Перекрестная ссылка на родственные заявки
Данная заявка подтверждает приоритет предварительной заявки США № 61/290537, поданной 29 декабря 2009 г., предварительной заявки США № 61/221665, поданной 30 июня 2009 г., и предварительной заявки США № 61/160032, поданной 13 марта 2009 г.
Область техники, к которой относится изобретение
Настоящее изобретение относится к самоклеющемуся этикетированию. Самоклеющееся этикетирование, которое также известно как клеевое, чувствительное к давлению, этикетирование ((КЧД-этикетирование) (PSA-этикетирование)), или самослипающееся клеевое этикетирование, является формой этикетирования, когда свертывание образуется, когда к этикетке прикладывается давление, склеивая клеевую этикетку с этикетируемым предметом. Более конкретно, настоящее изобретение относится к новому типу ориентированных в машинном направлении ((ОМН)(MDO)) однослойных или многослойных полимерных пленок. Данное изобретение является используемым в любых применениях, использующих полимерные пленки, и, особенно, использующих полимерные пленки для этикетирования продуктов. Обычные этикеточные применения и области конечного использования простираются от этикетирования продукта персонального ухода и ухода за домом до этикетирования пищи и напитков и этикетирования промышленных предметов, например контейнеров, таких как химические барабаны.
Предпосылки создания изобретения
Самоклеющиеся этикетки хорошо известны в технике. Этикеточные холсты для самоклеющихся этикеток обычно состоят из высвобождающегося вкладыша, лицевого материала и клея, присоединенного к лицевому материалу, для склеивания указанной этикетки с подложкой. В процессе обработки этикеточные холсты печатают и разрезают штампом на отдельные этикетки, матрицу этикеточного холста удаляют, и в отдельном способе этикетирования этикетки отделяют от вкладыша и переносят на подложку.
Известным лицевым материалом этикетки может быть либо бумага, либо полимерная пленка, либо их комбинация. Через рецептуру и способы получения полимерной пленки можно варьировать характеристики пленки, например, непрозрачность и прозрачность, легкость разрезания штампом, пригодность к печатанию, способность согласовываться, жесткость, для лицевого материала этикетки.
Имеются многочисленные требования к самоклеющимся этикеткам и, таким образом, к этикеточным материалам. Для того чтобы получить экономически эффективные, экологически допустимые и подходящие для пользователя этикетки, этикетки должны иметь высокое и достаточное качество, хороший внешний вид и минимальные материальные затраты. Кроме того, обработка этикетки (печать, разрезка штампом, удаление отходов матрицы) и автоматизированные линии высокоскоростного этикетирования устанавливают требования для этикеток и этикеточных материалов.
Способность согласовываться этикеточного материала, объединенная с достаточными механическими свойствами (прочностью, жесткостью), является очень важной. Способность согласовываться определяет способность этикетки плавно согласовываться с контуром подложки, даже когда он изогнут в двух направлениях. Таким образом, этикеточный материал должен быть достаточно эластичным для согласовывания с лежащим под ним контуром без складок. Подходящая комбинация способности согласовываться вместе с другими механическими свойствами, например прочностью, является не простой для достижения.
Поскольку экологические аспекты играют возрастающую роль, также количество исходного материала должно быть низким, и тонкие полимерные пленки являются предпочтительными.
Полипропилен (ПП) является хорошо известным термопластичным материалом, используемым в широком ряду применений, включая упаковку, текстильные изделия, пластмассовые детали и повторно используемые контейнеры различных типов, лабораторное оборудование, громкоговорители, автомобильные детали и полимерные банкноты, с упоминанием только немногих примеров. Полипропилен может быть получен в нескольких формах, которые различаются по их стереоконфигурации. Наиболее важной коммерчески является изотактическая форма, в которой все боковые метил-группы расположены на одной и той же стороне полимерной цепи. Имеются три общих типа ПП: гомополимер, статистический сополимер и блок-сополимер. Гомополимеры являются полимерами только пропилена, а сополимеры являются полимерами пропилена и сомономера. Сомономерами являются обычно олефины, подобные этилену и бутилену.
Полиэтилен (ПЭ) является термопластичным полимером, используемым во многих продуктах для потребителя, наиболее заметно, например, в пластиковых пакетах для покупок. Полиэтилен классифицируется на несколько различных категорий на основе, главным образом, его плотности и разветвления. Механические свойства ПЭ зависят значительно от таких параметров, как степень и тип разветвления, кристаллическая структура и молекулярная масса. Низкая плотность ПЭНП по сравнению с ПЭВП обусловлена тем, что молекулы ПЭНП имеют много более относительно длинных разветвлений главной молекулярной цепи. Это предотвращает молекулы от упаковки так тесно вместе, как они упакованы в ПЭВП. Материалы линейного полиэтилена низкой плотности (ЛПЭНП) имеют больше боковых разветвлений, чем ПЭНП, но они являются сравнительно короткими. Это дает преимущество улучшения прочности и жесткости указанных материалов по сравнению с ПЭНП, а также сопротивления прокалыванию и раздиру при сохранении превосходной низкотемпературной ударной вязкости ПЭНП.
Полимерные пленки получают с использованием способа литья или раздува, оба из которых являются хорошо известными в технике способами. Литьевые пленки во многих случаях обеспечивают лучший контроль толщины, а также большую производительность кг/ч. Неориентированные, получаемые раздувом и литьевые ПЭ-пленки являются очень эластичными и согласующимися, однако они часто являются оптически мутными, и, в частности, получаемые раздувом пленки имеют плохой регистрируемый контроль в способе печати благодаря плохому контролю толщины в способе получения пленки. Неориентированные литьевые ПП-пленки обычно часто трудно, практически невозможно резать штампом, и они также имеют неоптимальные характеристики жесткости (будучи тонкими пленками), и, таким образом, указанные пленки не могут автоматически распределяться.
После того, как пленка была сформована, она может быть растянута с использованием по существу двух различных способов - ориентации в поперечном направлении ((ОПН)(TDO)) или ориентации в машинном направлении (продольном направлении) ((ОМН)(MDO)). При объединении вышеуказанных способов ориентации можно также получать двухосно ориентированные ((ДО)(ВО)) пленки.
При получении способом ориентации в машинном направлении пленка представляет собой одноосно ориентированной в машинном направлении холст. Растяжение в машинном направлении обычно выполняют с помощью ориентирующего в машинном направлении устройства посредством валков с постепенно увеличивающейся скоростью. Указанные валки нагреваются достаточно для доведения пленки до подходящей температуры. В указанных условиях пленку растягивают в машинном направлении. Затем пленку быстро охлаждают с закреплением ориентации пленки.
Хорошо известно, что ориентация полимерных пленок улучшает их свойства, особенно механические, барьерные и оптические свойства. Однофазная ориентация полимеров обычно увеличивает механические свойства, такие как жесткость, как определено модулем упругости и пределом прочности при растяжении, но также улучшает оптические свойства, такие как прозрачность, мутность и блеск. Полукристаллические полимеры, в частности такие как ПП, также увеличивают кристалличность способом растяжения, что значительно улучшает механические свойства. Однако способ ориентации может внести некоторые недостатки, такие как снижение сопротивления раздиру в машинном направлении. Также влияние ориентации является более сложным в случае многокомпонентных полимерных смесей, которые имеют многофазную морфологию.
В случае использования ОМН пленок толщина пленок может быть снижена до меньшей толщины и может быть достигнута хорошая оптическая прозрачность при сохранении в то же самое время хорошей согласуемости благодаря тому, что ориентация выполнена только в машинном направлении. Хорошая согласуемость является важной в случае пленок для этикеточной продукции, т.к. она обеспечивает этикетирование без складок на поверхности подложки, которая часто значительно изогнута в двух направлениях. Хотя ОМН-способ увеличивает жесткость пленок в машинном направлении, ОМН ПП-пленки необязательно легко режутся штампом. Кроме того, в этикеточной продукции увеличенная жесткость лицевого материала ведет к сниженной согласуемости этикетки.
Поскольку имеются многочисленные и иногда противоречивые требования к этикеточной продукции, указанные выше, имеется явная потребность в улучшенной полимерной пленке (пленках), используемой для лицевого материала этикеток.
Краткое описание изобретения
Настоящее изобретение предлагает новую композицию для ОМН пленки, которая может быть использована в получении самоклеющихся этикеток. Благодаря композиции полимерной пленки и ориентации в машинном направлении улучшаются важные свойства пленки для применений в этикетировании, такие как резка штампом и свойства отрывания матрицы, жесткость при изгибании, прозрачность и согласуемость пленки. Улучшенные свойства пленки являются также важными для обеспечения распределяемости этикеток при автоматическом этикетировании.
Согласно первому аспекту настоящего изобретения предусматривается ориентированная в машинном направлении полимерная пленка, которая содержит, по меньшей мере, один полипропиленовый гомополимер, полипропиленовый статистический сополимер или полипропиленовый блок-сополимер, или смесь двух или более из них и, по меньшей мере, один модификатор. Модификатором может быть углеводородная смола и/или термопластичный блок-сополимер, например, стирольные или олефиновые блок-сополимеры, такие как блок-сополимер стирол-этилен/пропилен-стирол ((СЭПС) (SEPS)), блок-сополимер стирол-этилен/бутилен-стирол ((СЭБС) (SEBS)), блок-сополимер стирол-этилен/пропилен ((СЭП)(SEP)), блок-сополимер стирол-этилен-этилен/пропилен-стирол ((СЭЭПС) (SEEPS)).
Согласно одному варианту ориентированная в машинном направлении полимерная пленка изобретения содержит 1-20% мас. или 3-10% мас. углеводородной смолы.
Согласно другому варианту ориентированная в машинном направлении полимерная пленка изобретения содержит 3-30% мас. или 5-20% мас. термопластичного блок-сополимера.
Согласно одному варианту ориентированная в машинном направлении полимерная пленка изобретения является однослойной пленкой. Согласно другому варианту пленка изобретения может быть многослойной пленкой. Многослойная пленка может быть формована, по меньшей мере, частично соэкструзией, нанесением покрытия, ламинированием или любой их комбинацией. Многослойная пленка может состоять из сердцевинного слоя и, по меньшей мере, одного печатного оболочечного слоя, содержащего линейный полиэтилен низкой плотности, сопряженного с сердцевинным слоем.
Согласно одному варианту изобретения ориентированные в машинном направлении полимерные пленки могут быть использованы для получения этикеточных холстов, на которые может быть нанесена печать и которые могут быть дополнительно разрезаны штампом на отдельные этикеточные продукты.
Согласно одному варианту изобретения полимерная пленка может быть использована для этикеточных продуктов и для этикетирования предметов. Этикеточные продукты могут быть прикреплены к поверхности подложки, такой как стеклянные или пластиковые бутыли.
Согласно одному варианту изобретения этикеточный продукт представляет собой чувствительную к давлении этикетку, безвкладышную этикетку, термоплавкую этикетку или формующуюся этикетку.
Описание чертежей
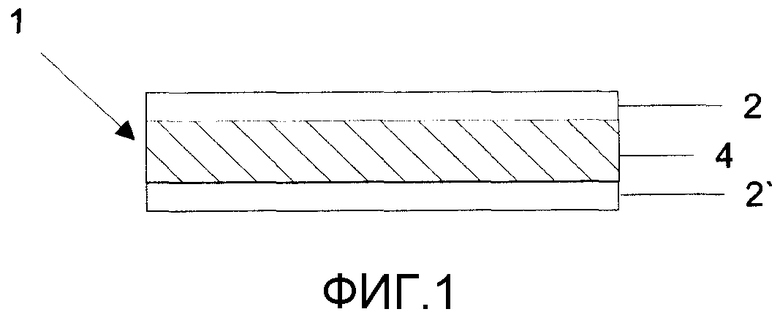
На фигуре 1 представлено поперечное сечение многослойной пленки согласно примеру варианта изобретения.
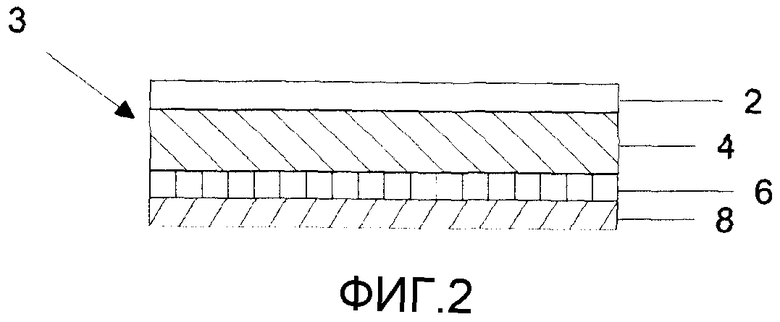
На фигуре 2 представлено поперечное сечение этикетки, содержащей многослойную пленку согласно примеру варианта настоящего изобретения.
Подробное описание изобретения
Некоторыми целями данного изобретения являются получение более экономически эффективных тонких этикеток с улучшенными характеристиками и оптимальными механическими свойствами, которые являются, например, хорошо согласующимися, пригодными для нанесения печати, режущимися штампом при низких давлениях и используемыми в автоматизированных линиях этикетирования. Указанные цели могут быть достигнуты с новыми комбинациями материалов для ОМН полимерных пленок и с новыми многослойными структурами лицевого материала этикетки с оптимизированными сердцевинным и оболочечным слоями.
ОМН пленки согласно настоящему изобретению и для достижения вышеуказанных преимуществ могут быть на основе, например, композиций и компонентов, представленных в примерах А-Е и в таблице 1. Предложенная композиция позволяет эффективно получать ОМН пленки со всеми хорошими качествами, обеспечиваемыми ориентацией в машинном направлении пленки, и, кроме того, значительно улучшает важные свойства пленки для этикеточных применений. Указанные композиции полимерной пленки могут использоваться в отдельности для формования однослойной ОМН пленки или в качестве одной или более частей многослойной ОМН пленки, например, в качестве сердцевинного слоя многослойной пленки.
Примеры композиций полимерной пленки (х означает в данном контексте главный полимерный компонент (компоненты))
Пример А1-А4
Полимерная пленка выполнена из полипропиленового гомополимера (главный компонент), и помимо главного компонента она содержит 5-20% мас. СЭБС (блок-сополимер стирол-этилен/бутилен-стирол) и 3-10% мас. гидрированной углеводородной смолы, или в зависимости от конечного использования взамен могут использоваться +3-30% мас. СЭБС и/или +1-20% мас. гидрированной углеводородной смолы.
Пример В1-В2
Полимерная пленка выполнена из полипропиленового статистического сополимера (главный компонент), и помимо главного компонента она содержит 5-20% мас. СЭБС (блок-сополимер стирол-этилен/бутилен-стирол) и/или СЭПС (блок-сополимер стирол-этилен/пропилен-стирол) и +3-10% мас. гидрированной углеводородной смолы, или в зависимости от конечного использования взамен могут использоваться +3-30% мас. СЭБС и/или +1-20% мас. гидрированной углеводородной смолы.
Пример С1-С2
Вместо использования полипропиленового гомополимера или полипропиленового статистического сополимера в отдельности в качестве главного компонента в композициях А и В выше также можно использовать смесь полипропиленового гомополимера и полипропиленового статистического сополимера в качестве главного компонента полимерной пленки и вместе с другими компонентами, указанными выше: 3-30% мас. или 5-20% мас. СЭБС и 1-20% мас. или 3-10% мас. гидрированной углеводородной смолы.
Пример D1-D2
Полимерная пленка выполнена из полипропиленового статистического сополимера и/или блок-сополимера, и помимо главного компонента она содержит 1-20% мас. гидрированной углеводородной смолы или 3-30% мас. стирольного блок-сополимера или термопластичного блок-сополимера.
Пример Е1-Е2
Полимерная пленка выполнена из смеси полипропиленового гомополимера и полипропиленового статистического сополимера и/или блок-сополимера, и помимо главного компонента она содержит 1-20% мас. гидрированной углеводородной смолы или 3-30% мас. стирольного блок-сополимера или термопластичного блок-сополимера.
Согласно настоящему изобретению полимерная пленка является многокомпонентной полимерной смесью. Согласно изобретению композиция многокомпонентной полимерной смеси может быть рецептурирована так, что в процессе ориентации в машинном направлении мутность полимерной пленки не увеличивается. Совместимость (смешиваемость) компонентов, размер доменов или свойства преломления могут подвергаться воздействию.
Согласно изобретению ОМН полимерная пленка может иметь однослойную структуру, которая содержит только один тип ОМН полимерной пленки. ОМН полимерная пленка может также содержать, по меньшей мере, два или более различных слоев полимерной пленки, которые имеют различные составы.
Согласно одному варианту изобретения ОМН полимерная пленка может быть многослойной пленкой. Многослойная структура может состоять из таких слоев, как сердцевинный слой и, по меньшей мере, один оболочечный слой. Оболочечные слои могут быть смежными с противоположной стороной сердцевинного слоя. Сердцевинный слой может содержать только один ОМН полимерный слой (монослой) или два или более полимерных пленочных слоев, которые могут иметь различные составы пленок. Оболочечный слой (слои) может быть получен сверху и/или снизу сердцевинного слоя экструзией, ламинированием, нанесением покрытия, соэкструзией одновременно в процессе получения многослойной пленки или любой их комбинацией.
ОМН полимерные пленки согласно настоящему изобретению, предпочтительно, основаны на использовании литьевых пленок. В способе литьевой пленки полимер или многокомпонентная полимерная смесь экструдируется через фильер. Также возможно использование пленок, полученных с использованием других технологий получения пленки, например, пленок, получаемых раздувом. Многослойная полимерная пленка может быть формована одновременным соэкструдированием различных слоев, например, сердцевинного слоя и оболочечного слоя (слоев).
Одно- и многослойные пленки дополнительно ориентируются в машинном направлении. Степень ориентации (отношение вытяжка/ориентация) полимерной пленки обычно составляет 5-10 и, предпочтительно, 7-8. ОМН многослойные полимерные пленки могут быть также формованы путем ламинирования двух или более ОМН слоев вместе. Для формования ОМН многослойной структуры также может быть использовано нанесение покрытия ОМН-монослоя.
На фигуре 1 представлена многослойная полимерная пленка 1, которая имеет сердцевинный слой 4 и первичные оболочечные слои сверху 2 и снизу 2' сердцевинного слоя. Например, можно получить ОМН 3-слойную пленку с ОМН полимерной пленкой согласно настоящему изобретению в качестве сердцевинного слоя с нижним и верхним оболочечными слоями, выполненными из смеси ПП и ПЭ или других смесей согласно таблице 2. Промежуточный слой (слои) может быть использован для получения многослойных пленок с несколькими слоями, таких как пятислойные и семислойные структуры. Оболочечный слой также может быть только на одной стороне сердцевинного слоя. Также могут быть один или несколько дополнительных оболочечных слоев (вторичные оболочечные слои) сверху сердцевинного и первичного оболочечного слоя.
Структура и состав многослойной полимерной пленки согласно одному варианту изобретения представлены в следующей таблице 2. Сердцевинный слой представляет здесь только часть композиций полимерной пленки, представленных в таблице 1, т.к. специалист в данной области техники может легко понять, что вместо указанного также могут использоваться другие композиции сердцевинного слоя согласно таблице 1. Композиции пленки сердцевины и оболочки и присутствие различных компонентов отмечено следующим образом: 1 - включено, 0 - не включено, 1/0 - необязательно и предпочтительно включено, 0/1 - необязательно и предпочтительно не включено.
Композиции сердцевинного и оболочечного слоев многослойной полимерной пленки согласно одному варианту изобретения
Согласно одному варианту изобретения на пленки наносят печать, и ОМН полимерную пленку для оболочечного слоя оптимизируют для того, чтобы добиться хорошей способности к нанесению печати и, таким образом, превосходного внешнего вида полимерной пленки для этикеток. Оболочечный слой, предпочтительно, содержит линейный полиэтилен низкой плотности, который также может быть успешно ориентирован. Кроме того, он также может содержать полипропиленовый гомополимер. Он также может состоять, по меньшей мере, из одного из следующего: ПП статистического сополимера, ПП блок-сополимера, гидрированной углеводородной смолы или полиэтилена низкой плотности. Композиция оболочечного слоя полимерной пленки согласно одному предпочтительному варианту представлена в таблице 2.
Согласно одному варианту изобретения ОМН полимерная пленка содержит в качестве главного компонента полипропиленовый гомополимер. ПП гомополимер может быть ориентирован, и он придает пленке жесткость (адекватный модуль упругости). Толщина пленки составляет, предпочтительно, 50 мкм. Главным компонентом могут альтернативно быть полипропиленовый статистический сополимер и/или полипропиленовый блок-сополимер, или смесь полипропиленового гомополимера и полипропиленового статистического сополимера и/или полипропиленового блок-сополимера. Полипропиленовые сополимеры могут быть сополимерами пропилена и таких сомономеров, как этилен и бутилен. Некоторые преимущества ПП статистического сополимера состоят в том, что удлинение ОМН-пленки увеличивается, и, таким образом, увеличивается эластичность пленки, что дополнительно облегчает отрывание отходов матрицы после резки штампом. Использование ПП статистического сополимера также может быть предпочтительным выбором полипропилена, когда целью является улучшение степени мутности пленки.
Согласно одному варианту изобретения ОМН полимерная пленка может содержать 3-30% мас. или 5-20% мас. термопластичного блок-сополимера или стирольного блок-сополимера, такого как блок-сополимер стирол-этилен/бутилен-стирол (СЭБС) и/или блок-сополимер стирол-этилен/пропилен-стирол (СЭПС), в качестве модификатора полимерной пленки. Вместо СЭБС, как показано, в частности, в вышеуказанных примерах А-Е и таблицах 1 и 2, можно также использовать в указанных композициях другие стирольные блок-сополимеры или термопластичные блок-сополимеры, такие как олефиновые блок-сополимеры. В качестве одного потенциального материала может содержаться, например, СЭПС, который может быть использован как таковой или вместе с СЭБС, стирол-этилен/пропиленом (СЭП) или стирол-этилен-этилен/пропилен-стиролом (СЭЭПС). Как можно легко понять, в качестве стирольного блок-сополимера могут использоваться также СЭБС, СЭЭПС, СЭП и/или СЭПС. В качестве примера в качестве термопластичного блок-сополимера могут использоваться олефиновые блок-сополимеры торговой марки Infuse от компании Dow Chemical Company.
По сравнению с базовой пленкой из ПП гомополимера или пленкой из ПП статистического сополимера и/или блок-сополимера или из любой их смеси введение СЭБС-блок-сополимера улучшает эластичность и согласуемость ПП пленки, ориентированной в машинном направлении. Один из недостатков состоит в том, что СЭБС и СЭПС имеют отрицательное влияние на прозрачность пленки в процессе ориентации.
Согласно одному варианту изобретения ОМН полимерная пленка может содержать 1-20% мас. или 3-10% мас. гидрированной углеводородной смолы в качестве модификатора полимерной пленки. Углеводородная смола может быть полностью гидрированной. Введение компонента углеводородной смолы улучшает прозрачность и жесткость пленки, ориентированной в машинном направлении.
Согласно одному варианту настоящего изобретения гидрированная углеводородная смола может быть успешно смешана со стирольными блок-сополимерами. Указанная смесь может быть дополнительно объединена с главным ПП-компонентом. Также можно ориентировать указанную полимерную смесь. С указанной новой композицией ОМН-пленки имеют увеличенную жесткость и улучшенную прозрачность. Для этикеточных применений предпочтительно выбирать смесь СЭБС и углеводородной смолы вместе с ПП с получением смеси низкой мутности для того, чтобы быть подходящей для прозрачных пленок.
Согласно одному варианту изобретения ОМН полимерные пленки используются в этикеточных холстах для этикеточных продуктов. Этикеточный продукт может содержать полимерную пленку (пленки) и может иметь однослойную или многослойную структуру. Многослойные структуры могут быть, например, соэкструдированы и ориентированы на линии или вне линии. Как представлено на фигуре 2, этикеточный продукт 3 может состоять из лицевого материала, который содержит многослойную структуру, включающую сердцевинный слой 4 и наружный оболочечный слой 2. Также может использоваться промежуточный слой (слои) для того, чтобы получать многослойные этикеточные структуры с несколькими слоями, такие как пятислойные и семислойные структуры. В многослойных этикеточных структурах сердцевинный слой может обеспечивать жесткость, а оболочечный слой - способность к нанесению печати этикетки. Клей 6 наносится на сторону лицевого материала, противоположную наружному оболочечному слою, и может быть покрыт высвобождающимся вкладышем 8. Клеи, подходящие для использования, являются общедоступными. Обычно клеи включают в себя клеи, чувствительные к давлению, клеи, активируемые нагревом, термоплавкие клеи, удаляемые или постоянные клеи и т.п. Согласно изобретению этикеточный продукт может быть таким, как этикетка, чувствительная к давлению, безвкладышная этикетка, термоплавкая этикетка и формующаяся этикетка.
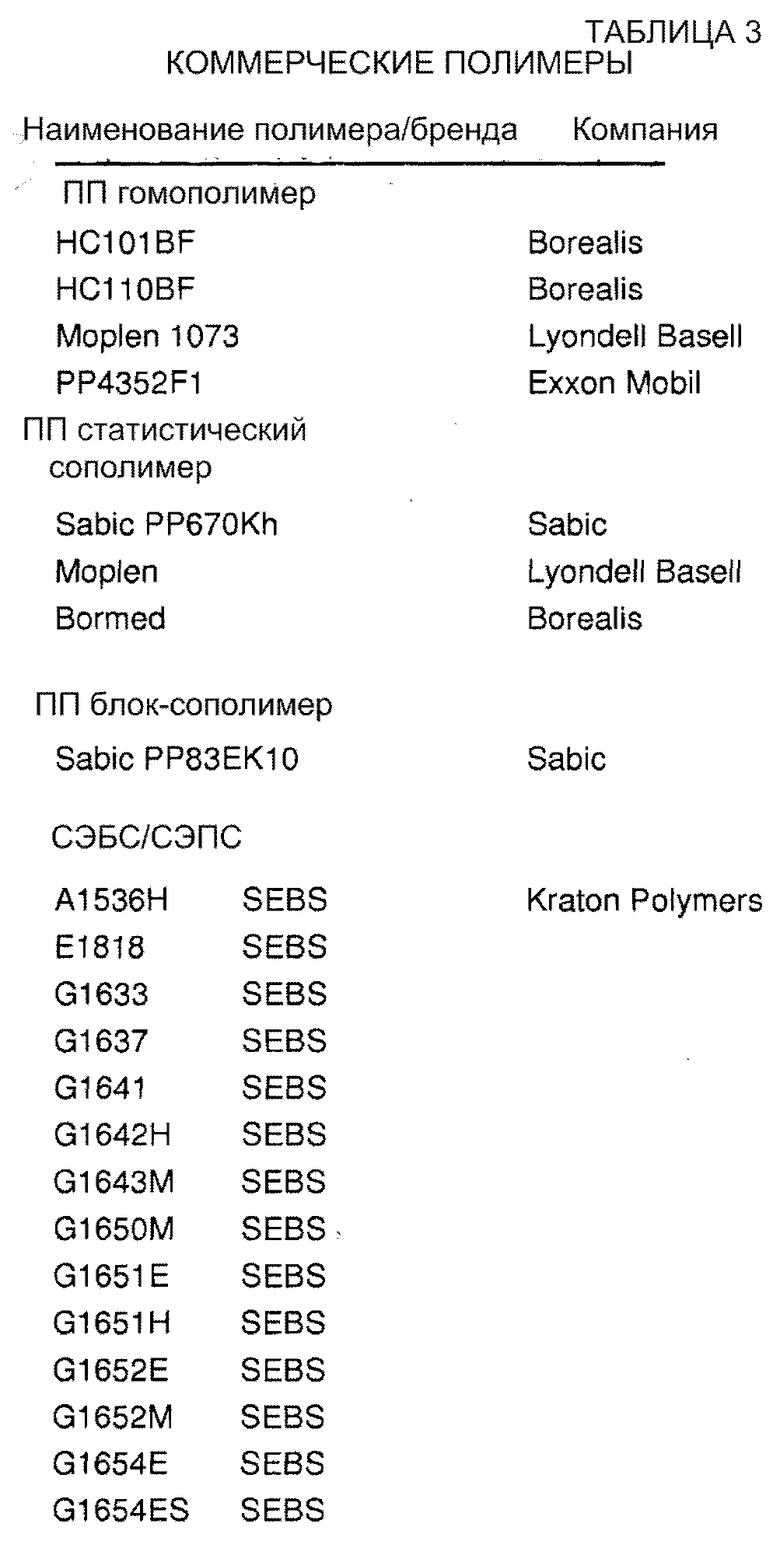
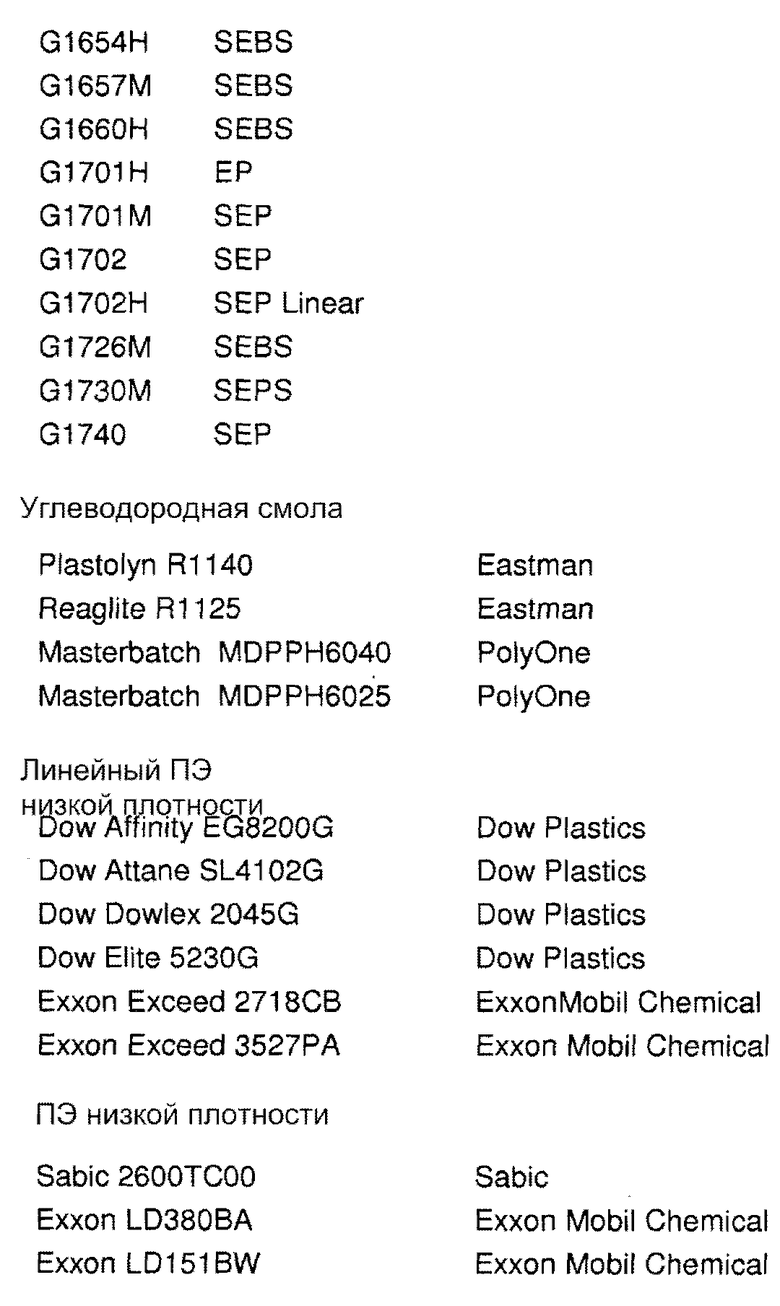
Ряд используемых полимеров является коммерчески доступным из целого ряда источников. В таблице 3, приведенной ниже, даются некоторые примеры брендов коммерческих материалов, которые могут использоваться с изобретением. Указанный перечень не предназначен быть ограничивающим, но приводится только в качестве примера.
В приведенной ниже таблице 4 представлены несколько примеров (образцы 1-3) ОМН многослойных пленок изобретения и их свойства. Соотношение толщины оболочка/сердцевина пленок составляет 1:8, а степень ориентации составляет 7.
ПРИМЕРЫ
Варианты изобретения проиллюстрированы следующими примерами.
Пример 1. Ориентированная в машинном направлении полимерная пленка, отличающаяся тем, что пленка содержит, по меньшей мере, один полипропиленовый гомополимер, полипропиленовый статистический сополимер или полипропиленовый блок-сополимер или смесь двух или более из них и модификатор, который представляет собой, по меньшей мере:
- углеводородную смолу; или
- термопластичный блок-сополимер.
Пример 2. Ориентированная в машинном направлении полимерная пленка согласно примеру 1, отличающаяся тем, что стирольный блок-сополимер представляет собой, по меньшей мере:
- блок-сополимер стирол-этилен/бутилен-стирол;
- блок-сополимер стирол-этилен/пропилен-стирол;
- блок-сополимер стирол-этилен/пропилен;
- блок-сополимер стирол-этилен-этилен/пропилен-стирол; или
- олефиновый блок-сополимер.
Пример 3. Ориентированная в машинном направлении полимерная пленка согласно примеру 1, отличающаяся тем, что пленка содержит 1-20% мас. или 3-10% мас. углеводородной смолы.
Пример 4. Ориентированная в машинном направлении полимерная пленка согласно примеру 1 или 2, отличающаяся тем, что пленка содержит 3-30% мас. или 5-20% мас. текрмопластичного блок-сополимера.
Пример 5. Ориентированная в машинном направлении полимерная пленка в соответствии с предыдущими примерами, отличающаяся тем, что ориентированная в машинном направлении полимерная пленка представляет собой однослойную или многослойную пленку.
Пример 6. Ориентированная в машинном направлении полимерная пленка согласно примеру 5, отличающаяся тем, что многослойная пленка, по меньшей мере, частично формована соэкструзией.
Пример 7. Ориентированная в машинном направлении полимерная пленка согласно примеру 5, отличающаяся тем, что многослойная пленка, по меньшей мере, частично формована нанесением покрытия.
Пример 8. Ориентированная в машинном направлении полимерная пленка согласно примеру 5, отличающаяся тем, что многослойная пленка, по меньшей мере, частично формована ламинированием.
Пример 9. Ориентированная в машинном направлении полимерная пленка согласно примерам 5-8, отличающаяся тем, что многослойная пленка состоит из сердцевинного слоя и, по меньшей мере, одного слоя оболочки для печати, содержащего линейный полиэтилен низкой плотности, сопряженного с сердцевинным слоем.
Пример 10. Этикеточный холст, содержащий полимерную пленку, в соответствии с любым из примеров 1-9.
Пример 11. Этикетка, содержащая полимерную пленку в соответствии с любым из примеров 1-9.
Пример 12. Применение полимерной пленки в соответствии с любым из примеров 1-9 для этикетирования предмета.
Пример 13. Этикетка согласно примеру 11, отличающаяся тем, что этикетка представляет собой чувствительную к давлению этикетку, безвкладышную этикетку, термоплавкую этикетку или формующуюся этикетку.
Описанные выше варианты являются только типичными вариантами изобретения, и специалист в данной области техники легко поймет, что они могут быть комбинированы различными способами с получением других вариантов без отступления от основы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
| ЭТИКЕТКА (ВАРИАНТЫ) | 2003 |
|
RU2326029C2 |
| ПЛЕНКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПЛАВЛЯЕМОЙ ЭТИКЕТКИ, СПОСОБ ПОВЫШЕНИЯ ЕЕ ТЕХНОЛОГИЧНОСТИ, СПОСОБ ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЙ И ЭТИКЕТИРОВАННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2005 |
|
RU2461074C2 |
| ТИСНЕНАЯ ТЕРМОПЛАСТИЧНАЯ ЭТИКЕТКА | 2012 |
|
RU2618825C2 |
| ЭТИКЕТКА (ВАРИАНТЫ) И СПОСОБ ЭТИКЕТИРОВАНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2422281C2 |
| ПЛЕНКА ДЛЯ ЭТИКЕТОК ДЛЯ СПОСОБА ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2396172C2 |
| ТЕРМОПЛАВКАЯ КОНТАКТНО-КЛЕЕВАЯ КОМПОЗИЦИЯ И АДГЕЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2474598C2 |
| ДВУСТОРОННЕ СВАРИВАЕМАЯ, ПРИГОДНАЯ К ПЕЧАТИ, ОРИЕНТИРОВАННАЯ МНОГОСЛОЙНАЯ ПОЛИОЛЕФИНОВАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2202474C2 |
| ТЕРМОСВАРИВАЮЩАЯСЯ, ДВУХОСНО ОРИЕНТИРОВАННАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА С УЛУЧШЕННЫМИ БАРЬЕРНЫМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2233294C2 |
Изобретение относится к ориентированной в машинном направлении полимерной пленке для этикеток, применению такой пленки для этикетирования предметов, этикеточному холсту и этикетке из такой пленки. Полимерная пленка имеет многослойную структуру, включающую сердцевидный слой, который содержит, по меньшей мере, один полипропиленовый гомополимер, полипропиленовый статистический сополимер или полипропиленовый блок-сополимер или смесь двух или более из них и, по меньшей мере, один модификатор. Модификатор включает углеводородную смолу в количестве от 1 до 20 % мас. и стирольный блок-сополимер или олефиновый блок-сополимер, отличный от полипропиленового блок-сополимера. Технический результат - получение ориентированной в машинном направлении полимерной пленки для получения этикеток с улучшенными физико-механическими характеристиками. 4 н. и 8 з.п. ф-лы, 4 табл., 2 ил.
1. Ориентированная в машинном направлении полимерная пленка для этикеток, отличающаяся тем, что ориентированная в машинном направлении полимерная пленка имеет многослойную структуру, включающую сердцевинный слой, содержащий, по меньшей мере, один полипропиленовый гомополимер, полипропиленовый статистический сополимер или полипропиленовый блок-сополимер или смесь двух или более из них, и модификатор, который представляет собой, по меньшей мере:
- углеводородную смолу в количестве от 1 до 20 мас.%,
- стирольный блок-сополимер или олефиновый блок-сополимер, отличный от полипропиленового блок-сополимера.
2. Ориентированная в машинном направлении полимерная пленка по п.1, отличающаяся тем, что стирольный блок-сополимер представляет собой, по меньшей мере:
- блок-сополимер стирол-этилен/бутилен-стирол;
- блок-сополимер стирол-этилен/пропилен-стирол;
- блок-сополимер стирол-этилен/пропилен; или
- блок-сополимер стирол-этилен-этилен/пропилен-стирол.
3. Ориентированная в машинном направлении полимерная пленка по п.1, отличающаяся тем, что пленка содержит 3-30 мас.% или 5-20 мас.% стирольного блок-сополимера или олефинового блок-сополимера, отличного от полипропиленового блок-сополимера.
4. Ориентированная в машинном направлении полимерная пленка по п.1, отличающаяся тем, что ориентированная в машинном направлении полимерная пленка представляет собой однослойную или многослойную пленку.
5. Ориентированная в машинном направлении полимерная пленка по п.4, отличающаяся тем, что многослойная пленка, по меньшей мере, частично формована соэкструзией.
6. Ориентированная в машинном направлении полимерная пленка по п.4, отличающаяся тем, что многослойная пленка, по меньшей мере, частично формована нанесением покрытия.
7. Ориентированная в машинном направлении полимерная пленка по п.4, отличающаяся тем, что многослойная пленка, по меньшей мере, частично формована ламинированием.
8. Ориентированная в машинном направлении полимерная пленка по п.4, отличающаяся тем, что многослойная пленка состоит из сердцевинного слоя и, по меньшей мере, одного слоя оболочки для печати, содержащего линейный полиэтилен низкой плотности, сопряженного с сердцевинным слоем.
9. Этикеточный холст, содержащий полимерную пленку, по любому из пп.1-8.
10. Этикетка, содержащая полимерную пленку, по любому из пп.1-8.
11. Применение полимерной пленки по любому из пп.1-8 для этикетирования предмета.
12. Этикетка по п.10, отличающаяся тем, что этикетка представляет собой чувствительную к давлению этикетку, безвкладышную этикетку, термоплавкую этикетку или формующуюся этикетку.
| EP 1457314 A1 15.09.2004 | |||
| Устройство для запирания многоящичного шкафа | 1974 |
|
SU492642A1 |
| JP 3130150 A 03.06.1991 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| US 5594070 A 14.01.1997 | |||
| JP 10212361 A 11.08.1998 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| КОНТРОЛЬНЫЙ АППАРАТ ДЛЯ КИПЯТИЛЬНИКОВ | 1926 |
|
SU5668A1 |
| ЭТИКЕТКА (ВАРИАНТЫ) | 2003 |
|
RU2326029C2 |
| ДВУСТОРОННЕ СВАРИВАЕМАЯ, ПРИГОДНАЯ К ПЕЧАТИ, ОРИЕНТИРОВАННАЯ МНОГОСЛОЙНАЯ ПОЛИОЛЕФИНОВАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2202474C2 |

