Область техники
Изобретение относится к машине для розлива и упаковки, осуществляющей поперечное запечатывание и разрезание трубы упаковочного материала и заполнение каждой емкости жидким пищевым продуктом.
Уровень техники
При изготовлении упаковочных емкостей, заполненных жидким пищевым продуктом, например молоком, минеральной водой, чаем, соком, супом, алкоголем, используют полотно ламинированного упаковочного материала. Упаковочная емкость образуется путем запечатывания упаковочного материала посредством термосварки, ультразвуковой сварки и т.п. Например, в машине для розлива и упаковки края слоистого упаковочного материала соединяются вместе, при этом ламинированный упаковочный материал принимает форму трубы. Боковые края упаковочного материала накладываются друг на друга так, чтобы образовать нахлест. Этот нахлест прижимается полосой, покрывающей поверхность разреза внутреннего края продольного шва, и нахлест запечатывается термосваркой посредством соответствующего устройства в продольном направлении. В поперечном направлении слоистый упаковочный материал запечатывается поперечным запечатывающим устройством, при заполнении трубы ламинированного упаковочного материала жидким пищевым продуктом, после чего упаковочный материал разрезают с образованием полуфабриката в виде подушкообразной емкости. После придания этой емкости заданной формы получают готовую упаковку.
На Фиг. 7 представлен схематичный вид в перспективе примерной машины для розлива и упаковки. Бобинообразный и полотнообразный слоистый упаковочный материал 1 загружается в машину для розлива и упаковки. Слоистый упаковочный материал 1 содержит гибкий ламинат, ламинирующий бумажную подложку и слои полиэтиленовой смолы по обеим сторонам от бумажной основы. При необходимости между бумажной подложкой и пленочным слоем размещается барьерный слой, включающий в себя алюминиевую фольгу, газонепроницаемый слой и тому подобное. Элементы декоративной отделки печатаются на участках, соответствующих поверхности упаковочной емкости 14.
Размотанный слоистый упаковочный материал 1 непрерывно подается питателем средства транспортировки и транспортируется на аппликатор 3 ленты через гибочные ролики и демпфирующие ролики. Лента 2 непрерывно наносится на один из краев слоистого упаковочного материала 1 аппликатора 3 ленты.
При необходимости к слоистому упаковочному материалу 1 с помощью аппликатора отрывного язычка крепится отрывной язычок. Слоистый упаковочный материал 1 поступает в стерилизующий бак 4 и стерилизуется в стерилизующем баке 4 с помощью стерилизующей жидкости - перекиси водорода и тому подобного. Слоистый упаковочный материал 1 подается на воздушный шабер 5 для сушки воздушным шабером 5. Слоистый упаковочный материал 1 поступает в асептическую камеру 40 для обеспечения заполнения трубообразного упаковочного материала жидким пищевым продуктом в асептической атмосфере. С помощью формовочных колец 6 и других формовочных колец слоистый упаковочный материал 1 постепенно приобретает трубообразную форму.
Трубообразный слоистый упаковочный материал 1 предварительно подогревается горячим воздухом от предварительного нагревателя 8 устройства продольного запечатывания для выполнения продольного запечатывания. Жидкий пищевой продукт заливается в трубообразный слоистый упаковочный материал 1 из нижнего конца патрубка наливной трубки 7.
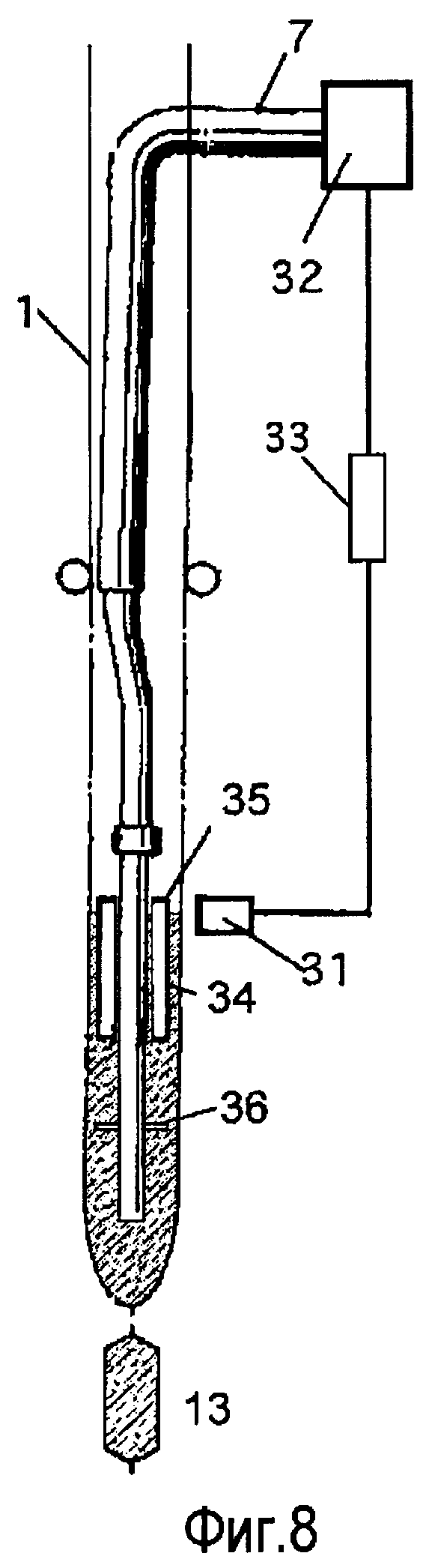
Пример заполнения из наливной трубки жидким пищевым продуктом трубообразного упаковочного материала до заданного уровня жидкости представлен на фиг. 8.
Вертикальный участок наливной трубки 7 вставляется во внутреннюю нижнюю часть трубообразного упаковочного материала 1. Расположенный раньше по ходу ("выше") участок подключен к регулирующему клапану 32. По периферии вертикального участка наливной трубки 7 расположен цилиндрический поплавок 34. Плавающий в жидком пищевом продукте и находящийся между трубообразным упаковочным материалом 1 и наливной трубкой 7 поплавок 34 размещен вокруг внешней поверхности вертикального участка наливной трубки 7 с возможностью свободного перемещения вверх и вниз. На поплавке 11 установлено детектируемое средство 35 (магнит, передатчик, язычки и т.п.). С внешней стороны трубки 1 размещен детектор 31. Детектор 31 преобразует изменение интенсивности сигнала от детектируемого средства в электрический ток, который детектор выдает в виде электрического сигнала. При достижении уровня выше заданного детектор выдает сигнал остановки, а при уровне ниже заданного соответственно выдает разрешающий сигнал на средство 33 управления. На участке раньше по ходу наливной трубки 7 установлен клапан-регулятор потока 32, управляемый средством 33 управления.
Уровень жидкости координируется относительно заданного уровня.
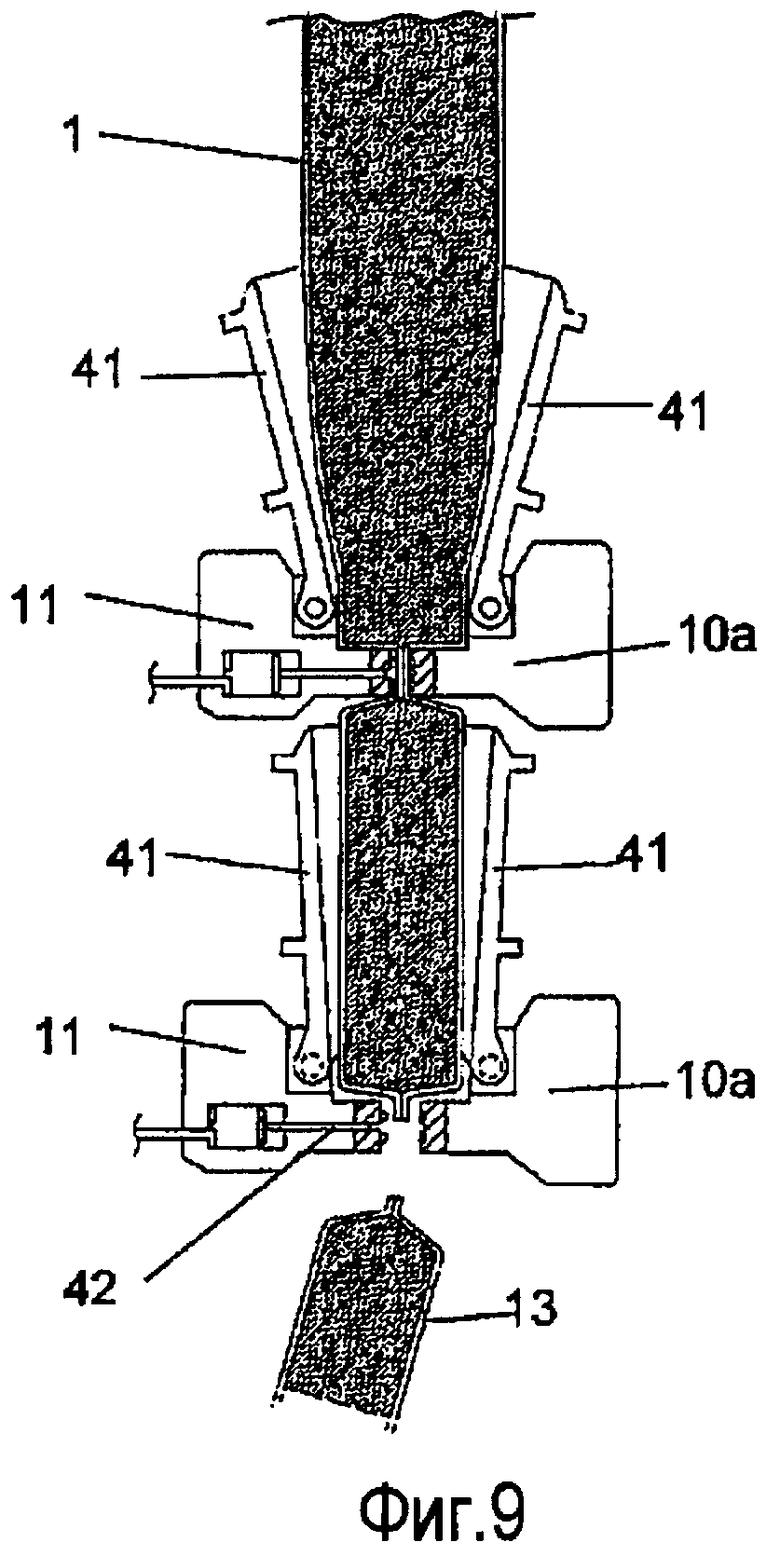
Трубообразный слоистый упаковочный материал 1 направляется вниз и подается на устройство 10 поперечного запечатывания, как показано на фиг. 7. Трубообразный слоистый упаковочный материал 1 термосваривается прессом в поперечном направлении и принимает форму емкости. Герметизированный в поперечном направлении слоистый упаковочный материал режется резаком, и образуется подушкообразная предварительная емкость 13.
Подробный вид в частичном разрезе устройства 10 поперечного запечатывания показан на фиг. 9. В данном варианте выполнения заполненный пищевым продуктом трубообразный упаковочный материал 1 сначала удерживается верхней парой запечатывающих зажимов 10а и контр-зажимов 11. При подаче трубообразного упаковочного материала 1 вниз на расстояние, соответствующее длине одной упаковочной емкости, он удерживается парой верхних формующих щитков 41 и 41 и принимает приблизительную форму емкости. Поперечное запечатывание образует две зоны поперечного запечатывания. Средняя из зон герметизации соединенных подушкообразных предварительно сформованных емкостей разрезается резаком 42 и, таким образом, образуются подушкообразные предварительно сформованные емкости 13.
В варианте выполнения с высокоскоростной поперечной герметизацией, предварительной формовкой и резкой предусмотрены две пары запечатывающих зажимов и контр-зажимов, а также формующих щитков, при этом первая пара, выполнившая этапы поперечного запечатывания, предварительной формовки и резки, отводится в сторону и возвращается наверх, а очередные этапы поперечного запечатывания, предварительной формовки и резки повторяются.
Предварительная емкость 13 транспортируется и принимает окончательную форму с помощью устройства 15 окончательной формовки, как показано на фиг. 7 и, таким образом, образуется упаковочная емкость 14, заполненная жидким пищевым продуктом.
Сущность изобретения
Задачи изобретения
В вышеупомянутой системе розлива и упаковки давление заполнившего трубку жидкого пищевого продукта представляет собой положительное давление, соответствующее глубине жидкости от уровня жидкости. При формовании упаковочного материала с помощью формующих щитков положительное давление жидкого пищевого продукта в трубке взаимодействует с внешним давлением формующих щитков с целью качественного формования упаковочного материала.
Кроме того, такое положительное давление также поддерживает залитый пищевой продукт в хороших гигиенических условиях. То есть, даже если упаковочный материал имеет небольшие трещины, растрескивания и точечные отверстия, жидкий пищевой продукт только протекает из таких точек наружу, но никакие внешние атмосферные вещества не попадают в трубу и не загрязняют жидкий пищевой продукт в трубе.
Задачей изобретения является создание машины для розлива и упаковки, способной легко выполнять предварительную формовку с помощью формующих щитков путем поддержания положительного давления жидкого пищевого продукта в трубе, способной предотвратить падение давления жидкого пищевого продукта до величины отрицательного давления, даже если давление жидкого пищевого продукта уменьшается из-за изменения давления жидкого пищевого продукта, и способной предотвратить попадание внешних атмосферных материалов в трубу.
Решение поставленных задач
Согласно изобретению в машине для розлива и упаковки полотнообразный упаковочный материал подается непрерывно и принимает форму трубы, при этом труба с перекрытием внахлест обоих концов упаковочного материала запечатывается продольно в продольном направлении, жидкий пищевой продукт из наливной трубки заливается до заданного уровня жидкости в определенном положении выше выходного отверстия наливной трубки, а трубообразный упаковочный материал подается непрерывно и вертикально вниз, причем труба удерживается запечатывающими зажимами и контр-зажимами в поперечном направлении ниже уровня жидкости и подается вниз, труба запечатывается в поперечном направлении, притом труба удерживается запечатывающими зажимами и контр-зажимами в поперечном направлении ниже уровня жидкости, одновременно труба удерживается формующими щитками для предварительного формования, затем труба разрезается в зоне поперечного запечатывания, и образуются упаковочные емкости. Машина для розлива и упаковки содержит напорный фланец, расположенный вокруг периферии наливной трубки ниже уровня жидкости в трубообразном упаковочном материале, при этом напорный фланец управляет перетоком жидкого пищевого продукта в трубе из нижней части в верхнюю часть для поддержания положительного давления жидкого пищевого продукта в трубе ниже напорного фланца и для облегчения предварительной формовки с помощью формующих щитков. Машина для розлива и упаковки содержит средство нанесения покрытия. Средство нанесения покрытия наносит покрытие на зазор или потенциальный зазор, образованный в нахлесте зоны продольного запечатывания раньше по ходу от места, где давление жидкого пищевого продукта падает из-за изменения давления жидкого пищевого продукта выше запечатывающих зажимов, контр-зажимов и формующих щитков, а также средство нанесения покрытия предотвращает проникновение веществ из окружающей среды в трубу из-за падения до отрицательной величины давления жидкого пищевого продукта, вызванного изменениями давления жидкого пищевого продукта.
В предпочтительном варианте изобретения, средство нанесения покрытия представляет собой средство нанесения пленки для выполнения покрытия.
В предпочтительном варианте изобретения, средство нанесения покрытия представляет собой средство нанесения адгезива для выполнения покрытия.
В предпочтительном варианте изобретения, средство нанесения покрытия установлено с внешней стороны асептической камеры для обеспечения заливки жидкого пищевого продукта в трубообразный упаковочный материал в стерилизованной атмосфере.
Преимущества изобретения
В машине для розлива и упаковки по изобретению полотнообразный упаковочный материал подается непрерывно и принимает форму трубы, при этом труба с нахлестом обоих концов упаковочного материала запечатывается продольно в продольном направлении, жидкий пищевой продукт из наливной трубки заливается до заданного уровня жидкости в определенном положении выше выхода наливной трубки, а трубообразный упаковочный материал подается непрерывно и вертикально вниз, причем труба удерживается запечатывающими зажимами и контр-зажимами в поперечном направлении ниже уровня жидкости и подается вниз, труба запечатывается в поперечном направлении, притом труба удерживается запечатывающими зажимами и контр-зажимами в поперечном направлении ниже уровня жидкости, одновременно труба удерживается формующими щитками для предварительного формования, затем труба разрезается в зоне поперечного запечатывания, и образуются упаковочные емкости.
Поскольку емкость герметизируют в поперечном направлении ниже уровня жидкости в полотнообразном упаковочном материале, заполненном жидким пищевым продуктом, в емкости не остается ненужного воздуха, что способствует сохранению хорошего качества.
В вышеупомянутой наполненной упаковке давление залитого в трубу жидкого пищевого продукта представляет собой положительное давление, пропорциональное глубине жидкости от уровня жидкости. При формовании упаковочного материала с помощью формующих щитков при таком положительном давлении материал может быть сформован надлежащим образом.
Свойством данного изобретения является то, что вокруг периферии наливной трубки ниже уровня жидкости в трубообразном упаковочном материале расположен напорный фланец.
При подаче вниз трубообразного упаковочного материала материал быстро сжимается запечатывающим зажимом и контр-зажимом, и, кроме того, материал быстро сжимается парой формующих щитков. Жидкости в трубообразном упаковочном материале сообщается толчковое усилие, давление жидкого пищевого продукта в трубе внезапно возрастает, и положительное давление может стать избыточным. Чрезмерное положительное давление быстро повышает уровень жидкости, вызывает неустойчивые взбалтывания и приводит к трудностям в управлении уровнем жидкости.
Таким образом, чрезмерное положительное давление быстро повышает уровень жидкости и приводит к неустойчивым колебаниям уровня. Показанный на фиг. 8 поплавок 34 заметно качается вверх и вниз, и в результате средство 33 управления не может управлять уровнем.
Согласно изобретению напорный фланец управляет перетоком жидкого пищевого продукта в трубе из нижней части в верхнюю часть для поддержания надлежащего положительного давления жидкого пищевого продукта в трубе ниже напорного фланца и для облегчения предварительной формовки с помощью формующих щитков. Кроме того, даже если жидкий пищевой продукт потечет обратно из нижнего участка в верхней участок, обратным потоком можно управлять, и быстрый рост уровня жидкости можно контролировать.
Например, вокруг периферии наливной трубки 1 ниже уровня жидкости в трубообразном упаковочном материале 1 расположен напорный фланец 36, как показано на фиг. 8. Даже если жидкий пищевой продукт потечет обратно из нижнего участка в верхней участок, посредством быстрого сжатия упаковочного материала запечатывающими зажимами и контр-зажимами, а также парой формующих щитков, напорный фланец 36 может управлять обратным потоком и контролировать быстрый рост уровня жидкости.
Признаком данного изобретения является предусмотренное средство нанесения покрытия, при этом средство нанесения покрытия наносит покрытие на зазор или потенциальный зазор, образованный в нахлесте зоны продольного запечатывания раньше по ходу от места, где давление жидкого пищевого продукта падает из-за изменения давления жидкого пищевого продукта выше формующих щитков.
Из-за колебаний и изменений давления жидкого пищевого продукта давление залитого в трубу жидкого пищевого продукта вокруг напорного фланца подвержено риску иметь величину крайне низкого положительного давления или отрицательного давления.
Например, как показано на фиг. 5, трубообразный упаковочный материал 1 подается вниз по направлению стрелки (с), вокруг выходного отверстия 7а наливной трубки выше устройства поперечного запечатывания. Как показано на фиг. 5 (А), труба быстро сжимается формующими щитками, запечатывающим зажимом 10а и контр-зажимом 11, жидкости в трубообразном упаковочном материале сообщается толчковое усилие, давление жидкого пищевого продукта в трубе быстро поднимается, и жидкость течет обратно по направлению стрелки (а). Напорный фланец 36 управляет обратным потоком.
Поскольку давление жидкого пищевого продукта в трубе передается всему жидкому пищевому продукту в трубе, независимо от наличия напорного фланца 36, как показано на фиг. 5 (В), жидкость в трубе течет в обратном направлении, указанном стрелкой (е), по инерции. Однако перемещению жидкости из нижнего участка в верхний участок от фланца препятствует наличие напорного фланца 36, в силу чего жидкости выше фланца недостает, и имеет место нехватка (d). Эта нехватка (d) представлена на фиг. 5 (B) в виде виртуальной пены. В результате, давление залитого в трубу жидкого пищевого продукта подвержено риску иметь величину крайне низкого положительного давления или отрицательного давления.
Трубообразный упаковочный материал последовательно подается вниз, по направлению стрелки (с), а объем трубообразного упаковочного материала ниже напорного фланца 36 увеличивается. Пока жидкий пищевой продукт, соответствующий приросту объема, поступает с выходного отверстия 7а наливной трубки, жидкость выше напорного фланца 36 должна подаваться в направлении, указанном стрелкой (b) (фиг. 5 (С)). Однако напорный фланец 36 препятствует подаче. Как показано на фиг. 5 (С), когда запечатывающий зажим 10а и контр-зажим 11 тянут вниз трубообразный упаковочный материал, объем трубообразного упаковочного материала ниже напорного фланца 36 быстро увеличивается. Подаваемого количества жидкого пищевого продукта недостаточно, и имеет место нехватка (d). Эта нехватка (d) представлена на фиг. 5 (C) в виде виртуальной пены. В результате, давление залитого в трубу жидкого пищевого продукта подвержено риску иметь величину крайне низкого положительного давления или отрицательного давления.
В соответствии с примером машины для розлива и упаковки, фиг. 6 представляет собой диаграмму с вертикальной осью, показывающей давление жидкого пищевого продукта ниже напорного фланца, и горизонтальной осью, показывающей время одного цикла этапов поперечного запечатывания, предварительной формовки и резки.
Давление жидкого пищевого продукта в трубе быстро поднимается при быстром сжатии трубы формующими щитками, запечатывающим зажимом и контр-зажимом. Смотрите пики (e) и (f). При подаче трубообразного упаковочного материала вниз объем в трубообразном упаковочном материале ниже напорного фланца быстро увеличивается. Подаваемого количества жидкого пищевого продукта недостаточно. Давление залитого в трубу жидкого пищевого продукта подвержено риску иметь величину отрицательного давления. Смотрите нижнюю точку (g).
В вышеупомянутом примере, давление залитого в трубу жидкого пищевого продукта имеет отрицательное значение в нижней точке (g).
Признаком данного изобретения является то, что средство нанесения покрытия установлено над запечатывающим зажимом, контр-зажимом и формующими щитками, вызывающими изменения и колебания давления жидкого пищевого продукта. Это происходит потому, что установка ниже них по потоку не имеет смысла, и нет места для установки в рабочее положение формующих щитков, запечатывающего зажима и контр-зажима.
Кроме того, место установки средства нанесения покрытия расположено раньше по ходу от места падения давления жидкого пищевого продукта из-за изменений и колебаний давления жидкого пищевого продукта. В данных условиях средство нанесения покрытия установлено в месте с небольшим падением давления из-за изменений или в месте, где падение давления отсутствует. Иными словами, средство нанесения покрытия установлено в месте с положительным давлением и раньше по ходу от места с отрицательным давлением.
Как упоминалось выше, в системе розлива и упаковки давление жидкого пищевого продукта может иметь величину очень низкого положительного давления или отрицательного давления.
Признаком данного изобретения является то, что поскольку средство нанесения покрытия наносит покрытие на зазор или потенциальный зазор, образованный в нахлесте зоны продольного запечатывания, средство нанесения покрытия предотвращает попадание веществ из окружающей среды (загрязняющих веществ) в трубу и поддерживает гигиеничные условия хранения пищевого продукта.
В предпочтительном варианте изобретения, средство нанесения покрытия представляет собой средство нанесения пленки, которое наносит пленку для покрытия.
В данном варианте выполнения, средство нанесения пленки наносит пленку на зазор или потенциальный зазор, образованный в нахлесте зоны продольного запечатывания. Средство нанесения пленки предотвращает попадание веществ из окружающей среды или загрязняющих веществ в жидкий пищевой продукт в трубе и поддерживает гигиенические условия хранения пищевого продукта.
В предпочтительном варианте изобретения, средство нанесения покрытия представляет собой средство нанесения адгезива для покрытия. В данном варианте выполнения, средство нанесения адгезива наносит пленку на зазор или потенциальный зазор, образованный в нахлесте зоны продольного запечатывания. Средство нанесения адгезива предотвращает попадание веществ из окружающей среды, или загрязняющих веществ в жидкий пищевой продукт в трубе и поддерживает гигиенические условия хранения пищевого продукта.
В данном варианте выполнения, средство нанесения адгезива покрывает зазор жидким, вязким, мембранным, пленкообразным адгезивом с помощью ролика, форсунки, распылителя и сопла.
В предпочтительном варианте изобретения, средство нанесения покрытия установлено с внешней стороны асептической камеры для обеспечения заливки жидкого пищевого продукта в трубообразный упаковочный материал в стерилизованной атмосфере. Асептическая камера сложна в установке с точки зрения механической конструкции, гигиены, эксплуатации и функционирования. С точки зрения механической конструкции, гигиены, эксплуатации и функционирования, оптимальной является установка средства для нанесения покрытия с внешней стороны асептической камеры.
Как отмечалось выше, предлагаемая изобретением машина для розлива и упаковки способна легко выполнить предварительную формовку формующими щитками путем поддержания положительного давления залитого в трубу жидкого пищевого продукта, способна предотвращать падение давления жидкого пищевого продукта до отрицательного давления, даже если давление жидкого пищевого продукта уменьшается из-за скачков вверх и вниз давления жидкого пищевого продукта, и способна предотвращать проникновение веществ из окружающей среды в трубу.
Краткое описание чертежей
Фиг. 1 представляет собой структурный вид спереди средства нанесения покрытия примера машины для розлива и упаковки в соответствии с настоящим изобретением.
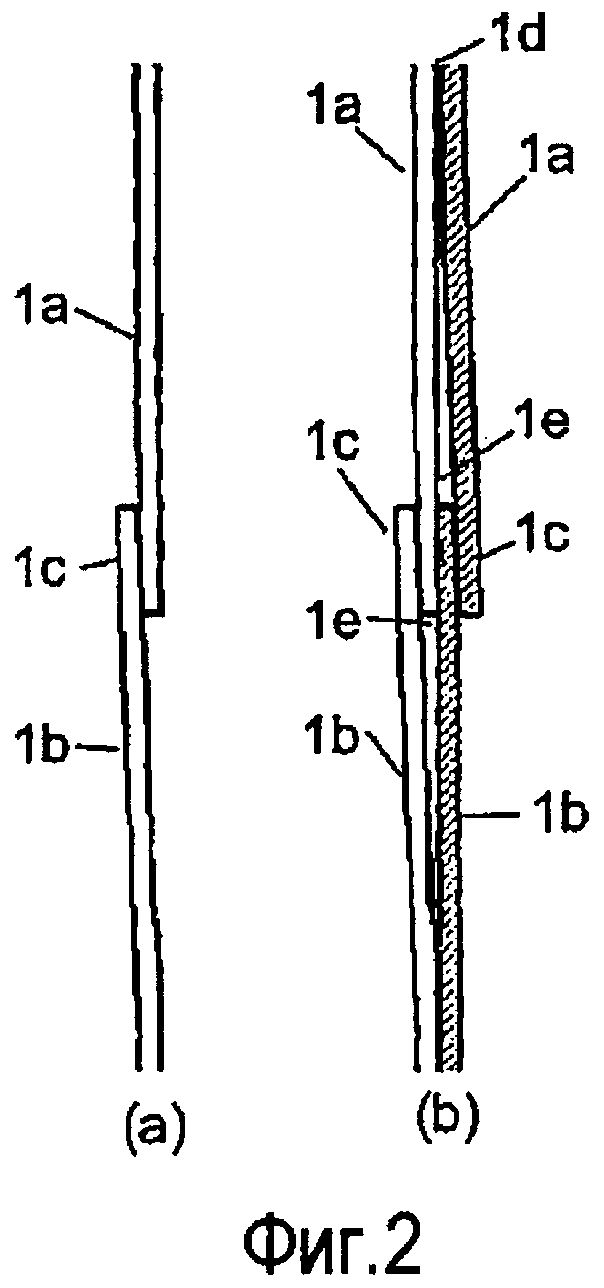
Фиг. 2 представляет собой вид в разрезе, показывающий зазор в нахлесте в зоне продольного запечатывания.
Фиг. 3 представляет собой вид снаружи бумажной трубы, у которой зазор в нахлесте в зоне продольного запечатывания покрыт пленкой с помощью средства нанесения покрытия (средства нанесения пленки).
Фиг. 4 представляет собой вид снаружи бумажной трубы, у которой зазор в нахлесте в зоне продольного запечатывания покрыт адгезивом с помощью средства нанесения покрытия (средства нанесения адгезива).
Фиг. 5 представляет собой структурный вид в разрезе, показывающий работу машины для розлива и упаковки ниже напорного фланца.
Фиг. 6 представляет собой диаграмму, на вертикальной оси которой показано давление жидкого пищевого продукта ниже напорного фланца и на горизонтальной оси которой показано время одного цикла этапов поперечного запечатывания, предварительной формовки и резки.
Фиг. 7 представляет собой структурный вид в перспективе, показывающий пример машины для розлива и упаковки, использованной в данном изобретении.
Фиг. 8 представляет собой вид спереди в разрезе, иллюстрирующий управление уровнем жидкости в машине для розлива и упаковки.
Фиг. 9 представляет собой вид спереди в разрезе, иллюстрирующий устройство поперечного запечатывания машины для розлива и упаковки.
Ссылочные позиции
1 Упаковочный материал
lc Нахлест
1d Зона продольного запечатывания
1e Зазор
7 Наливная трубка
20 Средство нанесения покрытия
21 Накладка из клейкой пленки
22 Разделительная пленка
23 Бобина
24 Лента
25b Разделительный ролик
26 Нажимной ролик
27 Отводной ролик
28 Датчик
29 Средство управления
36 Напорный фланец
Варианты изобретения подробно описаны со ссылкой на чертежи.
Как показано на фиг. 7, в машине для розлива и упаковки данного варианта выполнения полотнообразный слоистый упаковочный материал 1 принимает форму трубы, при этом труба с нахлестом обоих концов упаковочного материала запечатывается продольно в продольном направлении, как показано на фиг. 8, налитый до заданного уровня жидкости из наливной трубки 7 жидкий пищевой продукт заливается выше выходного отверстия наливной трубки 7 в трубообразный упаковочный материал, подаваемый вертикально вниз в асептическую камеру 40, причем при сжатии трубы запечатывающими зажимами 10 и контр-зажимами 11 в поперечном направлении, как показано на фиг. 9, производится поперечное запечатывание трубы 1, одновременно труба удерживается формующими щитками 41 и 41 для предварительной формовки, затем труба разрезается в зоне поперечного запечатывания резаком 42, и образуются предварительные емкости 13.
Структура средства нанесения покрытия (средства нанесения пленки) примера 1 машины для розлива и упаковки в соответствии с настоящим изобретением показана на фиг. 1.
Средство 20 нанесения покрытия настоящего варианта выполнения установлено с внешней стороны прямо под асептической камерой 40 для обеспечения заливки жидкого пищевого продукта в трубообразный упаковочный материал 1 в стерилизованной атмосфере.
Место установки расположено выше запечатывающего зажима, контр-зажима и формующих щитков (не показано на фиг. 1 и на фиг. 9, запечатывающий зажим 10, контр-зажим 11, формующие щитки 41 и 41).
В машине для розлива и упаковки данного варианта выполнения давление жидкого пищевого продукта падает в нижней части (ниже по потоку) ниже места установки средства 20 нанесения покрытия и становится отрицательным давлением, при этом средство 20 нанесения покрытия установлено в точке положительного давления раньше по ходу от места, где давление становится отрицательным.
Рассматриваемое средство нанесения покрытия или средство 20 нанесения пленки содержит бобину 23 с лентой 24, содержащую накладки 21 из клейкой пленки и разделительную пленку 22 для перемотки и подачи накладок 21 из клейкой пленки, направляющую 25а для направления ленты 24, размотанной из катушки 23, разделительный ролик 25b, отслаивающий разделительную пленку 22 от накладок 21 из клейкой пленки, нажимной ролик 26, прижимающий накладки 21 из клейкой пленки к зазору в нахлесте продольного уплотнения, отводной ролик 27, собирающий разделительную пленку 22, датчик 28 обнаружения нахлеста продольного уплотнения, средство 29 управления, контролирующее время отслоения разделительной пленки 22 от накладок 21 из клейкой пленки и нанесения накладок 21 из клейкой пленки на зазор нахлеста.
Средство 20 нанесения пленки 20 оснащено лентой 24, содержащей накладки 21 из клейкой пленки и разделительную пленку 22 для перемотки и подачи накладок 21 из клейкой пленки. Накладки 21 из клейкой пленки содержат клейкий слой и подложку. В ленте 24 клейкий слой временно прикреплен к разделительной пленке.
Лента 24 разматывается с катушки 23, а направляющая 25а направляет ленту 24. На разделительном ролике 25b лента 24 отслаивает разделительную пленку 22 от накладок 21 из клейкой пленки. Накладка 21 из высококлейкой пленки подается напрямую и отслаивается от гибкой разделительной пленки 22, поскольку разделительная пленка 22 делает разворот на разделительном ролике 25b.
Подаваемая напрямую накладка 21 из клейкой пленки поступает на внешнюю поверхность трубообразного упаковочного материала 1 и прикрепляется к нахлесту продольного уплотнения. Прикрепленные накладки 21 из клейкой пленки прижимаются к зазору нахлеста продольного уплотнения нажимным роликом 26. В результате зазор покрывается накладками 21 из клейкой пленки.
Разделительная пленка 22 делает разворот на разделительном ролике 25b, и затем разделительная пленка 22 подхватывается отводным роликом 27.
В данном варианте выполнения, установлен датчик 28, обнаруживающий нахлест продольного уплотнения. С помощью сигналов от датчика 28 средство 29 управления задает время отслоения разделительной пленки 22 от накладок 21 из клейкой пленки, и накладки 21 из клейкой пленки напрессовываются на зазор нахлеста.
Фиг. 2 представляет собой вид в разрезе, на котором показан зазор, возникающий в нахлесте зоны продольного запечатывания.
При непрерывной упаковке и заливке необходимо производить нахлест со следующим очередным полотнообразным упаковочным слоистым материалом, поскольку длина полотнообразного слоистого упаковочного материала не бесконечна. На фиг. 2 (a) показан продольный разрез нахлеста 1c полотнообразного слоистого упаковочного материала 1а и 1b, и их наложение друг на друга в нахлесте 1c.
Фиг. 3 представляет собой вид снаружи бумажной трубы, у которой зазор в нахлесте в зоне продольного запечатывания покрыт пленкой с помощью средства нанесения пленки.
В данном варианте выполнения полотнообразный упаковочный материал 1 принимает трубообразную форму, оба конца упаковочного материала накладываются друг на друга в продольном направлении трубы, осуществляется продольное запечатывание, и образуется зона 1d продольного запечатывания.
На фиг. 2 (b) показан вид в разрезе нахлеста зоны 1d продольного запечатывания полотнообразного слоистого упаковочного материала 1a и 1b.
Благодаря нахлесту обоих концов нахлест 1c внутреннего и внешнего полотнообразного слоистого упаковочного материала 1a и 1b наложены друг на друга. Как показано на фиг. 2 (b), в нахлесте 1c образуется зазор 1е. По зазору 1е внутренняя сторона трубообразного упаковочного материала 1 может быть соединена с внешней стороной трубообразного упаковочного материала 1.
Накладки 21 из клейкой пленки покрывают зазор 1e, возникающий в нахлесте 1c продольного уплотнения 1d с помощью средства 20 нанесения пленки, как показано на фиг. 3.
Поскольку средство нанесения пленки покрывает пленкой потенциальный зазор или зазор, возникающий в нахлесте зоны продольного запечатывания, любые внешние атмосферные загрязняющие вещества не проникают из данной точки, загрязнения жидкого пищевого продукта в трубе не происходит, и поддерживаются санитарно-гигиенические условия хранения пищевого продукта.
Внешняя сторона покрытия адгезивом с помощью средства нанесения адгезива показана на фиг. 4.
Адгезионный блок 21а покрывает зазор 1e, возникающий в нахлесте 1c продольного уплотнения 1d трубы упаковочного слоистого материала 1а и 1b с помощью средства нанесения адгезива (не показано), например, как показано на фиг. 4.
Поскольку средство нанесения адгезива покрывает адгезионным блоком 21а потенциальный зазор или зазор, возникающий в нахлесте зоны продольного запечатывания, любые внешние атмосферные загрязняющие вещества не проникают из данной точки, загрязнения жидкого пищевого продукта в трубе не происходит, и поддерживаются санитарно-гигиенические условия хранения пищевого продукта.
Жидкие, вязкие, мембранные и пленкообразные адгезивы наносятся на зазоры с помощью ролика, сопла, распылительного средства, распылительной форсунки.
Кроме того, изобретение не ограничено вышеуказанными вариантами выполнения, варианты выполнения могут быть изменены на основе задачи изобретения в соответствии с объемом изобретения.
Промышленная применимость
С помощью предлагаемой данным изобретением машины для розлива и упаковки могут производиться упаковочные емкости для жидких пищевых продуктов, таких как молоко, сок, минеральная вода, диетические жидкие продукты.






В машине полотнообразный упаковочный материал подают непрерывно, преобразуют в форму трубы с наложенными внахлест продольными краями материала и запечатывают. Жидкий пищевой продукт заливают до уровня жидкости в заданном положении выше выходного отверстия наливной трубки в трубу материала, подаваемую непрерывно вертикально вниз. При этом трубу удерживают запечатывающим зажимом и контр-зажимом в поперечном направлении ниже уровня жидкости и формующими щитками с одновременным предварительным формованием и запечатывают поперечно. Затем разрезают в зоне поперечного запечатывания, получая упаковочные емкости. Машина содержит напорный фланец, расположенный вокруг периферии наливной трубки ниже уровня жидкости в трубе. Фланец управляет потоком от нижней части к верхней части залитого в трубу продукта для поддержания его положительного давления в трубе ниже фланца и для облегчения предварительного формования посредством щитков. Машина содержит также средство нанесения покрытия на зазор или потенциальный зазор, образующийся в зоне продольного запечатывания ранее в месте, где давление продукта падает из-за изменения давления продукта выше зажимов, контр-зажимов и щитков. Это средство предотвращает проникновение веществ из окружающей среды в трубу из-за падения давления продукта до отрицательного давления, вызванного изменениями его давления. Изобретение обеспечивает повышение качества упаковывания за счет уменьшение попадания веществ извне. 3 з.п. ф-лы, 9 ил.
1. Машина для розлива и упаковки, в которой полотнообразный упаковочный материал подается непрерывно и преобразуется в форму трубы, эту трубу с наложенными внахлест обоими краями упаковочного материала продольно запечатывают в продольном направлении, жидкий пищевой продукт заполняют до уровня жидкости в заданном положении выше выходного отверстия наливной трубки в трубообразный упаковочный материал, подаваемый непрерывно и вертикально вниз, в то время как труба удерживается запечатывающим зажимом и контрзажимом в поперечном направлении ниже уровня жидкости и перемещается вниз; трубу поперечно запечатывают, удерживая ее при этом запечатывающими зажимами и контрзажимами в поперечном направлении ниже уровня жидкости, и трубу удерживают формующими щитками с одновременным предварительным формованием, трубу разрезают в зоне поперечного запечатывания, и получают упаковочные емкости, отличающаяся тем, что машина для розлива и упаковки содержит напорный фланец, расположенный вокруг периферии наливной трубки ниже уровня жидкости в трубообразном упаковочном материале, причем напорный фланец управляет потоком от нижней части к верхней части жидкого пищевого продукта, залитого в трубу, для поддержания положительного давления жидкого пищевого продукта в трубе ниже напорного фланца и для облегчения предварительного формования посредством формующих щитков, при этом машина для розлива и упаковки содержит средство нанесения покрытия, и указанное средство нанесения покрытия наносит покрытие на зазор или потенциальный зазор, образующийся в нахлесте зоны продольного запечатывания раньше по ходу от места, где давление жидкого пищевого продукта падает из-за изменения давления жидкого пищевого продукта выше запечатывающих зажимов, контрзажимов и формующих щитков, и средство нанесения покрытия предотвращает проникновение веществ из окружающей среды в трубу из-за падения давления жидкого пищевого продукта до отрицательного давления, вызванного изменениями давления жидкого пищевого продукта.
2. Машина по п.1, в которой средство нанесения покрытия представляет собой средство нанесения пленки для покрытия.
3. Машина по п.1, в которой средство нанесения покрытия представляет собой средство нанесения адгезива для покрытия.
4. Машина по п.1, в которой средство нанесения покрытия установлено с внешней стороны асептической камеры для обеспечения заливания жидкого пищевого продукта в трубообразный упаковочный материал в стерилизованной атмосфере.
| 0 |
|
SU322001A1 | |
| JP 10167207 А, 23.06.1998 | |||
| Устройство для изготовления, наполнения и запечатывания пакетов из термосклеивающейся пленки | 1987 |
|
SU1491767A1 |
| JP 2004098648 A, 02.04.2004. | |||

