Изобретение относится к наполняющей продуктом трубе для машин, которые используются для упаковки жидких или разливаемых пищевых продуктов, включая вино, молоко, томатное пюре, пищевые масла, фруктовые соки, сливки, воду, чай, майонез и т.д. и включая стерилизованные продукты, такие как молоко, подвергнутое ультравысокотемпературной термообработке. Наполняющая труба для продукта в соответствии с настоящим изобретением может быть использована в машинах, предназначенных для образования, заполнения и запечатывания упаковок пастеризованных жидких пищевых продуктов.
Одним известным типом упаковки для вышеуказанных типов жидких или разливаемых пищевых продуктов является тара, изготовленная из заготовки или непрерывной ленты слоистого упаковочного материала, состоящего из слоя волокнистого материала, такого как бумага, который покрыт с обеих сторон пластиком, таким как полиэтилен. Для изготовления асептических упаковок одну поверхность покрытого полиэтиленом картона покрывают защитным упаковочным материалом, таким как алюминий или синтетический защитный упаковочный материал, который, в свою очередь, покрывают пластиком. Для изготовления асептических упаковок ленту упаковочного материала пропускают через асептическую камеру и стерилизуют, например, с помощью обработки стерилизующим средством, таким как перекись водорода, которая впоследствии испаряется за счет нагревания и/или за счет облучения упаковочного материала световыми лучами с соответствующей длиной волны и силой света. Стерилизованную ленту слоистого упаковочного материала сгибают и сваривают в продольном направлении для образования трубы из упаковочного материала. На практике труба из упаковочного материала образует продолжение асептической камеры и непрерывно заполняется стерильным или стерилизованным жидким пищевым продуктом.
Трубу с проходящим в продольном направлении швом, заполненную жидким пищевым продуктом, зажимают затем между парами формообразующих и запечатывающих элементов, которые образуют поперечные швы и преобразуют заполненную продуктом трубу в упаковки в форме подушки. Формообразующие и запечатывающие элементы могут быть смонтированы в виде пар обращенных друг к другу элементов на соответствующих парах непрерывно движущихся обращенных друг к другу цепей, имеющих противоположные направления поворота, чтобы тем самым образовать и запечатать упаковки между данными элементами (цепями).
Один известный тип машины данного вида раскрыт в патенте США 3300944. В альтернативном случае формообразующие и запечатывающие элементы могут быть смонтированы на парах совершающих возвратно-поступательное движение зажимов. Одним примером машины данного вида является машина ТВА/19, изготавливаемая фирмой Tetra Brik Packaging Systems, адрес которой:Via Delphini 1, 41100, Модена, Италия. Затем наполненные и запечатанные подушкообразные упаковки транспортируют к конечной позиции фальцевания, на которой подушкообразным упаковкам путем механической фальцовки придают конечную форму, например форму параллелепипеда. Одним примером имеющихся на рынке упаковок данного типа являются упаковки с формой параллелепипеда, широко известные под зарегистрированным товарный знаком "Tetra Brik Aseptic".
Несмотря на то что вышеупомянутые типы машин превосходны со многих точек зрения, было установлено, что целесообразно усовершенствовать их в отношении механизма заполнения трубы из слоистого упаковочного материала продуктом. Были предложены различные решения технической проблемы регулирования уровня продукта в трубе из упаковочного материала, чтобы обеспечить надлежащую работу машины даже при высоких скоростях, а также при постоянно увеличивающемся разнообразии продуктов с различными свойствами, такими как вязкость, подверженность пенообразованию и т.д.
Из патента США US-A-3470672 известно устройство, предназначенное для упаковывания вязких жидких материалов, которое содержит средство для образования прямошовного сварного непрерывного трубчатого контейнера из ленты упаковочного материала, наполняющую трубу, расположенную аксиально по отношению к трубчатому контейнеру и предназначенную для введения в него жидкого материала, и элементы для последовательного зажима трубчатого контейнера через одинаковые (постоянные) интервалы с целью формообразования и получения поперечных швов на упаковках, заполненных продуктом. Вокруг наполняющей трубы установлен и закреплен гибкий колоколообразный элемент из упругого гибкого материала, и кольцевая периферийная часть ("юбка") колоколообразного элемента с возможность скольжения и с образованием уплотнения контактирует с внутренней стенкой трубчатого контейнера для получения замкнутого пространства, ограниченного внутренней стороной колоколообразного элемента и уровнем вязкой жидкости над нижним краем периферийной части колоколообразного элемента. Толщина колоколообразного элемента уменьшается в направлении его нижнего края, чтобы улучшить скользящий и уплотняющий контакт с внутренней стенкой трубчатого контейнера. В замкнутом пространстве предусмотрены чувствительные к воздействию давления средства, которые предназначены для регулирования скорости введения вязкой жидкости через наполняющую трубу.
Гибкий колоколообразный элемент выполнен с вентиляционными отверстиями для обеспечения возможности выхода воздушных пузырьков, введенных вместе с вязкой жидкостью в замкнутое пространство. Несмотря на то что данная система обеспечивает большую степень регулирования (потока) вязких жидкостей, ее нельзя использовать для облегчения регулирования уровня продукта в современных высокоскоростных упаковочных машинах для жидких пищевых продуктов. Действительно, выполнение требования обеспечения скользящего уплотняющего контакта между внутренней стороной трубы из упаковочного материала и колоколообразным элементом может привести к нарушению целостности упаковочного материала, вызвать чрезмерный износ колоколообразного элемента и привести к риску загрязнения жидкого пищевого продукта отходами материала, образующего колоколообразный элемент, которые возникают из-за трения колоколообразного элемента о внутреннюю стенку трубы из упаковочного материала.
Другой известный тип механизма регулирования уровня продукта включает в себя наполняющую трубу для продукта, имеющую концевую часть, расположенную аксиально по отношению к трубе из упаковочного материала. Концевая часть наполняющей трубы имеет открытый вниз конец, который погружен в продукт, содержащийся в трубе из упаковочного материала. Поплавок присоединен с возможностью скольжения к наполняющей трубе и, в свою очередь, соединен с дроссельной заслонкой, расположенной внутри наполняющей трубы. Поплавок присоединен к дроссельной заслонке с помощью кинематического механизма, который заставляет дроссельную заслонку дросселировать наполняющую трубу, когда поплавок поднимается выше заранее определенного уровня, и открывает заслонку, когда поплавок опускается ниже такого уровня. Таким образом, каждый раз, когда прямошовную сварную трубу из упаковочного материала зажимают формообразующими и запечатывающими элементами, в трубе из упаковочного материала уровень продукта поднимается, тем самым заставляя поплавок подниматься и заставляя дроссельную заслонку дросселировать наполняющую трубу, тем самым замедляя поток продукта, поступающего в трубу из упаковочного материала. После этого непрерывное перемещение трубы из упаковочного материала заставляет уровень продукта падать, тем самым приводя к опусканию поплавка, что вызывает открывание дроссельной заслонки для увеличения скорости заполнения продуктом трубы, которая снова готова для зажима ее формообразующими и запечатывающими элементами. Этот цикл непрерывно повторяется при нормальной работе машины, и уровень продукта внутри трубы из упаковочного материала непрерывно колеблется.
По мере того, как возрастала скорость работы машин, предназначенных для упаковывания разливаемых пищевых продуктов, увеличивался и спектр продуктов, для упаковывания которых используются данные машины. Таким образом, имеет место более широкий диапазон значений вязкости, с которыми приходится сталкиваться, а также более широкий диапазон степеней восприимчивости к пенообразованию. Это усложняет проблему регулирования уровня продукта в трубе из упаковочного материала. Уровень продукта необходимо регулировать таким способом, который обеспечивает достаточно высокое быстродействие, чтобы можно было среагировать на быстро колеблющийся уровень продукта, и обеспечивает возможность работать с продуктами, имеющими различные характеристики. Кроме того, такие системы должны выдерживать высокие рабочие температуры и должны быть такими, чтобы их можно было подвергать очистке и дезинфицированию химическими средствами при высоких температурах.
В качестве альтернативы вышеупомянутым дроссельным заслонкам для регулирования скорости потока продукта через наполняющую трубу использовались регуляторы потока, расположенные на производственной линии в месте, удаленном от концевой части наполняющей трубы. Один или более датчиков могут управлять регулятором потока. Известные датчики установлены или снаружи трубы из упаковочного материала для определения положения обнаруживаемого поплавка, который указывает на уровень продукта внутри трубы из упаковочного материала, или на наполняющей трубе для непосредственного контактирования и тем самым обнаружения наличия продукта внутри прямошовной сварной трубы из упаковочного материала на заранее определенном уровне. В этом случае каждый раз, когда датчик или непосредственно контактирует с продуктом в заранее определенном месте на наполняющей трубе, или каждый раз, когда на заранее определенном уровне продукта обнаруживается обнаруживаемый поплавок, генерируется сигнал, который указывает, что достигнут требуемый уровень продукта для обеспечения надлежащего функционирования упаковочной машины для жидких пищевых продуктов, и регулятор автоматически регулирует поток продукта, проходящий через наполняющую трубу и поступающий в трубу из упаковочного материала. Скорость потока изменяется непрерывно. Каждый раз, когда труба из упаковочного материала зажимается между парами формообразующих и запечатывающих упаковок элементов и уровень продукта в трубе поднимается, управляемый датчиками регулятор автоматически дросселирует поток продукта через наполняющую трубу для уменьшения скорости потока продукта. После этого непрерывное перемещение трубы из упаковочного материала заставляет уровень продукта падать, и, когда датчик больше не контактирует с продуктом или больше не обнаруживает поплавок в заранее определенном положении, генерируется сигнал, который заставляет регулятор автоматически открываться и приводит к увеличению скорости потока продукта.
Несмотря на то, что эти описанные последними системы позволяют выполнить более плавное регулирование потока продукта по сравнению с дроссельными заслонками, проблемы возникают при использовании данных наполняющих систем, в частности, в машинах цепного типа (как раскрыто, например, в вышеупомянутом патенте США 3300944), предназначенных для упаковывания жидких пищевых продуктов, и особенно в тех случаях, когда подобные машины цепного типа работают при высоких скоростях.
Было установлено, что при работе с очень высокими скоростями, то есть при работе упаковочных машин для жидких пищевых продуктов с производительностью 18000-24000 упаковки в час, возникают дополнительные проблемы, относящиеся к регулированию уровня продукта в трубе из упаковочного материала, вследствие того, что между последовательными операциями наполнения, формообразования и запечатывания упаковок, выполняемыми формообразующими и запечатывающими элементами, отсутствует достаточное время для того, чтобы уровень продукта значительно снизился под действием силы тяжести. Фактически внутри трубы из упаковочного материала во время цикла образования упаковки возникают низкие давления, вызванные динамикой жидкого пищевого продукта внутри трубы. Подобные низкие давления могут отрицательно повлиять на образование непрерывной прямошовной сварной трубы из ленты упаковочного материала. Технической задачей настоящего изобретения является разработка наполняющей трубы для продукта, предназначенной для машин для упаковывания жидких пищевых продуктов такого типа, которые имеют средство для образования непрерывного прямошовного сварного трубчатого контейнера из ленты упаковочного материала, причем указанная труба улучшает формирование трубы из упаковочного материала за счет того, что она позволяет избежать возникновения пониженного давления в зоне образования упаковки даже в том случае, когда машина работает с высокой скоростью, и тем самым не требуется никакого избыточного давления над уровнем продукта, чтобы обеспечить надлежащее образование трубы из упаковочного материала.
Другая техническая задача настоящего изобретения заключается в разработке наполняющей трубы для продукта, предназначенной для упаковочных машин для жидких пищевых продуктов, которую можно расположить аксиально в непрерывной прямошовной сварной трубе из упаковочного материала и которая не требует никакого уплотняющего скользящего контакта с трубой из упаковочного материала, тем самым устраняются проблемы, связанные с износом и разрушением скользящих друг по другу элементов, и предотвращается любой риск загрязнения продукта отходами материала, которые в противном случае возникали бы из-за трения, обусловленного подобным скользящим уплотняющим контактом.
Следующая техническая задача настоящего изобретения заключается в разработке усовершенствованной наполняющей трубы для продукта, предназначенной для упаковочных машин для жидких пищевых продуктов, которая позволяет избежать пониженных давлений в зоне образования упаковки и которая эффективно смягчает воздействие изменений уровня продукта в трубе из упаковочного материала даже в том случае, когда указанную наполняющую трубу используют в высокоскоростных машинах для упаковывания жидких пищевых продуктов, которые работают с производительностью до 18000-24000 упаковок в час, то есть в ситуациях, когда уровень продукта непрерывно колеблется и когда времени, проходящего между образованием следующих друг за другом упаковок, недостаточно для того, чтобы уровень продукта понизился за счет силы тяжести.
Еще одна техническая задача изобретения заключается в том, чтобы разработать усовершенствованную наполняющую трубу для продукта, предназначенную для упаковочных машин для жидких пищевых продуктов, которая имеет простую конструкцию и чрезвычайно надежна в работе.
Для решения упомянутых технических задач разработана наполняющая труба для продукта, предназначенная для машин для упаковывания жидких пищевых продуктов, такого типа, которые включают в себя средство для образования прямошовного сварного непрерывного трубчатого контейнера из ленты упаковочного материала и элементы для последовательного зажима трубы (трубчатого контейнера) через одинаковые (постоянные) интервалы с целью формообразования упаковок и получения поперечных швов на упаковках, заполненных продуктом, причем указанная наполняющая труба выполнена с возможностью размещения ее аксиально по отношению к трубчатому контейнеру для введения в него жидкого материала, которая согласно изобретению содержит жесткий демпфирующий элемент, прикрепленный к указанной наполняющей трубе и окружающий, по меньшей мере, часть указанной наполняющей трубы, причем указанный жесткий демпфирующий элемент захватывает воздушный карман, окружающий указанную наполняющую трубу, с целью демпфирования движения жидкого продукта относительно указанной наполняющей трубы в трубе из упаковочного материала во время работы упаковочной машины для жидких пищевых продуктов.
В соответствии с другим аспектом изобретения согласно изобретению разработана упаковочная машина, предназначенная для жидких пищевых продуктов, такого типа, которая включает в себя средство для образования прямошовного сварного непрерывного трубчатого контейнера из ленты упаковочного материала, наполняющую трубу, расположенную аксиально по отношению к трубчатому контейнеру для введения в него жидкого пищевого продукта, средство для регулирования скорости введения жидкого пищевого продукта в указанный прямошовный сварной непрерывный трубчатый контейнер через указанную наполняющую трубу и элементы для последовательного зажима трубы (трубчатого контейнера) через одинаковые (постоянные) интервалы с целью формообразования упаковок и получения поперечных швов на упаковках, заполненных продуктом, которая согласно изобретению содержит жесткий демпфирующий элемент, прикрепленный к указанной наполняющей трубе и окружающий, по меньшей мере, часть указанной наполняющей трубы, и захватывающий воздушный карман, окружающий указанную наполняющую трубу, с целью демпфирования движения жидкого продукта относительно указанной наполняющей трубы в трубе из упаковочного материала во время работы указанной упаковочной машины для жидких пищевых продуктов.
Далее изобретение будет пояснено со ссылкой на чертежи, на которых:
фиг. 1 представляет собой схематическое перспективное изображение, иллюстрирующее прямошовный сварной непрерывный трубчатый контейнер, изготовленный из бумажной ленты в упаковочной машине для жидких пищевых продуктов, и показывающее местоположение наполняющей трубы по изобретению в указанном трубчатом контейнере;
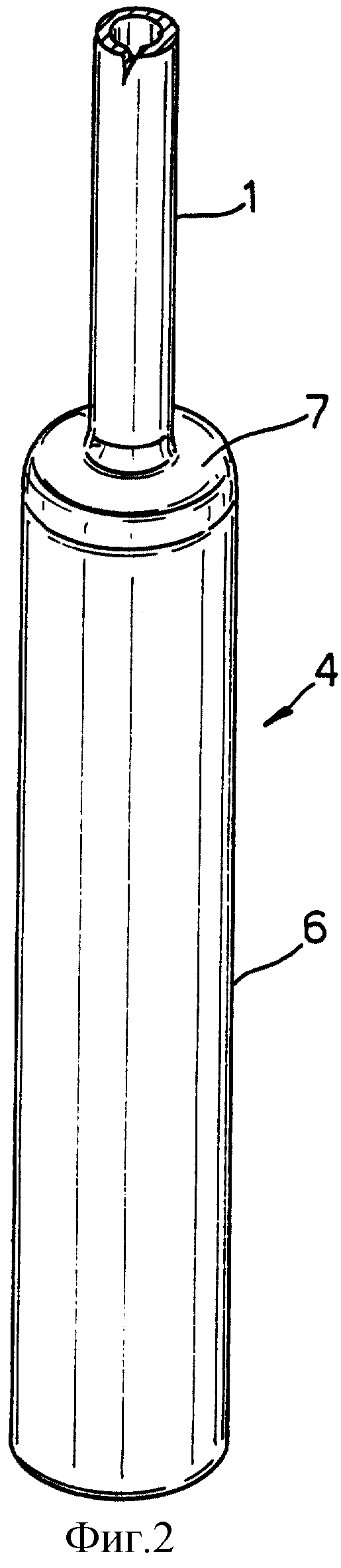
фиг. 2 представляет собой перспективное изображение жесткого демпфирующего элемента наполняющей трубы в соответствии с изобретением;
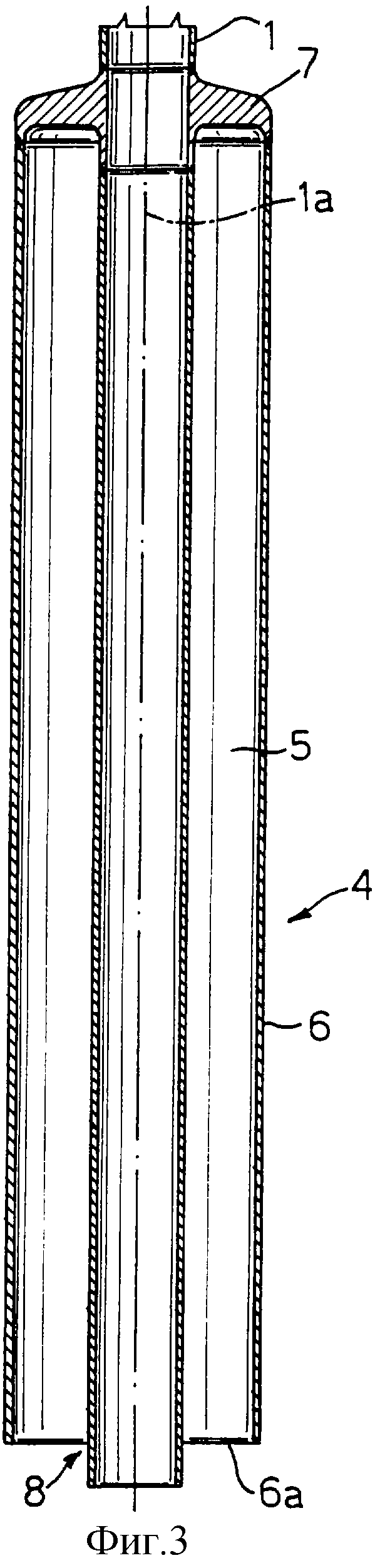
фиг.3 представляет собой выполненное в большем масштабе сечение жесткого демпфирующего элемента наполняющей трубы в соответствии с изобретением, причем сечение выполнено вдоль продольной оси трубы;
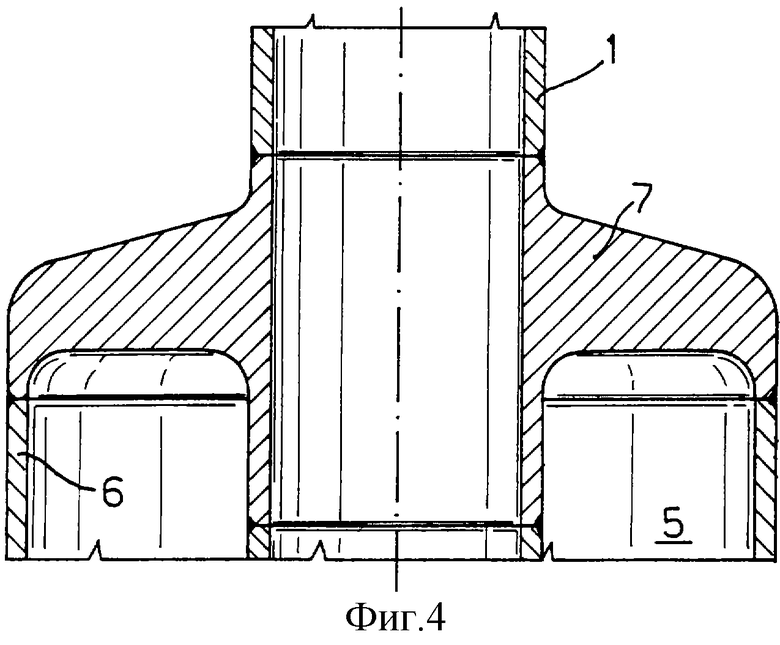
фиг. 4 представляет собой увеличенное сечение, показывающее соединение демпфирующего элемента с наполняющей трубой;
фиг. 5 представляет собой перспективное изображение второго варианта осуществления наполняющей трубы в соответствии с изобретением, которая включает в себя демпфирующий элемент, выполненный с вспомогательной сервисной трубой;
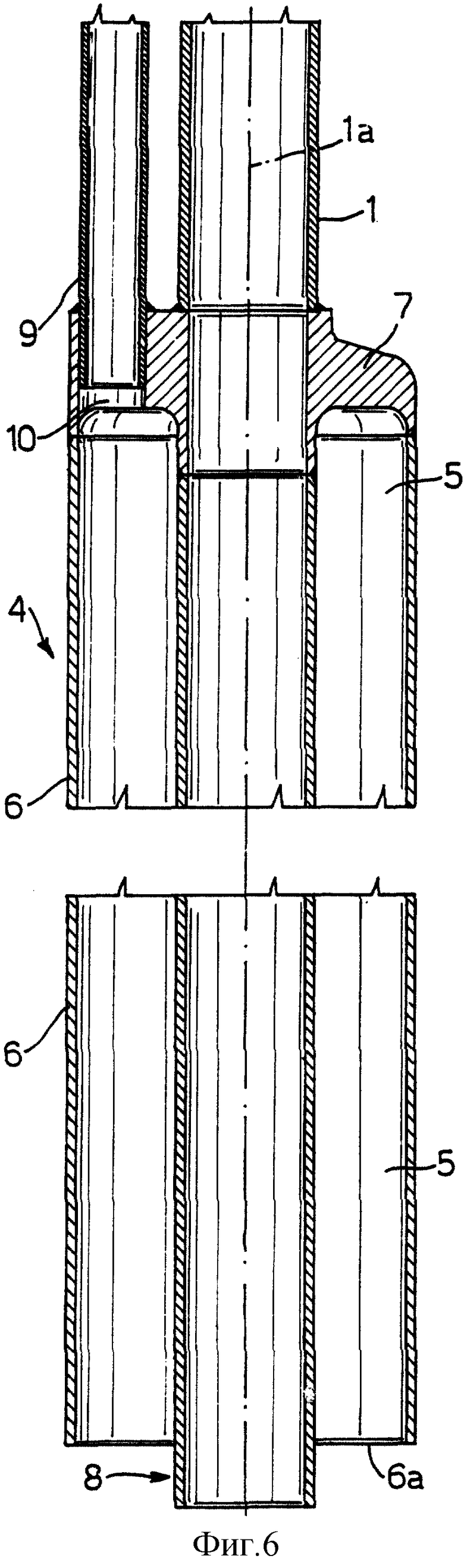
фиг.6 представляет собой выполненное в увеличенном масштабе сечение, показывающее жесткий демпфирующий элемент и вспомогательную сервисную трубу наполняющей трубы по фиг.5, причем сечение выполнено вдоль плоскости, проходящей через продольные оси наполняющей трубы и вспомогательной сервисной трубы, и
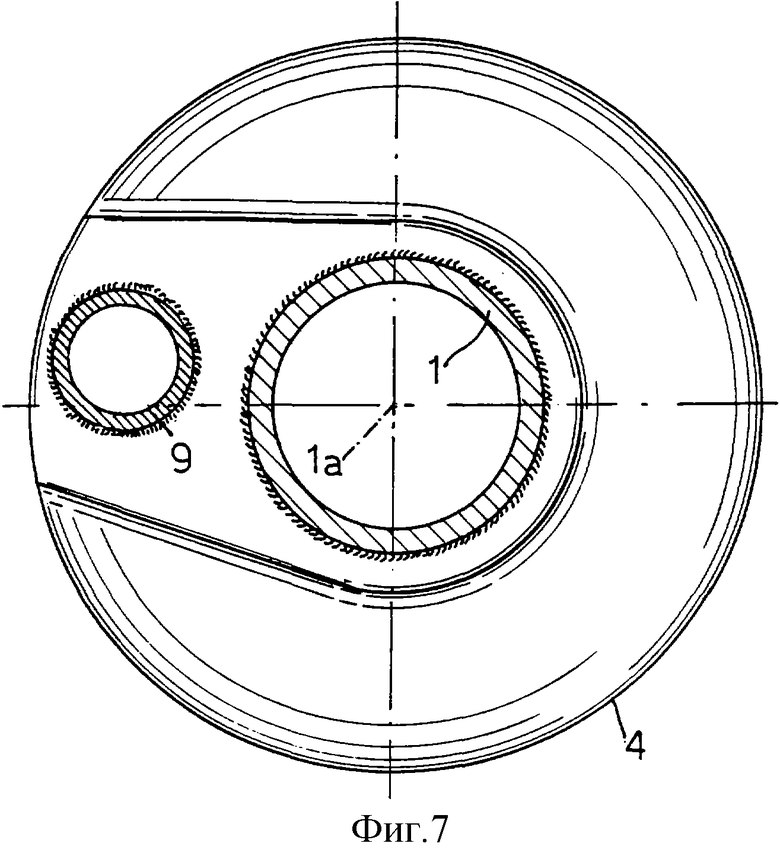
фиг. 7 представляет собой увеличенный вид сверху наполняющей трубы по фиг.5 и 6.
Как показывают вышеописанные чертежи, поз.1 обозначает наполняющую трубу, предназначенную для машин, служащих для упаковывания жидких пищевых продуктов, такого типа, которые включают в себя обычное средство для образования прямошовного сварного непрерывного трубчатого контейнера 2 из ленты 3 упаковочного материала и элементы, предназначенные для последовательного зажима трубчатого контейнера 2 через одинаковые интервалы для формообразования упаковок и получения поперечных швов на упаковках, заполненных продуктом. Элементы, предназначенные для последовательного зажима трубы, не представляют собой части настоящего изобретения и поэтому не будут здесь описаны.
Как показано на фиг.1, наполняющая труба 1 при использовании расположена аксиально по отношению к трубчатому контейнеру 2 для введения жидкого пищевого продукта в контейнер. В соответствии с настоящим изобретением жесткий демпфирующий элемент 4 прикреплен к наполняющей трубе 1 и окружает часть наполняющей трубы 1. Жесткий демпфирующий элемент 4 расположен таким образом, что его наружная поверхность оказывается удаленной на некоторое расстояние радиально внутрь от внутренней поверхности 2а трубчатого контейнера из упаковочного материала, и этот элемент охватывает воздушный карман 5, окружающий наполняющую трубу 1. На практике такая конструкция дает эффект демпфирования движения жидкого продукта 20, содержащегося в трубчатом контейнере 2 из упаковочного материала, относительно наполняющей трубы 1 в процессе работы упаковочной машины для жидких пищевых продуктов. Как четко показано на фигурах 1-4 чертежей, жесткий демпфирующий элемент 4 имеет удлиненную конфигурацию и содержит кольцевой фланец 7, проходящий вокруг наполняющей трубы 1. Кольцевой фланец 7 проходит, по существу, перпендикулярно по отношению к кольцевой стенке 6 жесткого демпфирующего элемента 1 и оси 1а наполняющей трубы 1. Кольцевая стенка 6 выступает от кольцевого фланца 6 и проходит параллельно наполняющей трубе 1 на расстояние, которое больше габаритного диаметра жесткого демфирующего элемента 4, и предпочтительно на расстояние, которое, по меньшей мере, в два раза превышает габаритный диаметр жесткого демпфирующего элемента 4. Нижний край кольцевой стенки 6 образует нижнюю кольцевую кромку 6а жесткого демпфирующего элемента 4, а наполняющая труба 1 имеет концевую часть 8, проходящую за нижнюю кольцевую кромку 6а.
Фиг. 5-7 показывают второй вариант осуществления изобретения, и на них аналогичные детали обозначены теми же номерами позиций, что и были использованы для первого варианта осуществления, описанного выше. Также и в данном случае наполняющая труба 1 по этому второму варианту осуществления присоединена к жесткому демпфирующему элементу 4, который в процессе использования расположен таким образом, что его наружная поверхность оказывается удаленной на некоторое расстояние радиально внутрь от внутренней поверхности 2а трубчатого контейнера из упаковочного материала, и этот элемент охватывает воздушный карман 5, окружающий наполняющую трубу 1, с целью демпфирования движения жидкости продукта 20, содержащегося в трубе 2 из упаковочного материала, относительно наполняющей трубы 1 в процессе работы упаковочной машины для жидких пищевых продуктов. Кольцевая стенка 6 выступает от кольцевого фланца 7 и проходит параллельно наполняющей трубе 1, которая имеет концевую часть 8, проходящую за нижнюю кольцевую кромку 6а.
В соответствии с данным вторым вариантом осуществления изобретения наполняющая труба содержит вспомогательную сервисную трубу 9, сообщающуюся с воздушным карманом 5 внутри жесткого демпфирующего элемента 4 и выполненную с возможностью присоединения к источнику стерилизирующего средства, чтобы обеспечить возможность введения стерилизующего средства в указанный жесткий демпфирующий элемент 4. Вспомогательная сервисная труба 9 также может быть присоединена к источнику стерильного воздуха для восполнения любых потерь воздуха в кармане 5, которые могут произойти в процессе работы упаковочной машины для жидких пищевых продуктов. Вспомогательная сервисная труба проходит, по существу, параллельно наполняющей трубе 1 и сообщается с воздушным карманом 5 в демпфирующем элементе 4 через отверстие 10, проходящее через кольцевой фланец 7 в зоне между наполняющей трубой 1 и кольцевой стенкой 6 жесткого демпфирующего элемента 4.
Для лучшего понимания работы наполняющей трубы в соответствии с изобретением далее будут описаны соответствующие части машины, предназначенной для упаковывания жидких пищевых продуктов.
Как известно, один тип упаковочных машин для жидких пищевых продуктов имеет обычное средство (непоказанное) для образования прямошовного сварного непрерывного трубчатого контейнера 2 из ленты 3 упаковочного материала (см. фиг. 1). Наполняющая труба 1 расположена аксиально по отношению к трубчатому контейнеру 2 для введения в него жидкого пищевого продукта 20. На наполняющей трубе 1 предусмотрен обычный регулятор 11 потока, предназначенный для регулирования скорости введения жидкого пищевого продукта в прямошовный сварной непрерывный трубчатый контейнер 2. Управление регулятором 11 осуществляется известным образом с помощью датчика 12, расположенного рядом с наполняющей трубой 1 внутри трубчатого контейнера 2. Имеются обычные зажимные элементы или формообразующие и запечатывающие упаковку элементы (непоказанные), которые предназначены для последовательного зажима трубы (трубчатого контейнера) через одинаковые интервалы для формообразования упаковок и получения поперечных швов на упаковках, заполненных жидким пищевым продуктом.
Каждый раз, когда труба 2 из упаковочного материала зажимается между парами формообразующих и запечатывающих упаковку элементов, уровень 20а продукта в трубе 2 поднимается. За счет этого жидкий пищевой продукт 20 входит в контакт с датчиком 12, и датчик вырабатывает сигнал, который передается регулятору 11, который известным образом автоматически дросселирует поток продукта через наполняющую трубу для уменьшения скорости потока продукта. После этого непрерывное перемещение трубы 2 из упаковочного материала заставляет уровень 20а продукта падать, и, когда датчик 12 больше не контактирует с продуктом 20, регулятор 11 автоматически открывается и увеличивает скорость потока продукта. Между последовательными операциями наполнения, формообразования и запечатывания упаковок, выполняемыми формообразующими и запечатывающими элементами в высокоскоростных упаковочных машинах для жидких пищевых продуктов, отсутствует достаточное время для того, чтобы уровень 20а продукта значительно снизился под действием силы тяжести. Предпочтительно датчик 12 расположен таким образом, чтобы образовать столб жидкого пищевого продукта в прямошовном сварном непрерывном трубчатом контейнере 2, чтобы тем самым создавать давление от 0,03 до 0,3 бар, действующее на демпфирующий элемент 4, и чтобы предпочтительно создать давление 0,1 бар, действующее на него.
Жесткий демпфирующий элемент наполняющей трубы согласно изобретению имеет воздушный карман 4, окружающий наполняющую трубу 1. Таким образом, демпфирующий элемент 4 компенсирует низкие давления, возникающие внутри трубы из упаковочного материала во время цикла образования упаковки, которые обусловлены динамикой жидкого пищевого продукта внутри непрерывного трубчатого контейнера. На практике демпфирующий элемент 4 образует уплотнение подвижного соединения в непрерывном трубчатом контейнере 2. Во время цикла образования упаковки продукт 20, содержащийся в непрерывном трубчатом контейнере 2, принудительно подается вверх и вниз вокруг демпфирующего элемента 4 через зазор между наружной стороной демпфирующего элемента 4 и внутренней поверхностью 2а трубчатого контейнера 2. Поток продукта 20 вокруг демпфирующего элемента 4 существенно меньше потока внутри демпфирующего элемента и вне его. Тем не менее, скорость потока жидкого продукта 20 вокруг демпфирующего элемента 4 может быть высока, но на практике это не вызывает никаких эффектов разбрызгивания над демпфирующим элементом, поскольку потенциальные брызги "улавливаются (удерживаются)" столбом 13 жидкости над демпфирующим элементом 4. Это обеспечивает очень важное преимущество, состоящее в том, что в зоне образования упаковки упаковочной машины для жидких пищевых продуктов не возникает пониженное давление, и, кроме того, достигается положительный эффект, заключающийся в том, что над демпфирующим элементом 4 возникает очень небольшое движение уровня 20а жидкого продукта 20. Было установлено, что это предпочтительным образом обеспечивает надлежащее формообразование непрерывного трубчатого контейнера 2 из ленты 3 упаковочного материала даже при производительности до 18000-24000 упаковок в час.
Предпочтительно, наружная поверхность демпфирующего элемента 4 удалена радиально от внутренней поверхности 2а прямошовного сварного трубчатого контейнера 2 на расстояние от 0,1 до 10 мм, и предпочтительно, на расстояние около 1 мм. Это предотвращает возникновение какого-либо скользящего контакта между демпфирующим элементом 4 и непрерывным трубчатым контейнером 2, тем самым устраняются проблемы, связанные с износом и разрушением скользящих друг по другу элементов, и предотвращается любой риск загрязнения жидкого пищевого продукта 20 отходами материала, которые в противном случае возникли бы из-за трения.
Описанное выше изобретение может быть модифицировано, не отходя от объема приложенной формулы изобретения.

Наполняющая труба предназначена для использования в машинах для упаковки жидких продуктов, в которых прямошовный непрерывный трубчатый контейнер формируется из ленты упаковочного материала. Элементы последовательно зажимают трубу через одинаковые интервалы для образования и поперечного запечатывания заполненных продуктом упаковок. Наполняющая труба располагается вдоль оси контейнера и имеет жесткий демпфирующий элемент, прикрепленный и окружающий часть наполняющей трубы. Жесткий демпфирующий элемент располагается с радиальным зазором относительно внутренней стенки контейнера, охватывает и воздушный карман, окружающий наполняющую трубу для демпфирования движения жидкого продукта относительно наполняющей трубы при работе упаковочной машины для жидких продуктов. Изобретение обеспечивает улучшение формирования трубчатого контейнера при высокой скорости работы машины без износа и разрушения скользящих элементов. 2 с. и 11 з.п. ф-лы, 7 ил.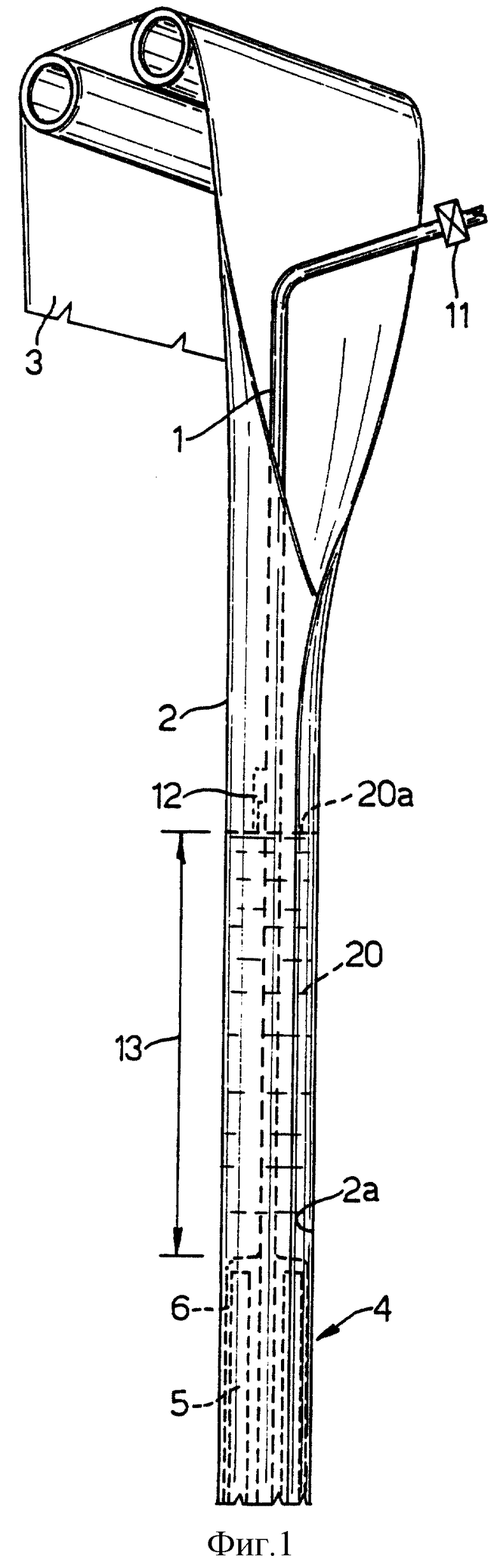
| US 3470672 А, 07.10.1969 | |||
| Устройство для розлива жидкостей | 1989 |
|
SU1773250A3 |

