Настоящее изобретение относится, в целом, к новым разработкам в области разливной упаковки «bag-in-containers» и, в частности, к составной упаковке «bag-in-containers», изготавливаемой способом выдувного формования из различных материалов. Оно также относится к способу изготовления упаковки «bag-in-containers» и, в частности, к преформам, используемым для их изготовления, так же как и к способу изготовления упомянутой преформы.
Уровень техники
Упаковка «bag-in-containers» также называется «bag-in-bottles» (мех-в-бутыле) или «bag-in-boxes» (мешок в коробке) в зависимости от формы внешней оболочки, при этом все используемые здесь термины охватываются значением термина «bag-in-container», эта упаковка является разновидностью упаковки для розлива жидкостей и состоит из внешнего контейнера, отверстия, сообщающегося с атмосферой, - горловины, и сжимаемого внутреннего пакета, соединенного с упомянутым контейнером, сообщающимся с атмосферой в районе указанной горловины. Система должна содержать, по меньшей мере, один вентиляционный канал, сообщающий с атмосферой область между внутренним пакетом и внешним контейнером для управления давлением в данной области при сдавливании внутреннего пакета и розлива за счет этого содержащейся в нем жидкости.
Традиционно упаковка «bag-in-containers», до этого и в настоящее время, выпускается путем отдельного изготовления внутреннего пакета со специальной закрывающейся горловиной в сборе и жесткого контейнера (обычно в форме бутыли). Пакет вставляется в окончательно сформированное отверстие бутыли и крепится на горлышке при помощи укупорочного устройства, имеющего с одной стороны отверстие вовнутрь пакета и вентиляционные каналы, обеспечивающие сообщение области, расположенной между пакетом и бутылью, с атмосферой. Примеры подобных конструкций можно найти, в частности, в US 3484011, US 3450254, US 4330066, и US 4892230. Преимуществом данного вида упаковки «bag-in-containers» является то, что она многоразовая, однако ее производство трудоемко и она очень дорогостояща.
Недавние разработки были направлены на производство «составных bag-in-containers способом выдувного формования», позволивших исключить трудоемкий этап сбора пакета в контейнере, используя способ выдувания полимерной многослойной преформы в контейнере с внешним и внутренним слоями таким образом, что адгезия между внешним и внутренним слоями производимого подобным образом контейнера была достаточно слабой для быстрого расслаивания после подачи газа в место сопряжения. «Внутренний слой» и «внешний слой» могут состоять из одного или нескольких слоев, однако, в любом случае, они могут быстро быть идентифицированы, по крайней мере, после расслаивания. В упомянутой технологии существует множество проблем, поэтому было предложено много альтернативных решений.
Многослойная преформа может быть экструдирована или изготовлена способом литья под давлением (см. US 6238201, JP 10128833, JP 11010719, JP 9208688, US 6649121). Первый способ используется, когда требуется высокая производительность, а второй, - когда необходимо обеспечить определенную толщину стенок, как правило, в емкостях для розлива напитков.
Образование вентиляционных каналов, обеспечивающих сообщение с атмосферой области или места соединения между пакетом и бутылью, остается наиболее критичным этапом при производстве составной упаковки «bag-in-containers» способом выдувного формования; было предложено несколько решений, описанных, например, в US 5301838, US 5407629, JP 5213373, JP 8001761, EP 1356915, US 6649121, JP 10180853.
Еще одной проблемой при производстве составной упаковки «bag-in-containers» способом выдувного формования является подбор материалов для внутреннего и внешних слоев, которые, с одной стороны, должны выбираться с учетом строгих требований по совместимости с точки зрения обработки, а с другой стороны, несовместимости с точки зрения адгезии. Иногда совместить эти критерии достаточно сложно. Эта проблема не возникает в области многослойных пластиковых контейнеров, изготавливаемых способом выдувного формования, где адгезия между слоями максимальна для предотвращения расслаивания, поскольку наилучшая адгезия достигается при использовании аналогичных материалов, имеющих, обычно, сходные термические свойства. Следовательно, найти материалы, совместимые как в плане обработки, так и адгезии, для изготовления многослойных контейнеров, в целом, проще, чем найти материалы для изготовления упаковки «bag-in-containers», совместимые в плане обработки, и несовместимые в плане адгезии.
Решая проблему совместимости при обработке, EP 1356915 и US 6649121 было предложено, чтобы температура плавления внешнего слоя была выше, чем температура плавления внутреннего слоя, что позволило бы изготавливать составные преформы методом литья под давлением вначале внешнего слоя, а затем поверх него литья под давлением внутреннего слоя. Примеры материалов для внешнего слоя, приводимые авторами, включают в себя PET (полиэтилентерефталат) и EVOH (сополимер этилена - винилового спирта), в то время как в качестве примера для внутреннего слоя приводится полиэтилен. Однако, несмотря на то что подобный выбор материалов вполне может подойти для изготовления преформ методом литья под давлением, он далеко не идеален для выдувного формования, поскольку полиэтилен и PET характеризуются весьма различными температурами выдувного формования. Также в US 6238201 описан способ соэкструдирования двухслойной заготовки с последующим выдувным формованием упомянутой заготовки в упаковку «bag-in-container», при котором внешний слой в предпочтительном варианте содержит олефин, а внутренний слой - аморфный полиамид.
В том что касается подбора материалов со слабыми адгезионными свойствами, необходимых для обеспечения надлежащего расслаивания внутреннего и внешнего слоев при использовании, то в JP 2005047172 упоминаются "взаимонеадгезивные синтетические смолы". В обзоре предшествующего уровня техники в US 5921416 упоминается использование разделительных слоев, проложенных между внутренним и внешним слоями с образованием трех- или пятислойных структур. Пример подобной конструкции описан в US 5301838, где раскрывается сложная, пятислойная преформа, состоящая из трех слоев PET (полиэтилентерефталата), проложенных двумя тонкими слоями материала, выбранного из группы: EVOH (сополимера этилена - винилового спирта), РР (полипропилена), РЕ (полиэтилена), РА6 (полиамида-6). И здесь также, помимо сложностей, связанных с изготовлением подобных преформ, температура выдувного формования этих разных материалов существенно различается.
В качестве альтернативы и удивительным образом было обнаружено, что превосходные результаты по расслоению внутреннего и внешнего слоев могут быть получены также у преформ, в которых как внутренний, так и внешний слои состоят из одинакового материала. Аналогичные результаты были получены как со сборными преформами, так и с составными преформами. В случае составных преформ, формуемых "слой поверх слоя", принято считать, что лучшие результаты достигаются с полукристаллическими полимерами.
Считается, что один и тот же полимер вступает в контакт с любой стороны места сопряжения между внутренним и внешним слоями в следующих случаях:
- внутренний и внешний слои состоят из одного и того же материала (например, PЕТвнутреннийРЕТвнешний, независимо от марки конкретного PET); либо
- внутренний и внешний слои состоят из смеси сополимеров, имеющих, по меньшей мере, один общий полимер, при условии, что подобный общий полимер находится в месте сопряжения, а отличающийся полимер преимущественно отсутствует в подобном месте сопряжения (например, (0.85 РЕТ+0.15 РА6)внутренний(0.8 РЕТ+0.2 РЕ)внешний, где PET - полиэтилентерефталат; РА - полиамид; РЕ - полиэтилен).
Присутствие в слое небольшого количества присадок не делает материал иным, если они существенным образом не изменяют свойства сопряжения.
Хотя в случае, если для внутреннего и внешнего слоев используется одинаковый материал, никакой разницы по температуре выдувного формования между слоями нет, но скорость нагрева этих двух слоев может существенно отличаться вследствие большой разницы в толщинах между внутренним и внешним слоями. Кроме того, внутренний слой защищен толстым внешним слоем от инфракрасного излучения инфракрасной печи, обычно используемой для доведения преформы до температуры выдувного формования. Из этого следует, что даже у материалов с небольшой разницей температур выдувного формования или при полном отсутствии разницы могут возникнуть проблемы с одновременным нагревом обоих слоев до температуры обработки.
Для того чтобы решить задачу различия температур при выдувном формовании или скоростей нагрева материалов, образующих внутренний и внешний слои многослойных контейнеров, получаемых методом выдувного формования, различные компоненты преформы могут быть нагреты раздельно в разных печах до соответствующих температур выдувного формования (см, например, JP 57174221). Данное решение, однако, является дорогостоящим в плане оборудования и площадей и не применимо для составных преформ, у которых внутренний и внешний слои не могут быть разделены.
Использование энергопоглощающих присадок в преформах для выдувного формования однослойных контейнеров было предложено для того, чтобы сократить этап нагрева и, таким образом, сохранять энергию, например, в US 5925710, US 6503586, US 6034167, US 4250078, US 6197851, US 4476272, US 5529744 и аналогичных. Было также предложено использовать энергопоглощающие присадки во внутреннем слое многослойных контейнеров, получаемых методом выдувного формования (т.е. не предназначенных для расслаивания) для компенсации более высокой деформации, которой подвергается внутренний слой по сравнению с внешним слоем во время операции выдувного формования. В многослойных контейнерах очень важно, чтобы внутренний слой растягивался в достаточной мере для того, чтобы войти в соприкосновение и прилипнуть к внешнему слою преимущественно по всей области сопряжения. Таким образом, внутренний слой, содержащий энергопоглощающие присадки, нагревается до более высокой температуры, чем внешний слой, и может дополнительно растягиваться для прилипания к внешнему слою.
Вышеупомянутые соображения не применимы для упаковки «bag-in-containers», поскольку здесь как раз наоборот нужно избегать прочной адгезии между внутренним и внешним слоями. Более того, преформы для производства способом выдувного формования составной упаковки «bag-in-containers» существенно отличаются от преформ для производства способом выдувного формования многослойных контейнеров, при котором не предусматривается расслаивание слоев контейнера по толщине. Упаковка «bag-in-container» состоит из жесткой оболочки, содержащей гибкий, сжимаемый пакет. Таким образом, внешний слой контейнера существенно толще, чем внутренний пакет. Точно такое же соотношение прослеживается и в преформе; внутренний слой существенно тоньше внешнего слоя. Это негативно сказывается на эффективности нагрева внутреннего слоя инфракрасными лампами, поскольку он закрыт от инфракрасных ламп толстой стенкой внешнего слоя.
Из вышесказанного следует, что на существующем уровне техники имеется потребность в решениях по преодолению различий в температурах выдувного формования и скоростях нагрева "взаимонеадгезивных синтетических смол" (см. JP 2005047172) во внутренних и внешних слоях преформ для изготовления составной упаковки "bag-in-containers" методом выдувного формования.
Существо изобретения
Настоящее изобретение определено в прилагаемых независимых пунктах формулы изобретения. Предпочтительные варианты реализации изобретения определены в зависимых пунктах формулы изобретения. В частности, настоящее изобретение относится к преформе для выдувного формования упаковки «bag-in-containers». При выдувном формовании из внутреннего и внешнего слоев упомянутой преформы образуется двухслойный контейнер, а образованный таким образом внутренний слой данного контейнера отделяется от образованного таким образом внешнего слоя после подачи газа в место сопряжения двух слоев. По меньшей мере, один из внутренних и внешних слоев содержит, по меньшей мере, одну присадку, позволяющую как внутреннему, так и внешнему слоям достигать соответствующих температур выдувного формования, преимущественно, одновременно, при совместном нагреве в одной и той же печи.
В настоящем изобретении также рассматривается способ изготовления упаковки «bag-in-container» из вышеупомянутой преформы и получаемая подобным образом упаковка «bag-in-container». Наконец, настоящее изобретение относится к использованию энергопоглощающих присадок для, преимущественно, одновременного нагрева до соответствующих температур выдувного формования внутреннего и внешнего слоев преформы для выдувного формования упаковки «bag-in-container».
Краткое описание чертежей
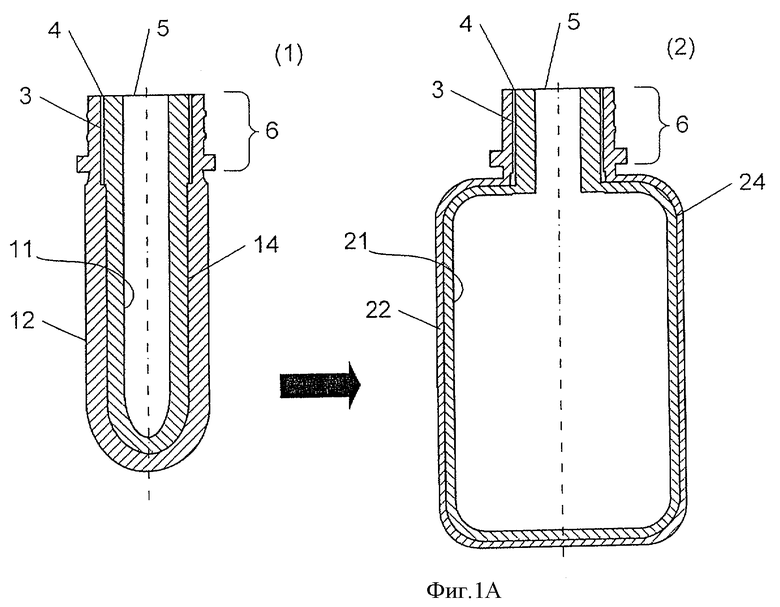
Фиг.1А представляет собой схематичное изображение в поперечном разрезе первого варианта реализации преформы согласно настоящему изобретению и упаковки «bag-in-container», полученных после выдувного формования.
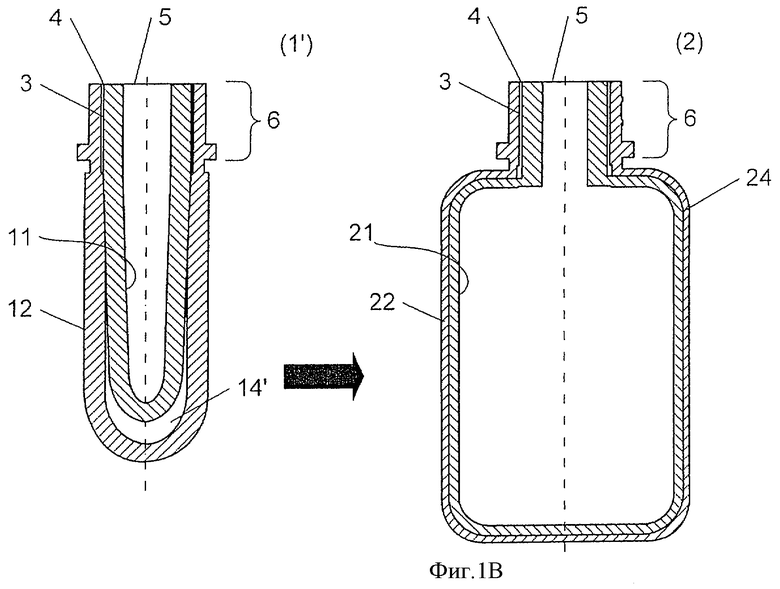
Фиг.1В представляет собой схематичное изображение в поперечном разрезе второго варианта реализации преформы согласно настоящему изобретению и упаковки «bag-in-container», полученных после выдувного формования.
Подробное описание изобретения
На прилагаемых фигурах 1А и 1В представлена составная упаковка «bag-in-container» 2, производимая методом выдувного формования, и преформа 1 и 1' для ее изготовления. Преформа 1 состоит из внутреннего слоя 11 и внешнего слоя 12, соединенных, по меньшей мере, на уровне области 6 горлышка сопряжением (показанным с правой стороны). Область между внутренним и внешним слоями 11 и 12 может либо состоять из сопряжения 14, где два слоя практически соприкасаются друг с другом, либо имеют зазор 14', сообщающийся с, по меньшей мере, одним вентиляционным каналом 3, открывающимся в атмосферу 4.
Ранее уже было раскрыто много конфигураций вентиляционных каналов, поэтому не столь важно, какая именно конфигурация будет выбрана. Между тем, предпочтительно, чтобы вентиляционный канал располагался рядом и был направлен соосно упоминаемой горловине преформы 5, как это показано на фиг.1. Более предпочтительно, чтобы вентиляционные каналы имели клиновидную форму, широкое основание которых находилось бы на уровне отверстия 4 и сужалось по мере углубления в сосуд до тех пор, пока оба слоя не пересекутся и не образуют сопряжение 14, по крайней мере, на уровне горлышка. Подобная конфигурация позволяет более эффективно и повторно производить отслоение внутреннего пакета после использования упаковки «bag-in-container». Контейнер может иметь один или несколько вентиляционных каналов, равномерно расположенных вокруг краев горловины упаковки «bag-in-container». Предпочтительно использование нескольких вентиляционных каналов, поскольку это позволяет сделать более равномерным разъединение сопряжения между внутренними и внешним слоями 21 и 22 упаковки «bag-in-container» 2 после подачи сжатого газа через упомянутые вентиляционные каналы. Предпочтительно, чтобы преформа имела два оппозитных вентиляционных канала, диаметрально расположенных у краев горловины сосуда. Более предпочтительно, три и наиболее предпочтительно не менее четырех равномерно расположенных вентиляционных каналов у краев горловины.
Преформа может представлять собой сборную конструкцию из двух отдельных преформ 11 и 12, изготовленных независимо друг от друга и собранных впоследствии таким образом, что внутренняя преформа 11 вставлена во внешнюю преформу 12. Подобное решение обеспечивает больше возможностей при проектировании горлышка и вентиляционных каналов. Преформа может также быть составной, полученной в результате литья под давлением одного слоя поверх другого. Последний вариант реализации изобретения более предпочтителен, нежели сборная преформа, поскольку в нем отсутствует этап сборки, а для изготовления преформы требуется только одна производственная установка. С другой стороны, варианты конструкций вентиляционных каналов весьма ограничены данным способом.
Преформа для изготовления обычной 8-литровой упаковки «bag-in-container» для розлива пива имеет внешний слой 12 толщиной приблизительно 210 мм, предпочтительно - 36 мм, наиболее предпочтительно - 45 мм, при этом внутренний слой обычно имеет толщину приблизительно 0,33 мм, предпочтительно - 0,315 мм, наиболее предпочтительно - 0,51 мм.
Предпочтительными материалами для внутреннего и внешнего слоев преформы и упаковки «bag-in-container» по настоящему изобретению являются пары различных материалов, выбираемых из группы, состоящей из полиэфиров, таких как PET (полиэтилентерефталат), PEN (полиэтиленнафталат), РТТ (политриметилентерефталат), PTN (политриметиленнафталат); полиамидов, таких как РА6, РА66, РА11, РА12; полиолефинов, таких как РЕ (полиэтилен), РР (полипропилен); EVOH (сополимер этилена - винилового спирта); биологически разлагаемых полимеров, таких как PGAc (полигликоль ацетат), PLA (полимолочная кислота); и их сополимеров и смесей. Такие материалы, как PET (полиэтилентерефталат) или PEN (полиэтиленнафталат) в оптимальном варианте должны быть нагреты перед выдувным формованием, тогда как полиолефины и полиамиды должны быть нагреты. Для того чтобы обеспечить, преимущественно, одновременное нагревание смол, используемых для внутреннего и внешнего слоев преформы, до соответствующих температур обработки в одной печи, энергопоглощающие присадки добавляются в смолу, имеющую наиболее высокую температуру обработки. Между тем, энергопоглощающие присадки различной природы и/или в различных количествах также могут присутствовать в обоих слоях, если время, требуемое для достижения соответствующих температур обработки материалов внутреннего и внешнего слоев, преимущественно, одинаково.
Присадки, используемые в настоящем изобретении. В настоящем изобретении можно использовать любые присадки, представляющие собой любое вещество, которое избирательно поглощает излучение в диапазоне волн длиной от 500 до 2000 нм и которое в предпочтительном варианте является достаточно мелким для того, чтобы быть визуально различимым. Они содержат энергопоглощающие присадки и красители. Примерами энергопоглощающих присадок являются, но не ограничиваются, сажа, графит, алмазный порошок, соли диазония, соли сульфония (например, бромид трифенилсульфония), соли сульфоксония, соли йодония и т.д.
Количество присадок, присутствующих в слое, зависит от самой присадки и от смол, используемых во внутреннем и внешнем слоях. Избыточное количество может препятствовать растяжению слоев.
Два слоя 11 и 12 преформы могут быть соединены сопряжением 14 преимущественно по всей внутренней поверхности внешнего слоя. И, наоборот, они могут быть разделены преимущественно по всей площади корпуса преформы зазором 14', содержащим воздух и сообщающимся посредством текучей среды с, по меньшей мере, одним вентиляционным каналом 3 в области сопряжения. Последний вариант реализации изобретения легче осуществить, используя сборную преформу, выполненную таким образом, что внутренняя преформа прочно закреплена на наружной преформе в области 6 горлышка, и, соответственно, между внутренним и внешним слоями 11 и 12 может быть образован существенный зазор 14'.
Упаковка «bag-in-container» 2 по настоящему изобретению может быть получена описанным выше способом из преформы, в которой, по меньшей мере, один слой содержит энергопоглощающие присадки; доведением каждого слоя упомянутой преформы до соответствующих температур выдувного формования; закреплением нагретой таким образом преформы на уровне области горлышка посредством крепежных средств в форме для выдувного формования; и выдувным формованием нагретой таким образом преформы до формирования упаковки «bag-in-containers», при этом тип и количество энергопоглощающих присадок, содержащихся, по меньшей мере, в одном из внутренних и внешних слоев упомянутой преформы, должны быть такими, чтобы упомянутые два слоя достигали своих соответствующих температур выдувного формования, преимущественно, одновременно.
Внутренний и внешний слои 21 и 22 полученной таким образом упаковки «bag-in-container» соединены друг с другом сопряжением 24 преимущественно по всей внутренней поверхности внешнего слоя. Указанное сопряжение 24 сообщается с атмосферой через вентиляционные каналы 3, сохраняющие свою первоначальную форму в способе выдувного формования, поскольку область горлышка преформы, где расположены вентиляционные каналы, прочно удерживается крепежными средствами и не растягивается во время формования.
Необходимо, чтобы сопряжение 24 между внутренним и внешним слоями 21 и 22 разделялось после подачи сжатого газа через вентиляционные каналы надежно и с возможностью повторения. Успех данной операции зависит от ряда параметров, в частности от адгезивной прочности сопряжения, количества, формы и расположения вентиляционных каналов, а также давления подаваемого газа. Прочность сопряжения, безусловно, является ключевым моментом и может быть выбрана путем подбора материала для внутреннего и внешнего слоев, а также параметрами способа во время выдувного формования. Используемое соотношение давление-время-температура имеет первостепенное значение и в значительной мере зависит от материалов, выбранных для внутреннего и внешнего слоев.
Превосходные результаты могут быть получены в случае, если способ выдувного формования выполняется на описанной выше преформе, в которой внутренний и внешний слои на существенной площади корпуса преформы разделены зазором, содержащим воздух, и в которой упомянутый зазор сообщается посредством текучей среды с, по меньшей мере, одним вентиляционным каналом сопряжения, при этом
- на первом этапе, для растягивания преформы, в пространство, ограниченное внутренним слоем, подают газ, а воздуху, находящемуся в зазоре, разделяющем внутренний и внешний слои преформы, не дают выйти, путем перекрытия, по меньшей мере, одного упомянутого вентиляционного канала сопряжения в преформе клапаном, расположенным в крепежных средствах; а
- на втором этапе, после того как давление воздуха в упомянутом зазоре достигает предустановленного значения, клапан открывается, выпуская, таким образом, воздух, находящийся в зазоре.
При данном способе воздушная подушка внутри зазора, разделяющего два слоя, не дает внутреннему слою войти в соприкосновение с внешним слоем, когда их соответствующие температуры имеют максимальные значения. По мере растяжения зазор уменьшается, а давление воздуха внутри зазора увеличивается. Когда давление достигает предустановленного значения, клапан, закрывающий отверстие вентиляционного канала, открывается, воздух выпускается, внутренний слой входит в соприкосновение с внешним слоем и образует с ним сопряжение, после того как их соответствующие температуры упали до такого уровня, при котором адгезия между слоями не может быть сколь-либо существенной.
Разделительная смазка может быть нанесена на какую-то одну или обе поверхности сопряжения внутреннего и внешнего слоев, образующих область сопряжения упаковки «bag-in-container». В случае если внешний слой получают методом литья под давлением поверх внутреннего слоя, разделительная смазка может быть нанесена на внешнюю поверхность внутреннего слоя перед формованием внешнего слоя. Можно использовать любые разделительные смазки, имеющиеся в продаже, наиболее подходящие для материала, используемого в преформе, и выдерживающие температуры формования вроде разделительных смазок на основе силикона или PTFE (например, Freekote). Разделительную смазку следует наносить непосредственно перед загрузкой заготовок в устройство для выдувного формования, иногда преформы могут поставляться с уже нанесенной смазкой.
Принимая во внимание конструкцию внутреннего слоя, нанесение разделительной смазки становится особенно важным. Действительно, снижение интерференционного адгезивного усилия облегчает отслоение внутреннего слоя от внешнего слоя и таким образом снижает напряжение, воздействующее на внутренний слой при расслоении, что позволяет делать внутренний слой очень тонким и гибким, без риска повредить внутренний слой после расслаивания. Безусловно, гибкость внутреннего пакета является ключевым параметром при розливе жидкостей, кроме этого, если делать внутренний слой очень тонким, то можно дополнительно сэкономить на экономии материала.
Экспериментальные примеры
Нижеследующие примеры демонстрируют преимущества настоящего изобретения. Преформы, состоящие из внутреннего и внешнего слоев, выполненные из различных материалов, были нагреты в печи с шестью инфракрасными лампами. Условия нагрева были одинаковыми при всех испытаниях. Температура Твнутр и Твнеш внутреннего и внешнего слоев измерялась после нахождения в печи, после чего преформы были подвергнуты выдувному формованию при давлении раздува 10 бар (1 МПа) в пресс-форме с температурой 83°С. Давление расслаивания определялось следующим образом. Вентиляционные каналы в месте сопряжения пустой упаковки «bag-in-container» соединяются с источником сжатого воздуха. Воздух подается через вентиляционные каналы под постоянным давлением, за местом сопряжения между внутренним и внешним слоями ведется наблюдение; давление повышается до достижения давления расслаивания. Давление расслаивания определяется как давление, при котором внутренний пакет отделяется от внешнего слоя по всей поверхности сопряжения и спадает. Поверхности разделенных таким образом слоев осматриваются на предмет наличия следов склейки. В результате предпочтительным оказывается низкое давление расслаивания, порядка от 0,3 до 0,9 бар (от 0,03 до 0,09 МПа) избыточного давления, без следов слипания.
Настоящее изобретение относится к составной упаковке «bag-in-containers», изготавливаемой способом выдувного формования из различных материалов, а также к способу изготовления упаковки «bag-in-containers» и к преформам, используемым для их изготовления, а также к способу изготовления упомянутой преформы. Техническим результатом заявленного изобретения является преодоление различий в температурах выдувного формования и скоростях нагрева взаимонеадгезивных синтетических смол во внутренних и внешних слоях преформ для изготовления составной упаковки "bag-in-containers" методом выдувного формования. Технический результат достигается в преформе для выдувного формования упаковки «bag-in-containers», состоящей из внутреннего слоя и внешнего слоя. Причем после выдувного формования преформа образует двухслойный контейнер. При этом полученный внутренний слой упомянутого контейнера отделяется от полученного внешнего слоя после подачи газа в место сопряжения упомянутых двух слоев. Причем один из внутреннего или внешнего слоев включает в себя одну присадку, позволяющую как внутреннему, так и внешнему слоям достигать соответствующих температур выдувного формования, по существу, одновременно, при их совместном нагреве в одной инфракрасной печи. 4 н. и 14 з.п. ф-лы, 2 ил.
1. Преформа для выдувного формования упаковки «bag-in-container», состоящая из: внутреннего слоя (11) и внешнего слоя (12), причем после выдувного формования упомянутая преформа образует двухслойный контейнер, при этом полученный внутренний слой (21) упомянутого контейнера отделяется от полученного внешнего слоя (22) после подачи газа в место сопряжения упомянутых двух слоев, отличающаяся тем, что, по меньшей мере, один из упомянутых внутреннего или внешнего слоев включает в себя, по меньшей мере, одну присадку, позволяющую как внутреннему, так и внешнему слоям достигать соответствующих температур выдувного формования, по существу, одновременно, при их совместном нагреве в одной инфракрасной печи.
2. Преформа по п.1, отличающаяся тем, что, по меньшей мере, одна присадка выбрана из группы энергопоглощающих присадок и красителей.
3. Преформа по п.2, отличающаяся тем, что энергопоглощающая присадка является одним из элементов: сажи, графита, алмазного порошка, солей диазония, солей сульфония, солей сульфоксония и солей йодония.
4. Преформа по любому из пп.1-3, отличающаяся тем, что внутренний и внешний слои состоят из различных материалов из числа: PET (полиэтилентерефталата), PEN (полиэтиленнафталата), РТТ (политриметилентерефталата), РА (полиамида), РР (полипропилена), РЕ (полиэтилена), HDPE (полиэтилена высокой плотности), EVOH (сополимера этилена - винилового спирта), PGAc (полигликоля ацетата), PLA (полимолочной кислоты) и их сополимеров или смесей.
5. Преформа по любому из пп.1-3, отличающаяся тем, что внутренний и внешний слои состоят из одинаковых материалов из числа: PET (полиэтилентерефталата), PEN (полиэтиленнафталата), РТТ (политриметилентерефталата), РА (полиамида), РР (полипропилена), РЕ (полиэтилена), HDPE (полиэтилена высокой плотности), EVOH (сополимера этилена - винилового спирта), PGAc (полигликоля ацетата), PLA (полимолочной кислоты) и их сополимеров или смесей.
6. Преформа по любому из пп.1-3, отличающаяся тем, что, по меньшей мере, в одной из точек сопряжения имеется клинообразный вентиляционный канал (4), широкая сторона которого находится на уровне входа, сужающийся по мере углубления в сосуд до тех пор, пока внутренний и внешний слои не пересекутся, образуя сопряжение.
7. Преформа по любому из пп.1-3, отличающаяся тем, что вокруг краев горловины (5) расположено более одного вентиляционного канала (4).
8. Преформа по любому из пп.1-3, отличающаяся тем, что внутренний и внешний слои преформы соединены сопряжением (14) практически по всей внутренней поверхности внешнего слоя.
9. Преформа по любому из пп.1-3, отличающаяся тем, что внутренний и внешний слои на существенной площади корпуса преформы разделены зазором, содержащим воздух, и в которой упомянутый зазор сообщается с, по меньшей мере, одним вентиляционным каналом (4) сопряжения.
10. Преформа по любому из пп.1-3, отличающаяся тем, что выполнена в виде узла из двух отдельных преформ, внутренней и внешней, вставленных одна в другую.
11. Преформа по любому из пп.1-3, отличающаяся тем, что включает в себя составную преформу, полученную методом литья под давлением одного слоя поверх другого.
12. Способ изготовления упаковки "bag-in-container", включающий следующие этапы:
- получение полимерной преформы, состоящей из внутреннего слоя (11) и внешнего слоя (12), причем после выдувного формования упомянутая преформа образует двухслойный контейнер, при этом полученный внутренний слой (21) упомянутого контейнера отделяется от полученного внешнего слоя (22) после подачи газа в место сопряжения упомянутых двух слоев; а
- по меньшей мере, один из упомянутых внутреннего или внешнего слоев содержит, по меньшей мере, одну присадку;
- нагрев упомянутой преформы до температуры выдувного формования в одной печи; и
- выдувное формование нагретой таким образом преформы до образования упаковки «bag-in-container»;
отличающийся тем, что тип и количество присадок, по меньшей мере, в одном из слоев: внутреннем или внешнем упомянутой преформы таково, что упомянутые два слоя достигают своих соответствующих температур выдувного формования, по существу, одновременно в упомянутой одной печи.
13. Способ по п.12, отличающийся тем, что, по меньшей мере, одна присадка выбрана из группы энергопоглощающих присадок и красителей.
14. Способ по п.13, отличающийся тем, что энергопоглощающая присадка является одним из элементов: сажи, графита, алмазного порошка, солей диазония, солей сульфония, солей сульфоксония и солей йодония.
15. Способ по п.12, отличающийся тем, что внутренний и внешний слои включают в себя одинаковые или различные материалы из числа: PET (полиэтилентерефталата), PEN (полиэтиленнафталата), РТТ (политриметилентерефталата), РА (полиамида), РР (полипропилена), РЕ (полиэтилена), HDPE (полиэтилена высокой плотности), EVOH (сополимера этилена - винилового спирта), PGAc (полигликоля ацетата), PLA (полимолочной кислоты) и их сополимеров или смесей.
16. Способ по любому из пп.12 - 15, отличающийся тем, что печь оборудована инфракрасными лампами.
17. Упаковка «bag-in-container», изготовленная способом, включающим следующие этапы:
- получение полимерной преформы, состоящей из внутреннего слоя (11) и внешнего слоя (12), причем после выдувного формования упомянутая преформа образует двухслойный контейнер, при этом полученный внутренний слой (21) упомянутого контейнера отделяется от полученного внешнего слоя (22) после подачи газа в место сопряжения между упомянутыми двумя слоями; а
- по меньшей мере, один из упомянутых внутреннего или внешнего слоев включает в себя, по меньшей мере, одну присадку,
- нагрев упомянутой преформы до температуры выдувного формования в одной инфракрасной печи; и
- выдувное формование нагретой таким образом преформы до образования упаковки «bag-in-container»;
отличающаяся тем, что тип и количество присадок, по меньшей мере, в одном из слоев: внутреннем или внешнем упомянутой преформы таково, что упомянутые два слоя достигают своих соответствующих температур выдувного формования, по существу, одновременно в упомянутой одной печи.
18. Применение энергопоглощающих присадок или красителей для, по существу, одновременного нагрева внутреннего (11) и внешнего (12) слоев преформы до соответствующих температур выдувного формования для выдувного формования упаковки «bag-in-container».
| WO 9108099 A1, 13.06.1991 | |||
| JP 4173134 A, 19.06.1992 | |||
| Устройство для обработки скошенных растений | 1987 |
|
SU1547768A1 |
| Устройство для намыва узкопрофильных сооружений | 1989 |
|
SU1671776A2 |
| Способ вертикального зондирования геологического разреза отраженными волнами | 1982 |
|
SU1048436A1 |
| EP 0759399 A1, 26.02.1997 | |||
| JP 8001761 A, 09.01.1996 | |||
| МНОГОСЛОЙНАЯ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННАЯ ЗАГОТОВКА ДЛЯ ДУТЬЕВОГО ФОРМОВАНИЯ СОСУДА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, МНОГОСЛОЙНЫЙ СОСУД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2133699C1 |

