Настоящее изобретение относится к области электрофузионных фитингов, таких как фитинги, используемые для соединения секций труб с внутренним покрытием, В частности, настоящее изобретение относится к улучшениям способов соединения секций трубы с внутренним покрытием посредством электрофузионного фитинга, который облегчает образование между ними соединений, а также к подобным способам ремонта секций трубы с внутренним покрытием и соответствующему устройству.
Известно, что срок эксплуатации новых и известных трубопроводов может быть продлен, а их эксплуатационные характеристики могут быть оптимизированы путем нанесения на отрезки металлической трубы полимерных внутренних покрытий. Например, сервис Swagelining® заявителя по нанесению внутренних покрытий на трубы позволяет восстанавливать существующие трубопроводы и придавать новым трубопроводам коррозионную стойкость путем нанесения полимерного внутреннего покрытия, которое сохраняет плотный контакт с внутренней частью основной трубы.
Для соединения смежных отрезков труб с внутренним покрытием известно использование электрофузионного фитинга, позволяющего соединять внутренние покрытия трубы перед свариванием отрезков металлической трубы друг с другом. В международной публикации WO 2010/041016 раскрыт электрофузионный фитинг и способ образования соединения труб между двумя отрезками металлического трубы с внутренним покрытием, включающий использование такого фитинга. Электрофузионный фитинг представляет собой муфту, содержащую в основном термопластичный материал, и содержит нагревательные катушки, размещенные на каждом из концов этого фитинга. При эксплуатации внутреннее покрытие снимают и подвергают машинной обработке с образованием углубления, а электрофузионный фитинг вставляют в конец отрезка металлической трубы с обеспечением его размещения в углублении. Затем нагревательные катушки подают электрическую энергию через электрические провода, проходящие через электрофузионный фитинг и выходящие из его внутренней поверхности. Это вызывает расплавление фитинга и внутреннего покрытия рядом с катушками: с: обеспечением их сплавления друг с другом. Процесс повторяют для сплавления фитинга с внутренним покрытием следующего отрезка металлической трубы (с внутренним покрытием), после чего эти отрезки металлической трубы сваривают друг с другом.
Несмотря на то что в результате обеспечивается образование очень эффективного сварного шва между фитингом и внутренними покрытиями труб, следует полагать, что прохождение электрических проводов через электрофузионный фитинг обуславливает возможный путь утечки текучей среды под давлением (такой как текучая среда, которая может транспортироваться по трубе с внутренним покрытием, например, при закачивании воды).
Известные альтернативные способы доставки электрической энергии на нагревательные катушки электрофузионного фитинга включают пропускание электрических проводов через зазор между смежными отрезками металлических труб, однако метод подготовки сварного шва с открытым скосом кромки имеет ограниченное применение в современной сварке трубопровода. Кроме того, процессы наружной подачи питания этого типа в целом не подходят для процессов автоматической сварки трубопровода с закрытой кромкой, распространенных среди проектов по сооружению подводных трубопроводов.
Однако в международной публикации WO 2013/136062 раскрыто решение этой задачи, которое является особенно полезным при современной очень быстрой сварке трубопровода, в которой используется закрытая кромка. Способ включает просверливание по меньшей мере одного отверстия через закрытую кромку для обеспечения зонду доступа (через указанное отверстие) для подачи электрической энергии на нагревательные катушки посредством контакта или контактов, расположенных на наружной поверхности электрофузионного фитинга (и имеющих электрическое соединение с нагревательными катушками), принимающей зонд. Затем зонд может быть извлечен, а отверстие или отверстия будут заполнены во время последующего процесса сварки.
Несмотря на вышеизложенное, задача по меньшей мере одного аспекта настоящего изобретения заключается в разработке другого альтернативного способа соединения секций трубы с внутренним покрытием с использованием электрофузионного фитинга, который может обеспечивать более высокую надежность целостности внутренних покрытий труб и/или самих основных труб. Варианты реализации аспектов настоящего изобретения направлены на решение этой задачи и на устранение или уменьшение одного или большего количества других недостатков известных способов электрофузионного соединения.
Другие цели и задачи настоящего изобретения будут понятны после прочтения приведенного далее описания.
Согласно первому аспекту настоящего изобретения, предложен способ создания сварного шва между внутренним покрытием, расположенным внутри металлической основной трубы секции трубы с внутренним покрытием и электрофузионным фитингом, содержащим по меньшей мере один нагревательный элемент, причем указанный способ включает размещение конца электрофузионного фитинга внутри конца секции трубы с внутренним покрытием, размещение индукционной катушки внутри канала электрофузионного фитинга рядом с указанным по меньшей мере одним нагревательным элементом и подачу электрической энергии на индукционную катушку для питания нагревательного элемента за счет электромагнитной индукции.
Наиболее предпочтительно подача электрической энергии на индукционную катушку для питания по меньшей мере одного нагревательного элемента посредством электромагнитной индукции вызывает его нагревание.
Вместо требования непосредственного электрического соединения с нагревательным элементом (или нагревательными элементами в зависимости от конкретного случая) электрофузионного фитинга для питания и/или генерации тепла путем прямой подачи электрического тока, настоящее изобретение устраняет необходимость в таком прямом электрическом соединении при соединении секций трубы с внутренним покрытием (в которой внутреннее покрытие уже установлено внутри основной трубы) путем использования эффекта подачи питания и/или нагревания посредством электромагнитной индукции.
Наиболее предпочтительно подача электрической энергии на индукционную катушку включает пропускание переменного тока через индукционную катушку. Частота переменного тока может являться радиочастотой. Частота переменного тока может, например, находиться в диапазоне от 5 до 400 кГц. В качестве альтернативы, подача электрической энергии на индукционную катушку включает наращивание тока через индукционную катушку с использованием, например, сигнала пилообразной формы.
Наиболее предпочтительно способ включает осуществление контроля, выбор или установку частоты переменного тока таким образом, чтобы вызывать нагревание указанного по меньшей мере одного нагревательного элемента без нагревания трубы. Глубиной проникновения магнитного поля, индуцированного током в индукционной катушке, управляют посредством частоты переменного тока. Альтернативно или дополнительно, способ может включать выбор электрофузионного фитинга, содержащего по меньшей мере один нагревательный элемент, расположенный в месте, соответствующем глубине проникновения магнитного поля, индуцированного током в индукционной катушке.
Способ может индуцировать вихревые токи в указанном по меньшей мере одном нагревательном элементе с обеспечением его нагревания. При необходимости, способ включает индуцирование гистерезисных потерь в указанном по меньшей мере одном нагревательном элементе с увеличением и/или усилением его нагревания.
При необходимости, способ включает подачу электрической энергии на индукционную катушку для нагревания по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним нагревательным элементом, до первой температуры, которая меньше ниже точки плавления материала электрофузионного фитинга, и последующую подачу электрической энергии на индукционную катушку для нагревания указанной по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним нагревательным элементом, до второй температуры, которая выше точки плавления материала электрофузионного фитинга, для приваривания фитинга к внутреннему покрытию трубы. По меньшей мере часть электрофузионного фитинга преимущественно расположена с ближней стороны внутреннего покрытия трубы.
Благодаря первому этапу нагревания или предварительного нагревания обеспечивается возможность расширения фитинга для улучшения или обеспечения контакта между поверхностью фитинга и внутренним покрытием трубы, так что это может компенсировать неточное совмещение между примыкающими внутренними покрытиями труб, а также устранить неточное совмещение основной трубы (например, из углеродистой стали), которая может вызывать трудности при сварке кольцевым швом. Последующий этап сварки может быть также осуществлен от известной исходной температуры фитинга и/или внутреннего покрытия трубы, что повышает надежность процесса сплавления и вероятность образования сварного шва приемлемого качества. Первый этап нагревания может также улучшать передачу энергии на нагревательные элементы во время этапа сварки.
Нагревание до первой температуры предпочтительно включает подачу первого электрического тока на индукционную катушку. Нагревание до второй температуры предпочтительно включает подачу второго электрического тока на индукционную катушку.
При необходимости, способ включает отслеживание температуры по меньшей мере части электрофузионного фитинга. Способ предпочтительно включает контроль подачи электрического тока на индукционную катушку в ответ на температуру по меньшей мере части электрофузионного фитинга для контроля температуры.
Способ предпочтительно включает размещение конца электрофузионного фитинга в углублении в конце внутреннего покрытия трубы. Углубление предпочтительно образовано во внутренней поверхности внутреннего покрытия трубы. При необходимости, способ включает механическую обработку углубления для размещения в нем электрофузионного фитинга и/или механическую обработку электрофузионного фитинга для его помещения в углубление.
В качестве альтернативы, электрофузионный фитинг может примыкать к концу внутреннего покрытия трубы.
При необходимости, способ дополнительно включает размещение противоположного конца электрофузионного фитинга внутри конца следующей секции трубы с внутренним покрытием, размещение индукционной катушки или дополнительной индукционной катушки внутри канала электрофузионного фитинга рядом по меньшей мере с одним дополнительным нагревательным элементом и подачу электрической энергии на индукционную катушку или дополнительную индукционную катушку для обеспечения нагревания указанного по меньшей мере одного дополнительного нагревательного элемента за счет электромагнитной индукции.
Указанный по меньшей мере один нагревательный элемент и указанный по меньшей мере один дополнительный нагревательный элемент могут быть связаны с соответствующими концами электрофузионного фитинга. Указанный по меньшей мере один дополнительный нагревательный элемент может содержать один или более предпочтительных или необязательных элементов по меньшей мере из одного нагревательного элемента, описанных выше и ниже. Индукционная катушка может иметь достаточную длину для расположения рядом как с указанным по меньшей мере одним нагревательным элементом, так и указанным по меньшей мере одним дополнительным нагревательным элементом, или может быть обеспечена дополнительная индукционная катушка, связанная с указанным по меньшей мере одним дополнительным нагревательным элементом.
При необходимости, способ включает подачу электрической энергии на индукционную катушку или на индукционную катушку и дополнительную индукционную катушку для обеспечения одновременного нагревания по меньшей мере одного нагревательного элемента и по меньшей мере одного дополнительного нагревательного элемента.
При необходимости, способ включает подачу электрической энергии на индукционную катушку или дополнительную индукционную катушку для нагревания по меньшей мере части электрофузионного фитинга, связанной по меньшей мере с одним дополнительным нагревательным элементом, до первой температуры, которая меньше ниже точки плавления материала электрофузионного фитинга, и последующую подачу электрической энергии на индукционную катушку или дополнительную индукционную катушку для нагревания указанной по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним дополнительным нагревательным элементом, до второй температуры, которая выше точки плавления материала электрофузионного фитинга, для приваривания фитинга к внутреннему покрытию смежной трубы.
При необходимости, способ включает одновременное нагревание частей электрофузионного фитинга, связанных с указанным по меньшей мере одним нагревательным элементом и по меньшей мере одним дополнительным нагревательным элементом, до первой температуры, и последующее одновременное нагревание указанных частей до второй температуры для приваривания фитинга к внутренним покрытиям секций трубы с внутренним покрытием.
Согласно второму аспекту настоящего изобретения, предложен электрофузионный фитинг для соединения внутренних покрытий секций трубы с внутренним покрытием, причем электрофузионный фитинг содержит по меньшей мере один нагревательный элемент, расположенный на наружной поверхности электрофузионного фитинга или в ней, причем указанный нагревательный элемент или каждый нагревательный элемент электрически изолирован от внутренней поверхности фитинга и выполнен с возможностью нагревания по меньшей мере соответствующей части электрофузионного фитинга под действием электромагнитной индукции.
Преимущественно, вероятность образования путей утечки текучей среды между указанным или каждым нагревательным элементом и внутренней; поверхностью; фитинга может быть уменьшена посредством электрической изоляции указанного или каждого нагревательного элемента от внутренней поверхности фитинга. Следовательно, подача питания на указанный или каждый нагревательный элемент обеспечивается с использованием источника энергии, который физически отделен от указанного или каждого нагревательного элемента и не находится в прямом электрическом контакте с ним.
Электрофузионный фитинг, в котором вызывается электромагнитная индукция посредством индукционной катушки, расположенной в его канале, позволяет обойтись без электрических контактов и/или электропроводки. Указанный по меньшей мере Один нагревательный элемент может, соответственно, иметь любое желаемое очертание или форму в связи с отсутствием какой-либо необходимости обеспечения конкретной схемы и следования ей электрическим током. В качестве дополнения, по меньшей мере один нагревательный элемент может не содержать электрических контактов или электропроводки.
Соответственно, указанный по меньшей мере один нагревательный элемент может содержать одну или более катушек, одну или более лент или петель, одну или более сеток или решеток, может быть непрерывным или прерывистым, и/или может, например, содержать множество частиц, вделанных на наружной поверхности электрофузионного фитинга или в нее.
По меньшей мере один нагревательный элемент предпочтительно содержит металл. Дополнительно или альтернативно, указанный по меньшей мере один нагревательный элемент содержит ферромагнитный материал.
По меньшей мере один нагревательный элемент предпочтительно выполнен с возможностью образования одного или более периферийных или кольцевых сварных швов между электрофузионным фитингом и внутренним покрытием трубы.
Электрофузионный фитинг предпочтительно содержит по меньшей мере один нагревательный элемент, расположенный на первом конце электрофузионного фитинга, и по меньшей мере один нагревательный элемент, расположенный на втором конце электрофузионного фитинга.
При необходимости, электрофузионный фитинг содержит средство размещения индукционной катушки для размещения одной или более индукционных катушек в заданном месте внутри электрофузионного фитинга. Средство размещения индукционной катушки может содержать плечо. В качестве альтернативы, средство размещения индукционной катушки может содержать углубление. При необходимости средство размещения индукционной катушки выполнено с возможностью размещения устройства, содержащего одну или более индукционных катушек таким образом, чтобы размещать индукционные катушки в заданном месте.
Электрофузионный фитинг предпочтительно содержит датчик температуры.
Электрофузионный фитинг предпочтительно содержит термопластичный материал. Наиболее предпочтительно электрофузионный фитинг содержит муфту из термопластичного материала.
Электрофузионный фитинг может содержать в целом трубчатую муфту. В таких вариантах реализации нагревательный элемент или каждый нагревательный элемент расположен на радиально наружной поверхности фитинга или в ней и электрически изолирован от радиально внутренней поверхности фитинга.
Электрофузионный фитинг предпочтительно выполнен с возможностью введения в конец секции трубы с внутренним покрытием. Электрофузионный фитинг предпочтительно выполнен с возможностью размещения в углублении в конце внутреннего покрытия трубы. Электрофузионный фитинг предпочтительно выполнен с возможностью размещения в углублении, образованном во внутренней поверхности внутреннего покрытия трубы.
В качестве альтернативы, электрофузионный фитинг может быть выполнен с возможностью примыкания к концу внутреннего покрытия трубы.
При необходимости, электрофузионный фитинг образован посредством процесса литья под давлением.
Варианты реализации второго аспекта изобретения могут содержать один или более элементов, соответствующих одному или более предпочтительным или необязательным элементам любого другого аспекта изобретения, или наоборот.
Согласно третьему аспекту изобретения предложено устройство для питания по меньшей мере одного нагревательного элемента электрофузионного фитинга, содержащее корпус, выполненный с размещаемым в канале электрофузионного фитинга, и по меньшей мере одну индукционную катушку, расположенную на корпусе или в нем в месте, соответствующем положению указанного по меньшей мере одного нагревательного элемента. Другими словами, указанная или каждая индукционная катушка расположена на конкретном участке на корпусе таким образом, чтобы питать нагревательный элемент(ы) электрофузионного фитинга, в котором устройство расположено при эксплуатации, и, следовательно, осуществлять его нагревание. Устройство выполнено с возможностью введения в электрофузионный фитинг с использованием приводной тяги (или ее эквивалента).
Устройство может содержать приводную тягу (или ее эквивалент). Устройство может содержать скребок. Альтернативно или дополнительно, устройство может содержать муфту или сердечник.
Устройство может быть оснащено батареей для подачи электрической энергии на указанную по меньшей мере одну индукционную катушку. Альтернативно или дополнительно, устройство может быть выполнено с возможностью соединения или соединено с внешним источником электрической энергии.
Устройство может быть выполнено с возможностью взаимодействия с одним или более средствами размещения, расположенными в электрофузионном фитинге. Например, устройство может быть выполнено с возможностью примыкания к плечу. Альтернативно или дополнительно, устройство может быть выполнено с возможностью по меньшей мере частичного размещения в углублении. При необходимости, расположение по меньшей мере одной индукционной катушки в углублении может быть обеспечено, например, путем расширения, раздувания или толкания указанной по меньшей мере одной индукционной катушки или связанной части устройства.
Варианты реализации третьего аспекта изобретения могут содержать один или более элементов, соответствующих одному или более предпочтительным или необязательным элементам любого другого аспекта изобретения, или наоборот.
Согласно четвертому аспекту изобретения предложен способ укладки трубопровода, включающий создание по меньшей мере одного сварного шва между внутренним покрытием секции трубы с внутренним покрытием и электрофузионным фитингом в соответствии с первым аспектом.
Способ предпочтительно дополнительно включает создание по меньшей; мере одного дополнительного сварного шва между внутренним покрытием другой секции трубы с внутренним покрытием и противоположным концом электрофузионного фитинга в соответствии с первым аспектом.
Варианты реализации четвертого аспекта изобретения могут содержать один или более элементов, соответствующих одному или более предпочтительным или необязательным элементам любого другого аспекта изобретения, или наоборот.
Согласно пятому аспекту изобретения предложен трубопровод, содержащий по меньшей мере одну секцию трубы, содержащей внутреннее покрытие, приваренное к электрофузионному фитингу в соответствии со вторым аспектом настоящего изобретения.
Согласно шестому аспекту изобретения предложен способ ремонта трубы с внутренним покрытием, содержащей внутреннее покрытие внутри металлической основной трубы, включающий извлечение секции трубы с внутренним покрытием, введение концов муфты, содержащей нагревательный элемент, в соответствующие концы трубы с внутренним покрытием, размещение индукционной катушки внутри канала муфты рядом с нагревательным элементом и подачу электрической энергии на индукционную катушку для питания нагревательного элемента за счет электромагнитной индукции.
Наиболее предпочтительно, питание нагревательного элемента обеспечивает его нагревание.
Муфта может содержать по меньшей мере один нагревательный элемент на обоих концах муфты для нагревания соответствующих концов муфты, или муфта может содержать один нагревательный элемент, проходящий по существу по длине муфты для нагревания обоих концов муфты. Индукционная катушка предпочтительно нагревает указанный по меньшей мере один нагревательный элемент на обоих концах муфты или один нагревательный элемент для нагревания обоих концов муфты одновременно.
Согласно седьмому аспекту изобретения предложена муфта для ремонта трубы с внутренним покрытием, содержащей внутреннее покрытие внутри металлической основной трубы, при этом муфта содержит один или более нагревательных элементов, расположенных на поверхности муфты или в ней, причем указанный нагревательный элемент или каждый нагревательный элемент электрически изолирован от внутренней поверхности фитинга и выполнен с возможностью нагревания по меньшей мере соответствующих частей муфты под действием электромагнитной индукции.
Муфта предпочтительно содержит по меньшей мере один нагревательный элемент на обоих концах муфты. Альтернативно муфта может содержать один нагревательный элемент, проходящий по существу по длине муфты.
Варианты реализации пятого - седьмого аспектов изобретения могут содержать один или более элементов, соответствующих одному или более предпочтительным или необязательным элементам любого другого аспекта изобретения, или наоборот. В частности, муфта согласно седьмому аспекту может содержать один или более элементов, соответствующих одному или более предпочтительным или необязательным элементам первого аспекта.
Другие аспекты изобретения обеспечивают электрофузионный фитинг, внутреннее покрытие трубы, устройство индукционной катушки, способ создания сварного шва между электрофузионным фитингом и внутренним покрытием трубы, муфту для ремонта трубы с внутренним покрытием или способ ремонта секции трубы с внутренним покрытием, по существу как описано в настоящем документе со ссылкой на прилагаемые чертежи.
Аспекты и преимущества настоящего изобретения будут понятны после прочтения следующего подробного описания и после рассмотрения следующих чертежей (одинаковые элементы обозначены одинаковыми ссылочными позициями), на которых:
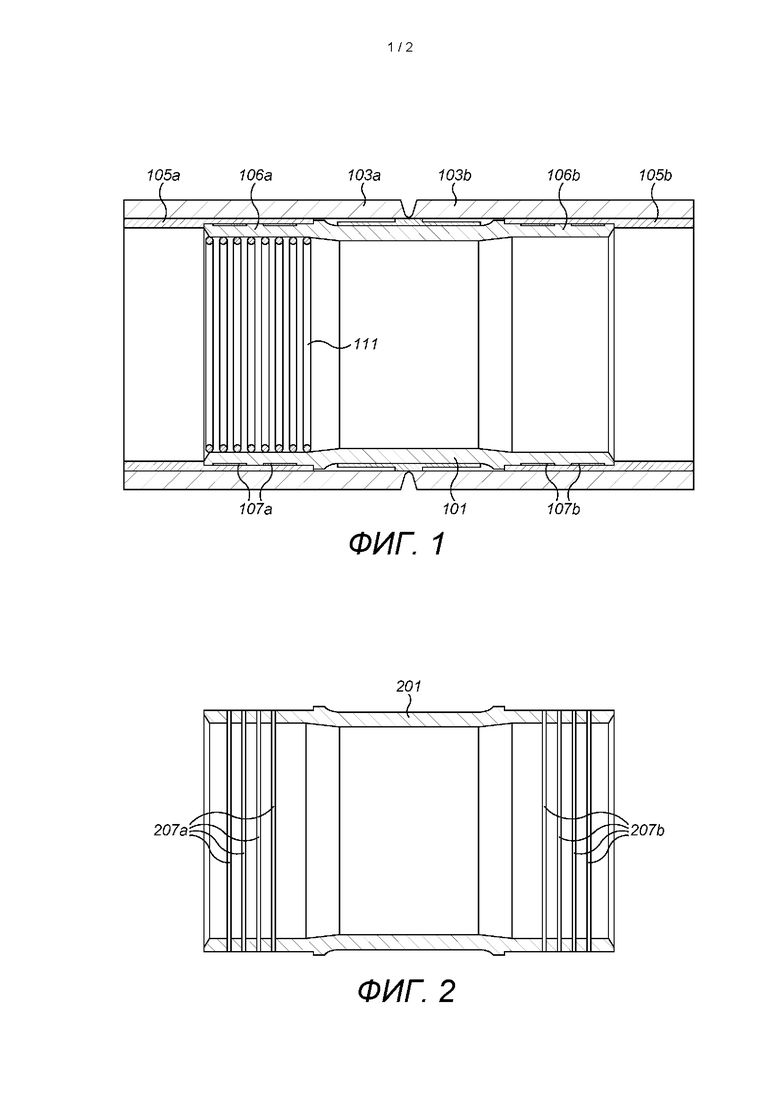
На ФИГ. 1 схематически показан вид в разрезе электрофузионного фитинга, расположенного внутри соответствующих внутренних покрытий труб двух отрезков трубы с внутренним покрытием, подлежащих сварке друг с другом, в соответствии с вариантом реализации изобретения;
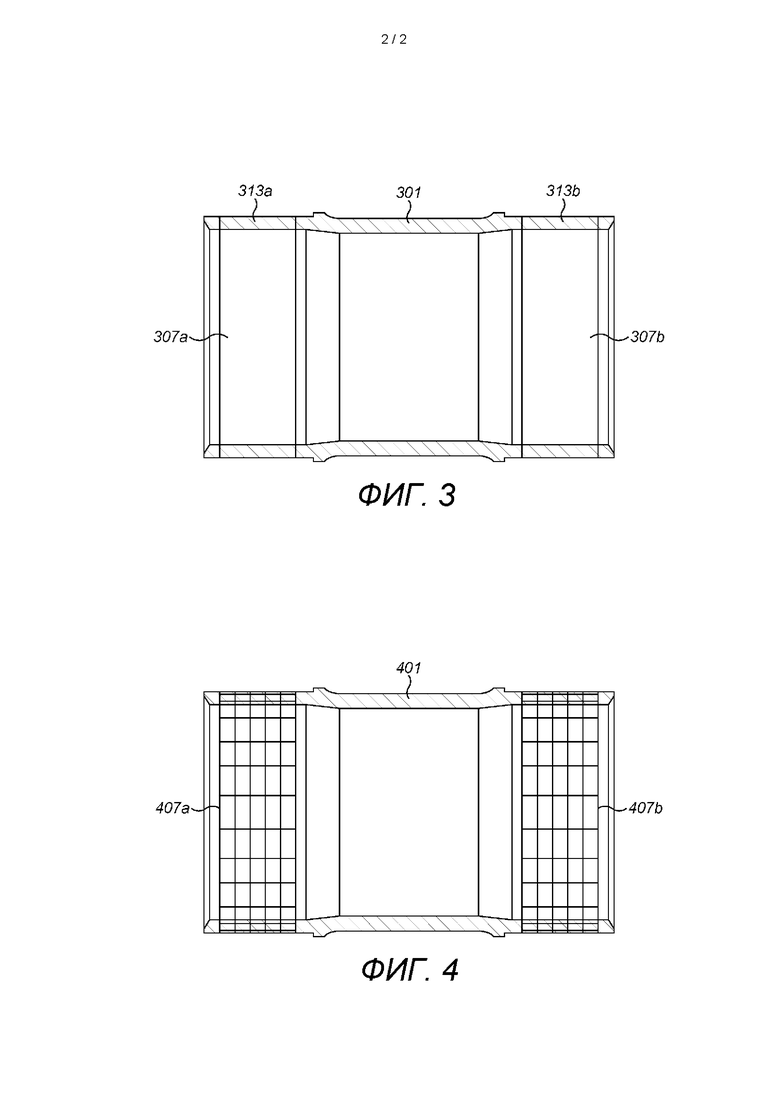
На ФИГ. 2 схематически показан вид в разрезе электрофузионного фитинга в соответствии с вариантом реализации изобретения, содержащего альтернативный нагревательный элемент;
На ФИГ. 3 схематически показан вид в разрезе электрофузионного фитинга в соответствии с вариантом реализации изобретения, содержащего другой альтернативный нагревательный элемент; и
На ФИГ. 4 схематически показан вид в разрезе электрофузионного фитинга в соответствии с вариантом реализации изобретения, содержащего другой альтернативный нагревательный элемент.
Как указано выше в разделе уровень техники изобретения, существуют решения, обеспечивающие возможность соединения секций трубы с внутренним покрытием с использованием электрофузионных фитингов для сохранения непрерывности внутреннего покрытия трубы вдоль длины трубопровода без ухудшения сварных швов между отдельными отрезками основной трубы. Однако можно полагать, что такие решения усложняют или ухудшают задействованные способы и/или устройства, и по существу всегда существует необходимость в обеспечении альтернативных решений, которые могут исправлять или не исправлять такие вероятные усложнения или ухудшения. Следует отметить, что термины внутреннее покрытие («liner»), внутреннее покрытие («lining») и внутреннее покрытие трубы могут быть использованы взаимозаменяемо, и каждый из них означает внутреннее покрытие трубы, расположенное внутри основной трубы.
Ниже со ссылкой на ФИГ. 1 описан вариант реализации настоящего изобретения, обеспечивающий такое альтернативное решение.
Электрофузионный фитинг 101 образован трубчатой муфтой из термопластичного материала, содержащей нагревательные катушки 107а, 107b, расположенные по направлению к каждому концу фитинга 101. Форма и размер электрофузионного фитинга 101 обеспечивают возможность его введения в конец секции 103а/103b трубы с внутренним покрытием и возможность его размещения в углублении 106а/106b в конце внутреннего покрытия 105а/105b трубы. Нагревательные катушки 107а/107b (в этом примере содержащие медный провод) встроены в наружную поверхность фитинга 101 таким образом, чтобы примыкать и быть обращенными к внутренней поверхности внутреннего покрытия 105а/105b трубы таким образом, чтобы при подаче достаточного электрической энергии обеспечивать расплавление термопластичного материала фитинга 101 и внутреннего покрытия 105а/105b рядом с катушками и их сплавление друг с другом с образованием периферийных или кольцевых сварных швов между фитингом 101 и внутренним покрытием 105а/105b трубы.
Однако в отличие от известных электрофузионных фитингов, для соединения отрезков трубы с внутренним покрытием, например, как описанные ранее со ссылкой на WO 2010/041016 и WO 2013/136062, нагревательные катушки 107а/107b не содержат электрических проводов, через которые обеспечивается подача электрической энергии на них, и, следовательно, являются электрически изолированными от радиальной внутренней поверхности электрофузионного фитинга 101. Это уменьшает вероятность образования путей утечки текучей среды на соединениях между электрофузионным фитингом 101 и внутренним покрытием 105а/105b трубы.
В этом контексте настоящее изобретение использует другой способ питания нагревательных катушек 107а/107b по сравнению с уровнем техники. Этот способ включает размещение индукционной катушки 111 внутри продольного канала, проходящего через электрофузионный фитинг 101 рядом с нагревательными катушками 107а/107b (на ФИГ. 1 индукционная катушка 111 расположена рядом с нагревательными катушками 107а), и подачу переменного тока на индукционную катушку 111, что приводит к генерации переменного электромагнитного поля, способного проникать в нагревательные катушки 107а/107b. Это может приводить к генерации вихревых токов внутри нагревательных катушек 107а/107b, что в свою очередь приводит к повышению температуры нагревательных катушек 107а/107b.
Соответственно, термопластичный материал фитинга 101 и внутреннего покрытия 105а/105b рядом с катушками 107а/107b может быть выполнен с возможностью расплавления и сплавления друг с другом, таким образом образуя периферийные или кольцевые сварные швы между фитингом 101 и внутренним покрытием 105а/105b трубы без необходимости обеспечения физического или электрического контакта с катушками 107а/107b.
Индукционная катушка (или индукционные катушки в зависимости от конкретного случая) выполнена с возможностью, например, введения в канал электрофузионного фитинга с использованием приводной тяги или эквивалентного устройства. Устройство индукционной катушки, следовательно, может содержать по меньшей мере индукционную катушку (катушки) и приводную тягу или ее эквивалент. Такое устройство может быть оснащено батареей для электрической энергии индукционной катушки (катушек) и/или для соединения или возможности соединения с внешним источником питания.
В качестве альтернативы, в устройстве индукционной катушки индукционная катушка (или индукционные катушки) может быть расположена на или в трубопроводном скребке, муфте, сердечнике или эквивалентном устройстве, которое выполнено с возможностью (например, имеет соответствующие размер и форму) его размещения в электрофузионном фитинге. Аналогично, трубопроводный скребок, муфта, сердечник или эквивалентное устройство может быть оснащено батареей и/или выполнено с возможностью соединения или соединено с наружным источником питания.
Регулирование частоты переменного тока, доставляемого на индукционную катушку 111, обеспечивает возможность управления глубиной проникновения образованного в результате электромагнитного поля. Ток более высокой частоты имеет Склонность обеспечивать эффект поверхностного нагревания, т.е. проникновение до небольшой глубины, а ток более низкой частоты обеспечивает эффект более глубокого нагревания, т.е. проникновение до больших глубин. Следовательно, подходящий выбор рабочей частоты может обеспечивать питание электрофузионных катушек (или элементов, см. ниже) без нагревания основной трубы.
Будет понятно, что, несмотря на то что описанные выше варианты реализации не содержат электрических проводов, которые проходят через электрофузионный фитинг к его внутренней поверхности, которые проходят на достаточное расстояние для прохождения через зазор между смежными концами основной трубы, или которые проходят к контакту или контактам, через которые может подаваться электрическую энергию, следует понимать, что описанный выше способ все же обеспечивает нагревание катушек. Другими словами новый и инновационный способ питания нагревательных катушек может быть использован с известными электрофузионными фитингами (хотя некоторые из описанных ниже полезных эффектов могут быть уменьшены или утрачены).
Также следует понимать, что размещение электрофузионного фитинга в углублении во внутреннем покрытии трубы не является обязательным условием; электрофузионный фитинг может просто иметь наружный диаметр, соразмерный внутреннему диаметру внутреннего покрытия трубы. В качестве альтернативы электрофузионный фитинг может иметь размеры, соразмерные внутреннему покрытию трубы и нагревательным катушкам, расположенным на торцах электрофузионного фитинга таким образом, чтобы образовывать сварной шов между торцом электрофузионного фитинга и соответствующим торцом внутреннего покрытия трубы.
Хотя гладкость или непрерывность внутреннего профиля продольного канала, проходящего через электрофузионный фитинг, является желательной для предотвращения завихрений или других нежелательных эффектов, электрофузионный фитинг может быть оснащен внутренним плечом или другими средствами для надежного размещения индукционной катушки (или индукционных катушек) в правильное положение для питания нагревательных элементов. Например, плечо может предотвращать дальнейшее перемещение через канал электрофузионного фитинга при введении индукционной катушки (или индукционных катушек) с использованием приводной тяги, как указано выше. В качестве альтернативы может быть обеспечено углубление (или углубления), имеющее такую форму, чтобы принимать или преимущественно располагать индукционную катушку (или индукционные катушки) для питания нагревательных элементов. Предусмотрено, что может быть обеспечено расширение, раздувание индукционной катушки (катушек) или части (частей) устройства, или другое воздействие на них для продвижения индукционной катушки (катушек) в такое углубление (углубления) при нахождении в правильном положении.
Любая из этих конфигураций может быть применена вне зависимости от того, индукционная катушка (катушки) введена с использованием приводной тяги и/или эквивалентных конфигураций, и/или вне зависимости от того, индукционная катушка (катушки) расположена на или в скребке, муфте, сердечнике или другом эквивалентном устройстве, и вне зависимости от способа электропитания индукционных катушек.
Может быть преимущественным одновременное нагревание нагревательных катушек 107а, 107b (или других нагревательных элементов, как описано ниже) на каждом конце электрофузионного фитинга 101 для одновременного приваривания электрофузионного фитинга 101 к обоим внутренним покрытиям 105а, 105b. Это может быть обеспечено, например, посредством использования соответствующей пары (или соответствующего количества) индукционных катушек или одной индукционной катушки достаточной длины для одновременного взаимодействия с обеими (или всеми) нагревательными катушками 107а, 107b.
На ФИГ. 1 изображен электрофузионный фитинг, содержащий пару нагревательных катушек 107а/107b на каждом конце. Очевидно, что электрофузионный фитинг в соответствии с изобретением может быть оснащен одной катушкой на каждом конце или фактически несколькими отдельными катушками без отклонения от идеи изобретения.
Также предусмотрено, что нагревательные катушки могут быть заменены на любой подходящий элемент, выполненный с возможностью проведения электричества и, следовательно, подверженный индукционному нагреванию. На ФИГ. 2 изображен вариант реализации, в котором вместо нагревательных катушек, электрофузионный фитинг 201 оснащен последовательностью периферийных лент 207а/207b в соответствующих поверхностях электрофузионного фитинга 201.
Следует отметить, что, несмотря на то что описанный выше нагревательный механизм полагается на генерацию вихревых токов, может быть обеспечен дополнительный нагревательный механизм, если нагревательный элемент содержит черный металл, такой как железо. Это обусловлено потерями от магнитного гистерезиса, возникающими в результате переменного магнитного поля, генерируемого в нагревательном элементе посредством индукционной катушки. Соответственно, выполнение нагревательных элементов из ферромагнитного материала или их содержание ферромагнитного материала может быть преимущественным, хотя и не обязательным.
Также фактически возможно обеспечение нагревательных элементов посредством добавления металлических или ферромагнитных частиц в соответствующие поверхности электрофузионного фитинга. На ФИГ. 3 изображен такой вариант реализации, в котором в поверхности электрофузионного фитинга 301 были добавлены частицы 313а/313b меди. Это фактически образует толстую периферийную нагревательную ленту 307а/307b на каждом конце электрофузионного фитинга 301.
Также предусмотрено, что проволочная сетка 407а/407b может быть расположена на поверхностях или внутри них, как проиллюстрировано электрофузионным фитингом 401 на ФИГ. 4.
Электрофузионный фитинг, реализующий один или более из таких подходов к обеспечению нагревательных элементов, может устранять необходимость в катушке и, следовательно, исключать риск перемещения текучей среды вокруг такой катушки в случае утечки, а сварной шов может быть образован непрерывным в продольном и периферийном направлении.
Основное преимущество настоящего изобретения заключается в устранении риска (предполагаемого или иного) проникновения текучей среды через расположенную внутри точку электрического контакта. Это может существенно улучшать надежность электрофузионных фитингов и соответствующих сварных швов или соединений, изготовленных в соответствии с настоящим изобретением.
Изобретение также устраняет необходимость образования физического соединения с электрофузионным фитингом, что устраняет вероятность повреждения контактов во время процесса соединения и/или отсоединения. Также это устраняет необходимость точного расположения с контактами, предоставляющими электрическую энергию.
В результате, обеспечится снижение сложности производства электрофузионных фитингов и, следовательно, стоимости в связи с отсутствием необходимости прохождения электрических проводов через электрофузионный фитинг к внутренней поверхности в месте расположения или будущего расположения текучих сред под высоким давлением, или обеспечения: других точек электрического контакта, например, для приема зонда, введенного между концами основной трубы.
Требования к испытаниям для таких электрофузионных фитингов будут также существенно снижены в связи с отсутствием необходимости испытания точки электрического контакта внутри поточной линии для доказательства отсутствия утечек.
Кроме того, так как электромагнитное поле может питать нагревательные элементы (вне зависимости от их содержания катушек, лент, областей с добавками и/или сеток) однородным образом, нагревание элементов может считаться равномерным по всех соответствующих областях электрофузионного фитинга и вокруг них. Это также должно уменьшать вероятность более низких температур сварки, которые могут возникать на крайних точках нагревательных элементов, питаемых с использованием известных средств, в противном случае.
Известные способы, в которых нагревательные катушки питают с использованием электрического тока, требуют учитывать изменения в электрическом сопротивлении электрофузионных схем при их нагревании. Это должно быть предотвращено с использованием способов, описанных в настоящем документе.
Как указано выше, регулирование частоты тока, подаваемого на индукционную катушку, обеспечивает возможность управления глубиной проникновения. Ток высокой частоты имеет склонность обеспечивать эффект поверхностного нагревания, т.е. проникновение до небольшой глубины, а ток более низкой частоты обеспечивает эффект более глубокого нагревания. Это может обеспечивать возможность более тонкого электрофузионного фитинга в поперечном сечении, таким образом уменьшая стоимость материала и/или производства. Предусмотрено, что электрофузионный фитинг может быть разработан на основании желаемой конфигурации индукционной катушки; например, если известно, что желаемая конфигурация индукционной катушки проникает до определенной глубины, то нагревательные катушки или другие нагревательные элементы могут быть расположены в электрофузионном фитинге на этой глубине.
Следует отметить, что вместо применения переменного тока, предусмотрена возможность обеспечения прямого тока; хотя в этом случае будет необходимо наращивать ток для генерации тепла в электрофузионном нагревательном элементе (элементах). Однако применение переменного тока является предпочтительным, так как он предусматривает улучшение допуска к любым дефектам, которые могут присутствовать в нагревательных элементах.
Следует отметить, что питание нагревательных катушек (или других элементов в зависимости от конкретного случая) для нагревания электрофузионного фитинга до первой температуры, которая меньше ниже точки плавления материала электрофузионного фитинга, перед осуществлением электрофузионного процесса может являться преимущественным. Это может улучшать подгонку между электрофузионным фитингом и соответствующими внутренними покрытиями труб и может компенсировать неточное совмещение между ними. Кроме того, предварительное нагревание электрофузионного фитинга также обеспечивает заданную исходную температуру для фитинга и внутреннего покрытия (покрытий), что приводит к улучшенной надежности цикла сплавления. Кроме того, необходимость в зажимах или опорных рамах для поддержки электрофузионного фитинга на месте может быть устранена, что соответственно приводит к уменьшению продолжительностей цикла, сложности и, следовательно, стоимости. Аналогичные способы описаны в публикации предыдущей международной заявки заявителя WO 2015/008028. Как указано выше, может быть преимущественным одновременное питание нагревательных элементов на обоих концах таким образом, чтобы сначала предварительно одновременно нагревать оба конца электрофузионного фитинга, а затем одновременно осуществлять этап сварки на обоих концах.
Идея настоящего изобретения имеет альтернативное применение при осуществлении ремонта электрофузионного фитинга. Например, если электрофузионные сварные швы были образованы успешно, но сварной шов между основными трубами (например, кольцевой шов углеродистой стали) является неприемлемым, может требоваться вырезание указанного сварного шва. На основании данных способов потребуется удаление всей секции трубы, содержащей электрофузионный фитинг, что приводит к необходимости повторной подготовки трубы и внутреннего покрытия, и повторения всего процесса.
В качестве альтернативы, кольцевой сварной шов может быть просто вырезан, удаляя идентичную ширину материала из электрофузионного фитинга непосредственно под участком сварного шва/трубы, которая была удалена. При использовании короткой цилиндрической секции или полимерной муфты, оснащенной одной или более электрофузионными катушками (или другими элементами) на наружной поверхности, в качестве временного соединения может быть обеспечено сведение концов основных труб и остальных частей электрофузионного фитинга (от выреза), и введение временного соединения под концы после (или во время) их выравнивания. Концы могут быть или могут не быть подготовлены путем частичной механической обработки поверхностей для приема временного соединения. После размещения временного соединения на месте, индукционная катушка может быть введена внутрь канала временного соединения и может быть обеспечено ее питание таким образом, чтобы сплавлять временное соединение с обеими сторонами электрофузионного фитинга, таким образом восстанавливая его способность предотвращать проникновение текучей среды. Временное соединение испытывают на наличие утечек в соответствии с обычной практикой для электрофузионного фитинга для проверки целостности.
Временное соединение может содержать средства размещения индукционной катушки, такие как описанные выше в связи с электрофузионными фитингами или подобные им, и, аналогично, индукционная катушка (или катушки) может быть обеспечена на устройстве индукционной катушки, таком как описанное выше или подобное ему, или в нем.
Настоящее изобретение обеспечивает улучшения в способах образования электрофузионного соединения, которые упрощают возможность образования сварных швов между электрофузионным фитингом и внутренними покрытиями труб. В частности, изобретение использует электромагнитную индукцию, сгенерированную одной или более индукционными катушками, для обеспечения нагревания одного или более нагревательных элементов электрофузионного фитинга. Конфигурация индукционной катушки, такая как описанная в настоящем документе, исключает необходимость непосредственного электрического соединения с нагревательными элементами при соединении внутренних покрытий, таким образом упрощая процесс соединения труб с внутренним покрытием, которые содержат внутренние покрытия.
Если из контекста не следует обратное, по всему тексту описания термины «содержать», «включать» или такие вариации, как «содержит» или «содержащий», «включает» или «включающий», будут подразумевать включение указанного целого числа или группы целых чисел, но не исключение любого другого целого числа или группы целых чисел.
Приведенное выше описание изобретения приведено с целью иллюстрации и описания, и не претендует на исчерпывающий характер или ограничение изобретения конкретными раскрытыми формами. Описанные варианты реализации были выбраны и описаны с целью наиболее эффективного пояснения принципов изобретения и его практического применения, чтобы позволить специалистам в данной области техники наиболее эффективно использовать изобретение в различных вариантах реализации и с различными модификациями в соответствии с конкретным предполагаемым применением. Следовательно, другие модификации или улучшения могут быть добавлены без отклонения от объема изобретения, описанного в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ СПОСОБЫ СОЗДАНИЯ ЭЛЕКТРОФУЗИОННОГО СОЕДИНЕНИЯ | 2014 |
|
RU2641925C2 |
| ЭЛЕКТРОФУЗИОННАЯ МУФТА | 2009 |
|
RU2462649C1 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2529293C2 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ ДЛЯ НАГРЕВАНИЯ АЭРОЗОЛЬОБРАЗУЮЩЕГО МАТЕРИАЛА | 2018 |
|
RU2756907C1 |
| ИНДУКЦИОННАЯ КАТУШКА В СБОРЕ | 2018 |
|
RU2728518C1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ ФУТЕРОВАННОГО ТРУБОПРОВОДА, СЕКЦИЯ ФУТЕРОВАННОГО ТРУБОПРОВОДА И СПОСОБ УКЛАДКИ ТРУБОПРОВОДА НА МОРСКОЕ ДНО | 2016 |
|
RU2712322C2 |
| УСТРОЙСТВО ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2801827C2 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2710079C2 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ АЭРОЗОЛЬОБРАЗУЮЩЕГО МАТЕРИАЛА | 2016 |
|
RU2670044C1 |
Изобретение относится к созданию сварного шва между внутренним покрытием, расположенным внутри металлической основной трубы секции трубы с внутренним покрытием, и электрофузионным фитингом, содержащим по меньшей мере один нагревательный элемент. Осуществляют размещение конца электрофузионного фитинга внутри конца секции трубы с внутренним покрытием. Размещают индукционную катушку внутри канала электрофузионного фитинга рядом с указанным по меньшей мере одним нагревательным элементом. Осуществляют подачу электрической энергии на индукционную катушку для питания указанного по меньшей мере одного нагревательного элемента за счет электромагнитной индукции. В результате достигается высокая надежность целостности внутренних покрытий труб. 7 н. и 62 з.п. ф-лы, 4 ил.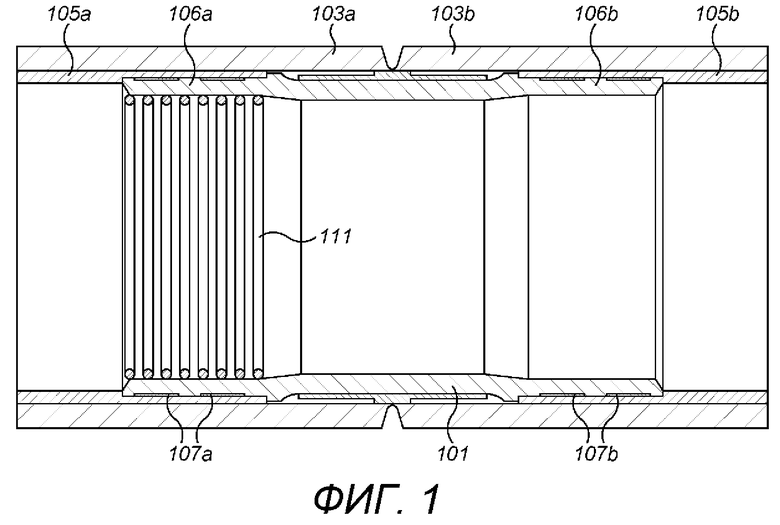
1. Способ создания сварного шва между внутренним покрытием, расположенным внутри металлической основной трубы секции трубы с внутренним покрытием, и электрофузионным фитингом, содержащим по меньшей мере один нагревательный элемент, причем указанный способ включает:
размещение конца электрофузионного фитинга внутри конца секции трубы с внутренним покрытием,
размещение индукционной катушки внутри канала электрофузионного фитинга рядом с указанным по меньшей мере одним нагревательным элементом и
подачу электрической энергии на индукционную катушку для питания указанного по меньшей мере одного нагревательного элемента за счет электромагнитной индукции.
2. Способ по п. 1, в котором питание указанного по меньшей мере одного нагревательного элемента вызывает его нагревание.
3. Способ по п. 1 или 2, в котором подача электрической энергии на индукционную катушку включает пропускание переменного тока через индукционную катушку.
4. Способ по п. 3, в котором частота переменного тока является радиочастотой.
5. Способ по п. 4, в котором частота переменного тока находится в диапазоне от 5 до 400 кГц.
6. Способ по любому из пп. 1-5, включающий контроль, выбор или установку частоты переменного тока таким образом, чтобы вызывать нагревание указанного по меньшей мере одного нагревательного элемента без нагревания трубы.
7. Способ по любому из пп. 1-6, включающий выбор электрофузионного фитинга, содержащего по меньшей мере один нагревательный элемент, расположенный в месте, соответствующем глубине проникновения магнитного поля, индуцированного током в индукционной катушке.
8. Способ по любому из пп. 1-7, включающий индуцирование гистерезисных потерь в указанном по меньшей мере одном нагревательном элементе для увеличения и/или усиления нагрева указанного по меньшей мере одного нагревательного элемента.
9. Способ по любому из пп. 1-8, включающий подачу электрической энергии на индукционную катушку для нагревания по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним нагревательным элементом, до первой температуры, которая ниже точки плавления материала электрофузионного фитинга, и последующую подачу электрической энергии на индукционную катушку для нагревания указанной по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним нагревательным элементом, до второй температуры, которая выше точки плавления материала электрофузионного фитинга, для приваривания фитинга к внутреннему покрытию трубы.
10. Способ по п. 9, в котором фитинг расширяют для улучшения или обеспечения контакта между поверхностью фитинга и внутренним покрытием трубы.
11. Способ по п. 9 или 10, в котором указанную по меньшей мере часть фитинга расширяют для компенсации неточного совмещения между примыкающими внутренними покрытиями труб и/или основными трубами.
12. Способ по любому из пп. 9-11, в котором последующий этап сварки осуществляют от известной исходной температуры фитинга и/или внутреннего покрытия трубы.
13. Способ по любому из пп. 9-12, в котором нагревание до первой температуры включает подачу первого электрического тока на индукционную катушку.
14. Способ по п. 13, в котором нагревание до второй температуры включает подачу второго электрического тока на индукционную катушку.
15. Способ по любому из пп. 1-14, включающий мониторинг температуры по меньшей мере части электрофузионного фитинга.
16. Способ по п. 15, включающий осуществление контроля подачи электрического тока на индукционную катушку в ответ на значение температуры указанной по меньшей мере части электрофузионного фитинга для контроля температуры.
17. Способ по любому из пп. 1-16, включающий размещение конца электрофузионного фитинга в углублении в конце внутреннего покрытия.
18. Способ по п. 17, в котором углубление образовано во внутренней поверхности внутреннего покрытия.
19. Способ по п. 18, включающий механическую обработку внутреннего покрытия с образованием углубления для размещения в нем электрофузионного фитинга и/или механическую обработку электрофузионного фитинга для его размещения в углублении.
20. Способ по любому из пп. 1-16, в котором электрофузионный фитинг примыкает к концу внутреннего покрытия.
21. Способ по любому из пп. 1-20, дополнительно включающий размещение противоположного конца электрофузионного фитинга внутри конца следующей секции трубы с внутренним покрытием, размещение индукционной катушки или дополнительной индукционной катушки внутри канала электрофузионного фитинга рядом по меньшей мере с одним дополнительным нагревательным элементом и подачу электрической энергии на индукционную катушку или дополнительную индукционную катушку с обеспечением нагревания указанного по меньшей мере одного дополнительного нагревательного элемента за счет электромагнитной индукции.
22. Способ по п. 21, в котором индукционная катушка имеет длину, достаточную для расположения рядом как с указанным по меньшей мере одним нагревательным элементом, так и указанным по меньшей мере одним дополнительным нагревательным элементом.
23. Способ по п. 21, включающий обеспечение дополнительной индукционной катушки, связанной с указанным по меньшей мере одним дополнительным нагревательным элементом.
24. Способ по любому из пп. 21-23, включающий подачу электрической энергии на индукционную катушку или на индукционную катушку и дополнительную индукционную катушку с одновременным обеспечением нагревания указанного по меньшей мере одного нагревательного элемента и указанного по меньшей мере одного дополнительного нагревательного элемента.
25. Способ по п. 24, включающий подачу электрической энергии на индукционную катушку или дополнительную индукционную катушку для нагревания по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним дополнительным нагревательным элементом, до первой температуры, которая ниже точки плавления материала электрофузионного фитинга, и последующую подачу электрической энергии на индукционную катушку или дополнительную индукционную катушку для нагревания указанной по меньшей мере части электрофузионного фитинга, связанной с указанным по меньшей мере одним дополнительным нагревательным элементом, до второй температуры, которая выше точки плавления материала электрофузионного фитинга, для приваривания фитинга к внутреннему покрытию смежной трубы.
26. Способ по п. 25, включающий одновременное нагревание частей электрофузионного фитинга, связанных с указанным по меньшей мере одним нагревательным элементом и по меньшей мере одним дополнительным нагревательным элементом, до первой температуры, и последующее одновременное нагревание указанных частей до второй температуры для приваривания фитинга к внутренним покрытиям секций трубы с внутренним покрытием.
27. Способ укладки трубопровода, включающий создание по меньшей мере одного сварного шва между внутренним покрытием секции трубы с внутренним покрытием и электрофузионным фитингом посредством способа по любому из пп. 1-26.
28. Способ по п. 27, дополнительно включающий создание по меньшей мере одного дополнительного сварного шва между внутренним покрытием другой секции трубы с внутренним покрытием и противоположным концом электрофузионного фитинга посредством способа по любому из пп. 1-26.
29. Способ ремонта трубы с внутренним покрытием, содержащей внутреннее покрытие внутри металлической основной трубы, включающий: извлечение секции трубы с внутренним покрытием, введение концов муфты, содержащей по меньшей мере один нагревательный элемент, в соответствующие концы трубы с внутренним покрытием, размещение индукционной катушки внутри канала муфты рядом с нагревательным элементом и подачу электрической энергии на индукционную катушку для питания нагревательного элемента за счет электромагнитной индукции.
30. Способ по п. 29, в котором питание нагревательного элемента вызывает его нагревание.
31. Способ по п. 30, в котором индукционная катушка нагревает указанный по меньшей мере один нагревательный элемент и при необходимости нагревательный элемент на каждом конце муфты для одновременного нагревания обоих концов муфты.
32. Электрофузионный фитинг для соединения внутренних покрытий секций трубы с внутренним покрытием, каждое из которых находится внутри металлической основной трубы соответствующей секции трубы с внутренним покрытием, при этом указанный фитинг содержит:
по меньшей мере один нагревательный элемент, расположенный на наружной поверхности электрофузионного фитинга или в ней,
причем указанный или каждый нагревательный элемент электрически изолирован от внутренней поверхности фитинга и выполнен с возможностью нагревания соответствующей части электрофузионного фитинга под действием электромагнитной индукции.
33. Электрофузионный фитинг по п. 32, в котором указанный по меньшей мере один нагревательный элемент не содержит электропроводки.
34. Электрофузионный фитинг по п. 32 или 33, в котором указанный по меньшей мере один нагревательный элемент содержит одну или более катушек.
35. Электрофузионный фитинг по любому из пп. 32-34, в котором указанный по меньшей мере один нагревательный элемент содержит одну или более лент или петель.
36. Электрофузионный фитинг по любому из пп. 32-35, в котором указанный по меньшей мере один нагревательный элемент содержит одну или более сеток или решеток.
37. Электрофузионный фитинг по любому из пп. 32-36, в котором указанный по меньшей мере один нагревательный элемент является непрерывным.
38. Электрофузионный фитинг по любому из пп. 32-36, в котором указанный по меньшей мере один нагревательный элемент не является непрерывным.
39. Электрофузионный фитинг по любому из пп. 32-38, в котором указанный по меньшей мере один нагревательный элемент содержит множество частиц, вделанных на наружной поверхности электрофузионного фитинга или в нее.
40. Электрофузионный фитинг по любому из пп. 32-39, в котором указанный по меньшей мере один нагревательный элемент содержит металл.
41. Электрофузионный фитинг по любому из пп. 32-40, в котором указанный по меньшей мере один нагревательный элемент содержит ферромагнитный материал.
42. Электрофузионный фитинг по любому из пп. 32-41, в котором указанный по меньшей мере один нагревательный элемент выполнен с возможностью образования одного или более периферийных или кольцевых сварных швов между электрофузионным фитингом и внутренним покрытием трубы.
43. Электрофузионный фитинг по любому из пп. 32-42, содержащий по меньшей мере один нагревательный элемент, расположенный на первом конце электрофузионного фитинга, и по меньшей мере один нагревательный элемент, расположенный на втором конце электрофузионного фитинга.
44. Электрофузионный фитинг по любому из пп. 32-43, содержащий средство размещения индукционной катушки для размещения по меньшей мере одной индукционной катушки в заданном месте внутри электрофузионного фитинга.
45. Электрофузионный фитинг по п. 44, в котором средство размещения индукционной катушки содержит плечо.
46. Электрофузионный фитинг по п. 44, в котором средство размещения индукционной катушки содержит углубление.
47. Электрофузионный фитинг по любому из пп. 44-46, в котором средство размещения индукционной катушки выполнено с возможностью размещения устройства, содержащего указанную по меньшей мере одну индукционную катушку, в заданном месте.
48. Электрофузионный фитинг по любому из пп. 32-47, содержащий датчик температуры.
49. Электрофузионный фитинг по любому из пп. 32-48, содержащий трубчатую муфту.
50. Электрофузионный фитинг по любому из пп. 32-49, содержащий муфту из термопластичного материала.
51. Электрофузионный фитинг по любому из пп. 32-50, выполненный с возможностью введения в конец секции трубы с внутренним покрытием.
52. Электрофузионный фитинг по п. 51, выполненный размещаемым в углублении в конце внутреннего покрытия трубы.
53. Электрофузионный фитинг по п. 51 или 52, выполненный размещаемым в углублении, образованном во внутренней поверхности внутреннего покрытия трубы.
54. Электрофузионный фитинг по любому из пп. 32-50, выполненный с возможностью примыкания к концу внутреннего покрытия трубы.
55. Электрофузионный фитинг по любому из пп. 32-54, полученный посредством процесса литья под давлением.
56. Устройство для питания по меньшей мере одного нагревательного элемента электрофузионного фитинга, содержащее:
корпус, выполненный с возможностью его размещения в канале электрофузионного фитинга, и
по меньшей мере одну индукционную катушку, расположенную на корпусе или в нем в месте, соответствующем положению указанного по меньшей мере одного нагревательного элемента,
причем указанное устройство выполнено с возможностью введения в канал электрофузионного фитинга с использованием приводной тяги.
57. Устройство по п. 56, содержащее приводную тягу.
58. Устройство по п. 56 или 57, содержащее скребок.
59. Устройство по любому из пп. 56-58, содержащее муфту или сердечник.
60. Устройство по любому из пп. 56-59, содержащее батарею для подачи электрической энергии на указанную по меньшей мере одну индукционную катушку.
61. Устройство по любому из пп. 56-60, выполненное с возможностью соединения или соединенное с внешним источником электрической энергии.
62. Устройство по любому из пп. 56-61, выполненное с возможностью взаимодействия с одним или более средствами размещения, расположенными в электрофузионном фитинге.
63. Устройство по п. 62, выполненное с возможностью примыкания к плечу, образованному в электрофузионном фитинге.
64. Устройство по п. 62 или 63, выполненное с возможностью по меньшей мере частичного размещения в углублении, образованном в электрофузионном фитинге.
65. Устройство по п. 64, выполненное с возможностью толкания указанной по меньшей мере одной индукционной катушки в углубление.
66. Трубопровод, содержащий по меньшей мере одну секцию трубы, содержащую внутреннее покрытие, приваренное к электрофузионному фитингу по любому из пп. 32-55.
67. Муфта для ремонта трубы с внутренним покрытием, содержащей внутреннее покрытие, расположенное внутри металлической основной трубы, причем муфта содержит: один или более нагревательных элементов, расположенных на наружной поверхности муфты или в ней, причем указанный нагревательный элемент или каждый нагревательный элемент электрически изолирован от внутренней поверхности муфты и выполнен с возможностью нагревания соответствующих частей муфты под действием электромагнитной индукции.
68. Муфта по п. 67, содержащая по меньшей мере один нагревательный элемент на обоих концах муфты.
69. Муфта по п. 67, содержащая один нагревательный элемент, проходящий по существу по длине муфты.
| WO 9749540 A1, 31.12.1997 | |||
| Способ определения температуры структуры реверсивно включаемых динисторов | 1988 |
|
SU1626220A1 |
| Способ сварки пластмассовых труб | 1989 |
|
SU1680557A1 |

