Настоящее изобретение относится к электрофузионным муфтам и к способу образования соединения труб, включающего такие муфты, и к соединениям труб, включающим такие муфты.
Известно, что в системах транспортировки жидкостей и газов по трубопроводам, особенно если жидкости или газы являются агрессивными, используют металлические трубы с внутренним покрытием из пригодной пластмассы, например, такой как полимер, для обеспечения коррозионной стойкости. Известно, что для соединения смежных труб с внутренним покрытием сваривают вместе смежные концы внешних металлических труб и соединяют внутренние пластмассовые покрытия методом электрофузионной сварки.
Такая конструкция показана и описана в патенте Великобритании №2979135, в котором трубчатую электрофузионную муфту размещают на металлическом внутреннем опорном кольце и вводят в смежные концы двух труб с внутренним покрытием, причем электрофузионная муфта содержит нагревательные спирали на или около ее внешней поверхности, по одной на каждом конце муфты, с электрическими проводами, расположенными поверх муфты, пропускаемыми через зазор между смежными внешними металлическими трубами к источнику электроэнергии. После нагревания спиралей для расплавления зоны контакта между муфтой и внутренним пластмассовым покрытием труб для обеспечения соединения электрофузионной сваркой электрические провода обрезают рядом с внешними металлическими трубами, которые затем сваривают вместе, с неизбежным включением концов электрических проводов в сварной шов, что загрязняет сварной шов.
Загрязнение сварного шва между смежными концами внешних металлических труб может иметь серьезными последствия, особенно когда трубопровод должен быть проложен в море, и известно, что такие сварные соединения разрушаются вследствие загрязнения сварного шва.
Известно, что помимо загрязнения сварного шва соединение электрофузионной сваркой между муфтой и покрытием трубы повреждается вследствие перемещения нагревательного провода во время этапа нагревания. Испытание таких соединений перед вводом в эксплуатацию трубопровода затруднительно, и, в том случае если соединение электрофузионной сваркой ухудшается и разрушается при использовании, могут возникнуть серьезные последствия, особенно если трубопровод находится в подводном применении, где стоимость ремонта или замены высока.
Первой целью изобретения является создание усовершенствованной электрофузионной муфты, в которой вышеупомянутые проблемы устранены. Второй и третьей целями изобретения является создание способа образования соединения труб, в котором вышеупомянутые проблемы устранены, и создание трубного соединения, выполненного данным способом.
В соответствии с первым аспектом изобретения создана электрофузионная муфта, содержащая трубчатую секцию из термопластичного материала, имеющую внешний диаметр, соизмеримый с внутренним диаметром концов внутреннего покрытия из сходного термопластичного материала смежных секций металлической трубы, причем на каждом конце муфты размещены, по меньшей мере, две нагревательные спирали, расположенные на или в непосредственной близости от внешней поверхности муфты, и электрические провода из нагревательных спиралей проходят через муфту и выходят на внутренней поверхности трубчатой секции для соединения с источником электроэнергии.
Электрические провода могут иметь длину, позволяющую им проходить через трубу и соединяться с источником электроэнергии. Однако предпочтительно, если на внутренней поверхности трубчатой муфты расположены электроды, к которым подсоединяют электрические провода и с которыми может быть соединен источник электроэнергии, а также предпочтительно, если электроды на концах электрических проводов установлены между положениями смежных концов взаимодействующих нагревательных спиралей на каждом конце секции трубы. Электроды на внутренней поверхности электрофузионной муфты могут быть выполнены с возможностью обеспечения точечного контакта, но предпочтительно, с возможностью обеспечения подсоединения вручную электрических проводов к источнику электроэнергии.
Концы трубчатой муфты могут быть прямолинейными для обеспечения точной скользящей посадки в концах или раззенкованных концах смежных секций трубы с внутренним покрытием, но предпочтительно, концы муфты и взаимодействующие концы внутренних покрытий труб выполнены с одинаковым конусным сужением, так что муфта может быть приведена в контакт с концами внутренних покрытий труб.
Благодаря пропусканию соединительных проводов для спиралей через муфту с возможностью выхода внутри секций трубы устраняется необходимость пропускания проводов через зазор между смежными концами секций трубы, и, таким образом, устраняется серьезный источник загрязнения сварного шва. Кроме того, благодаря наличию, по меньшей мере, двух отдельных нагревательных спиралей на каждом конце муфты образуется два соединения электрофузионной сваркой между каждым концом муфты и внутренними покрытиями соответствующих секций трубы. Вероятность ухудшения и разрушения обоих соединений с одной стороны муфты достаточно мала, что позволяет в значительной степени гарантировать целостность соединения. Дополнительная гарантия целостности соединения может быть обеспечена наличием уплотнительных колец, расположенных с одной стороны одной внутренней спирали и с противоположной стороны второй или внешней спирали на обеих сторонах муфты.
Предпочтительно, выполнение, преимущественно в центре муфты, выемки на ее внешней поверхности для размещения изолирующего материала, например, такого как керамическое кольцо, которое должно быть перекрыто концами смежных секций трубы, соединенными муфтой, и с которых срезано внутреннее покрытие труб. Таким образом, на участке, где внешние металлические трубы сваривают вместе, изолирующий материал действует как термический барьер, предотвращая размягчение или расплавление муфты под участком сварного шва.
В частности, при использовании относительно тонкостенной трубчатой муфты желательно гарантировать, когда материал муфты расплавляется для обеспечения соединения муфты с внутренним покрытием трубы, чтобы оно не прогибалось или не оседало в муфту. Поэтому под каждой спиралью муфты может быть размещено опорное кольцо, выполненное из материала с более высокой температурой плавления по сравнению с муфтой. Такие опорные кольца могут быть введены в муфту и размещены в нужном месте или могут быть сформованы с муфтой во время формования муфты.
Хотя такие опорные кольца могут оставаться постоянно в муфте после осуществления электрофузионной сварки, возможно также, что опорные кольца представляют собой оправки и удаляются из муфты после этапа электрофузионной сварки.
В соответствии со вторым аспектом изобретения создан способ образования соединения между двумя секциями металлической трубы с внутренним покрытием из термопластичного материала, содержащей введение в одну секцию трубы одного конца электрофузионной муфты с опорными кольцами, как указано выше, соединение электрических проводов с электродами спиралей на электрофузионной муфте на конце, введенном в конец секции трубы, подсоединение проводов к источнику электроэнергии для нагревания спиралей на данном конце электрофузионной муфты для соединения муфты с внутренним покрытием секции трубы, отсоединение электрических проводов от электродов, соединение электрических проводов с электродами на противоположном конце электрофузионной муфты, размещение противоположного конца электрофузионной муфты в конце второй секции трубы, пропускание электрических проводов вдоль трубы, подсоединение проводов к источнику электроэнергии для нагревания спиралей на противоположном конце электрофузионной муфты для соединения муфты с внутренним покрытием второй секции трубы, отсоединение электрических проводов от электродов и удаление проводов из второй секции трубы, и сваривание смежных концов металлических.
В соответствии с третьим аспектом изобретения создан способ образования соединения между двумя секциями металлической трубы с внутренним покрытием из термопластичного материала, содержащий введение в один конец одной трубы одного конца электрофузионной муфты, как указано выше, введение в муфту расширяемой оправки с одним или более электродами на ее поверхности, размещение оправки под нагревательными спиралями на упомянутом одном конце муфты, расширение оправки до контакта с внутренней поверхностью муфты для опоры муфты и приведения электродов на оправке в контакт с электродами на внутренней поверхности муфты на данной стороне, подсоединение электродов на оправке к источнику электроэнергии для обеспечения электроэнергии для нагревания, по меньшей мере, двух спиралей на упомянутом одном конце муфты для формирования, по меньшей мере, двух соединений электрофузионной сваркой между упомянутым одним концом муфты и термопластичным внутренним покрытием, размещение расширяемой оправки с одним или более электродами на ее поверхности в положении под другой стороной муфты, расширение оправки для опоры муфты и приведения электродов на оправке в контакт с электродами на муфте на данной стороне, размещение муфты в конце второй секции трубы, подсоединение электродов на оправке к источнику электроэнергии для нагревания, по меньшей мере, двух спиралей на втором конце муфты для формирования, по меньшей мере, двух соединений электрофузионной сваркой между вторым концом муфты и термопластичным внутренним покрытием взаимодействующей секции трубы, сжатие и удаление оправки и сваривание вместе смежных концов секций металлической трубы.
Хотя могут быть использованы отдельные оправки, каждая из которых выполнена с возможностью оставаться на месте после осуществления сварки и выполнять функцию опорных колец, могут быть также использованы сжимаемые и удаляемые оправки, и это облегчает использование единой оправки, которая сначала может быть сжата и введена в трубчатую секцию, расширена до контакта с внутренней поверхностью трубчатой муфты, после сварки на данной стороне сжата и удалена, введена в другой конец трубчатой муфты и вновь расширена до контакта с внутренней поверхностью трубчатой муфты на данном конце для обеспечения сварки на данном конце без риска оседания муфты, с последующим сжатием оправки и удалением ее из трубчатой муфты.
Предпочтительно, на смежных концах секций трубы с внутренним покрытием часть внутреннего покрытия удалена для раскрытия трубы, при этом муфта содержит центральную выемку, в которой размещен изолирующий материал с возможностью перекрытия открытыми концами, и секции трубы сваривают вместе, таким образом устраняя возможность размягчения или расплавления муфты под участком сварного шва.
Помимо обеспечения подачи электроэнергии в спирали на муфтах и обеспечения физической опоры для муфты во время электрофузионной сварки опорные кольца или оправка могут также выполнять функцию теплоотвода, таким образом обеспечивая не только удерживание муфты на месте, но также предотвращая расплавление муфты в любом другом месте, кроме зоны ее контакта с соответствующими внутренними покрытиями труб.
Электроды на внутренней поверхности муфты и на оправке могут быть выполнены с возможностью обеспечения точечного контакта с последующей необходимостью точного размещения оправки в муфте и ориентирования оправки, чтобы обеспечить совмещение ее электродов с электродами на муфте. В качестве альтернативы, электроды на оправке могут быть выполнены с возможностью удлинения или закругления вокруг периферии оправки, таким образом устраняя необходимость в ориентировании оправки, оставляя только необходимость точного размещения оправки внутри муфты.
Изобретение также относится к соединению между смежными концами секций трубы с внутренним покрытием, включающему электрофузионную муфту в соответствии с первым аспектом настоящего изобретения и выполненному способом в соответствии со вторым аспектом настоящего изобретения.
Ниже описаны два варианта осуществления изобретения со ссылкой на прилагаемые чертежи, на которых показано следующее:
фиг.1 представляет собой схематичный вид в разрезе смежных концов труб и первого варианта осуществления электрофузионной муфты;
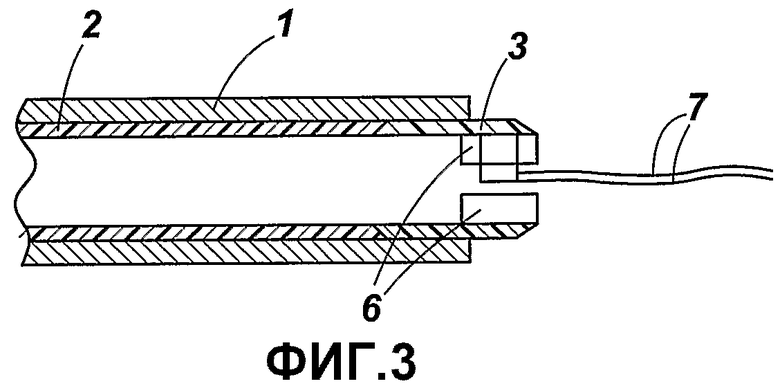
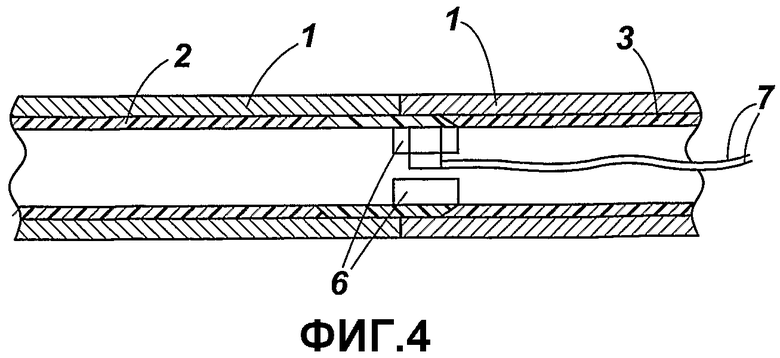
фиг.2-4 являются схематичными иллюстрациями второго варианта осуществления электрофузионной муфты и способа ее соединения; и
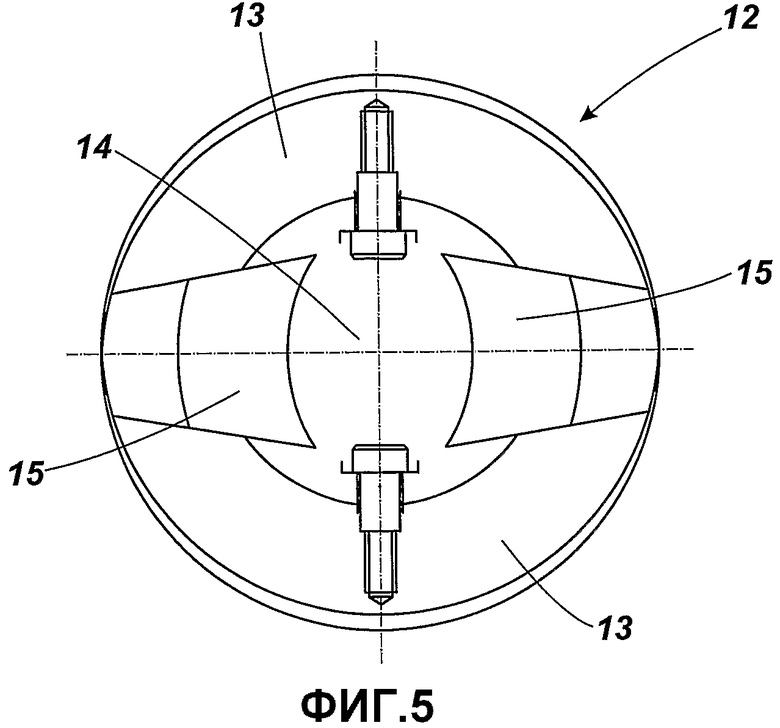
фиг.5 и 6 представляют собой схематичные виды в вертикальном разрезе расширяемой оправки для использования в соответствии с фиг.2-4.
На фиг.1 показано соединение между смежными концами секций металлической трубы, имеющих внутреннее покрытие 2 из термопластичного материала. Перекрытием смежных концов секций трубы является электрофузионная муфта 3, имеющая две нагревательные спирали 4 на каждом конце муфты. Электрофузионная муфта может содержать прямолинейный концевой участок, поддерживающий нагревательные спирали, как показано в левой части фиг.1, или она может содержать конический участок, поддерживающий нагревательные спирали, как показано в правой части фиг.1. Электрические провода для каждой спирали введены в муфту 3 и выходят на внутренней поверхности муфты в положении между смежными концами нагревательных спиралей на данной стороне, и каждый провод содержит вывод 5. Опорное кольцо 6 расположено на внутренней стенке электрофузионной муфты и совмещено с соответствующей нагревательной спиралью.
В центре электрофузионной муфты находится выемка 7, в которой установлено керамическое кольцо 8, и электрофузионная муфта содержит упор 9, расположенный таким образом, что между упором и концом внутреннего покрытия образуется зазор, в котором размещено уплотнительное кольцо 10.
Таким образом, две секции трубы с подготовленными концами содержат внутреннее покрытие, снятое в заданной степени, и электрофузионную муфту 3 с установленным уплотнительным кольцом 10, вставленным в конец одной из труб, после чего электрические провода подсоединяют к электродам 5 на вставленном конце муфты, удаляют из муфты и подсоединяют к источнику электроэнергии, чтобы расплавить муфту и внутреннее покрытие около спиралей и соединить муфту с внутренним покрытием секции трубы. Затем провода отделяют от электродов 5 и те же или новые провода подсоединяют к электродам на противоположном конце муфты. Вторую секцию трубы размещают на противоположном конце муфты, и электрические провода пропускают вдоль ее длины для подсоединения к источнику электроэнергии, чтобы нагревать спирали на противоположном конце муфты и соединить муфту с внутренним покрытием второй секции трубы. После этого электрические провода могут быть удалены из электродов 5 и из второй секции трубы. Затем концы секций трубы сваривают на участке 11.
Наличие опорных колец 6, расположенных под каждой спиралью 4 и выполненных из материала с более высокой температурой плавления по сравнению с температурой плавления муфты 3 и внутреннего покрытия 2, гарантирует отсутствие оседания муфты под спиралями во время этапа электрофузионной сварки.
Вместо опорных колец 6 может быть использована оправка. Таким образом, как схематично показано на фиг.2-4, электрофузионная муфта, показанная на фиг.1, может быть вставлена в конец первой трубы 1, и в электрофузионную муфту 3 вводят оправку 12. Оправка содержит электроды (не показанные), выполненные с возможностью контакта с электродами 5 на муфте, и электрические провода 13. При размещении оправки так, как показано на фиг.2, может быть осуществлена электрофузионная сварка муфты 3 с внутренним покрытием 2, и оправку перемещают под спирали на противоположном конце электрофузионной муфты. Затем вторая секция 1 трубы может быть совмещена с электрофузионной муфтой, как показано на фиг.3, чтобы обеспечить сваривание концов секций трубы, как описано со ссылкой на фиг.1, а затем электроэнергию подают на электроды на оправке, чтобы осуществить электрофузионную сварку муфты 3 с внутренним покрытием 2 второй секции трубы, после чего оправку удаляют из второй секции трубы.
Хотя оправка может быть установлена в скользящей посадке в электрофузионной муфте, желательно, чтобы оправка была выполнена с возможностью расширения и сжатия. Пример такой оправки показан на фиг.5 и 6, где оправка имеет два противоположных элемента 13, которые зафиксированы с возможностью перемещения, и центральный элемент 14, в котором может быть размещен механизм расширения, например, такой как винт или гидравлический цилиндр, и поршень, соединенный с противоположными клиновидными элементами 15 между элементами 13. Это обеспечивает отвод клиновидных элементов для сжатия или поджатия наружу оправки, чтобы вызвать расширение оправки в зависимости от необходимости прохождения оправки вдоль трубы или ее размещения в требуемом месте внутри электрофузионной муфты. Хотя это не показано, необходимо понимать, что электроды могут быть зафиксированы в нужных положениях на элементах 14 для обеспечения контакта с электродами 5 на электрофузионной муфте, когда оправка размещена, чтобы осуществить сварку и обеспечить физическую опору под участками спиралей 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ СПОСОБЫ СОЗДАНИЯ ЭЛЕКТРОФУЗИОННОГО СОЕДИНЕНИЯ | 2014 |
|
RU2641925C2 |
| СПОСОБЫ СОЕДИНЕНИЯ ИЛИ РЕМОНТА ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2017 |
|
RU2750607C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2529293C2 |
| Способ изготовления соединительнойМуфТы из ТЕРМОплАСТА | 1979 |
|
SU827308A1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ | 1992 |
|
RU2044415C1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 1998 |
|
RU2135875C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ТЕКУЧЕЙ СРЕДЫ, ВОДОНАГРЕВАТЕЛЬ И СПОСОБ РЕЗИСТИВНОГО НАГРЕВА ТЕКУЧЕЙ СРЕДЫ | 1995 |
|
RU2171550C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |



Группа изобретений относится к электрофузионным муфтам и способам образования соединения между двумя секциями металлической трубы. Электрофузионная муфта содержит трубчатую секцию из термопластичного материала, имеющую внешний диаметр, соизмеримый с внутренним диаметром концов внутреннего покрытия из сходного термопластичного материала смежных секций металлической трубы. На каждом конце муфты размещены, по меньшей мере, две нагревательные спирали, расположенные на или в непосредственной близости от внешней поверхности муфты, причем электрические провода из нагревательных спиралей проходят через муфту и выходят на внутренней поверхности трубчатой секции для подсоединения к источнику электроэнергии. Описаны способы образования соединения между двумя секциями металлической трубы. Технический результат заключается в повышении надежности соединения. 3 н. и 12 з.п. ф-лы, 6 ил.
1. Электрофузионная муфта, содержащая трубчатую секцию из термопластичного материала, имеющую внешний диаметр, соизмеримый с внутренним диаметром концов внутреннего покрытия из сходного термопластичного материала смежных секций металлической трубы, причем на каждом конце муфты размещены, по меньшей мере, две нагревательные спирали, расположенные на или в непосредственной близости от внешней поверхности муфты, и электрические провода из нагревательных спиралей проходят через муфту и выходят на внутренней поверхности трубчатой секции для подсоединения к источнику электроэнергии.
2. Электрофузионная муфта по п.1, в которой электрические провода имеют длину, обеспечивающую их прохождение через секцию трубы и подсоединение к источнику электроэнергии.
3. Электрофузионная муфта по п.1, которая содержит электроды, расположенные на внутренней поверхности трубчатой секции и соединенные с электрическими проводами и источником электроэнергии.
4. Электрофузионная муфта по п.3, в которой электроды на концах электрических проводов расположены между положениями смежных концов взаимодействующих нагревательных спиралей на каждом конце секции трубы.
5. Электрофузионная муфта по п.4, в которой электроды выполнены с возможностью обеспечения подсоединения вручную электрических проводов к соответствующему источнику электроэнергии.
6. Электрофузионная муфта по п.1, в которой концы трубчатой секции являются прямолинейными с возможностью обеспечения размещения в точной скользящей посадке в концах или раззенкованных концах смежных секций трубы с внутренним покрытием.
7. Электрофузионная муфта по п.1, в которой концы трубчатой секции и взаимодействующие концы внутренних покрытий секций трубы выполнены с одинаковым коническим сужением, так что муфта может быть перемещена в контакт с концами внутренних покрытий секций трубы.
8. Электрофузионная муфта по п.1, которая содержит, в основном, в центре трубчатой секции выемку на ее внешней поверхности для размещения изолирующего материала с возможностью перекрытия концами смежных секций трубы, соединенных посредством муфты, с которых удалено внутреннее покрытие.
9. Электрофузионная муфта по п.8, в которой изолирующим материалом является керамическое кольцо.
10. Электрофузионная муфта по п.1, которая содержит опорное кольцо, размещенное под каждой нагревательной спиралью и выполненное из материала с более высокой температурой плавления по сравнению с температурой плавления муфты.
11. Способ образования соединения между двумя секциями металлической трубы, снабженных внутренним покрытием из термопластичного материала, содержащий введение в первую секцию трубы одного конца электрофузионной муфты с опорными кольцами, выполненной по любому из пп.1-10, соединение электрических проводов с электродами спиралей на электрофузионной муфте на конце, введенном в конец секции трубы, подсоединение проводов к источнику электроэнергии для нагревания спиралей на указанном конце электрофузионной муфты для соединения муфты с внутренним покрытием секций трубы, отсоединение электрических проводов от электродов, соединение электрических проводов с электродами на противоположном конце электрофузионной муфты, размещение противоположного конца электрофузионной муфты в конце второй секции трубы, пропускание электрических проводов вдоль секции трубы, подсоединение проводов к источнику электроэнергии для нагревания спиралей на противоположном конце электрофузионной муфты для соединения муфты с внутренним покрытием второй секции трубы, отсоединение электрических проводов от электродов и удаление проводов из второй секции трубы, и сваривание вместе смежных концов секций трубы.
12. Способ образования соединения между двумя секциями металлической трубы, снабженными внутренним покрытием из термопластичного материала с использованием электрофузионной муфты по п.1, содержащий введение в конец первой секции трубы первого конца электрофузионной муфты, введение в муфту расширяемой оправки, содержащей один или более электродов на ее поверхности, размещение оправки под нагревательными спиралями на первом конце муфты, расширение оправки до контакта с внутренней поверхностью муфты для опоры муфты и приведение электродов на оправке в контакт с электродами на внутренней поверхности муфты на указанном конце, подсоединение электродов на оправке к источнику электроэнергии для обеспечения электроэнергии для нагревания, по меньшей мере, двух спиралей на первом конце муфты для формирования, по меньшей мере, двух соединений электрофузионной сваркой между первым концом муфты и термопластичным внутренним покрытием, размещение расширяемой оправки, содержащей один или более электродов на ее поверхности, в положении под вторым концом муфты, расширение оправки для опоры муфты и приведения электродов на оправке в контакт с электродами на муфте на указанном конце, размещение муфты в конце второй секции трубы, подсоединение электродов на оправке к источнику электроэнергии для нагревания, по меньшей мере, двух спиралей на втором конце муфты для формирования, по меньшей мере, двух соединений электрофузионной сваркой между вторым концом муфты и термопластичным внутренним покрытием взаимодействующей секции трубы, сжатие и удаление оправки и сваривания вместе смежных концов секций трубы.
13. Способ по п.11, в котором используется единственная оправка, которая может быть сначала сжата и введена в первый конец муфты, расширена до контакта с внутренней поверхностью муфты, после сваривания на указанном конце сжата, удалена, введена во второй конец муфты и повторно расширена до контакта с внутренней поверхностью муфты на указанном конце для обеспечения сваривания на указанном конце без риска оседания муфты с последующим повторным сжатием оправки и удалением ее из муфты.
14. Способ по п.12, в котором электроды на внутренней поверхности муфты и на оправке выполнены с возможностью обеспечения точечного контакта с последующей необходимостью точного размещения оправки в муфте и ориентирования оправки для обеспечения совмещения ее электродов с электродами на муфте.
15. Способ по п.14, в котором электроды проходят вокруг периферии оправки.
| БИБЛИС-Е'^А | 0 |
|
SU366299A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| Шнековый конвейер | 1978 |
|
SU722824A1 |
| JP 05305669 A, 19.11.1993. | |||

