Предпосылки создания изобретения
Настоящее изобретение относится к компонентам обрабатывающего инструмента.
Режущие элементы из сверхтвердого абразивного материала или компоненты инструментов, в которых используются алмазные прессовки, известные также как прессовки из поликристаллического алмаза (ПКА или PCD от англ. - polycrystalline diamond), и прессовки из поликристаллического кубического нитрида бора (ПКНБ), широко применяются при сверлении, бурении, фрезеровании, резании и других подобных абразивных работах. Такой элемент или компонент инструмента обычно включает слой ПКА или ПКНБ, связанный с опорой (подложкой), в большинстве случаев с подложкой из цементированного карбида. Слой ПКА или ПКНБ может представлять собой острую режущую кромку или вершину резца, или режущую или абразивную поверхность.
ПКА включает массу алмазных частиц, содержащую значительное количество прямых связей алмаза с алмазом. ПКА обычно имеет вторую фазу, содержащую катализатор-растворитель алмаза, например кобальт, никель, железо или сплав, содержащий несколько таких металлов. ПКНБ в большинстве случаев также содержит связующую фазу, которая обычно является катализатором кубического нитрида бора (КНБ) или содержит такой катализатор. Подходящими связующими фазами являются, например, алюминий, щелочные металлы, кобальт, никель, вольфрам и т.п.
Режущие элементы из ПКА широко используются для обработки резанием ряда металлов и сплавов, а также древесных композиционных материалов. В частности, ПКА используется в автомобильной, авиакосмической и деревообрабатывающей отраслях промышленности, обеспечивая высокие уровни производительности, точности и стабильности обработки. В металлообрабатывающей промышленности типичными материалами, которые обрабатывают с использованием ПКА, являются алюминиевые сплавы, биметаллы, медные сплавы, карбо/графитопласты и композиционные материалы на металлической матрице. Изделиями из древесины в этой группе являются, например, ламинированные (многослойные) доски настила, шифер, доски из прессованных опилок, древесностружечная плита и фанера. Кроме того, ПКА используется в качестве вставок (вставных режущих пластин) для корпусов буров в буровой промышленности.
Повреждение режущего инструмента во время обработки обычно происходит в результате следующих процессов, имеющих место отдельно или в совокупности:
- в результате катастрофического разрушения (внезапный отказ)
- в результате нарастающего износа (постепенный отказ)
- в результате пластической (неупругой) деформации (внезапный отказ)
Пластическая деформация, приводящая к изменению формы, обычно является не очень существенным фактором для сверхтвердых материалов режущих инструментов, подобных ПКА, который сохраняет свою прочность при высоких температурах. Повреждение инструмента вследствие постепенного износа характеризуется появлением на инструменте признаков износа. К типичным признакам износа относятся износ по задней поверхности, износ в виде лунки (язвенный износ), износ по глубине резания и надрез задней кромки. Ширина участка износа по задней поверхности (УВвмакс) является подходящим критерием износа инструмента, а заданное значение УВвмакс считается хорошим критерием ресурса стойкости инструмента [Международный стандарт (ISO) 3685, 1993; испытание на срок службы инструмента с использованием однолезвийных резцов для токарной обработки]. Виды изнашивания, вызывающие появление признаков износа (следов изнашивания), в каждом конкретном случае применения, как правило, зависят от микроструктуры режущего инструмента, режимов обработки и геометрии режущей кромки. Виды изнашивания могут включать абразивный износ, износ в результате образования микротрещин (выкрашивание, раскалывание и растрескивание), адгезионный износ (Образование нароста на режущей кромке) или трибохимический износ (износ вследствие диффузии и образование новых химических соединений). На определение оптимального материала для инструмента, геометрии режущей кромки и параметров обработки обычно затрачивается много времени и усилий.
Хорошие характеристики износостойкости ПКА обусловлены высокой твердостью алмаза, однако она отрицательно влияет на его сопротивление образованию трещин и выкрашиванию. Такое низкое сопротивление ПКА выкрашиванию может привести к катастрофическому разрушению или изнашиванию в результате образования микротрещин на стадии приработки инструмента или на начальной стадии его применения в конкретной области. В целях предотвращения катастрофического разрушения на режущих кромках для повышения прочности обычно снимают фаску и выполняют хонингование.
Низкое сопротивление ПКА выкрашиванию по сравнению с твердосплавным инструментом (карбидом) ограничивает его применение только чистовой обработкой. При черновой обработке и при работе в напряженном режиме с перерывами (высокая скорость подачи и большая глубина резания), когда увеличивается нагрузка на режущую кромку, в ПКА легко могут образоваться трещины, которые приводят к преждевременному разрушению инструмента. С другой стороны, твердосплавный инструмент (карбид) изнашивается быстрее, чем ПКА, однако является более стойким к выкрашиванию. При черновой обработке в отличие от чистовой обработки допуск на размер не имеет такого важного значения (УВвмакс>0,6), это означает, что определяющим фактором является сопротивление выкрашиванию, а не износ инструмента. Кроме того, в менее напряженном режиме работы, как при обработке древесно-волокнистой плиты средней плотности (МДФ), низколегированных сплавов SiA1 и древесностружечной плиты, степень износа, как правило, ниже, и поэтому в результате снижения коэффициента экономической эффективности предпочитают использовать твердосплавный инструмент.
К тому же, вследствие высокой твердости ПКА расходы на его обработку могут быть большими, что делает его применение даже менее приемлемым по сравнению с твердосплавным инструментом. Сверхтвердые материалы режущих инструментов (ПКА, ПКНБ, монокристаллический алмаз и т.д.), полученные путем синтеза при высоком давлении и высокой температуре, должны пройти несколько стадий обработки, прежде чем они могут быть использованы в качестве вставных режущих пластин для режущих инструментов. Эти стадии обработки, как правило, включают:
1). Удаление металлической оболочки, обычно из тантала или ниобия, или молибдена, с поверхности сверхтвердого абразивного материала и боковых поверхностей дисков, изготовленных путем синтеза.
2). Черновой съем материала с наружной части поверхности сверхтвердого абразивного материала для получения предпочтительных характеристик.
3). Получистовую обработку верхней поверхности.
4). Полирование (чистовая обработка) верхней поверхности.
Отполированный слой ПКА обычно имеет шероховатость Ra=0,01 мкм, измеренную щупом с 90°, 3 мкм. ПКНБ в большинстве случаев не полируют.
5) Разрезание диска на сегменты. На рынок поставляют и диски, и отрезанные сегменты. Из всех этих стадий обработки полирование, вероятно, является наиболее трудным из-за естественной очень высокой твердости абразивного материала. Как правило, при использовании требуется высококачественная чистовая обработка поверхности слоя абразивного материала для улучшения его рабочих характеристик.
Другой недостаток используемых в настоящее время режущих инструментов из ПКА заключается в том, что они не рассчитаны на обработку черных металлов. Например, при механической обработке чугуна силы резания и, следовательно, температура в пределах режущей кромки при резании намного выше, чем при обработке цветных металлов. Так как при температуре около 700°С начинается графитизация ПКА, его применение при обработке черных металлов ограничено низкими скоростями резания, что в некоторых областях применения делает его использование неэкономичным по сравнению с твердосплавными режущими инструментами.
В US 5833021 описан резец из поликристаллического алмаза, имеющий огнеупорное покрытие, нанесенное на поверхность поликристаллического алмаза с целью увеличения эксплуатационной долговечности резца. Огнеупорный слой имеет толщину 0,1-30 микрон и нанесен при обработке после синтеза, например, путем электроосаждения или химического осаждения, или конденсацией из паровой (газовой) фазы (физического осаждения).
В US 6779951 описан резец из поликристаллического алмаза, в котором на поверхность поликристаллического алмаза через слой другого металла нанесен слой молибдена. Слой другого металла может представлять собой слой ниобия, тантала, циркония, вольфрама и других подобных металлов или сплавов, содержащих эти металлы. Эти слои имеют толщину более 100 микрон.
В US 6439327 описан резец из поликристаллического алмаза для вращательного бура, в котором на боковой поверхности резца имеется слой металла, связанный под высоким давлением с боковой поверхностью поликристаллического алмаза. Подходящим металлом является, например, молибден.
В US 3745623 раскрыто изготовление ПКА в титановой или циркониевой защитной оболочке, часть которой во время изготовления превращается в карбид. Тонкий слой такой титановой или циркониевой оболочки может быть оставлен на ПКА на передней поверхности стружколома.
Краткое изложение существа изобретения
В изобретении предлагается компонент обрабатывающего инструмента, включающий слой поликристаллического алмаза, имеющий рабочую поверхность; более мягкий слой, имеющий толщину до 100 микрон и содержащий металл, выбранный из группы, включающей молибден, тантал и ниобий, связанный с рабочей поверхностью слоя поликристаллического алмаза вдоль поверхности раздела; причем металл более мягкого слоя находится в виде металла, карбида металла или их соединения, и при этом этот металл из более мягкого слоя присутствует на участке слоя поликристаллического алмаза, прилегающем к поверхности раздела.
Более мягкий слой представляет собой слой, являющийся для режущего инструмента более мягким, чем поликристаллический алмаз. Этот более мягкий слой прочно связан с рабочей поверхностью поликристаллического алмаза благодаря тому, что часть металла диффундирует на участке поликристаллического алмаза, прилегающем к поверхности раздела с более мягким слоем, и присутствует на этом участке поликристаллического алмаза. Часть металла, например, кобальта, присутствующая в поликристаллическом алмазе в виде второй фазы, будет присутствовать в более мягком слое. Таким образом, связь между более мягким слоем и поликристаллическим алмазом по существу является диффузионной связью. Такую связь можно получить, например, в процессе изготовления поликристаллического алмаза, т.е. более мягкий слой образуется и соединяется с поликристаллическим алмазом на месте во время изготовления. Такую прочную связь невозможно обеспечить, применяя способ нанесения или осаждения покрытий после синтеза, подобный тому, какой описан в US 5883021, при осуществлении которого существует вероятность расслаивания слоя более мягкого карбида при напряженном режиме работы.
Было обнаружено, что создание более мягкого верхнего слоя на алмазном материале улучшает эксплуатационные качества компонента обрабатывающего инструмента в тех областях применения, где стойкость к выкрашиванию является важным требованием к материалу резца. К типичным областям применения относятся фрезерование, резка и рассверливание композиционных материалов (в том числе, древесных), алюминиевых сплавов, чугуна, титановых сплавов, жаростойких суперсплавов и закаленной стали. Еще одной областью применения, в которой требуется высокая стойкость к выкрашиванию, является бурение на нефть и газ. В этой области применения буровым долотом приходится бурить горные породы разного типа (с различными свойствами), что вызывает ударную нагрузку на режущую кромку. Вихревое движение бурового долота также вызывает ударную нагрузку на режущую кромку. В некоторых случаях при токарной обработке также может потребоваться стойкость к выкрашиванию. Одним из таких случаев является токарная обработка закаленной стали с использованием ПКНБ. В этом случае на передней поверхности резца образуется лунка, вызывающая уменьшение клинового угла, что, в свою очередь, уменьшает прочность режущей кромки. В прошлом в промышленности пытались это компенсировать путем снятия фаски и хонингования на режущей кромке и, таким образом, увеличивали клиновый угол вставной режущей пластины. К двум другим случаям обработки, в которых требуется стойкость к выкрашиванию, относятся токарная обработка титана и жаростойких супер-сплавов, при которой имеет место тенденция к образованию зазубрин на режущей кромке. В прошлом в промышленности это компенсировали путем увеличения радиуса закругления вершины резца или путем изменения угла сближения со вставной режущей пластиной.
Более мягкий слой может перекрывать только часть рабочей поверхности или всю рабочую поверхность.
Рабочая поверхность слоя поликристаллического алмаза предпочтительно является верхней поверхностью такого слоя и пересекает другую поверхность слоя, определяя в месте пересечения вершину резца или режущую кромку. Более мягкий слой предпочтительно перекрывает по меньшей мере часть рабочей поверхности, начиная от режущей кромки или вершины резца.
Металл более мягкого слоя может быть в виде металла или карбида, или их соединения. Предпочтительно, более мягкий слой содержит большей частью металл в виде карбида и небольшое количество металла в виде самого металла и металла из второй фазы поликристаллического алмаза.
Существенным фактором для изобретения является то, что более мягкий слой имеет толщину до 100 микрон. Было обнаружено, что слои большей толщины, подобные тем, что описаны, например, в патенте US 6779951, не обеспечивают требуемого эффекта, в частности, при обработке металла и древесины. Более мягкий слой предпочтительно имеет толщину по меньшей мере 50 микрон.
В компоненте обрабатывающего инструмента, предлагаемого в изобретении, более мягкий слой на связке с рабочей поверхностью слоя поликристаллического алмаза может быть создан на месте при изготовлении этого компонента инструмента. При осуществлении такого способа компоненты для образования слоя поликристаллического алмаза помещают в металлическую чашу или капсулу, которую затем подвергают воздействию режима высокой температуры и давления, требуемого для образования поликристаллического алмаза. В процессе изготовления часть этой металлической чаши или капсулы прилипает к наружной поверхности слоя поликристаллического алмаза и соединяется с ней. Так как металл является карбидообразующим элементом, то происходит образование некоторого количества карбида, в первую очередь, на участке, соприкасающемся с алмазом. После извлечения поликристаллического алмаза из устройства, работающего в режиме высокой температуры и давления, с чаши удаляют весь излишний металл и (или) карбид, например, путем шлифования, оставляя более мягкий слой толщиной до 100 микрон. В процессе изготовления часть металла из чаши или капсулы диффундирует в поликристаллический алмаз. Аналогично, часть металла из второй фазы поликристаллического алмаза, например кобальт, диффундирует в слой, содержащий карбид.
Рабочая поверхность слоя алмаза может быть гладкой (ровной), полированной или шероховатой и неровной. Если рабочая поверхность - шероховатая или неровная, то это может быть результатом пескоструйной обработки рабочей поверхности или обработки аналогичным способом.
Открытая верхняя поверхность более мягкого слоя может быть отполирована. Осуществлять полирование более мягкого слоя явно намного легче, чем полирование поверхности слоя поликристаллического алмаза.
Слой поликристаллического алмаза предпочтительно связан с опорой или подложкой, как правило, вдоль поверхности, противоположной рабочей поверхности. Опора или подложка предпочтительно изготовлена из цементированного карбида (твердого сплава). Предпочтительно используют карбид вольфрама, карбид тантала, карбид титана или карбид ниобия. При производстве цементированного карбида известными в данной области техники методами предпочтительно используется сверхтонкий (мелкозернистый) карбид.
Краткое описание чертежей
Прилагаемая фигура представляет собой боковую проекцию сечения части конструкции компонента обрабатывающего инструмента, предлагаемой в изобретении.
Описание предпочтительных вариантов осуществления изобретения
Соответственно, в настоящем изобретении предлагается компонент обрабатывающего инструмента с улучшенными эксплуатационными качествами для использования в тех случаях, когда стойкость к выкрашиванию является важным требованием к материалу режущего инструмента. Другие преимущества, обусловленные основными свойствами более мягкого слоя и его прочным сцеплением со слоем поликристаллического алмаза, указаны ниже.
Более мягкий слой на связке со слоем более твердого абразивного материала вызывает эффект самозакругления или самохонингования режущей кромки на начальных стадиях износа. Это, в свою очередь, повышает прочность режущей кромки и сокращает стадию износа во время приработки. Степень закругления можно регулировать путем либо повышения, либо снижения твердости более мягкого слоя. Кроме того, материал этого слоя заполняет поры и ямки на кромке из слоя поликристаллического алмаза, в результате чего уменьшается количество мест, где начинается износ. После первоначального закругления более мягкий верхний слой может при изнашивании принимать форму стружколома.
По сравнению с известными изделиями из поликристаллического алмаза полированный более мягкий верхний слой приводит к уменьшению числа дефектов на рабочей поверхности. Кроме того, более мягкий слой быстро деформируется для создания более сильно закругленной кромки на начальных стадиях резания. Слои металла в большинстве случаев имеют также более высокую вязкость разрушения (сопротивление развитию трещин) по сравнению с поликристаллическим алмазом. Вследствие менее агрессивного способа полирования происходит снижение напряжений на поверхности поликристаллического алмаза. Все эти факторы уменьшают частоту и степень скалывания, выкрашивания и растрескивания, особенно при прерывистой обработке и (или) обработке подложных пластин с ударной нагрузкой.
Конструкция, предлагаемая в изобретении, описана ниже со ссылкой на прилагаемый чертеж, на котором показана часть режущей кромки компонента обрабатывающего (режущего) инструмента. Как видно из этого чертежа, этот компонент включает подложку 10 из цементированного карбида, на связке с которой вдоль поверхности 14 раздела находится слой 12 поликристаллического алмаза. Слой 12 поликристаллического алмаза имеет верхнюю поверхность 16, которая является рабочей поверхностью упомянутого компонента инструмента. Поверхность 16 пересекает боковую поверхность 18 вдоль линии 24, определяющей режущую кромку инструмента.
Более мягкий слой 20 связан с рабочей поверхностью 16. Этот более мягкий слой 20 тянется до режущей кромки 24. Более мягкий слой 20 состоит из металла, выбранного из группы, включающей молибден, ниобий и тантал в виде металла, карбида или их соединения. Часть этого металла из слоя 20 присутствует на участке 22 в слое поликристаллического алмаза, показанном пунктирными линиями. Часть металла из слоя 12 поликристаллического алмаза присутствует в более мягком слое 20. Таким образом, между более мягким слоем 20 и слоем 12 поликристаллического алмаза существует диффузионная связь.
Ниже представлены примеры осуществления изобретения.
Пример 1
Массу алмазных частиц помещали на поверхность подложки из цементированного карбида, причем в качестве связующей фазы она содержала кобальт. Эту несвязанную массу помещали в молибденовую капсулу, а капсулу устанавливали в реакционной зоне обычного устройства, работающего в режиме высокой температуры и высокого давления. Содержимое капсулы подвергали воздействию температуры, равной примерно 1400°С, и давления, составляющего около 5 ГПа. Такой режим поддерживали в течение времени, достаточного для образования слоя поликристаллического алмаза, имеющего одну поверхность на связке с подложкой из цементированного карбида и противоположную открытую поверхность. Слой поликристаллического алмаза имел вторую фазу, содержащую кобальт.
Капсулу извлекали из реакционной зоны. На связке с наружной поверхностью поликристаллического алмаза находился слой молибдена/карбида молибдена. Наружные участки этого слоя молибдена/карбида молибдена удаляли путем шлифования, оставляя тонкий слой более мягкого, чем поликристаллический алмаз, материала на связке с одной из основных поверхностей слоя поликристаллического алмаза.
Более мягкий слой имел толщину 100 микрон. Исследование с применением электроэрозионной резки (ЭЭР) показало, что этот более мягкий слой преимущественно состоял из карбида молибдена и небольшого количества металла молибдена и кобальта из подложки. С помощью того же самого метода исследования с применением ЭЭР было обнаружено, что участок поликристаллического алмаза, прилегающий к поверхности раздела с более мягким слоем, содержит молибден. Сцепление между более мягким слоем и слоем поликристаллического алмаза было прочным. Из поликристаллического алмаза на подложке из карбида изготовили большое количество компонентов режущих инструментов, причем эти режущие пластины имели структуру, показанную на прилагаемом чертеже. При испытаниях было установлено, что такие компоненты инструментов могут эффективно использоваться при обработке древесины и металлов. Расслоение более мягких слоев не происходило.
Пример 2
Таким же способом, как и в примере 1, за исключением того, что вместо молибденовой капсулы использовали капсулу из ниобия, была изготовлена деталь из поликристаллического алмаза на подложке из карбида, включающая слой поликристаллического алмаза на связке с подложкой из цементированного карбида, причем более мягкий слой преимущественно содержал карбид ниобия и в небольшом количестве ниобий в виде металла, а также кобальт из поликристаллического алмаза. Было обнаружено присутствие ниобия в небольшом количестве на участке слоя поликристаллического алмаза, прилегающем к поверхности раздела с более мягким слоем. Толщина более мягкого слоя составляла 100 микрон. На основе этой детали было изготовлено большое количество компонентов режущих инструментов, каждый из которых имел структуру, показанную на чертеже и пригодную для использования при сверлении (бурении).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДИФИЦИРОВАННОЙ АБРАЗИВНОЙ ПРЕССОВКИ | 2006 |
|
RU2418673C2 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ АЛМАЗНЫЙ АБРАЗИВНЫЙ ЭЛЕМЕНТ | 2004 |
|
RU2355865C2 |
| МЕЛКОЗЕРНИСТЫЙ ПОЛИКРИСТАЛЛИЧЕСКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ | 2006 |
|
RU2433908C2 |
| АБРАЗИВНЫЙ ЭЛЕМЕНТ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2398660C2 |
| АБРАЗИВНЫЕ ПРЕССОВКИ | 2007 |
|
RU2453623C2 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ, ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ ЭТОТ МАТЕРИАЛ, ИНСТРУМЕНТЫ, ВКЛЮЧАЮЩИЕ ЭТОТ МАТЕРИАЛ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2599319C2 |
| СВЕРХТВЕРДЫЕ АЛМАЗНЫЕ КОМПОЗИТЫ | 2008 |
|
RU2463372C2 |
| ВСТАВКА ДЛЯ РАЗРУШАЮЩЕГО ИНСТРУМЕНТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗУЮЩИЙ ЕЕ ИНСТРУМЕНТ | 2009 |
|
RU2532932C2 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ БУРИЛЬНОГО ИНСТРУМЕНТА, БУРИЛЬНЫЙ ИНСТРУМЕНТ С ТАКИМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ И СПОСОБ ФОРМИРОВАНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА | 2011 |
|
RU2577342C2 |
| АБРАЗИВНЫЕ ПРЕССОВКИ | 2007 |
|
RU2447985C2 |
Описан компонент обрабатывающего инструмента, включающий слой (12) поликристаллического алмаза, имеющий вторую фазу, содержащую металл, и рабочую поверхность (16). С рабочей поверхностью (16) слоя (12) поликристаллического алмаза вдоль поверхности раздела связан более мягкий слой (20), содержащий металл, выбранный из группы, включающей молибден, тантал и ниобий. Металл в более мягком слое (20) находится в виде карбида металла и небольшого количества непосредственно металла и присутствует на участке (22) слоя (12) поликристаллического алмаза, прилегающем к поверхности раздела. Компонент обрабатывающего инструмента характеризуется самозакруглением и самохонингованием режущей кромки на начальных стадиях износа, что обеспечивает улучшенные эксплуатационные качества инструмента с высокой стойкостью к выкрашиванию. 7 з.п. ф-лы, 1 ил., 2 пр.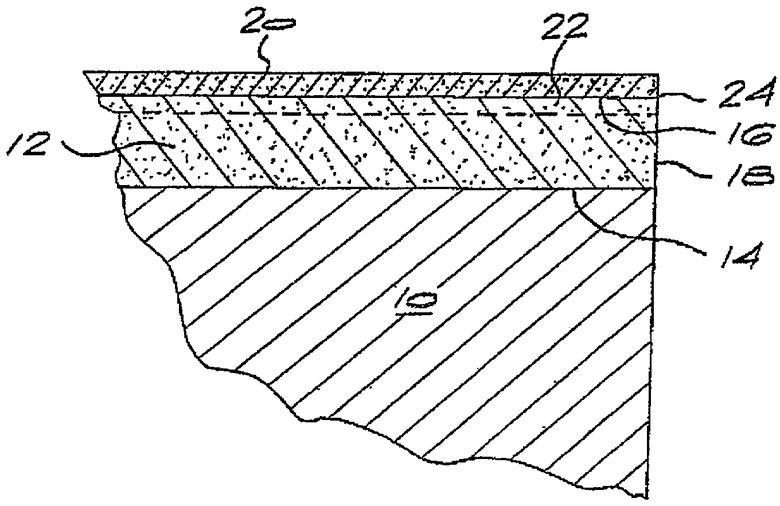
1. Компонент обрабатывающего инструмента, включающий слой поликристаллического алмаза, имеющий вторую фазу, содержащую металл, и рабочую поверхность, более мягкий слой, имеющий толщину до 100 мкм и содержащий металл, выбранный из группы, включающей молибден, тантал и ниобий, связанный с рабочей поверхностью слоя поликристаллического алмаза вдоль поверхности раздела, причем металл более мягкого слоя присутствует на участке слоя поликристаллического алмаза, прилегающем к поверхности раздела, и более мягкий слой преимущественно содержит металл в виде карбида и небольшое количество металла в виде непосредственного металла, а также металл из второй фазы поликристаллического алмаза.
2. Компонент обрабатывающего инструмента по п.1, в котором более мягкий слой покрывает только часть рабочей поверхности.
3. Компонент обрабатывающего инструмента по п.1, в котором более мягкий слой покрывает всю рабочую поверхность.
4. Компонент обрабатывающего инструмента по п.1, в котором рабочая поверхность является верхней поверхностью слоя поликристаллического алмаза, которая пересекает боковую поверхность, образуя в месте пересечения режущую кромку этого компонента обрабатывающего инструмента.
5. Компонент обрабатывающего инструмента по п.4, в котором более мягкий слой перекрывает, по меньшей мере, часть рабочей поверхности от режущей кромки.
6. Компонент обрабатывающего инструмента по п.1, в котором более мягкий слой имеет толщину по меньшей мере 50 мкм.
7. Компонент обрабатывающего инструмента по п.1, в котором слой поликристаллического алмаза связан с подложкой.
8. Компонент обрабатывающего инструмента по п.7, в котором подложка выполнена из цементированного карбида.
| ОБРАТНЫЙ ПОВОРОТНЫЙ ЗАТВОР | 2007 |
|
RU2335682C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 5037704 А, 06.08.1991 | |||
| РЕЖУЩАЯ ПЛАСТИНА ИЗ СПЕЧЕННОГО ИЗДЕЛИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2104826C1 |
| ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 1991 |
|
RU2066729C1 |

