ОБЛАСТЬ ТЕХНИКИ
[1] Настоящее изобретение относится к пленочным структурам, в частности, к стерилизуемым в автоклаве упаковочным пленкам и упакованным продуктам, изготовленным из них. Описанные в данном документе упаковочные пленки могут быть пригодны для вторичной переработки в процессе на основе полиолефинов.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[2] Операции пастеризации (т. е. стерилизации в автоклаве) используются для стерилизации и термической обработки пищевых или других продуктов, содержащихся в герметично запечатанных упаковочных компонентах. Пищевые или другие продукты упаковываются и запечатываются в стерилизуемую в автоклаве упаковку, такую как пакет, и перемещаются в автоклав, где они подвергаются воздействию температур, обычно превышающих точку кипения воды, в течение длительного периода. В процессе стерилизации в автоклаве также используется избыточное давление для завершения этапа стерилизации.
[3] Специализированные гибкие упаковочные пленки используются для применений, в которых используется процесс стерилизации в автоклаве для создания предназначенного для длительного хранения или стерилизованного продукта. Коммерчески доступные продукты длительного хранения, такие как предварительно приготовленный рис, влажные корма для домашних животных или тунец, доступны в гибких форматах упаковки, таких как стоячие пакеты, лотки с крышкой или потоковая упаковка. Упакованные продукты могут храниться в условиях окружающей среды в течение нескольких месяцев или лет, в зависимости от барьерной способности упаковочных пленок.
[4] Гибкие упаковочные пленки, используемые для стерилизации внутри упаковки, часто имеют много разных слоев, при этом каждый слой обладает одним или несколькими важными свойствами, необходимыми для применения с высокими требованиями. Например, упаковочные пленки могут требовать высокой жесткости и высокой термостойкости для эффективной эксплуатации в высокоскоростном процессе упаковки. Упаковочная пленка должна быть выполнена с возможностью выдерживания высоких температур и изменений давления в процессе стерилизации, не теряя целостности запечатывания или не приобретая непривлекательный внешний вид.
[5] Типичная гибкая упаковочная пленка, предназначенная для применения для стерилизованного продукта, может включать комбинацию материалов, таких как полиэстер или полиамид, обеспечивающих превосходную термостойкость, стабильность размеров и жесткость; алюминиевая фольга, обеспечивающая высокие барьерные свойства и жесткость; и/или полиолефины, обеспечивающие подходящие характеристики запечатывания. К сожалению, когда такое большое разнообразие материалов объединяется в одну упаковочную пленку, ее становится трудно перерабатывать.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[6] В данном документе описана гибкая слоистая упаковочная пленка, которую можно использовать в применениях для продуктов, стерилизуемых в автоклаве, имеющая важное преимущество, состоящее в том, что она пригодна для вторичной переработки в потоке вторичной переработки полиолефинов. Несмотря на состав с высоким содержанием полиолефинов, стерилизуемая в автоклаве упаковочная пленка сохраняет характеристики, позволяющие ей хорошо функционировать в высокоскоростных упаковочных операциях и выдерживать цикл стерилизации, сохраняя при этом хороший внешний вид, отличные барьерные свойства и герметичность.
[7] Описанные в данном документе стерилизуемые в автоклаве упаковочные пленки имеют наружную пленку на полипропиленовой основе, барьерный слой и запечатывающий слой. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полиолефиновой основе по массе. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полипропиленовой основе по массе.
[8] В некоторых вариантах осуществления стерилизуемая в автоклаве упаковочная пленка дополнительно имеет внутреннюю пленку на полипропиленовой основе. Одна или обе из внутренней и наружной пленок на полипропиленовой основе могут быть ориентированы.
[9] Предпочтительные варианты осуществления стерилизуемой в автоклаве упаковочной пленки имеют барьерный слой, содержащий металл или неорганический оксид. Барьерный слой наносится на поверхность либо наружной, либо внутренней пленки на полипропиленовой основе.
[10] В некоторых вариантах осуществления запечатывающий слой стерилизуемой в автоклаве упаковочной пленки является частью многослойной пленки, которая также имеет защитный слой. Запечатывающий слой может быть термически запечатан с самим собой при температуре запечатывания 130°C, при запечатывании в течение 1 секунды и при давлении 440 Н/15 см2. В некоторых случаях эта характеристика запечатывания достигается, когда запечатывающий слой содержит полипропиленовый сополимер, имеющий температуру плавления, которая меньше или равна 135°С. В идеальном случае наружная пленка на полипропиленовой основе и запечатывающий слой практически не содержат полимеров, отличных от полиолефинов.
[11] Стерилизуемая в автоклаве упаковка может быть образована из одной или нескольких стерилизуемых в автоклаве упаковочных пленок.
[12] Что касается стерилизуемой в автоклаве упаковки, то ее изготавливают из стерилизуемой в автоклаве упаковочной пленки с общим составом, имеющим по меньшей мере 80% материалов на полиолефиновой основе. Стерилизуемая в автоклаве упаковочная пленка имеет барьерный слой, обеспечивающий скорость пропускания кислорода менее 2,0 см3/м2 в сутки или предпочтительно менее 1,0 см3/м2 в сутки.
[13] Также в данном документе раскрыты упакованные продукты длительного хранения. Упакованный продукт длительного хранения содержит стерилизуемую в автоклаве упаковочную пленку, имеющую по меньшей мере 80% полимеров на полипропиленовой основе, и продукт, герметично запечатанный в стерилизуемой в автоклаве пленке.
[14] Также в данном документе раскрыты способы получения упакованного продукта длительного хранения. Способы включают изготовление исходной упаковки путем термического запечатывания стерилизуемой в автоклаве упаковочной пленки с самой собой с использованием температуры запечатывания, которая меньше или равна 160°C, заполнение исходной упаковки продуктом, термическое запечатывание исходной упаковки для полного закрытия продукта внутри конечной упаковки и подвергание конечной упаковки процессу стерилизации в автоклаве.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[15] Настоящее изобретение может быть в более полном объеме понято при рассмотрении следующего подробного описания различных вариантов осуществления настоящего изобретения в связи с прилагаемыми графическими материалами, на которых:
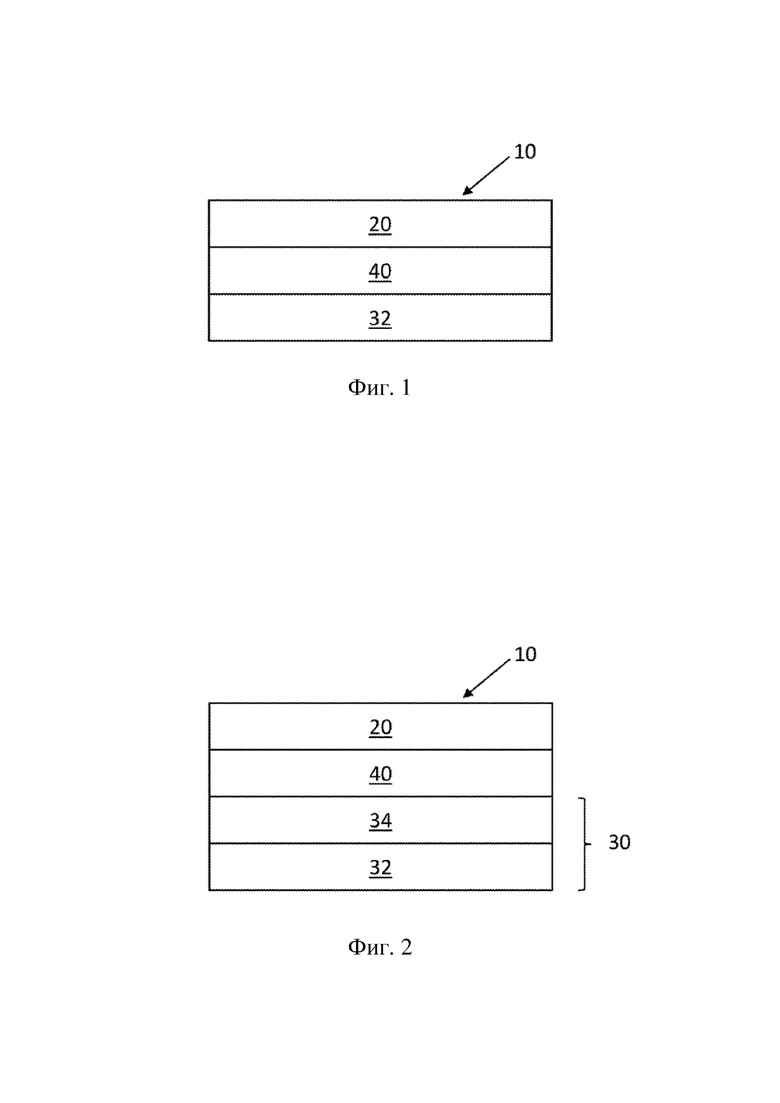
[16] на фиг. 1 представлен схематический вид сбоку варианта осуществления стерилизуемой в автоклаве упаковочной пленки;
[17] на фиг. 2 представлен схематический вид сбоку варианта осуществления стерилизуемой в автоклаве упаковочной пленки;
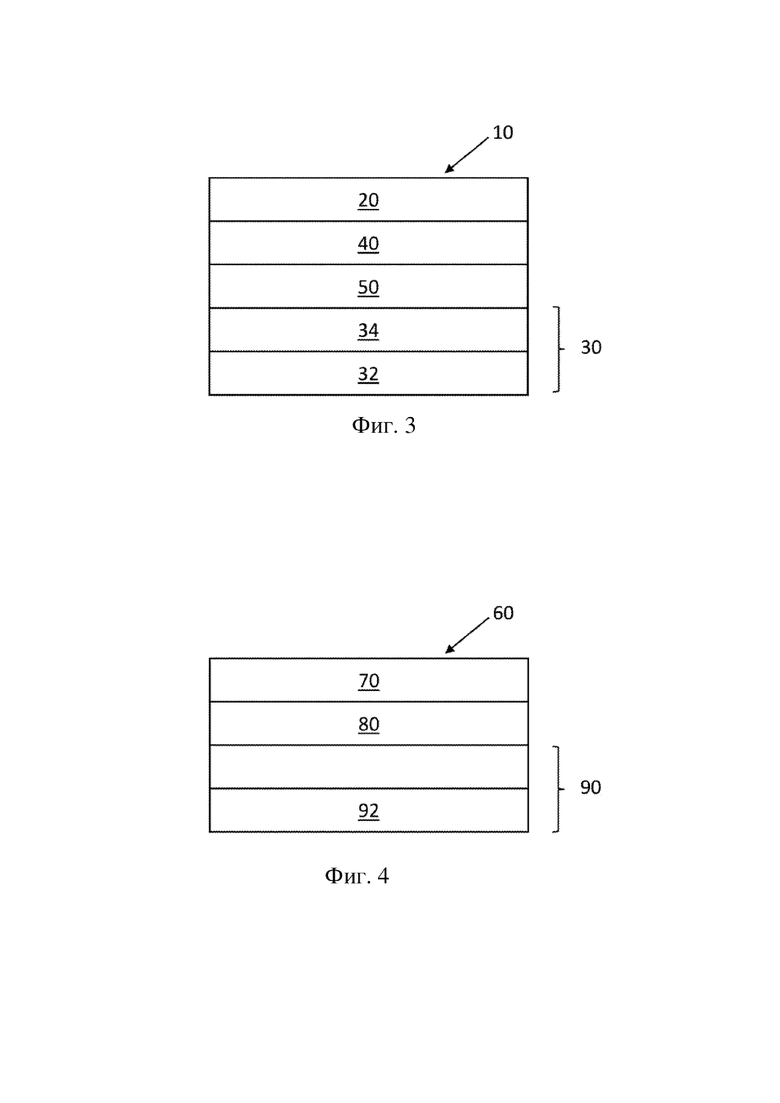
[18] на фиг. 3 представлен схематический вид сбоку варианта осуществления стерилизуемой в автоклаве упаковочной пленки;
[19] на фиг. 4 представлен схематический вид сбоку варианта осуществления стерилизуемой в автоклаве упаковочной пленки;
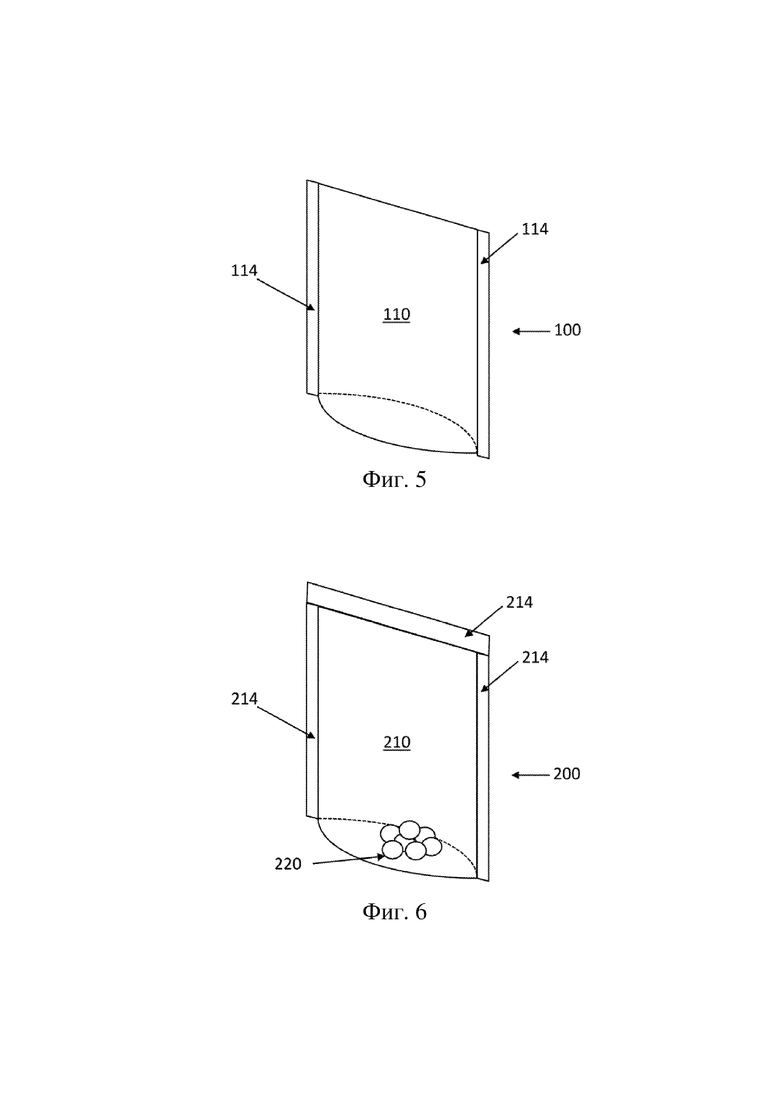
[20] на фиг. 5 представлен вид сверху варианта осуществления стерилизуемой в автоклаве упаковки;
[21] на фиг. 6 представлен вид сверху варианта осуществления упакованного продукта длительного хранения; и
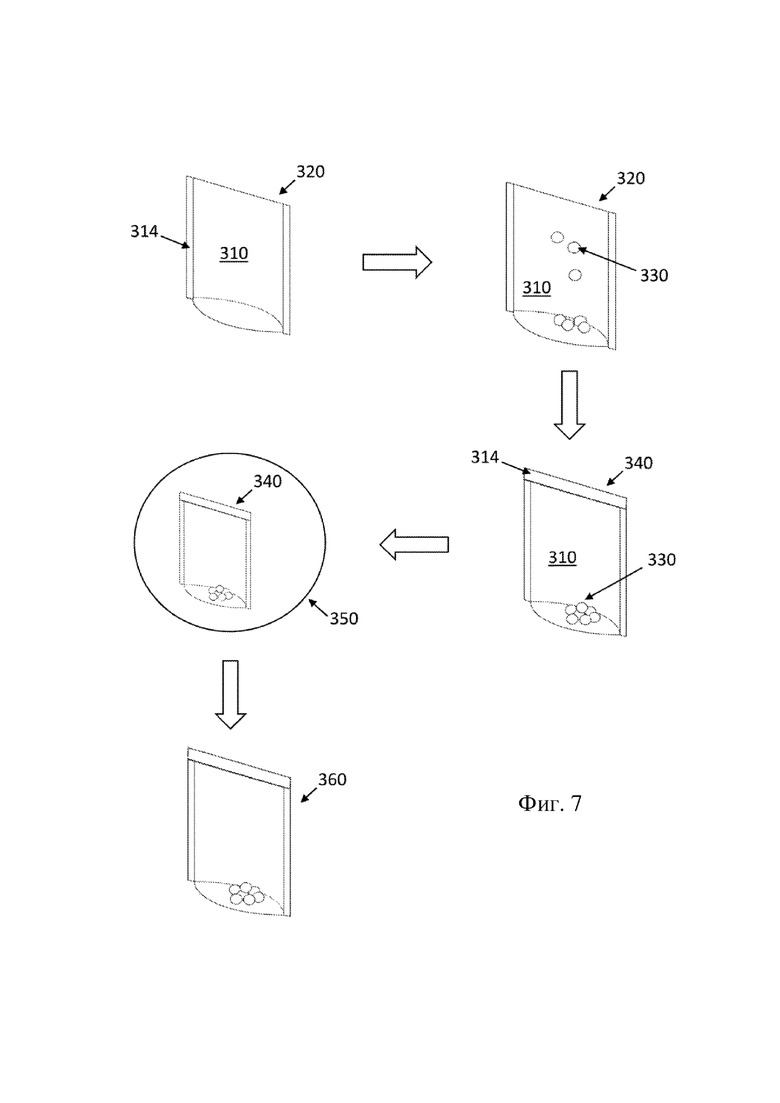
[22] на фиг. 7 представлена схема технологического процесса согласно варианту осуществления способа получения упакованного продукта длительного хранения.
[23] На графических материалах показаны некоторые, но не все варианты осуществления. Элементы, изображенные на графических материалах, являются иллюстративными и не обязательно выполнены в масштабе, а одинаковые (или подобные) ссылочные номера обозначают одинаковые (или подобные) элементы на всех графических материалах.
ПОДРОБНОЕ ОПИСАНИЕ
[24] Современные гибкие стерилизуемые в автоклаве упаковочные пленки содержат множество различных материалов, предназначенных для обеспечения высокой производительности в сложных применениях. Структуры обычно содержат слои, которые содержат полиэстер, полиамид, полиэтилен, полипропилен, металл и/или сополимер этилена и винилового спирта. Каждый слой структуры предназначен для обеспечения таких свойств, как барьер, жесткость, термостойкость, стабильность размеров, устойчивость к проколам, прочность шва и визуальная привлекательность, и это лишь некоторые из них. Сложные функциональные требования к стерилизуемой в автоклаве упаковке и разнообразие материалов в существующих структурах создают серьезное препятствие при поиске более устойчивого упаковочного решения, пригодного для вторичной переработки.
[25] Как раскрыто в данном документе, была разработана структура стерилизуемой в автоклаве упаковочной пленки, содержащая большие количества материалов на полиолефиновой основе, в частности, большие количества материалов на полипропиленовой основе. Несмотря на отказ от многих материалов, обычно используемых в стерилизуемой в автоклаве упаковке, структура сохраняет все необходимые свойства барьера, термостойкости, внешнего вида и целостности запечатывания. Преимущественно структура подходит для легкой вторичной переработки.
[26] В частности, структура стерилизуемой в автоклаве упаковочной пленки имеет такую конструкцию, что температура начала термического запечатывания запечатывающего слоя достаточно низка, чтобы соответствовать единственной умеренной термостойкости наружной поверхности. Несмотря на то, что запечатывающий слой теперь имеет довольно низкую точку размягчения, запечатывающий слой по-прежнему имеет достаточную целостность, чтобы выдерживать высокие температуры процесса стерилизации в автоклаве, а также другие нарушения, которым может подвергаться упаковка во время распределения и использования. Стерилизуемая в автоклаве упаковочная пленка может быть сформирована в стерилизуемые в автоклаве упаковки при более низких температурах запечатывания, сохраняя при этом превосходный внешний вид. Дополнительно структура упаковки сохраняет отличные барьерные свойства и внешний вид даже после того, как пленка была сформирована в упаковку, заполнена, герметично запечатана и подвергнута процессу стерилизации в автоклаве.
[27] Стерилизуемые в автоклаве упаковочные пленки, описанные в данном документе, содержат по меньшей мере 80% полимеров на полиолефиновой основе по массе и по меньшей мере 50% полимеров на полипропиленовой основе по массе. Использование материалов, не являющихся полимерами на полиолефиновой основе, сведено к минимуму. Снаружи упаковочная пленка имеет термостойкую пленку на полипропиленовой основе. Внутренняя часть упаковочной пленки имеет запечатывающий слой, представляющий собой смесь полимеров на полипропиленовой основе. Стерилизуемая в автоклаве упаковочная пленка содержит барьерный слой, который обычно не является материалом на полиолефиновой основе. Пленка также может содержать другие материалы, такие как клеящие вещества и печатные краски.
[28] Используя описанные в данном документе конструктивные элементы структуры упаковочной пленки, можно получить упаковочную пленку, пригодную для вторичной переработки. Пленки подходят для вторичной переработки в процессе вторичной переработки на основе полиолефинов по причине высокого содержания полиолефинов. Пленки также подходят для вторичной переработки в процессе вторичной переработки на основе полипропиленов по причине высокого содержания полипропилена. В частности, пленки могут иметь малые количества таких материалов, как сложный полиэфир, полиамид, хлорсодержащие полимеры и алюминиевая фольга, или могут практически не содержать их. Предпочтительно стерилизуемые в автоклаве упаковочные пленки не содержат алюминиевой фольги. В контексте данного документа «алюминиевая фольга» представляет собой полотно металла толщиной по меньшей мере 1 микрон, обычно более 5 микрон. Пленки могут содержать полимеры не на полиолефиновой основе, такие как те, которые используются в слоях клеящего вещества или слоях печатной краски, но они сведены к минимуму и обычно составляют менее 10% от общего состава по массе. Пленки могут содержать неполимерные материалы, такие как барьерные материалы, но они сведены к минимуму и обычно составляют менее 10% от общего состава по массе.
СТЕРИЛИЗУЕМАЯ В АВТОКЛАВЕ УПАКОВОЧНАЯ ПЛЕНКА
[29] В данном документе описаны стерилизуемые в автоклаве упаковочные пленки и слоистые пленки на полипропиленовой основе, подходящие для стерилизуемой в автоклаве упаковки, а также изготовленные из них стерилизуемые в автоклаве упаковки и упакованные продукты длительного хранения. В контексте данного документа «стерилизуемая в автоклаве упаковочная пленка» или «стерилизуемая в автоклаве упаковка» представляет собой пленку или упаковку, изготовленную из пленки, которая может быть заполнена продуктом, запечатана и оставаться герметично запечатанной после типичного процесса стерилизации в автоклаве. Типичная стерилизация в автоклаве представляет собой периодический процесс, в котором используются температуры от приблизительно 100°C до приблизительно 150°C, избыточное давление приблизительно до 70 фунтов на квадратный дюйм (483 кПа), и который может иметь продолжительность от нескольких минут до нескольких часов. Общие процессы стерилизации в автоклаве, используемые для продуктов, упакованных в гибкие пленки, включают погружение в пар или воду. Пищевые или другие продукты, упакованные в стерилизуемую в автоклаве упаковочную пленку и стерилизованные в автоклаве, могут храниться в условиях окружающей среды в течение продолжительных периодов времени (т. е. являются пригодными для длительного хранения), сохраняя стерильность. Поскольку процесс стерилизации в автоклаве невероятно агрессивен, были разработаны очень специализированные гибкие упаковочные пленки, чтобы выдержать этот процесс.
[30] Можно использовать упаковочные материалы различных типов в процессах стерилизации в автоклаве, включая консервные банки, банки и гибкую упаковку на полимерной основе, такую как стерилизуемые в автоклаве упаковочные пленки и слоистые пленки на полипропиленовой основе, описанные в данном документе. Преимущества использования гибкой упаковки для применений при стерилизации в автоклаве включают уменьшение массы и уменьшение энергии, требуемой для приведения содержимого упаковки в условия, при которых происходит стерилизация. Стерилизуемая в автоклаве упаковочная пленка может иметь толщину от приблизительно 2,5 мила (63,5 микрон) до приблизительно 10 мил (254 микрона) или от приблизительно 3 мил (76,2 микрона) до приблизительно 6 мил (152,4 микрона).
[31] Обращаясь теперь к фиг. 1, вариант осуществления стерилизуемой в автоклаве упаковочной пленки 10 содержит наружную пленку 20 на полипропиленовой основе, барьерный слой 40 и запечатывающий слой 32. Наружная пленка 20 на полипропиленовой основе расположена на одной основной поверхности стерилизуемой в автоклаве упаковочной пленки и становится открытой внешней поверхностью стерилизуемой в автоклаве упаковки. Запечатывающий слой 32 расположен на другой основной поверхности стерилизуемой в автоклаве упаковочной пленки и становится стороной, контактирующей с продуктом, когда стерилизуемая в автоклаве упаковочная пленка формируется в стерилизуемую в автоклаве упаковку. Барьерный слой 40 расположен внутри относительно поверхностей стерилизуемой в автоклаве упаковочной пленки. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полиолефиновой основе по масе. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полипропиленовой основе по массе.
[32] В контексте данного документа «слой» представляет собой гомогенный строительный блок пленок. Слои могут быть непрерывными или прерывистыми (т. е. структурированными) по длине и ширине пленки. В контексте данного документа термин «пленка» представляет собой однослойное или многослойное полотно, которое имеет незначительный размер в направлении z (толщина) по сравнению с размерами в направлении x и y (длина и ширина), подобно куску бумаги. Обычно считается, что пленки имеют две основные поверхности, расположенные друг напротив друга и проходящие в направлениях длины и ширины. Пленки могут быть изготовлены из неограниченного количества пленок и/или слоев, при этом пленки и/или слои связаны друг с другом с образованием композитного изделия. Часть упаковочной пленки может называться слоем или пленкой.
[33] Стерилизуемая в автоклаве упаковочная пленка содержит по меньшей мере одну пленку на полипропиленовой основе. В контексте данного документа «пленка на полипропиленовой основе» имеет состав, содержащий по меньшей мере 50% или по меньшей мере 90% полимера на полипропиленовой основе по массе. В некоторых случаях пленка на полипропиленовой основе может состоять по существу из 100% полимера на полипропиленовой основе.
[34] Наружная пленка на полипропиленовой основе может быть ориентированной. В контексте данного документа термин «ориентированный» указывает на то, что пленка была нагрета до температуры ниже точки плавления материала и растянута по меньшей мере в 2 раза. Обычно это достигается с помощью процесса двойного раздува или тройного раздува, процесса с рамой для растягивания и ориентирования пленки или процесса MDO с использованием нагретых валков. Типичный процесс производства пленки с раздувом приводит к некоторому растяжению пленки, но недостаточному для того, чтобы ее можно было считать ориентированной, как описано в данном документе. Пленка может быть двуосноориентированной или одноосноориентированной в любом направлении. Наружная пленка на полипропиленовой основе предпочтительно после ориентации подвергается термической усадке (т. е. отпуску), так чтобы она оставалась стабильной по размерам в условиях повышенных температур, которые могут возникнуть во время преобразования слоистого материала стерилизуемой в автоклаве пленки (т. е. печати или наслаивания) или во время использования слоистого материала (т. е. термического запечатывания или стерилизации в автоклаве). Наружная пленка на полипропиленовой основе может быть получена с использованием определенных полимеров и может быть ориентирована с использованием определенных условий, которые оптимизируют термостойкость пленки.
[35] Наружная пленка на полипропиленовой основе может представлять собой ориентированную полипропиленовую пленку, такую как двуосноориентированный полипропилен. Ориентированная полипропиленовая пленка может иметь один или более слоев и может иметь специальные покрытия, такие как матовый лак. Любой из слоев ориентированной полипропиленовой пленки может содержать пигмент, такой как диоксид титана, чтобы сделать пленку непрозрачной для видимого света. Пленка может представлять собой вспененный двуосноориентированный полипропилен, в результате чего получается пленка, непрозрачная для видимого света. Двуосноориентированный полипропилен может быть прозрачным для видимого света. В некоторых вариантах осуществления наружная пленка на полипропиленовой основе представляет собой двуосноориентированную полипропиленовую пленку, которая по существу содержит полипропилен. Наружная пленка на полипропиленовой основе может иметь, но без ограничения, толщину приблизительно 12, приблизительно 20, приблизительно 25 или приблизительно 30 микрон.
[36] Коммерческие примеры пленок, которые можно использовать в качестве наружной пленки на полипропиленовой основе, включают Bicor™ NND20 (нетермически запечатываемая BOPP с односторонней обработкой, поставляемая Jindal Films), PL1 (нетермически запечатываемая BOPP с односторонней обработкой, поставляемая Polibak Plastik Film San. ve Tic.A.S.) и PPTE_LAM (нетермически запечатываемая, с односторонней обработкой, поставляемая Poligal.
[37] В контексте данного документа термин «наружная сторона» используется для описания пленки или слоя, который расположен на одной из основных поверхностей пленки, в которой он содержится. В контексте данного документа термин «внутренняя сторона» используется для описания пленки или слоя, который не расположен на поверхности пленки, в которой он содержится. Внутренняя пленка или слой являются смежными к другой пленке или слою с обеих сторон.
[38] Барьерный слой стерилизуемой в автоклаве упаковочной пленки обычно такой же протяженности, что и стерилизуемая в автоклаве упаковочная пленка, и содержит барьерный материал. Барьерный слой обеспечивает уменьшенную передачу газов, таких как кислород (т. е. содержит кислородонепроницаемый материал). Барьерный слой может дополнительно обеспечивать уменьшенную передачу влаги (т. е. содержать влагонепроницаемый материал). Барьерный слой обычно представляет собой внутренний слой стерилизуемой в автоклаве упаковочной пленки для защиты целостности этого важного слоя. Барьерный материал может быть полимерным по своей природе, таким как полиамид, сополимер этилена и винилового спирта или сополимер поливинилового спирта. Барьерный материал может быть металлическим, например тонким слоем алюминия. Барьерный слой может представлять собой прозрачное покрытие из неорганического оксида, такое как AlOx или SiOx. Барьерный слой может быть многослойным и содержать различные слои барьерных материалов. Барьерный слой может представлять собой смесь из нескольких барьерных материалов. Барьерный слой обеспечивает определенный барьер, требуемый для сохранения продукта в стерилизованной в автоклаве упаковке в течение длительного срока хранения, который может составлять несколько месяцев или даже более одного года.
[39] Барьерный слой может быть расположен на поверхности наружной пленки на полипропиленовой основе. В некоторых вариантах осуществления стерилизуемой в автоклаве упаковочной пленки барьерный слой расположен на внутренней поверхности наружной пленки на полипропиленовой основе, обращенной к запечатывающему слою. В качестве альтернативы барьерный слой наносят на поверхность внутренней пленки.
[40] Барьерный слой уменьшает приток кислорода через стерилизуемую в автоклаве упаковочную пленку в течение срока годности упакованного продукта (т. е. пока упаковка герметично запечатана). В некоторых вариантах осуществления перед подверганием процессу стерилизации в автоклаве стерилизуемая в автоклаве упаковочная пленка имеет среднее значение скорости пропускания кислорода (OTR) менее 2 см3/м2/сут, менее 1 см3/м2/сут, менее 0,5 см3/м2/сут или менее 0,1 см3/м2/сут (измерено согласно стандарту ASTM F1927 в условиях 1 атмосферы, 23°C и относительной влажности 50%). В некоторых вариантах осуществления после воздействия репрезентативного процесса стерилизации в автоклаве упаковочная пленка в автоклаве имеет среднее значение OTR, которое составляет менее 2 см3/м3/сут, менее 1 см3/м2/сут, менее 0,5 см3/м2/сут или менее 0,1 см3/м2/сут. Среднее значение OTR может быть близким, равным или ниже минимального уровня обнаружения испытательного устройства. Репрезентативный процесс стерилизации в автоклаве завершается разрезанием части стерилизуемой в автоклаве упаковочной пленки размером DIN A4 и подверганием ее процессу стерилизации паром в течение 60 минут при 128°C и избыточном давлении 2,5 бара с последующим охлаждением водяным душем.
[41] Запечатывающий слой стерилизуемой в автоклаве упаковочной пленки имеет состав, который позволяет формировать запаянный шов, образуя таким образом герметичную упаковку. В контексте данного документа термин «запаянный шов» или «термически запечатанный» относится к двум или более поверхностям, которые были соединены друг с другом путем применения как тепла, так и давления в течение короткого периода времени или посредством процесса запечатывания ультразвуковой энергией. Термическое запечатывание и ультразвуковое запечатывание являются хорошо известными и широко используемыми процессами создания упаковок, знакомыми специалистам в данной области техники.
[42] Запечатывающий слой обязательно находится на поверхности стерилизуемой в автоклаве упаковочной пленки, чтобы облегчить функцию запечатывания. Во время использования стерилизуемой в автоклаве упаковочной пленки в стерилизуемой в автоклаве упаковке запечатывающий слой может быть термически запечатан с самим собой или с другим упаковочным компонентом. Во время термического запечатывания запечатывающий слой размягчается с обеспечением возможности образования термически запечатываемой связи при температуре запечатывания, которая ниже температуростойкости наружной пленки на полипропиленовой основе. Запечатывающий слой размягчается при температуре запечатывания, которая ниже температуростойкости наружной ориентированной пленки. Запечатывающий слой должен размягчаться и образовывать запаянный шов при условиях запечатывания (время, температура и давление), которые не вызывают чрезмерной усадки или повреждения наружной поверхности стерилизуемой в автоклаве упаковочной пленки.
[43] Стерилизуемая в автоклаве упаковочная пленка нацелена на содержание больших количеств полиолефина, особенно полипропилена, так что она может быть приемлемой для процесса вторичной переработки. Полиолефины обладают относительно низкой термостойкостью по сравнению с материалами, традиционно используемыми для стерилизуемых в автоклаве упаковочных пленок (например, сложным полиэфиром, алюминиевой фольгой, полиамидом). Из-за более низкой термостойкости стерилизуемые в автоклаве упаковки будут образовываться с использованием процесса термического запечатывания при более низких температурах во избежание какой-либо усадки или прогорания. Задача, решаемая с помощью стерилизуемых в автоклаве упаковочных пленок, описанных в данном документе, заключается в том, чтобы включить в них запечатывающий слой, который имеет низкую температуру начала термического сваривания (HSIT) и высокую прочность шва и ударную вязкость шва, чтобы выдержать как обработку в автоклаве, так и нормальное распределение и обращение (т. е. прочность при падении и прочность на разрыв). Запечатывающий слой также должен содержать материалы, одобренные для контакта с пищевыми изделиями в условиях стерилизации в автоклаве, как это предписано правительственными органами по безопасности пищевых продуктов.
[44] Запечатывающий слой может содержать материал с низкой температурой начала термического запечатывания (HSIT). В некоторых вариантах осуществления стерилизуемой в автоклаве упаковочной пленки запечатывающий слой содержит полипропиленовый сополимер, имеющий температуру плавления, которая равна или меньше 135°С.
[45] Запечатывающий слой может быть образован посредством любого известного процесса. Например, запечатывающий слой может представлять собой термосвариваемый лак, который наносится на другие слои стерилизуемой в автоклаве упаковочной пленки. В других вариантах осуществления запечатывающий слой образуется в процессе экструзии, при котором расплав полимера наносится непосредственно на другие слои стерилизуемой в автоклаве упаковки. В еще одних вариантах осуществления запечатывающий слой может быть образован в автономном процессе соэкструзии (т. е. в процессе отлива пленки или раздува пленки) и впоследствии приклеен к другим слоям стерилизуемой в автоклаве упаковочной пленки с использованием процесса наслаивания. Запечатывающий слой может быть заключен в многослойную пленку, содержащую 2, 3, 4 или более слоев.
[46] Обращаясь теперь к фиг. 2, вариант осуществления стерилизуемой в автоклаве упаковочной пленки 10 содержит наружную пленку 20 на полипропиленовой основе, барьерный слой 40, запечатывающий слой 32 и защитный слой 34. Запечатывающий слой 32 и защитный слой 34 представляют собой слои внутри соэкструдированной многослойной пленки 30. Наружная пленка 20 на полипропиленовой основе может быть расположена на одной основной поверхности стерилизуемой в автоклаве упаковочной пленки и становится открытой внешней поверхностью стерилизуемой в автоклаве упаковки. Запечатывающий слой 32 расположен на другой основной поверхности стерилизуемой в автоклаве упаковочной пленки и становится стороной, контактирующей с продуктом, стерилизуемой в автоклаве упаковки. Защитный слой 34 расположен смежно с запечатывающим слоем 32. Барьерный слой 40 расположен внутри относительно поверхностей стерилизуемой в автоклаве упаковочной пленки 10. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полиолефиновой основе по массе. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий по меньшей мере 80% полимеров на полипропиленовой основе по массе.
[47] Защитный слой соэкструдированной многослойной пленки обеспечивает дополнительную жесткость и прочность структуры. Защитный слой соэкструдированной многослойной пленки может быть составлен таким образом, чтобы обеспечить хорошую адгезию с остальными слоями стерилизуемой в автоклаве упаковочной пленки. В некоторых вариантах осуществления защитный слой содержит один или несколько полимеров на полипропиленовой основе. Защитный слой наряду с другими слоями многослойной пленки может также содержать другие полимеры на полиолефиновой основе, такие как полимеры на полиэтиленовой основе.
[48] В то время как структура стерилизуемой в автоклаве упаковочной пленки и любых упаковок, изготовленных из нее, содержит несколько разных элементов (наружный слой, барьерный слой, запечатывающий слой и т. д.), общий состав пленки или упаковки должен иметь большие количества одного типа материала (полиолефина или, в частности, полипропилена) для облегчения вторичной переработки. В контексте данного документа термин «общий состав» используется для описания всей структуры пленки или упаковки. Любые материалы, слои или компоненты, которые каким-либо образом соединены друг с другом, являются частью общего состава этого изделия. Стерилизуемые в автоклаве упаковочные пленки могут содержать большие количества полимеров на полиолефиновой основе. Упаковочные пленки могут иметь большие количества полимеров на полипропиленовой основе. Описанные в данном документе упаковочные пленки и любые стерилизуемые в автоклаве упаковки, изготовленные из них, могут быть пригодны для вторичной переработки в процессе вторичной переработки полипропилена, если изделие содержит большое количество полимеров на полипропиленовой основе. Процесс вторичной переработки смешанных полиолефинов также может допускать относительно большие количества полиолефинов, которые не являются полипропиленом, поэтому изделия могут также содержать большие количества полиолефинов, которые не являются полипропиленом, и при этом быть пригодными для вторичной переработки.
[49] В контексте данного документа «полимер на полиолефиновой основе» относится к гомополимеру или сополимеру, имеющему по меньшей мере одну связь алкенового мономера в повторяющейся основной цепи полимера. Основными примерами полимеров на полиолефиновой основе являются гомополимеры и сополимеры полиэтилена и гомополимеры и сополимеры полипропилена. Другими примерами полимеров на полиолефиновой основе являются сополимер этилена и винилового спирта и циклический сополимер олефинов.
[50] Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий по меньшей мере 80% полимеров на полиолефиновой основе по массе. Другими словами, учитывая все материалы (полимерные и неполимерные) во всей стерилизуемой в автоклаве упаковочной пленке, по меньшей мере 80% по массе составляют полимеры на полиолефиновой основе. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий минимальное содержание полимера на полиолефиновой основе, составляющее 80%, 82%, 84%, 86%, 88% или 90% по массе. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий максимальное содержание полимера на полиолефиновой основе, составляющее 100%, 99%, 98%, 97%, 96% или 95% по массе. Например, стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, имеющий от 90% до 99% полимера на полиолефиновой основе, или стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, имеющий от 82% до 100% полимера на полиолефиновой основе по массе.
[51] В контексте данного документа «полимер на полипропиленовой основе» относится к гомополимеру или сополимеру, имеющему по меньшей мере одну связь мономера пропилена в повторяющейся основной цепи полимера. Пропиленовая связь может быть представлена общей формулой: [CH2-CH(CH3)]n. Такой полипропилен может представлять собой ударопрочный полипропиленовый сополимер, статистический сополимер полипропилена или гомополимер полипропилена, может быть синдиотактическим или изотактическим и/или может быть или не быть со структурообразователем. Полимер на полипропиленовой основе может представлять собой сополимер пропилена и альфа-олефина.
[52] Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий по меньшей мере 70% полимеров на полипропиленовой основе по массе. Другими словами, учитывая все материалы (полимерные и неполимерные) во всей стерилизуемой в автоклаве упаковочной пленке, по меньшей мере 70% по массе составляют полимеры на полипропиленовой основе. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий минимальное содержание полимера на полипропиленовой основе, составляющее 70%, 80%, 85%, 86%, 88% или 90% по массе. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий максимальное содержание полимера на полипропиленовой основе, составляющее 100%, 99%, 98%, 97%, 96% или 95% по массе. Например, стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, имеющий от 70% до 98% полимера на полипропиленовой основе, или стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, имеющий от 80% до 100% полимера на полипропиленовой основе по массе.
[53] В некоторых вариантах осуществления стерилизуемая в автоклаве упаковочная пленка имеет общий состав, который содержит менее 10% полимеров, отличных от полимеров на полиолефиновой основе, по массе. В дополнение к высокому содержанию полиолефинов и полипропиленов стерилизуемая в автоклаве упаковочная пленка может иметь малые количества не относящихся к полиолефинам полимеров по отношению к общему составу. Не относящиеся к полиолефинам полимеры, которые могут быть включены в стерилизуемую в автоклаве упаковочную пленку, включают полиамиды, полиакрилаты и полиуретаны. Эти полимеры могут присутствовать в экструдированном слое или внутри слоя печатной краски или клеящего вещества. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, который содержит менее 9%, 8%, 7%, 6% или 5% полимеров, отличных от полимеров на полиолефиновой основе, по массе.
[54] В некоторых вариантах осуществления стерилизуемая в автоклаве упаковочная пленка по существу не содержит полимеров, отличных от полимеров на полиолефиновой основе. Другими словами, любые не относящиеся к полиолефинам полимеры, которые могут присутствовать в стерилизуемой в автоклаве упаковочной пленке, не влияют на основные свойства и свойства материала пленки.
[55] Обращаясь теперь к фиг. 3, вариант осуществления стерилизуемой в автоклаве упаковочной пленки 10 содержит наружную пленку 20 на полипропиленовой основе, барьерный слой 40, внутреннюю пленку 50 на полипропиленовой основе, запечатывающий слой 32 и защитный слой 34. Запечатывающий слой 32 и защитный слой 34 представляют собой слои внутри соэкструдированной многослойной пленки 30. Наружная пленка 20 на полипропиленовой основе может быть расположена на одной основной поверхности стерилизуемой в автоклаве упаковочной пленки и становится открытой внешней поверхностью стерилизуемой в автоклаве упаковки. Запечатывающий слой 32 расположен на другой основной поверхности стерилизуемой в автоклаве упаковочной пленки и становится стороной, контактирующей с продуктом, стерилизуемой в автоклаве упаковки. Защитный слой 34 расположен смежно с запечатывающим слоем 32. Внутренняя пленка 50 на полипропиленовой основе и барьерный слой 40 расположены внутри относительно поверхностей стерилизуемой в автоклаве упаковочной пленки 10. Стерилизуемая в автоклаве упаковочная пленка может иметь общий состав, содержащий по меньшей мере 80% полимеров на полиолефиновой основе по массе. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полипропиленовой основе по массе.
[56] Барьерный слой может находиться в контакте с внутренней поверхностью наружной пленки на полипропиленовой основе. Барьерный слой может находиться в контакте с любой стороной внутренней пленки на полипропиленовой основе.
[57] Внутренняя пленка на полипропиленовой основе может быть ориентирована. Пленка может быть двуосноориентированной или одноосноориентированной в любом направлении. Внутреннюю пленку на полипропиленовой основе предпочтительно подвергают термической усадке (т. е. отпуску), так чтобы она сохраняла свои размеры в условиях повышенных температур, которые могут возникать во время преобразования слоистого материала или во время использования слоистого материала (т. е. термического запечатывания или стерилизации в автоклаве). Внутренняя пленка на полипропиленовой основе, если она присутствует, может быть такой же или отличной от наружной пленки на полипропиленовой основе.
[58] Внутренняя пленка на полипропиленовой основе может представлять собой ориентированную полипропиленовую пленку, например двуосноориентированный полипропилен. Ориентированная полипропиленовая пленка может иметь один или несколько слоев и может иметь специальные покрытия, такие как матовое покрытие. Любой из слоев ориентированной полипропиленовой пленки может содержать пигмент, такой как диоксид титана, чтобы сделать пленку непрозрачной для видимого света. Пленка может представлять собой вспененный двуосноориентированный полипропилен, в результате чего получается пленка, непрозрачная для видимого света. Двуосноориентированный полипропилен может быть прозрачным для видимого света. В некоторых вариантах осуществления наружная пленка на полипропиленовой основе представляет собой двуосноориентированную полипропиленовую пленку, которая по существу содержит полипропилен.
[59] В вариантах осуществления, которые содержат внутреннюю пленку на полипропиленовой основе, внутренняя пленка на полипропиленовой основе может быть такой же, как наружная пленка на полипропиленовой основе, или отличаться от нее. Коммерческие примеры пленок, которые можно использовать в качестве внутренней пленки на полипропиленовой основе, включают Bicor™ NND20 (нетермически запечатываемая BOPP с односторонней обработкой, поставляемая Jindal Films), PL1 (нетермически запечатываемая BOPP с односторонней обработкой, поставляемая Polibak Plastik Film San. ve Tic.A.S.) и PPTE_LAM (нетермически запечатываемая, с односторонней обработкой, поставляемая Poligal.
[60] Барьерный слой может представлять собой покрытие или напыление, которое наносится на одну из пленок, используемых для изготовления стерилизуемой в автоклаве упаковочной пленки. Например, барьерный слой 40, показанный в варианте осуществления, показанном на фиг. 3, может представлять собой материал на основе оксида кремния, который был нанесен на внутреннюю пленку 50 на полипропиленовой основе, расположенную между наружной пленкой на полипропиленовой основе и внутренней пленкой на полипропиленовой основе. Или барьерный слой 40, показанный в варианте осуществления, показанном на фиг. 3, может представлять собой материал на основе оксида кремния, который был нанесен на наружную пленку 20 на полипропиленовой основе, расположенный между наружной пленкой на полипропиленовой основе и внутренней пленкой на полипропиленовой основе. В качестве альтернативы барьерный слой может представлять собой материал на основе оксида кремния, нанесенный на сторону внутренней пленки на полипропиленовой основе, которая обращена к запечатывающему слою (этот вариант осуществления не показан на фигурах).
[61] Любые варианты осуществления стерилизуемой в автоклаве упаковочной пленки могут содержать другие материалы и слои. Например, пленочная структура может содержать либо экструдированные связующие слои, либо другие клейкие слои, предназначенные для связывания разнородных материалов. Пленка может содержать слои печатной краски в любом положении структуры.
[62] Также в данном документе раскрыта слоистая пленка на полипропиленовой основе, подходящая для стерилизуемой в автоклаве упаковки. Вариант осуществления слоистой пленки 60 на полипропиленовой основе показан на фиг. 4. Слоистая пленка на полипропиленовой основе имеет наружную ориентированную пленку 70, барьерный слой 80 и многослойную пленку 90, содержащую запечатывающий слой 92. Слоистая пленка на полипропиленовой основе может быть термически запечатана с самой собой (запечатывающий слой к запечатывающему слою) при температуре запечатывания менее 130°C с использованием давления 440 Н/15 см2 и выдержки в 1 секунду. Другими словами, при термическом запечатывании с самими собой в этих условиях запечатывающие слои образуют прочный шов, который является более чем просто липким. Прочный шов можно определить путем измерения силы для разделения материалов, при этом средняя прочность шва составляет по меньшей мере 10 Н/15 мм, используя ASTM F88 (разделение при захвате при 100 мм/мин). В некоторых вариантах осуществления прочность запаянного шва слоистой пленки на полипропиленовой основе при термическом запечатывании с самой собой составляет более 30 Н/15 мм, 40 Н/15 мм или более 50 Н/15 мм.
[63] В некоторых вариантах осуществления стерилизуемой в автоклаве упаковочной пленки или слоистой пленки на полипропиленовой основе наружная пленка, внутренняя пленка и слоистая пленка по существу не содержат полимеров, отличных от полиолефинов.
СТЕРИЛИЗУЕМАЯ В АВТОКЛАВЕ УПАКОВКА
[64] В данном документе описаны стерилизуемые в автоклаве упаковочные пленки и слоистые пленки на полипропиленовой основе, подходящие для стерилизуемой в автоклаве упаковки, а также изготовленные из них стерилизуемые в автоклаве упаковки и упакованные продукты длительного хранения. В контексте данного документа «стерилизуемая в автоклаве упаковочная пленка» или «стерилизуемая в автоклаве упаковка» представляет собой пленку или упаковку, изготовленную из пленки, которая может быть заполнена продуктом, запечатана и оставаться герметично запечатанной после типичного процесса стерилизации в автоклаве.
[65] Примеры форматов стерилизуемых в автоклаве упаковок включают, но без ограничения, пакет или мешок, стоячий пакет (как показано на фиг. 5), лоток, чашку или миску с крышкой или потоковую упаковку. Стерилизуемая в автоклаве упаковка может быть полностью изготовлена из одной или нескольких стерилизуемых в автоклаве упаковочных пленок, как описано в данном документе. Стерилизуемая в автоклаве упаковка может быть изготовлена из различных компонентов, включая по меньшей мере одну стерилизуемую в автоклаве упаковочную пленку, как описано в данном документе. Любые компоненты стерилизуемой в автоклаве упаковки, которые не относятся к стерилизуемым в автоклаве упаковочным пленкам, описанным в данном документе, также могут иметь большие количества полипропиленового полимера. В некоторых вариантах осуществления стерилизуемой в автоклаве упаковки упаковка изготовлена по меньшей мере из одной пленки, как описано в данном документе, и по меньшей мере из одного другого компонента, при этом другой компонент содержит по меньшей мере 90% полимера на полипропиленовой основе по массе, так что вся упаковка пригодна для вторичной переработки в процессе вторичной переработки полипропилена.
[66] Стерилизуемая в автоклаве упаковка содержит по меньшей мере один запаянный шов для обеспечения возможности соединения компонентов упаковки, образования упаковки и герметичного укупоривания упаковки. Пример стерилизуемой в автоклаве упаковки 100, которая содержит стерилизуемую в автоклаве упаковочную пленку 110 и запаянный шов 114, показан в виде стоячего пакета на фиг. 5. В этом варианте осуществления стерилизуемая в автоклаве упаковка полностью изготовлена из описанных в данном документе стерилизуемых в автоклаве упаковочных пленок с использованием запаянных швов для образования и закрытия упаковки.
[67] В некоторых вариантах осуществления стерилизуемой в автоклаве упаковки некоторые компоненты упаковки не пригодны для вторичной переработки в процессе вторичной переработки полипропилена. В этом случае компоненты упаковки могут быть разделены перед вторичной переработкой и/или утилизацией. Разделение компонентов упаковки может быть осуществлено путем отслаивания запаянных швов.
[68] В некоторых вариантах осуществления стерилизуемых в автоклаве упаковок, образованных из стерилизуемой в автоклаве упаковочной пленки, упаковка имеет по меньшей мере 90% материалов на полиолефиновой основе или по меньшей мере 80% материалов на полиолефиновой основе по массе. В некоторых вариантах осуществления стерилизуемых в автоклаве упаковок, образованных из стерилизуемой в автоклаве упаковочной пленки, упаковка имеет по меньшей мере 90% материалов на полипропиленовой основе или по меньшей мере 80% материалов на полипропиленовой основе по массе. В некоторых вариантах осуществления стерилизуемых в автоклаве упаковок, образованных из стерилизуемой в автоклаве упаковочной пленки, упаковка имеет по меньшей мере 90% материалов на полиолефиновой основе и по меньшей мере 80% материалов на полипропиленовой основе по массе.
УПАКОВАННЫЙ ПРОДУКТ ДЛИТЕЛЬНОГО ХРАНЕНИЯ
[69] В данном документе описаны стерилизуемые в автоклаве упаковочные пленки и слоистые пленки на полипропиленовой основе, подходящие для стерилизуемой в автоклаве упаковки, а также изготовленные из них стерилизуемые в автоклаве упаковки и упакованные продукты длительного хранения, как показано на фиг. 6. Стерилизуемая в автоклаве упаковочная пленка 210 используется для образования стерилизуемой в автоклаве упаковки, содержащей продукт 220, в результате чего получается упакованный продукт 200 длительного хранения. Как обсуждалось ранее, запаянные швы 214 используются для образования стерилизуемой в автоклаве упаковки и герметичного запечатывания упакованного продукта 200 длительного хранения.
[70] В некоторых вариантах осуществления упакованного продукта длительного хранения продукт в стерилизуемой в автоклаве упаковке представляет собой продукт, который был бы скоропортящимся, если бы не процесс стерилизации, которому он подвергся, будучи герметично запечатанным внутри стерилизуемой в автоклаве упаковочной пленки. В контексте данного документа продукт может быть скоропортящимся пищевым продуктом, при этом процесс стерилизации (т. е. стерилизации в автоклаве) позволяет хранить и сохранять продукт в условиях окружающей среды в течение многих месяцев или лет. Продукт подвергается процессу стерилизации, будучи герметично запечатанным в упаковке, образованной из стерилизуемой в автоклаве упаковочной пленки. После стерилизации стерилизуемая в автоклаве упаковка предотвращает приток кислорода (т. е. она обладает высокими кислородонепроницаемыми свойствами), что способствует продлению длительности хранения продукта.
[71] В некоторых вариантах осуществления упакованного продукта длительного хранения продукт в стерилизуемой в автоклаве упаковке представляет собой продукт, сохраняющий стерильность благодаря стерилизации при герметичном запечатывании внутри упаковки.
[72] Вариант осуществления процесса, используемого для получения упакованного продукта длительного хранения, показан на фиг. 7. Исходная упаковка 320 образуется посредством запаянных швов 314 на стерилизуемой в автоклаве упаковочной пленке 310, как обсуждалось ранее. Запаянные швы 314 могут быть образованы между двумя стерилизуемыми в автоклаве упаковочными пленками 310, как в показанной конфигурации стоячего пакета, или между стерилизуемой в автоклаве упаковочной пленкой и другим упаковочным компонентом. Запаянные швы могут быть образованы при любой температуре запечатывания, которая достаточно высока для образования запаянного шва, но достаточно низка, чтобы предотвратить усадку стерилизуемой в автоклаве упаковочной пленки. Например, температура термического запечатывания может быть меньше или равна 160°С, меньше или равна 150°С, меньше или равна 140°С или меньше или равна 130°С. Затем исходную упаковку 320 заполняют продуктом 330. После заполнения исходная упаковка имеет дополнительный запаянный шов 314, нанесенный для полного заключения продукта в конечную упаковку 340. Другими словами, исходную упаковку, заполненную продуктом, герметично запечатывают, образуя конечную упаковку. Конечная упаковка подвергается процессу 350 стерилизации в автоклаве или другому подходящему процессу стерилизации, в результате чего получается упакованный продукт 360 длительного хранения.
ПРИМЕРЫ И ДАННЫЕ
[73] Для испытания были собраны пять образцов приведенных в качестве примера стерилизуемых в автоклаве упаковочных пленок. Подробности примеров 1-5 можно найти в таблице 1 ниже.
[74] Каждый из примеров 1-4 представлял собой трехслойные слоистые материалы и содержал наружную пленку на полипропиленовой основе, которая представляет собой двуосноориентированную полипропиленовую пленку (материалы на основе 100% полипропилена), защитный слой, представляющий собой покрытие из оксида кремния, нанесенное на двуосноориентированную полипропиленовую пленку (материалы на основе 100% полипропилена) и многослойную пленку (материалы на основе 100% полипропилена), содержащую запечатывающий слой с низкой температурой начала запечатывания.
[75] Пример 5 представлял собой двухслойный слоистый материал и включал наружную пленку на полипропиленовой основе, которая представляет собой двуосноориентированную полипропиленовую пленку (материалы на основе 100% полипропилена) с барьерным слоем, представляющим собой покрытие из оксида кремния, нанесенное на наружную двуосноориентированную полипропиленовую пленку (материалы на основе 100% полипропилена) и многослойную пленку (материалы на основе 100% полипропилена), содержащую запечатывающий слой с низкой температурой начала запечатывания.
[76] Пленки из примеров 1-5 были соединены друг с другом с помощью клеевого наслаивания и, в некоторых случаях, также содержали печатную краску. Клеящее вещество, использованное в этих примерах, представляло собой двухкомпонентную систему Dow Adcote 811A и Catalyst C9L10 на основе растворителя, поставляемую Dow Chemical. Печатная краска относилась к классу, выдерживающему стерилизацию в автоклаве, как известно в данной области техники. Пленки примеров 1-4 были наслоены таким образом, что покрытие из оксида кремния на внутренней двуосноориентированной полипропиленовой пленке было ориентировано так, что оно было обращено к наружной ориентированной полипропиленовой пленке. В примере 5 покрытие из оксида кремния на наружной двуосноориентированной полипропиленовой пленке было ориентировано так, что оно было обращено к многослойной пленке.
[77] Для каждого слоя пленок из примеров 1-5 количество материала на полиолефиновой основе и материала на полипропиленовой основе указано в таблице 1. Используемые двуосноориентированные полипропиленовые пленки содержали материалы на основе 100% полипропилена (и, следовательно, также на основе 100% полиолефина). Клеящие вещества и печатные краски были основаны на других полимерах, таким образом, они содержали материалы на основе 0% полиолефина и на основе 0% полипропилена. Двуосноориентированная полипропиленовая пленка с покрытием SiOx содержала лак на не относящейся к олефинам основе и неорганическое покрытие, ни одно из которых не является материалом на полиолефиновой или полипропиленовой основе. Таким образом, только часть массы этого слоя (например, 16,3 г/м2 из 18,1 г/м2) учитывается в общем составе PO или PP. Общий состав примеров 1-5, относящихся к материалам на полиолефиновой основе (PO) и материалам на полипропиленовой основе (PP), в процентах по массе указан в таблице 1.
[78] Скорость пропускания кислорода (OTR) указана для каждого из примеров 1-5. OTR измеряли согласно ASTM F1927 в условиях 1 атмосферы, 23°C и относительной влажности 50%. OTR после стерилизации в автоклаве измеряли после того, как стерилизуемая в автоклаве упаковочная пленка подвергалась репрезентативному процессу стерилизации в автоклаве (отрезание части стерилизуемой в автоклаве упаковочной пленки размером DIN A4 и подвергание ее процессу стерилизации паром в течение 60 минут при 128°C и избыточном давлении 2,5 бара с последующим охлаждением водяным душем). Стерилизуемые в автоклаве упаковочные пленки сохраняют отличную OTR даже после подвергания обработке для стерилизации в автоклаве.
(г/м2)
лефин
Масса
(г/м2)
пилен
Масса
(г/м2)
(см3/м2/сут)
OTR
(см3/м2/сут)
* BOPP=двуосноориентированная полипропиленовая пленка
[79] Как обсуждалось ранее, наружная пленка на полипропиленовой основе может иметь поверхностное покрытие, такое как матовый лак. Матовый лак обеспечивает дополнительную термостойкость, что позволяет использовать более тонкую наружную пленку на полипропиленовой основе. Дополнительно можно использовать и более тонкую многослойную пленку. Полученная пленка будет иметь более низкий общий состав полиолефина и полипропилена, приближая обоих из них к 80%. Подробности этой предполагаемой структуры показаны в таблице 2.
(г/м2)
Масса
(г/м2)
Масса
(г/м2)
[80] Как обсуждалось, части любой из пленок, используемых в стерилизуемых в автоклаве упаковочных пленках, могут содержать полимеры на полиолефиновой основе, отличные от полипропилена. Например, структура из примера 4 может быть получена с использованием многослойной пленки, содержащей приблизительно 20% материала на полиэтиленовой основе. Предполагается, что многослойная пленка может содержать небольшие количества материалов на полиэтиленовой основе в различных слоях пленки и при этом сохранять свойства, требуемые для стерилизации в автоклаве. Результатом такого включения материалов на полиэтиленовой основе является то, что общий состав стерилизуемой в автоклаве упаковочной пленки в примере 8 остается таким же по отношению к материалам на полиолефиновой основе, но снижается до 80% по отношению к материалам на полипропиленовой основе при сравнении с примером 4. Подробности предполагаемой структуры этого типа показаны в таблице 3.
(г/м2)
Масса
(г/м2)
Масса
(г/м2)
[81] Данные термического запечатывания для примеров 2, 3 и 4 показаны в таблице 4 ниже. Пленки были запечатаны друг с другом (запечатывающий слой с запечатывающим слоем) с использованием стержней термического запечатывания с тефлоновым покрытием, нагретых до температур в диапазоне от 120°С до 150°С. Швы были созданы в условиях, предусматривающих 1 секунду и давление 440 Н/15 см2. Затем была испытана прочность шва указанного шва с использованием способа испытаний ASTM F88 (скорость разделения при захвате 100 мм/мин), и результаты указаны в таблице 2. Дополнительно образцы пленки запечатывали и затем подвергали условиям стерилизации в автоклаве паром в течение 60 минут при 128°С и избыточном давлении 3,5 бара. Охлаждение водяным душем использовалось перед повторным испытанием прочности шва. Все результаты указаны в таблице 4. Запечатывающие слои стерилизуемой в автоклаве упаковочной пленки могут быть запечатаны при низких температурах, таких как 130°C, сводя к минимуму любое повреждение наружных слоев пленочной структуры, которое может произойти при более высоких температурах запечатывания. Дополнительно прочность шва остается высокой после воздействия условий стерилизации в автоклаве.
Перед стерилизацией в автоклаве (Н/15 мм)
После стерилизации в автоклаве (Н/15 мм)
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ СТЕРИЛИЗУЕМОЙ В АВТОКЛАВЕ УПАКОВОЧНОЙ ПЛЕНКИ
(i) Стерилизуемая в автоклаве упаковочная пленка, содержащая:
наружную пленку на полипропиленовой основе,
барьерный слой и
запечатывающий слой,
при этом стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полиолефиновой основе по массе.
(ii) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом наружная пленка на полипропиленовой основе является ориентированной.
(iii) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом барьерный слой содержит металл или неорганический оксид.
(iv) Стерилизуемая в автоклаве упаковочная пленка согласно варианту осуществления (iii), при этом барьерный слой нанесен на поверхность наружной пленки на полипропиленовой основе.
(v) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом общий состав стерилизуемой в автоклаве упаковочной пленки содержит по меньшей мере 80% полимеров на полипропиленовой основе по массе.
(vi) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом общий состав стерилизуемой в автоклаве упаковочной пленки содержит по меньшей мере 90% полимеров на полиолефиновой основе по массе.
(vii) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом запечатывающий слой находится внутри многослойной пленки, и многослойная пленка также содержит защитный слой.
(viii) Стерилизуемая в автоклаве упаковочная пленка, содержащая:
наружную пленку на полипропиленовой основе,
внутреннюю пленку на полипропиленовой основе,
барьерный слой, нанесенный на по меньшей мере одну поверхность внутренней и наружной пленки на полипропиленовой основе,
многослойную пленку, содержащую запечатывающий слой,
при этом стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80% полимеров на полипропиленовой основе.
(ix) Стерилизуемая в автоклаве упаковочная пленка согласно варианту осуществления (viii), при этом по меньшей мере одна из внутренней или наружной пленок на полипропиленовой основе является ориентированной.
(x) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом запечатывающий слой содержит полипропиленовый сополимер, имеющий температуру плавления, которая меньше или равна 135°С.
(xi) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом стерилизуемая в автоклаве упаковочная пленка может быть термически запечатана с самой собой при температуре запечатывания менее 130°С с использованием условий запечатывания, предусматривающих 1 секунду и 440 Н/15 см2.
(xii) Стерилизуемая в автоклаве упаковочная пленка согласно любому другому варианту осуществления, при этом наружная ориентированная пленка и запечатывающий слой по существу не содержат полимеров, отличных от полиолефинов.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ СТЕРИЛИЗУЕМОЙ В АВТОКЛАВЕ УПАКОВКИ
(I) Стерилизуемая в автоклаве упаковка, образованная из одной или нескольких стерилизуемых в автоклаве упаковочных пленок согласно любому варианту осуществления стерилизуемой в автоклаве упаковочной пленки.
(II) Стерилизуемая в автоклаве упаковка, содержащая стерилизуемую в автоклаве упаковочную пленку, содержащую по меньшей мере 80% материалов на полиолефиновой основе по массе, при этом стерилизуемая в автоклаве упаковка содержит запаянный шов.
(III) Стерилизуемая в автоклаве упаковка согласно варианту осуществления (I) или (II), при этом стерилизуемая в автоклаве упаковочная пленка дополнительно содержит барьерный слой, и стерилизуемая в автоклаве упаковочная пленка имеет скорость пропускания кислорода менее 2,0 см3/м2 в сутки (ASTM F1927, 23°С, 50% относительной влажности).
(IV) Стерилизуемая в автоклаве упаковка согласно варианту осуществления (I) или (II), в которой стерилизуемая в автоклаве упаковочная пленка дополнительно содержит барьерный слой, и стерилизуемая в автоклаве упаковочная пленка имеет скорость пропускания кислорода менее 1,0 см3/м2 в сутки (ASTM F1927, 23°С, 50% относительной влажности).
(V) Стерилизуемая в автоклаве упаковка согласно любому другому варианту осуществления, при этом стерилизуемая в автоклаве упаковка по существу содержит одну или несколько стерилизуемых в автоклаве упаковочных пленок, при этом каждая из них содержит по меньшей мере 80% материалов на полипропиленовой основе и по меньшей мере один запаянный шов.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ УПАКОВАННОГО ПРОДУКТА ДЛИТЕЛЬНОГО ХРАНЕНИЯ
(a) Упакованный продукт длительного хранения, содержащий:
стерилизуемую в автоклаве упаковочную пленку, имеющую общий состав, содержащий по меньшей мере 80% полимеров на полипропиленовой основе, и
продукт, герметично запечатанный в стерилизуемой в автоклаве упаковочной пленке, при этом продукт был бы скоропортящимся, если бы не процесс стерилизации, которому он подвергся, будучи герметично запечатанным в стерилизуемой в автоклаве упаковочной пленке.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ СПОСОБА
(А) Способ получения упакованного продукта длительного хранения, включающий:
i) образование исходной упаковки посредством термического запечатывания стерилизуемой в автоклаве упаковочной пленки по любому предыдущему пункту с самой собой с использованием температуры, которая меньше или равна 160°C,
ii) заполнение исходной упаковки продуктом,
iii) термическое запечатывание исходной упаковки для герметичного запечатывания продукта в конечной упаковке, и
iv) подвергание конечной упаковки процессу стерилизации в автоклаве.
Изобретение относится к области полимерных материалов для упаковки и касается стерилизуемой в автоклаве упаковочной пленки и упакованным продуктам, изготовленным из них. Слоистая пленка на полипропиленовой основе, подходящая для стерилизуемой в автоклаве упаковки, включает наружную пленку, барьерный слой и запечатывающий слой. Стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий большие количества полимеров на полиолефиновой основе и полимеров на полипропиленовой основе. Материал эффективен в процессе вторичной переработки полипропилена. Изобретение обеспечивает создание упаковочной пленки, которая сохраняет свойства, требуемые для подходящей выдержки процесса стерилизации в автоклаве и получения высококачественного упакованного продукта длительного хранения. 2 н. и 6 з.п. ф-лы, 7 ил., 4 табл.
1. Стерилизуемая в автоклаве упаковочная пленка, содержащая:
наружную пленку на полипропиленовой основе,
внутреннюю пленку на полипропиленовой основе,
барьерный слой, нанесенный на по меньшей мере одну поверхность внутренней и наружной пленок на полипропиленовой основе,
многослойную пленку, содержащую запечатывающий слой,
при этом стерилизуемая в автоклаве упаковочная пленка имеет общий состав, содержащий по меньшей мере 80 % полимеров на полипропиленовой основе по массе.
2. Стерилизуемая в автоклаве упаковочная пленка по п. 1, отличающаяся тем, что по меньшей мере одна из внутренней или наружной пленок на полипропиленовой основе является ориентированной.
3. Стерилизуемая в автоклаве упаковочная пленка по п. 1, отличающаяся тем, что запечатывающий слой содержит полипропиленовый сополимер, имеющий температуру плавления, которая меньше или равна 135°С.
4. Стерилизуемая в автоклаве упаковочная пленка по п. 1, отличающаяся тем, что барьерный слой содержит металл или неорганический оксид.
5. Стерилизуемая в автоклаве упаковка, образованная из одной или нескольких стерилизуемых в автоклаве упаковочных пленок по п. 1.
6. Стерилизуемая в автоклаве упаковка по п. 5, отличающаяся тем, что стерилизуемая в автоклаве упаковочная пленка дополнительно содержит барьерный слой, и при этом стерилизуемая в автоклаве упаковочная пленка имеет скорость пропускания кислорода менее 2,0 см3/м2 в сутки (ASTM F1927, 23°С, 50% относительной влажности).
7. Стерилизуемая в автоклаве упаковка по п. 5, отличающаяся тем, что стерилизуемая в автоклаве упаковочная пленка дополнительно содержит барьерный слой, и при этом стерилизуемая в автоклаве упаковочная пленка имеет скорость пропускания кислорода менее 1,0 см3/м2 в сутки (ASTM F1927, 23°С, 50% относительной влажности).
8. Стерилизуемая в автоклаве упаковка по п. 5, отличающаяся тем, что стерилизуемая в автоклаве упаковка по существу содержит одну или несколько стерилизуемых в автоклаве упаковочных пленок, при этом каждая из них содержит по меньшей мере 80% материалов на полипропиленовой основе по массе и по меньшей мере один запаянный шов.
| US 4764404 A, 16.08.1988 | |||
| US 2018170017 A1, 21.06.2018 | |||
| Кремнефтористоводородный электролит для цинкования | 1958 |
|
SU115163A1 |
| JP 2019031305 A, 28.02.2019 | |||
| US 2015217544 A1, 06.08.2015 | |||
| US 2004048098 A1, 11.03.2004 | |||
| ПНЕВМАТИЧЕСКИЙ АППАРАТ ДЛЯ УБОРКИ ПЫЛИ В ЦЕХАХ ПРОИЗВОДСТВА АЛЮМИНИЯ | 0 |
|
SU177087A1 |

