)
Хорошо: (при наблюдении через увеличительное стекло контур символов размыт) Удовлетворительно: (при наблюдении через увеличительное стекло обнаружены дефекты контура символов)
Плохо: (путем визуального наблюдения обнаружена незапечатанная белая часть)
Оценка соответствия вплавления
Высекли полученную в каждом из примеров или сравнительных примеров вплавляемую этикетку прямоугольной формы шириной 120 мм и длиной 150 мм и использовали в качестве этикетки при изготовлении пластмассовой емкости с этикеткой.
Поместили этикетку на одну сторону формы для выдувания бутылок вместимостью 3 литра таким образом, чтобы термосвариваемый слой был обращен в сторону полости и был зафиксирован на форме путем присасывания. После этого расплавили полиэтилен высокой плотности (Novatec HD HB420R производства компании Japan Polyethylene Corporation; индекс текучести расплава (согласно Японскому стандарту JIS K7210:1999)=0,2 г/10 мин, максимальная температура плавления (согласно Японскому стандарту JIS K7121:2012)=133°С, максимальная температура кристаллизации (согласно Японскому стандарту JIS K7121:2012)=115°С, плотность (согласно Японскому стандарту JIS K7112:1999)=0,956 г/см3) при температуре 160°С, экструдировали из него черновую форму, и довели до 160°С температуру той части черновой формы, с которой была сцеплена этикетка. Закрыли формы для выдувания, подали в черновую форму сжатый воздух под давлением 4,2 кг/см2, расширили черновую форму в течение 16 секунд и ввели ее в контакт с формой для выдувания, чтобы придать ей форму емкости и сплавить ее с этикеткой. Затем охладили сформованное изделие в форме, открыли форму и извлекли пластмассовую емкость с этикеткой. Оценили внешний вид и прочность сцепления пластмассовой емкости с этикеткой при температуре охлаждения формы 20°С и продолжительности цикла 38 секунд.
Оценка прочности сцепления
После хранения пластмассовой емкости с этикеткой при температуре 23°С и относительной влажности 50% в течение одной недели вырезали из той части пластмассовой емкости, в которой она была сцеплена с этикеткой, полосу шириной 15 мм, и определили прочность сцепления этикетки и емкости методом испытания на отслаивание Т-образного клеевого соединения при скорости растяжения 300 мм/мин с помощью прибора для испытания на растяжение (Autograph AGS-D производства компании Shimadzu Corporation) согласно Японскому стандарту JIS K 6854-3:1999.
Оценка соответствия (визуальное наблюдение)
Отлично: (дефекты внешнего вида не обнаружены)
Хорошо: (обнаружены незначительные дефекты внешнего вида, но отслаивание не обнаружено)
Удовлетворительно: (образовалась ноздреватость, но отслаивание не обнаружено, практические проблемы отсутствовали)
Плохо: (обнаружены дефекты внешнего вида вследствие вздутия и позиционных смещений).
Пример изготовления пленки из термопластичной смолы (I)
В Таблице 1 представлены исходные материалы, использованные при изготовлении пленок из термопластичных смол согласно примерам и сравнительным примерам.
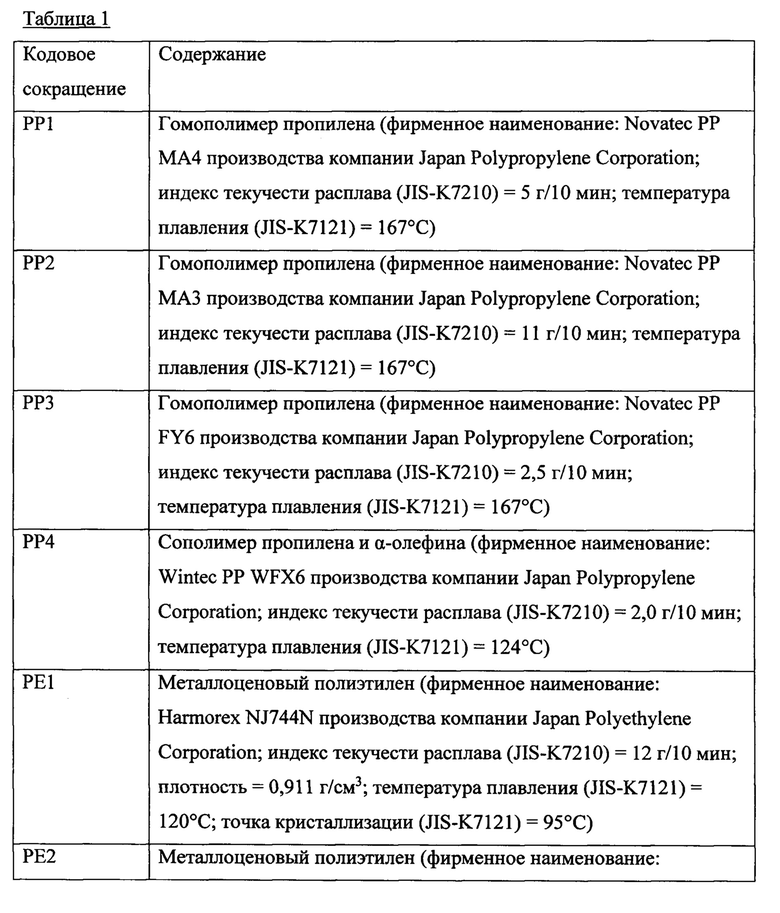
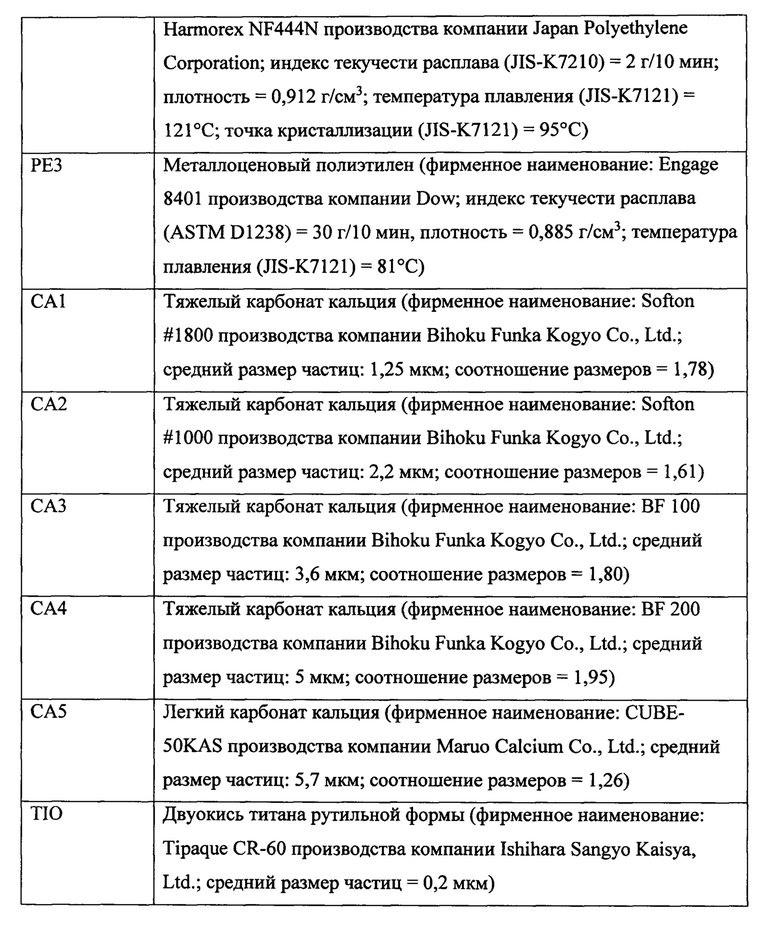
В Таблице 2 представлены композиции и условия растяжения при изготовлении пленок из термопластичных смол и физические свойства пленок из термопластичных смол, полученных согласно примерам и сравнительным примерам.
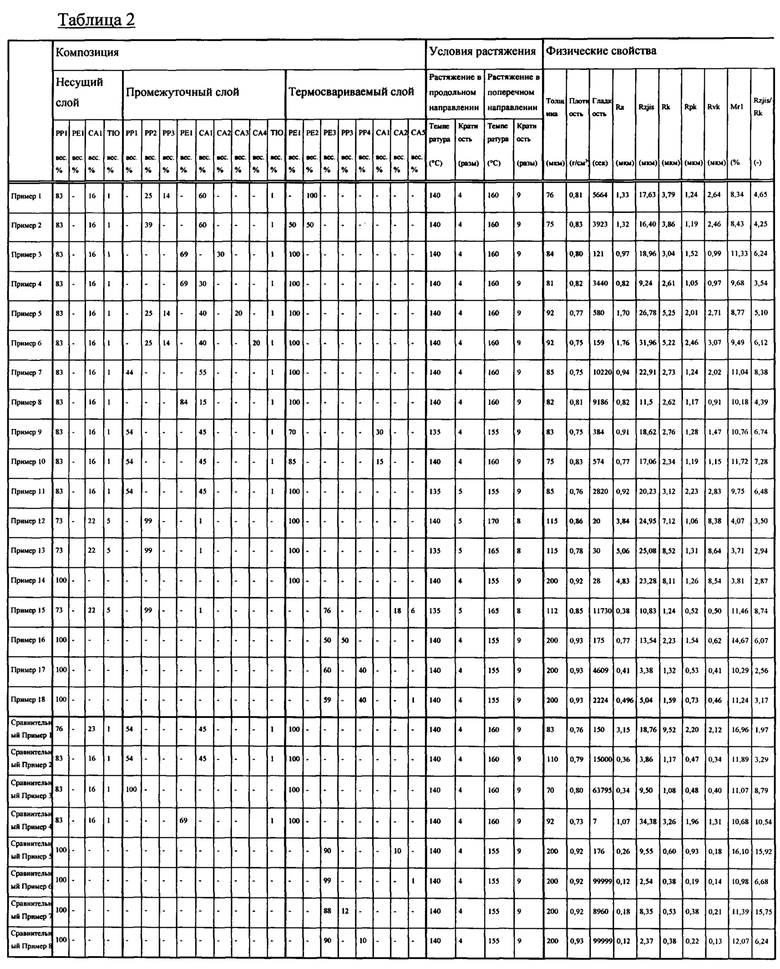
Пример 1
Осуществили пластификацию плавлением исходного материала несущего слоя из смеси 83% по весу PP1, 16% по весу CA1, и 1% по весу TIO согласно Таблице в экструдере при установленной в нем температуре 250°C, подали его в плоскощелевую головку при установленной в ней температуре 250°С, сформировали лист, затем охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили нерастянутый лист. Затем снова нагрели нерастянутый лист с помощью валикового нагревателя таким образом, чтобы температура поверхности листа достигла 140°С, растянули четыре раза в продольном направлении с использованием различия в окружных скоростях группы валиков, охладили с помощью охлаждающего барабана таким образом, чтобы температура поверхности листа достигла приблизительно 60°С, и получили четырежды растянутый лист.
Осуществили пластификацию плавлением исходного материала промежуточного слоя из смеси 25% по весу РР2, 14% по весу РР3, 60% по весу СА1 и 1% по весу TIO согласно Таблице 1 и исходного материала термосвариваемого слоя из РЕ2 согласно Таблице 1 в двух отдельных экструдерах при установленной в них температуре 230°С, а затем сформировали лист, подав через плоскощелевую головку при установленной в ней температуре 230°С. Наслоили полученные листы на четырежды растянутый лист, и получили слоистый лист с трехслойной структурой из несущего слоя/промежуточного слоя/термосвариваемого слоя.
После того, как снова нагрели этот слоистый лист таким образом, чтобы температура поверхности листа достигла 160°С с использованием сушильно-ширильной печи, и растянули девять раз в поперечном направлении с использованием ширильной рамы, осуществили дополнительный отжиг листа при температуре зоны термоусадки, доведенной до 170°С, после чего охладили лист приблизительно до 60°С с помощью охлаждающего барабана. Обрезали края листа, и получили двухосно растянутую пленку из смолы с трехслойной структурой.
По направляющим роликам подали пленку в устройство обработки коронным разрядом, осуществили обработку поверхности несущего слоя коронным разрядом в дозе 50 Вт⋅мин/м2, и смотали с помощью намоточного устройства. Использовали ее в качестве пленки из термопластичной смолы.
На фиг. 2 показана относительная опорная кривая профиля полученной пленки из термопластичной смолы. Полученная пленка из термопластичной смолы имела толщину 76 мкм, плотность 0,81 г/см3, гладкость 5664 секунды и следующие параметры шероховатости поверхности: Ra: 1,33 мкм; Rzjis 17,63 мкм; Rk 3,79 мкм; Rpk 1,24 мкм; Rvk 2,64 мкм; Rzjis/Rk: 4,65.
Примеры 2-10 и Сравнительные Примеры 2-4
Получили пленку из термопластичной смолы способом по Примеру 1 за исключением того, что использовали исходные материалы несущего слоя, исходные материалы промежуточного слоя, исходные материалы термосвариваемого слой, температуру растяжения в продольном направлении и температуру растяжения в поперечном направлении согласно Таблице 2, а не Примеру 1. Толщина, плотность, гладкость и параметры неровности поверхности этих пленок из термопластичной смолы приведены в Таблице 1. На фиг. 3 показана относительная опорная кривая профиля пленки из термопластичной смолы согласно Примеру 5. Кроме того, на фиг. 5 показана относительная опорная кривая профиля пленки из термопластичной смолы согласно Сравнительному Примеру 2.
Пример 11 и Сравнительный Пример 1
Осуществили пластификацию плавлением исходных материалов несущего слоя и исходных материалов промежуточного слоя согласно Таблице 1, смешанных в соотношениях согласно Таблице 2, в двух отдельных экструдерах при установленной в них температуре 250°С, подали в плоскощелевую головку при установленной в ней температуре 250°С, наслоили в плоскощелевой головке, сформировали лист, а затем охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили нерастянутый лист. Далее снова нагрели нерастянутый лист до температуры растяжения в продольном направлении согласно Таблице 2, растянули в продольном направлении с кратностью растяжения согласно Таблице 2 с использованием различия в окружных скоростях группы валиков, охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили растянутый лист.
Затем осуществили пластификацию плавлением РЕ1 в качестве исходного материала термосвариваемого слоя в экструдере при установленной в нем температуре 230°С, сформировали лист через плоскощелевую головку при установленной в ней температуре 230°С, и наслоили на поверхность промежуточного слоя четырежды растянутого листа. Направили слоистый материал в пространство между металлическим охлаждающим барабаном с гравированным рельефом плотностью 150 линий на дюйм и матированным обрезиненным валиком таким образом, чтобы термосвариваемый слой соприкасался с металлическим охлаждающим барабаном, и форма рельефа переносилась на термосвариваемый слой в результате сжатия барабана и валика. Затем охладили слоистый материал с помощью охлаждающего барабана, и получили слоистый лист с трехслойной структурой из несущего слоя/промежуточного слоя/термосвариваемого слоя.
После того, как этот слоистый лист снова нагрели в условиях растяжения в поперечном направлении согласно Таблице 2 с использованием сушильно-ширильной печи и растянули девять раз в поперечном направлении с использованием ширильной рамы, осуществили дополнительный отжиг листа при температуре зоны термоусадки, доведенной до 160°С, после чего охладили лист приблизительно до 60°С с помощью охлаждающего барабана. Обрезали края листа, и получили двухосно растянутую пленку из смолы с трехслойной структурой.
По направляющим роликам подали пленку в устройство обработки коронным разрядом, осуществили обработку поверхности несущего слоя коронным разрядом в дозе 50 Вт⋅мин/м2, и смотали с помощью намоточного устройства. Использовали ее в качестве пленки из термопластичной смолы.
Толщина, плотность, гладкость и параметры неровности поверхности этих пленок из термопластичной смолы приведены в Таблице 2. На фиг. 4 показана относительная опорная кривая профиля пленки из термопластичной смолы согласно Сравнительному Примеру 1.
Примеры 12 и 13
Осуществили пластификацию плавлением исходных материалов несущего слоя из смеси 73% по весу РР1, 22% по весу СА1 и 5% по весу TIO согласно Таблице 1 и исходных материалов промежуточного слоя из смеси 99% по весу РР2 и 1% по весу СА1 согласно Таблице 1 в двух отдельных экструдерах при установленной в них температуре 250°С, подали в плоскощелевую головку при установленной в ней температуре 250°С, наслоили в плоскощелевой головке, сформировали лист, а затем охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили нерастянутый лист. Затем нерастянутый лист снова нагрели до температуры растяжения в продольном направлении согласно Таблице 2, и растянули пять раз в продольном направлении с использованием различия в окружных скоростях группы валиков.
После того, как этот растянутый лист снова нагрели в условиях растяжения в поперечном направлении согласно Таблице 2 с использованием сушильно-ширильной печи и растянули восемь раз в поперечном направлении с использованием ширильной рамы, осуществили дополнительный отжиг листа при температуре зоны термоусадки, доведенной до 160°С, после чего охладили лист приблизительно до 60°С с помощью охлаждающего барабана. Обрезали края листа, и получили слоистый двухосно растянутый лист с двухслойной структурой из несущего слоя/промежуточного слоя.
Затем осуществили пластификацию плавлением термосвариваемого слоя из РЕ1 согласно Таблице 1 в экструдере при установленной в нем температуре 230°С, сформировали лист через плоскощелевую головку при установленной в ней температуре 230°С, и наслоили на поверхность промежуточного слоя слоистого двухосно растянутого листа. Направили слоистый материал в пространство между металлическим охлаждающим барабаном с гравированным рельефом плотностью 25 линий на дюйм и глубиной 25 мкм и матированным обрезиненный валиком, и перенесли рельеф на термосвариваемый слой путем сжатия барабан и валика. Затем охладили слоистый материал с помощью охлаждающего барабана, и получили слоистый лист с трехслойной структурой из несущего слоя/промежуточного слоя/термосвариваемого слоя.
Затем по направляющим роликам подали лист слоистого материала в устройство обработки коронным разрядом, осуществили обработку поверхности несущего слоя коронным разрядом в дозе 50 Вт⋅мин/м2, и смотали с помощью намоточного устройства. Использовали его в качестве пленки из термопластичной смолы.
Толщина, плотность, гладкость и параметры неровности поверхности этих пленок из термопластичной смолы приведены в Таблице 2.
Пример 14
Осуществили пластификацию плавлением исходного материала несущего слоя из РР1 согласно Таблице 1 в экструдере при установленной в нем температуре 210°С, подали его в плоскощелевую головку при установленной в ней температуре 250°С, сформировали лист через плоскощелевую головку, а затем охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили нерастянутый лист. Далее снова нагрели нерастянутый лист до 140°С, и растянули четыре раза в продольном направлении с использованием различия в окружных скоростях группы валиков.
После того, как этот растянутый лист снова нагрели до 155°С с использованием сушильно-ширильной печи и растянули девять раз в поперечном направлении с использованием ширильной рамы, осуществили дополнительный отжиг листа при температуре зоны термоусадки, доведенной до 160°С, после чего охладили лист приблизительно до 60°С с помощью охлаждающего барабана. Обрезали края листа, и получили прозрачный двухосно растянутый лист несущего слоя.
Затем осуществили пластификацию плавлением термосвариваемого слоя из РЕ1 согласно Таблице 1 в экструдере при установленной в нем температуре 230°С, сформировали лист через плоскощелевую головку при установленной в ней температуре 230°С, и наслоили на одну поверхность прозрачного двухосно растянутого листа. Направили слоистый материал в пространство между металлическим охлаждающим барабаном с гравированным рельефом плотностью 25 линий на дюйм и глубиной 25 мкм и матированным обрезиненный валиком, и перенесли рельеф на термосвариваемый слой путем сжатия барабана и валика. Затем охладили слоистый материал с помощью охлаждающего барабана, и получили слоистый лист с двухслойной структурой из несущего слоя/термосвариваемого слоя.
Затем по направляющим роликам подали лист слоистого материала в устройство обработки коронным разрядом, осуществили обработку поверхности несущего слоя коронным разрядом в дозе 50 Вт⋅мин/м2, и смотали с помощью намоточного устройства. Использовали его в качестве пленки из термопластичной смолы.
Толщина, плотность, гладкость и параметры неровности поверхности этих пленок из термопластичной смолы приведены в Таблице 2.
Пример 15
Осуществили пластификацию плавлением исходных материалов несущего слоя из смеси 73% по весу РР1, 22% по весу СА1 и 5% по весу TIO согласно Таблице 1 и исходных материалов промежуточного слоя из смеси 99% по весу РР2 и 1% по весу СА1 согласно Таблице 1 в двух отдельных экструдерах при установленной в них 250°С, подали в плоскощелевую головку при установленной в ней температуре 250°С, наслоили в плоскощелевой головке, сформировали лист, а затем охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили нерастянутый лист. Затем нерастянутый лист снова нагрели до температуры растяжения в продольном направлении согласно Таблице 2, и растянули пять раз в продольном направлении с использованием различия в окружных скоростях группы валиков.
После того, как этот растянутый лист снова нагрели в условиях растяжения в поперечном направлении согласно Таблице с использованием сушильно-ширильной печи и растянули восемь раз в поперечном направлении с использованием ширильной рамы, осуществили дополнительный отжиг листа при температуре зоны термоусадки, доведенной до 160°С, после чего охладили лист приблизительно до 60°С с помощью охлаждающего барабана. Обрезали края листа, и получили слоистый двухосно растянутый лист с двухслойной структурой из несущего слоя/промежуточного слоя.
Осуществили пластификацию плавлением термосвариваемого слоя из смеси 76% по весу РЕ3, 18% по весу СА2 и 6% по весу СА5 согласно Таблице 1 в экструдере при установленной в нем температуре 240°С, затем сформировали лист через плоскощелевую головку при установленной в ней температуре 230°С. Наслоили полученный лист на поверхность промежуточного слоя слоистого двухосно растянутого листа, охладили с помощью охлаждающего барабана, и получили слоистый лист с трехслойной структурой из несущего слоя/промежуточного слоя/термосвариваемого слоя.
Затем по направляющим роликам подали лист слоистого материала в устройство обработки коронным разрядом, осуществили обработку поверхности несущего слоя коронным разрядом в дозе 50 Вт⋅мин/м2, и смотали с помощью намоточного устройства. Использовали его в качестве пленки из термопластичной смолы.
Толщина, плотность, гладкость, и параметры неровности поверхности этих пленок из термопластичной смолы приведены в Таблице 2.
Примеры 16-18 и Сравнительные Примеры 5-8
Осуществили пластификацию плавлением исходного материала несущего слоя из РР1 согласно Таблице 1 в экструдере при установленной в нем температуре 210°С, подали в плоскощелевую головку при установленной в ней температуре 250°С, сформировали лист через плоскощелевую головку, а затем охладили приблизительно до 60°С с помощью охлаждающего барабана, и получили нерастянутый лист. Затем нерастянутый лист снова нагрели до 140°С, растянули четыре раза в продольном направлении с использованием различия в окружных скоростях группы валиков.
После того, как этот растянутый лист снова нагрели до 155°С с использованием сушильно-ширильной печи и растянули девять раз в поперечном направлении с использованием ширильной рамы, осуществили дополнительный отжиг листа при температуре зоны термоусадки, доведенной до 160°С, после чего охладили лист приблизительно до 60°С с помощью охлаждающего барабана. Обрезали края листа, и получили прозрачный двухосно растянутый лист несущего слоя.
Смешали термосвариваемый слой из смеси РЕ3, РР3 или РР4 в качестве смолы, несовместимой с РЕ3, и СА2 или СА5 в качестве неорганического тонкоизмельченного порошка согласно Таблице 1 в соотношениях согласно Таблице 2. Осуществили пластификацию плавлением в экструдере при установленной в нем температуре 230°С, затем сформировали лист через плоскощелевую головку при установленной в ней температуре 230°С. Наслоили полученный лист на одну поверхность прозрачного двухосно растянутого листа, охладили с помощью охлаждающего барабана, и получили слоистый лист с двухслойной структурой из несущего слоя/термосвариваемого слоя.
Затем по направляющим роликам подали лист слоистого материала в устройство обработки коронным разрядом, осуществили обработку поверхности несущего слоя коронным разрядом в дозе 50 Вт⋅мин/м2, и смотали с помощью намоточного устройства. Использовали его в качестве пленки из термопластичной смолы.
Толщина, плотность, гладкость и параметры неровности поверхности этих пленок из термопластичной смолы приведены в Таблице 2.
В таблице 3 приведены результаты оценки запечатанных поверхностей этикеток, полученных путем выполнения флексографской печати на пленке из термопластичной смолы согласно примерам и сравнительным примерам и высекания запечатанной пленки из термопластичной смолы, и результаты оценки внешнего вида занятых этикетками участков пластмассовых емкостей с этикетками. 
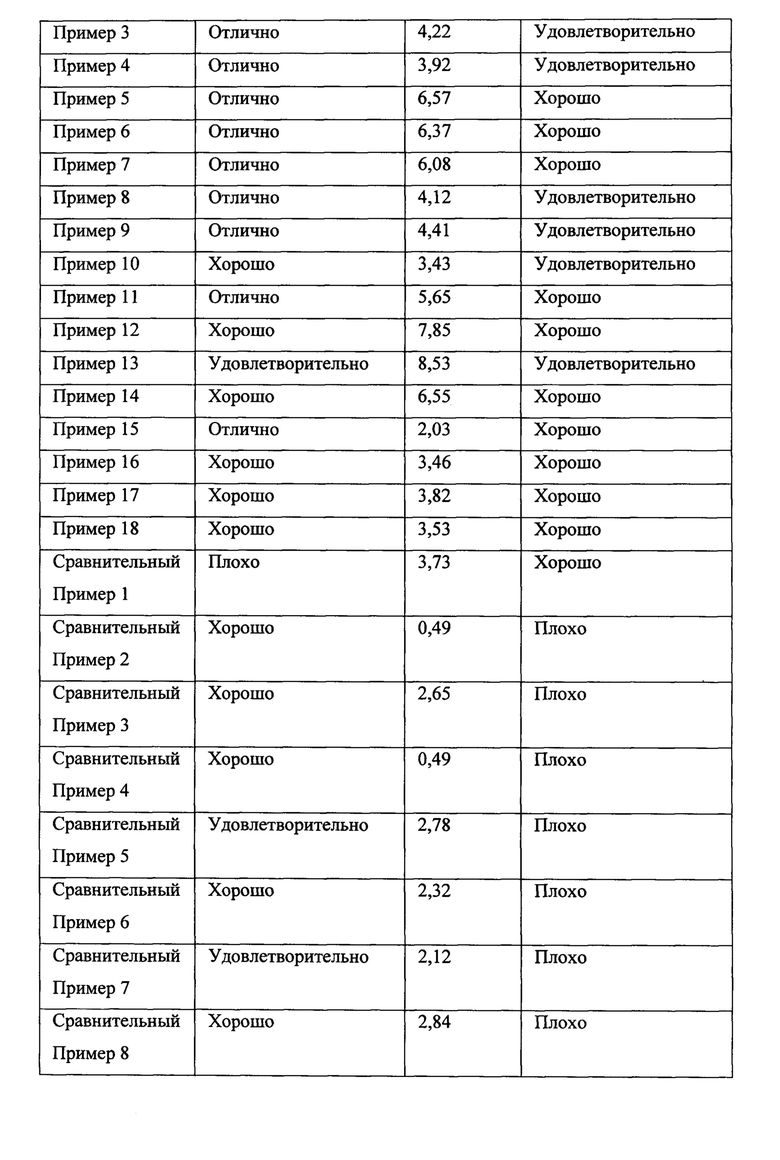
Согласно Таблице 2 и 3 поверхность термосвариваемого слоя пленки из термопластичной смолы по Примерам 1-18 имела Rk от 1,2 до 9,0 мкм и Rzjis/Rk от 2,0 до 9,0. На поверхности оцениваемых вплавляемых этикеток, полученных путем флексографской печати на пленке из термопластичной смолы, отсутствовали незапечатанные белые участки, а на занятых этикетками участках пластмассовых емкостей с вплавляемыми этикетками отсутствовали дефекты внешнего вида вследствие вздутия и позиционных смещений.
В Сравнительном Примере 1, согласно которому Rk поверхности термосвариваемого слоя превышала 9,0 мкм, прочность сцепления имела тенденцию снижаться по сравнению с Примером 12, согласно которому Rk составляла 7,1 мкм, и Примеру 13, согласно которому Rk составляла 8,5 мкм. Это предположительно объясняется уменьшением площадь контакта между термосвариваемой поверхностью этикетки и смолой до формования. С другой стороны, в Сравнительных Примерах 2, 3, и 5-8, согласно которым Rk поверхности термосвариваемого слоя составляла менее 1,2 мкм, при оценке внешнего вида занятых этикетками участков пластмассовых емкостей с этикетками наблюдалось вздутие. Это предположительно объясняется наличием неглубокой полости для выпуска воздуха и низкой способностью выпускать воздух.
Кроме того, в Сравнительном Примере 4, согласно которому Rk находилась в приемлемых пределах, но соотношение Rzjis/Rk превышал 9,0, при оценке внешнего вида занятых этикетками участков пластмассовых емкостей с этикетками наблюдалось вздутие. Это предположительно объясняется существованием большого числа узких полостей и низкой способностью выпускать воздух. С другой стороны, в Сравнительном Примере 1, согласно которому Rk превышала 9,0, а соотношение Rzjis/Rk составляло менее 2,0, на оцениваемой поверхности вплавляемой этикетки, полученной путем флексографской печати, наблюдался незапечатанный белый участок. Это предположительно объясняется тем, что площадь контакта соседней пленки из термопластичной смолы уменьшилась, а полость стала шире, в результате чего облегчился перенос рельефных частей термосвариваемого слоя.
При изготовлении пленки из термопластичной смолы, имеющей, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу, существуют некоторые способы получения поверхности термосвариваемого слоя с Rk от 1,2 до 9,0 мкм и Rzjis/Rk от 2,0 до 9,0.
В Примерах 1-8 описано формирование углублений на тыльной поверхности путем формирования большого числа крупных микропустот в промежуточном слое и вплавления термопластичной смолы, содержащейся в термосвариваемом слое в микропустоты (пленки из термопластичной смолы типа А). Указано, что в качестве способа изготовления пленки из термопластичной смолы типа А используется способ, в котором содержание неорганического тонкоизмельченного порошка в промежуточном слое увеличено по сравнению с содержанием неорганического тонкоизмельченного порошка в несущем слое (Пример 7), способ, в котором температура плавления термопластичной смолы, содержащейся в промежуточном слое, снижена по сравнению с температурой плавления термопластичной смолы, содержащейся в несущем слое (Пример 8), и способ, в котором объединены эти два способа (Примеры 1-6).
Кроме того, в Примерах 12-14 описаны способы, в которых формируют рельеф с использованием рельефно-формовочного валика при наслаивании растянутой пленки термосвариваемый слой (пленки из термопластичной смолы типа В). Указано, что способ изготовления пленки из термопластичной смолы типа В применим как к непрозрачному материалу основы (Примеры 12 и 13), так и к прозрачному материалу основы (Пример 14).
Кроме того, в Примерах 15-18 описаны способы, в которых композиция на основе смолы, образующая термосвариваемый слой, имеет особый состав, и в процессе изготовления на поверхности термосвариваемого слоя спонтанно формируются углубления и выпуклости (пленка из термопластичной смолы типа С).
Способ изготовления пленки из термопластичной смолы типа С включает способ, в котором смешивают неорганический тонкоизмельченный порошок с термосвариваемым слоем (Пример 15). Из сравнения Сравнительных Примеров 5 и 6 следует, что предпочтительно добавлять надлежащее количество неорганического тонкоизмельченного порошка и использовать сочетание частиц с соотношением размеров от 1 до 1,5 и частиц с соотношением размеров от более 1,5 до 10 или менее. Кроме того, также предполагается, что даже при замене части или всего неорганического тонкоизмельченного порошка органическим наполнителем органический наполнитель может рассматриваться как частицы с соотношением размеров от 1 до 1,5. Когда величина Rk близка к нижнему пределу, соотношение Rzjis/Rk имеет тенденцию приближаться к верхнему пределу.
Кроме того, способом изготовления пленки из термопластичной смолы типа С является способ, в котором термопластичной смолой, содержащейся в термосвариваемом слое, является сочетание смол из двух или более несовместимых друг с другом компонентов (Примеры 16 и 17). Помимо этого, также возможно применение в сочетании со способом, в котором с термосвариваемым слоем смешивают неорганический тонкоизмельченный порошок (Пример 18), и, как ясно из сравнения Примера 18 и Сравнительных Примеров 5 и 6, за счет смешивания несовместимых смол в сочетании с применением неорганического тонкоизмельченного порошка облегчается регулирование Rk и соотношения Rzjis/Rk.
Согласно другим примерам характеристики описанных выше пленок из термопластичной смолы типов А-С могут сочетаться.
В Примерах 9 и 10 описаны способы, сочетающие характеристики пленки из термопластичной смолы типа А, у которой промежуточный слой содержит относительно большое количество неорганического наполнителя, и характеристики пленки из термопластичной смолы типа С, у которой в термосвариваемый слой добавлен неорганический тонкоизмельченный порошок.
Кроме того, в Примере 11 описан способ, сочетающий характеристики пленки из термопластичной смолы типа А, у которой промежуточный слой содержит относительно большое количество неорганического наполнителя, и характеристики пленки из термопластичной смолы типа В, которой во время наслаивания термосвариваемого слоя на растянутую пленку придан рельеф с использованием рельефно-формовочного валика, и указано, что Rk и соотношение Rzjis/Rk легко регулируются в предпочтительных пределах при сочетании придания рельефа и растяжения.
Промышленная применимость
В соответствии с настоящим изобретением может повышаться выход продукции путем устранения проблем подачи/выдачи во время печатания за счет лучшей управляемости этикетки, проблем качества печатания на лицевой поверхности вследствие переноса рельефа тыльной поверхности и образования вздутий на пластмассовой емкости с этикеткой, что обеспечивает эффективность производства. В настоящем изобретении обеспечивает высокая эффективность процесса изготовления пластмассовых емкостей большого объема с вплавляемой этикеткой и процесса изготовления емкостей путем выдувного формования. Кроме того, поскольку лицевая поверхность вплавляемой этикетки согласно настоящему изобретению имеет отличную пригодность для печатания, может осуществляться печатание с эффектом привлечения внимания. Получаемые пластмассовые емкости с этикеткой применимы для хранения, транспортировки и демонстрации с целью продажи различных жидкостей (например, пищевых масел, жидких приправ, напитков, спиртных напитков, моющих средств для кухни, моющих средств для одежды, шампуней, средств по уходу за волосами, жидкого мыла, медицинского спирта, автомобильных масел, моющих средств для автомобилей, сельскохозяйственных химикатов, инсектицидов и гербицидов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛЕНКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПЛАВЛЯЕМОЙ ЭТИКЕТКИ, СПОСОБ ПОВЫШЕНИЯ ЕЕ ТЕХНОЛОГИЧНОСТИ, СПОСОБ ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЙ И ЭТИКЕТИРОВАННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2005 |
|
RU2461074C2 |
| ЭТИКЕТКА (ВАРИАНТЫ) И СПОСОБ ЭТИКЕТИРОВАНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2422281C2 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ С НЕВОДНЫМ ЭЛЕКТРОЛИТОМ | 2013 |
|
RU2569670C1 |
| ПЛЕНКА ДЛЯ ЭТИКЕТОК ДЛЯ СПОСОБА ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2396172C2 |
| ОРИЕНТИРОВАННЫЕ МНОГОСЛОЙНЫЕ УСАЖИВАЮЩИЕСЯ ЭТИКЕТКИ | 2006 |
|
RU2415014C2 |
| ДЕКОРАТИВНЫЙ ЛИСТ С ЗЕРКАЛЬНОЙ ПОВЕРХНОСТЬЮ И ДЕКОРАТИВНАЯ ПЛИТА С ЗЕРКАЛЬНОЙ ПОВЕРХНОСТЬЮ С ЕГО ПРИМЕНЕНИЕМ | 2015 |
|
RU2664909C2 |
| ТИСНЕНАЯ ТЕРМОПЛАСТИЧНАЯ ЭТИКЕТКА | 2012 |
|
RU2618825C2 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| ЭТИКЕТКА (ВАРИАНТЫ) И СПОСОБ УДАЛЕНИЯ ЕЕ С ИЗДЕЛИЯ | 2006 |
|
RU2424907C2 |
| ХРУПКИЕ АКРИЛОВЫЕ ПЛЕНКИ И ЭТИКЕТКИ ДЛЯ ПРЕДОТВРАЩЕНИЯ ФАЛЬСИФИКАЦИИ, СОДЕРЖАЩИЕ ИХ | 2018 |
|
RU2734223C1 |
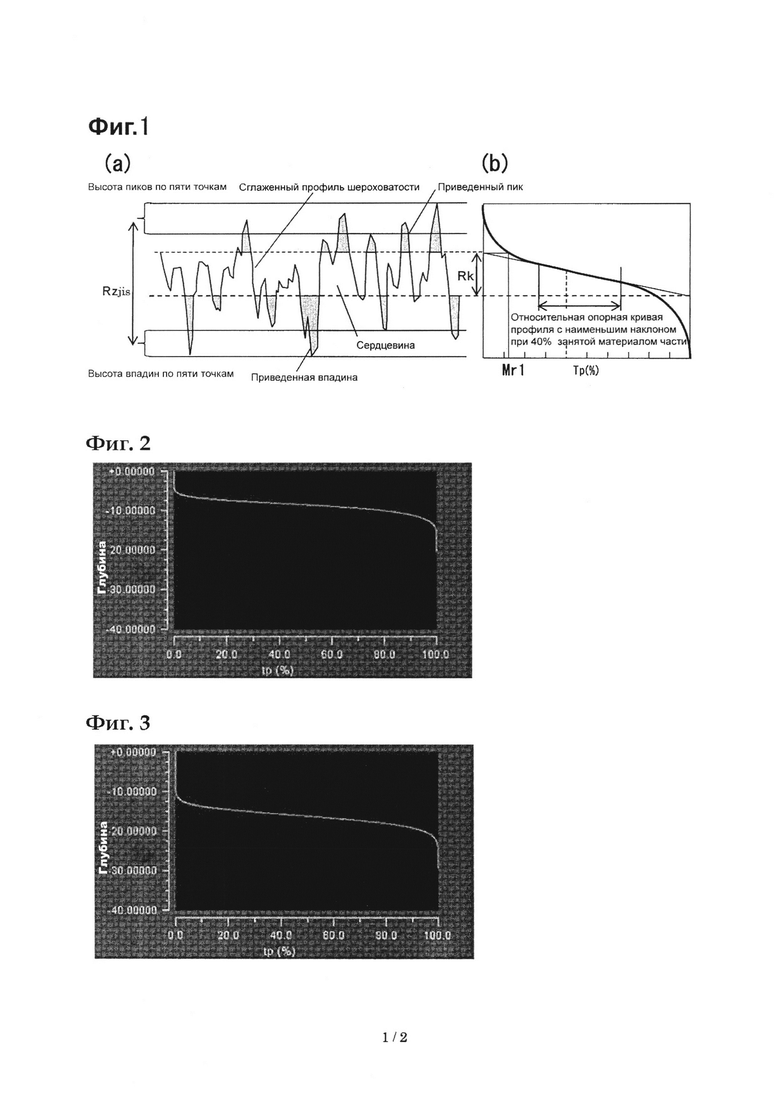
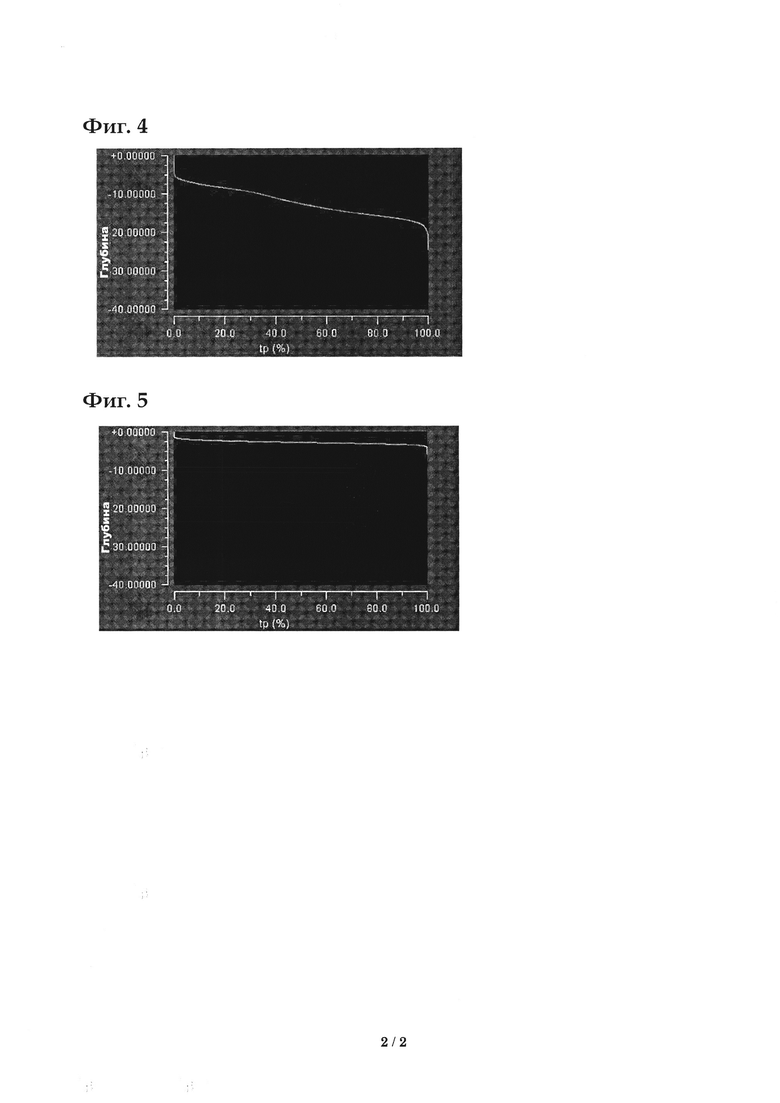
Изобретение относится к области технологии полимерных материалов и касается пленки из термопластичной смолы, способа ее изготовления, вплавляемой этикетки, пластмассовой емкости с этикеткой и способа ее изготовления. Пленка содержит, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу; при этом температура плавления термопластичной смолы, содержащейся в термосвариваемом слое, является более низкой, чем температура плавления термопластичной смолы несущего слоя; глубина сердцевины профиля Rk поверхности термосвариваемого слоя составляет от 1,2 до 9,0 мкм; и соотношение Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk поверхности термосвариваемого слоя, составляет от 2,0 до 9,0. Способ включает стадии: формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок; формирования на пленке первого слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок; формирования на первом слое из смолы второго слоя из смолы, содержащего термопластичную смолу; и стадию растяжения слоистого материала, содержащего пленку, первый слой из смолы и второй слой из смолы, по меньшей мере, в направлении по одной оси; при этом в качестве термопластичной смолы, содержащейся в первом слое из смолы, используют термопластичную смолу с температурой плавления, равной или меньшей, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы; и в качестве термопластичной смолы, содержащейся во втором слое из смолы, используют термопластичную смолу с температурой плавления ниже, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы. Изобретение обеспечивает создание вплавляемой этикетки с возможностью печати на лицевой поверхности изображений и символов, и высокопрочного сцепления с формовочной смолой, используемой при вплавлении этикеток, с одновременным подавлением образования вздутий, а также пластмассовой емкости с вплавленной в нее этикеткой. 7 н. и 9 з.п. ф-лы, 5 ил., 3 табл., 8 пр.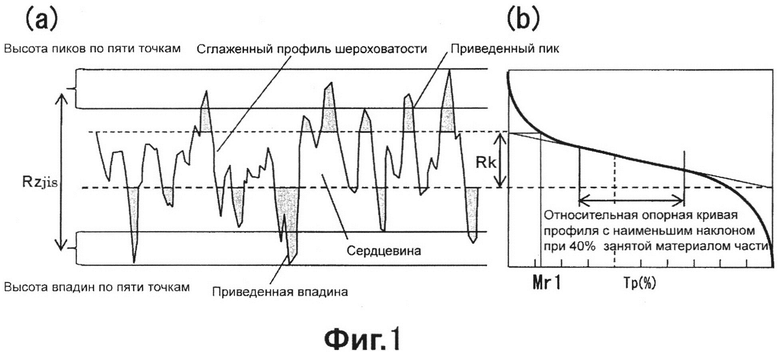
1. Пленка из термопластичной смолы, содержащая, по меньшей мере, несущий слой, содержащий термопластичную смолу, и термосвариваемый слой, содержащий термопластичную смолу;
при этом термосвариваемый слой, содержащий термопластичную смолу, имеет температуру плавления ниже, чем температура плавления термопластичной смолы несущего слоя;
глубина сердцевины профиля Rk поверхности термосвариваемого слоя, измеренная согласно стандарту ISO 13565-2:1996, составляет от 1,2 до 9,0 мкм; и
соотношение Rzjis/Rk высоты неровностей профиля по десяти точкам Rzjis и глубины сердцевины профиля Rk поверхности термосвариваемого слоя, измеренное согласно Приложению 1 к Японскому стандарту JIS В0601:2013, составляет от 2,0 до 9,0.
2. Пленка из термопластичной смолы по п. 1, в которой доля Mr1 материала основы поверхности термосвариваемого слоя, измеренная согласно стандарту ISO 13565-2:1996, составляет от 3,7 до 15.0%.
3. Пленка из термопластичной смолы по п. 1, в которой гладкость по Окену поверхности термосвариваемого слоя, измеренная согласно Японскому стандарту JISP 8155:2010, составляет от 1000 до 10000 секунд.
4. Пленка из термопластичной смолы по любому из пп. 1-3, дополнительно содержащая промежуточный слой между несущим слоем и термосвариваемым слоем;
при этом промежуточный слой содержит от 40 до 85% по весу термопластичной смолы и от 15 до 60% по весу неорганического тонкоизмельченного порошка; и
температура плавления термопластичной смолы, содержащейся в промежуточном слое, равна или меньше, чем температура плавления термопластичной смолы, содержащейся в несущем слое.
5. Пленка из термопластичной смолы по любому из пп. 1-4, в которой термосвариваемый слой содержит от 15 до 50% по весу тонкоизмельченного наполнителя.
6. Пленка из термопластичной смолы по п. 5, в которой термосвариваемый слой содержит тонкоизмельченный наполнитель с соотношением размеров от 1 до 1,5 и неорганический тонкоизмельченный порошок с соотношением размеров от более 1,5 до 10 или менее.
7. Пленка из термопластичной смолы по любому из пп. 1-6, в которой термосвариваемый слой содержит термопластичные смолы двух или более типов; при этом компонент (А), имеющий наибольшее процентное содержание, и компонент (В), имеющий следующее после компонента (А) наибольшее процентное содержание по весу этих термопластичных смол в пересчете на общий вес термопластичных смол, несовместимы друг с другом, а соотношение содержания компонента (А) и содержания компонента (В) (содержание компонента (А)/содержание компонента (В)) составляет от 80/20 до 55/45.
8. Пленка из термопластичной смолы по п. 7, в которой температура плавления компонента (В) выше, чем температура плавления компонента (А), а разность между температурой плавления компонента (В) и температурой плавления компонента (А) составляет от 20°С до 110°С.
9. Способ изготовления пленки из термопластичной смолы по п. 4, включающий:
стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок;
стадию формирования на пленке первого слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок;
стадию формирования на первом слое из смолы второго слоя из смолы, содержащего термопластичную смолу; и
стадию растяжения слоистого материала, содержащего пленку, первый слой из смолы и второй слой из смолы, по меньшей мере, в направлении по одной оси;
при этом в качестве термопластичной смолы, содержащейся в первом слое из смолы, используют термопластичную смолу с температурой плавления, равной или меньшей, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы; и
в качестве термопластичной смолы, содержащейся во втором слое из смолы, используют термопластичную смолу с температурой плавления ниже, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы.
10. Способ изготовления пленки из термопластичной смолы по п. 9, в котором в качестве термопластичной смолы, содержащейся в первом слое из смолы, используют термопластичную смолу с более высокой температурой плавления, чем температура плавления термопластичной смолы, содержащейся во втором слое из смолы, и
на стадии растяжения слоистого материала растягивают слоистый материал при температуре выше, чем температура плавления термопластичной смолы, содержащейся во втором слое из смолы, и ниже, чем температура плавления термопластичной смолы, содержащейся в первом слое из смолы.
11. Способ изготовления пленки из термопластичной смолы по любому из пп. 1-4, включающий:
стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу и неорганический тонкоизмельченный порошок;
стадию растяжения с целью получения растянутой пленки путем ее растяжения, по меньшей мере, в направлении по одной оси в направлении по одной оси;
стадию формирования на растянутой пленке слоя из смолы, содержащего термопластичную смолу; и
стадию придания рельефа путем рельефной обработки поверхности слоя из смолы;
при этом в качестве термопластичной смолы, содержащейся в слое из смолы, используют термопластичную смолу с температурой плавления ниже, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы.
12. Способ изготовления пленки из термопластичной смолы по п. 8, включающий:
стадию формирования пленки из композиции несущего слоя из смолы, содержащего термопластичную смолу;
стадию формирования на пленке слоя из смолы, содержащего термопластичную смолу; и
стадию растяжения слоистого материала, содержащего пленку и слой из смолы, по меньшей мере, в направлении по одной оси;
при этом в качестве термопластичной смолы, содержащейся в слое из смолы, используют смесь термопластичных смол, содержащую компонент (А) и компонент (В), удовлетворяющую следующим условиям (а)-(с); и
на стадии растяжения растягивают слоистый материал при температуре выше, чем температура плавления компонента (А), и ниже, чем температура плавления компонента (В):
(а) компонентом (А) является компонент с наибольшим процентным содержанием, а компонентом (В) является компонент со следующим после компонента (А) наибольшим процентным содержанием по весу термопластичных смол, содержащихся в слое из смолы, в пересчете на общее содержание сухого вещества в слое из смолы, при этом соотношение содержания компонента (А) и содержания компонента (В) (содержание компонента (А)/содержание компонента (В)) составляет от 80/20 до 55/45;
(б) компонент (А) имеет более низкую температуру плавления, чем температура плавления термопластичной смолы, содержащейся в композиции несущего слоя на основе смолы, при этом компонент (А) и компонент (В) несовместимы друг с другом; и
(в) компонент (В) имеет более высокую температуру плавления, чем температура плавления компонента (А), при этом разность между температурой плавления компонента (В) и температурой плавления компонента (А) составляет от 20°С до 110°С.
13. Вплавляемая этикетка, содержащая пленку из термопластичной смолы по любому из пп. 1-8.
14. Вплавляемая этикетка по п. 13, в которой на поверхности с противоположной стороны по отношению к поверхности термосвариваемого слоя пленки из термопластичной смолы напечатана информация.
15. Пластмассовая емкость с этикеткой, содержащая вплавляемую этикетку по п. 13 или 14, и пластмассовую емкость, с которой сцеплена вплавляемая этикетка.
16. Способ изготовления пластмассовой емкости с этикеткой, включающий стадию сцепления вплавляемой этикетки по п. 13 или 14 с пластмассовой емкостью одновременно с выдувным формованием пластмассовой емкости.
| WO 2006106775 A1, 12.10.2006 | |||
| WO 2011046126 A1, 21.04.2011 | |||
| ПРИБОР ДЛЯ МЕХАНИЧЕСКОГО АНАЛИЗА СЫПУЧИХ ТЕЛ | 1929 |
|
SU17839A1 |
| WO 2013161403 A1, 31.10 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| WO 2014131372 A1, 04.09.2014. | |||

