Область техники
В общем, изобретение относится к вставкам со сверхтвердым наконечником для использования в разрушающем инструменте и резцах, способам их изготовления и включающему их инструменту, в частности отбойным молоткам, долотам для ударно-поворотного бурения и для роторного бурения, которые могут быть использованы в горном деле, прокладке туннелей, дорожном строительстве и бурении в нефтяной и газовой промышленности для обработки и разрушения дорожных покрытий или горных пород либо для буровых работ.
Уровень техники
Бурение земных пород является важным видом работ во многих отраслях промышленности, например горном деле, бурении в нефтяной и газовой промышленности, геологоразведочных работах и сооружении тоннелей. Для этого применяются самые различные методы и режущие инструменты различного типа. При бурении земных пород обычно требуется разрушение породы одним или двумя основными способами, а именно срезанием или дроблением, причем в обоих способах для захвата породы используются специальные твердые вставки, устанавливаемые на буровом долоте. Вставки, используемые при срезании породы, удаляют материал породы, врезаясь в породу и срезая ее материал. При дроблении вставка дробит породу, периодически ударяя в нее. Примером этого способа может служить ударно-поворотное бурение, широко используемое в горном деле и строительстве, например, для бурения скважин и взрывных шурфов. При работе с рыхлыми породами и разрушении дорожного покрытия, для разрушения породы, бетона или асфальта может быть использован разрушающий инструмент типа отбойного молотка или отбойные молотки.
Поликристаллический алмаз (ПКА) представляет собой сверхтвердый материал, включающий множество сросшихся частиц алмазного порошка с промежутками между ними. ПКА обычно получают, подвергая всю массу алмазного порошка воздействию сверхвысоких давлений и температур. Материал, которым полностью или частично заполняют промежутки, называют заполнителем или связующим материалом. ПКА обычно формируют в присутствии спекающей добавки, например кобальта, способствующей скреплению алмазных частиц. Спекающую добавку для алмаза обычно называют материалом растворителя/катализатора ввиду того, что она до некоторой степени растворяет алмаз и способствует объединению его частиц. В результате, промежутки внутри полученного спеченного ПКА материала полностью или частично заполняются остаточным материалом растворителя/катализатора. Наиболее часто ПКА формируют на подложке из карбида вольфрама с использованием кобальта в качестве связующего материала, который является источником кобальтового растворителя/катализатора для ПКА. ПКА используется в самых разных инструментах, применяемых для резания, механической обработки, бурения или разрушения твердых или абразивных материалов, например горной породы, металла, керамики, композиционных материалов и материалов, включающих древесину. Например, ПКА вставки широко используются в буровых долотах, применяемых для бурения земных пород в нефтегазовой буровой промышленности.
Delwiche et al. (Petroleum Division, том 40, и Drilling Technology 1992, 1992 г. с.51-60, American Society of Mechanical Engineers) раскрывает ПКА вставки для бурения нефтяных и газовых скважин, в которых слой ПКА прикреплен к подложке, включающей импрегнированный алмазом ("импрег") опорный компонент. Диаграммы и фотографии показывают, что алмазные частицы имеют большой размер и расположены с большими промежутками.
В ЕР 0235455 раскрывается вставка для бурового долота для твердых пород, включающая армированный корпус из карбида вольфрама и цилиндрический крепежный стержень, проходящей сквозь большую часть вставки. В патенте говорится о постепенном снижении модуля упругости переходных слоев от сверхтвердого алмазного слоя к корпусу из карбида для ослабления растрескивания.
В US 4811801 раскрывается вставка для бурового долота, поверхность корпуса которой выполнена из поликристаллического алмаза, а наконечник сделан из материала, упругость и характеристики термического расширения которого специально подобраны для работы в буровых долотах трех типов, а также буровые долота для твердых пород трех типов, использующие такие вставки.
В US 5304342 показано, что для конкретного применения желательно использовать подложку из цементированного кобальтом карбида вольфрама максимально возможной жесткости, т.е. с высоким модулем упругости, благодаря чему сводится к минимуму отклонение слоев ПКА и снижается вероятность повреждения ПКА. Если, однако, модуль упругости слишком велик, вставка может отломиться во время бурения.
В US 6258139 раскрывается вставка из поликристаллического алмаза с внутренним алмазным слоем в подложке, что позволяет дополнительно использовать поверхность алмаза при соответствующем износе подложки. Также рассматривается ПКА вставка с внутренним слоем карбида, полностью окруженным алмазной частью ПКА вставки резца, что позволяет избежать больших растягивающих напряжений в алмазной части.
Требуется свести к минимуму толщину сверхтвердого материала во вставках разрушающего инструмента и, соответственно, их стоимость с одновременным достижением высокого ударного сопротивления. Это имеет особенно большое значение при использовании для разрушения горных пород или дорожного покрытия или в бурильных работах.
Раскрытие изобретения
В соответствии с первым аспектом изобретения, предлагается вставка для разрушающего инструмента, включающая сверхтвердый наконечник, обладающий объемом и прикрепленный к подложке по границе раздела, и имеющий средний модуль Юнга более 900 ГПа, в предпочтительном варианте более 960 ГПа. Подложка отличается тем, что включает упрочняющую подкладку (прокладку) в качестве средства для повышения жесткости области подложки вблизи границы раздела, при этом упрочняющая подкладка имеет суммарный объем, превышающий суммарный объем сверхтвердого наконечника по меньшей мере вдвое, и средний модуль Юнга, составляющий по меньшей мере 60% модуля Юнга сверхтвердого наконечника.
Упрочняющая подкладка может прилегать (находиться в непосредственной близости) к границе раздела.
В некоторых вариантах осуществления, упрочняющая подкладка может обладать суммарным объемом, по меньшей мере втрое большим, желательно впятеро большим, наиболее желательно вдесятеро большим, по сравнению с объемом сверхтвердого наконечника.
В некоторых вариантах осуществления, упрочняющая подкладка может иметь средний модуль Юнга, составляющий по меньшей мере 60% модуля Юнга сверхтвердого наконечника, желательно 70%, более желательно 80%, еще более желательно 90% модуля Юнга сверхтвердого наконечника.
В одном варианте осуществления, упрочняющая подкладка может включать сверхтвердый материал, обычно в форме гранул или частиц. В предпочтительном варианте, упрочняющая подкладка включает алмаз или cBN (кубический нитрид бора), и в более предпочтительном варианте она включает алмаз. В одном варианте осуществления, упрочняющая подкладка может включать ПКА.
В одном варианте осуществления, упрочняющая подкладка может включать карбид вольфрама либо она может включать карбид вольфрама и алмаз.
В предпочтительном варианте, упрочняющая подкладка включает частицы сверхтвердого материала, распределенные в связующем металле, например кобальте. В предпочтительном варианте, средний размер сверхтвердых частиц составляет по меньшей мере примерно 15 мкм, желательно по меньшей мере примерно 20 мкм, более желательно по меньшей мере примерно 70 мкм, еще более желательно по меньшей мере примерно 150 мкм и еще более желательно по меньшей мере примерно 200 мкм. Использование более крупных сверхтвердых частиц может привести, при прочих равных условиях, к увеличению жесткости упрочняющей подкладки.
Размеры сверхтвердых частиц, включенных в упрочняющую подкладку, могут находиться в широком интервале. Например, размеры сверхтвердых частиц могут составлять от примерно 1 мкм до примерно 500 мкм. Диапазон размеров сверхтвердых частиц, включенных в упрочняющую подкладку, может формироваться более чем одним распределением по размеру, и на общем распределении размера сверхтвердых частиц можно заметить более одного "модальных" максимумов. По меньшей мере одна из мод может иметь среднее значение распределения размера более примерно 50 мкм.
Распределение размера несвязанных или подвижных частиц измеряется методом лазерной дифракции, когда частицы взвешены в текучей среде и оптическая дифракционная картина получается при пропускании через взвесь лазерного луча. Дифракционная картина анализируется компьютерной программой, распределение размера выражается значением диаметра эквивалентного круга. По существу, частицы рассматриваются как имеющие сферическую форму, а распределение размера выражается распределением эквивалентных диаметров сфер. Для этой цели может быть использован прибор Mastersizer™ английской компании Malvern Instruments Ltd.
Многомодовое распределение размеров массы частиц означает, что частицы характеризуются распределением размеров, имеющим более одного максимума, каждый из которых относится к соответствующей "моде". Многомодовые тела поликристаллов обычно получаются при использовании частиц из более чем одного источника, каждый из которых включает частицы с существенно отличным средним размером, и смешивании частиц из этих источников. При анализе распределения размера смеси частиц обычно выявляются хорошо различимые максимумы, соответствующие различающимся модам. Когда частицы спечены для формирования поликристаллического тела, их распределение размера изменяется, поскольку частицы сдавливаются друг с другом и раздробляются, в результате чего размер зерен в целом уменьшается. Тем не менее, многомодовость частиц обычно все еще хорошо видна при анализе изображения спеченного изделия.
Для того чтобы измерить размеры частиц алмаза в ПКА, пользуются методом "диаметра эквивалентного круга". Согласно этому методу, используется микрофотоснимок сканирующего электронного микроскопа (СЭМ) полированной поверхности ПКА материала. Увеличение и контраст должны быть достаточны для идентификации в изображении по меньшей мере нескольких сотен частиц алмаза. Частицы алмаза могут отличаться от металлических фаз в изображении, и круг эквивалентного размера для каждой отдельной частицы алмаза может быть определен с использованием обычной программы анализа изображений. Затем собранные распределения этих кругов подвергаются статистической оценке. В настоящем описании под средним размером частицы алмаза в ПКА материале понимается средний диаметр эквивалентного круга.
В одном варианте осуществления данного аспекта изобретения, сверхтвердый наконечник может быть скреплен с упрочняющей подкладкой по первой границе раздела, при этом подложка включает упрочняющую подкладку на одном конце и несущую часть на другом конце, и упрочняющая подкладка скреплена с несущей частью по второй границе раздела. В предпочтительном варианте, первая граница раздела не является плоской. В предпочтительном варианте, вторая граница раздела является в целом плоской. При наличии несущей части сборку несущей части с упрочняющей подкладкой называют здесь опорной частью вставки. При отсутствии несущей части подложка может состоять только из упрочняющей подкладки.
В одном варианте осуществления, упрочняющая подкладка включает металл или карбид металла, цементированный сплавом металла, и алмаз в форме гранул или частиц, в то время как в несущей части, при ее наличии, алмазы по существу отсутствуют. Другими словами, подкладка включает карбидный материал, упрочненный алмазами (DEC - от англ. diamond enhanced carbide). В предпочтительном варианте, частицы алмаза распределены по упрочняющей подкладке в целом равномерно. Средний размер частиц алмаза в упрочняющей подкладке может составлять по меньшей мере 200 мкм.
В еще одном варианте осуществления, упрочняющая подкладка может иметь вид усеченной фигуры или внутреннего слоя, полностью или частично встроенного в подложку.
В предпочтительном варианте, сверхтвердый наконечник, упрочняющая подкладка и остальная часть подложки (т.е. несущая часть) сформированы в виде единой детали и скреплены при условиях, в которых алмаз сохраняет термодинамическую устойчивость.
В предпочтительном варианте, средний модуль Юнга сверхтвердого наконечника превышает 1000 ГПа.
В предпочтительном варианте, сверхтвердый наконечник включает поликристаллический алмаз (ПКА).
В одном варианте осуществления, сверхтвердый наконечник включает ПКА, по меньшей мере одна часть которого может быть в целом свободна от материала растворителя/катализатора для алмаза. В предпочтительном варианте, по меньшей мере одна часть прилегает к рабочей поверхности сверхтвердого наконечника и удалена от границы раздела с подложкой. В одном варианте, по меньшей мере одна область может быть пористой. В некоторых применениях, например бурении грунта или горных пород, в таких вариантах осуществления могут быть улучшены температурная стабильность и рабочие характеристики вставки.
В некоторых вариантах осуществления, модуль Юнга упрочняющей подкладки составляет по меньшей мере примерно 650 ГПа или по меньшей мере примерно 675 ГПа. В некоторых вариантах осуществления, модуль Юнга упрочняющей подкладки составляет максимум примерно 900 ГПа или максимум примерно 850 ГПа. В некоторых вариантах осуществления, модуль Юнга упрочняющей подкладки находится в интервале от примерно 650 ГПа до примерно 900 ГПа, или в интервале от примерно 675 ГПа до примерно 850 ГПа.
В вариантах осуществления, где среднее значение модуля Юнга сверхтвердого наконечника превышает примерно 1000 ГПа, для упрочняющей подкладки может быть полезно иметь в своем составе сверхтвердый материал другого типа, марки и с другим модулем Юнга, например ПКА или поликристаллический кубический нитрид бора (ПКНБ).
В предпочтительном варианте, упрочняющая подкладка включает частицы карбида тугоплавкого металла, выбранного из группы, включающей W, Ti, Та, Nb, Mo, Cr, Hf, Zr и Si, и более желательно выбирать из группы W, Si или Ti, при этом частицы скрепляются посредством связующего металла или сплава, в предпочтительном варианте включающего кобальт.
В предпочтительном варианте, упрочняющая подкладка включает металл группы железа, выбранный из Со, Fe, Mn и Ni, желательно Со. Когда сверхтвердый наконечник включает алмаз, наиболее желательно, чтобы часть упрочняющей подкладки, ближайшая к первой границе раздела с наконечником, включала Со.
В предпочтительном варианте, как упрочняющая подкладка, так и опорная часть включают частицы карбида металла, выбираемого из группы, включающей W, Ti, Та, Nb, Mo, Cr, Hf, Zr и Si, и более желательно выбираемого из группы W, Si или Ti, при этом частицы скрепляются посредством связующего металла или сплава, в предпочтительном варианте включающего кобальт. Упрочняющая подкладка может включать карбид более чем одного типа. В предпочтительном варианте, среднее весовое процентное содержание Со в упрочняющей подкладке ниже, чем в опорной части.
В некоторых вариантах, в упрочняющей подкладке алмаз может по существу отсутствовать либо содержание алмаза и кобальта может составлять максимум 10 мас.%, максимум 8 мас.% или даже максимум 6 мас.%. В некоторых вариантах содержание кобальта в упрочняющей подкладке из упрочненного карбида может составлять по меньшей мере 3 мас.% или по меньшей мере 4 мас.%.
В предпочтительном варианте, упрочняющая подкладка включает частицы карбида тугоплавкого металла, выбранного из группы, включающей W, Ti, Та, Nb, Mo, Cr, Hf, Zr и Si, причем более желательно выбирать из группы W, Si или Ti, и сверхтвердый материал, желательно алмаз, обычно в форме частиц или гранул, при этом частицы скрепляются посредством связующего металла или сплава, в предпочтительном варианте включающего кобальт. Упрочняющая подкладка может включать карбид более чем одного типа.
В некоторых вариантах осуществления, упрочняющая подкладка может включать материалы или композиты одного типа или различных типов. В частности, упрочняющая подкладка может включать более одного слоя материалов или композитов различного типа, при этом границы раздела между слоями могут быть резкими или размытыми, а их форма может в целом повторять форму границы раздела между упрочняющей подкладкой и сверхтвердой головкой или наконечником.
В одном варианте осуществления, упрочняющая подкладка обладает большей стойкостью к истиранию, чем несущая часть подложки, и имеет обнаженную поверхность, которая может выполнять роль износостойкой поверхности, снижающей скорость износа вставки.
В одном варианте осуществления, упрочняющая подкладка проходит в целом по всему объему подложки.
В некоторых вариантах осуществления, упрочняющая подкладка может включать материалы или композиты более чем одного типа, а между упрочняющей подкладкой и несущей частью может существовать четкая граница раздела либо она может быть неразличимой, постепенной или диффузной.
Изобретение по данному аспекту может быть предпочтительно для использования в инструменте, применяемом для разрушения или раздробления материалов, особенно скальной породы, бетона, асфальта и т.п., с использованием повторяющихся ударов, например, как в случае вставок для ударного молотка и вставок для ударно-поворотного бурения, а также может быть полезной в инструменте, использующем резцы срезающего типа, и в долотах роторного бурения.
Изобретение может быть особенно полезно в случае, когда сверхтвердый наконечник включает ПКА с модулем Юнга, превышающим 960, или более 1000 ГПа, что обычно используют при разрушении, бурении, обработке или выемке горной породы, бетона и асфальта, например, при бурении нефтяных и газовых скважин, горных работах и строительстве (сооружение туннелей). Изобретение может быть особенно полезным в случаях, когда производится удар по твердому телу или породе вставкой с ПКА или другим сверхтвердым наконечником, например в ударно-поворотном бурении, врубовых машинах и планировании дорожного полотна, разрушении или переработке дорожного покрытия.
В некоторых вариантах осуществления, сверхтвердый наконечник имеет скругленную или затупленную коническую форму с вершиной, при этом толщина сверхтвердого наконечника по оси у вершины составляет 1,14-2,4 мм, более предпочтительно 1,4-2,3 мм. В некоторых вариантах осуществления, осевая толщина сверхтвердого наконечника у вершины может составлять по меньшей мере примерно 0,1 мм, по меньшей мере примерно 0,2 мм, по меньшей мере примерно 0,5 мм или даже по меньшей мере 1 мм. В некоторых вариантах осуществления, толщина может составлять максимум 2,4, мм или даже максимум 2,3 мм. Осевой толщиной считается толщина, измеренная от границы раздела по центральной оси вставки.
В некоторых вариантах осуществления, радиус кривизны вершины может составлять по меньшей мере 0,5 мм или по меньшей мере 1,3 мм. В некоторых вариантах осуществления, радиус кривизны вершины может составлять максимум 4 мм. В предпочтительном варианте, вершина имеет радиус кривизны в интервале 0,5-4 мм, более предпочтительно 1,3-4 мм.
В соответствии со вторым аспектом изобретения, предложен способ изготовления вставки для разрушающего инструмента, включающий подготовку предварительно отформованных заготовки для упрочняющей подкладки, заготовки несущей части и заготовки для ПКА наконечника, сборку и соединение предварительно отформованных заготовок в нужной конфигурации для получения предварительно сформированной сборки и воздействие на предварительно отформованную заготовку сверхвысоким давлением и температурой, при которых алмаз сохраняет термодинамическую стабильность.
В предпочтительном варианте, способ изготовления предварительно отформованной упрочняющей подкладки включает шаги, при которых:
- вводят алмазные частицы в исходные порошковые твердые металлы, обычно включающие частицы карбидов тугоплавких металлов, для формирования исходной порошковой смеси;
- формуют исходную порошковую смесь путем ее уплотнения в пресс-форме для формирования сырой прессованной порошковой заготовки;
- спекают сырую прессованную заготовку при температуре, превышающей примерно 1000°С, более желательно свыше 1200°С, и при воздействии давления менее чем примерно 1 ГПа для получения предварительно отформованной заготовки упрочняющей подкладки.
При осуществлении данного способа было обнаружено, что модуль Юнга упрочняющей подкладки зависит не только от абсолютного содержания введенных частиц алмаза, как можно было бы ожидать по известным соотношениям, но также и от среднего размера частиц алмаза, введенных в порошковую смесь и впоследствии внедренных в сырую заготовку подкладки. В частности, было обнаружено, что модуль Юнга имеет тенденцию увеличиваться при увеличении размера частиц алмаза. Например, карбид с алмазным наполнением, содержащий 7,5 мас.% распределенных алмазных частиц со средним размером примерно 70 мкм, имеет модуль Юнга примерно 660 ГПа, по сравнению с примерно 580 ГПа для аналогичного изделия с тем же содержанием алмазов, но в котором средний размер алмазных частиц был примерно 2 мкм.
В соответствии с третьим аспектом изобретения, предложен способ использования вставки в соответствии с описанным первым аспектом изобретения для разрушения или раздробления массивов, объектов или пород, включающих твердые материалы, выбранные из группы, включающей горную породу, бетон и асфальт, в котором сверхтвердым наконечником обеспечивают ударное (динамическое) воздействие на массив, объект или породу.
Краткое описание чертежей
Далее приводится описание вариантов осуществления на примерах, не ограничивающих изобретение, со ссылками на приложенные чертежи, на которых:
на фиг.1(а) и (б) представлено схематически поперечное сечение двух вставок разрушающего инструмента различной формы. Данный вариант осуществления настоящего изобретения включает сверхтвердый наконечник, несущую часть и упрочняющую подкладку, расположенную между наконечником и несущей частью. Рабочая часть вставки, самая наружная часть которой представляет собой сверхтвердую головку, имеет форму притупленного конуса с вершиной. Упрочняющая подкладка с одного конца прикреплена к нижней поверхности наконечника по неплоской границе раздела, которая в целом соответствует рабочей поверхности наконечника, а с противоположного конца прикреплена к несущей части по в целом плоской границе раздела. Упрочняющая подкладка обнажена по своей наружной цилиндрической боковой поверхности подложки;
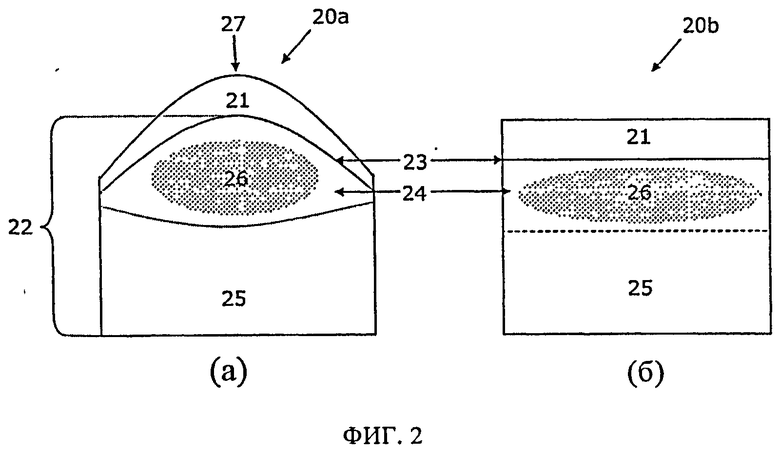
на фиг.2(а) и (б) схематически представлено поперечное сечение двух вставок разрушающего инструмента различной формы. Данный вариант осуществления включает сверхтвердый наконечник, несущую часть и упрочняющую подкладку, внедренную в тело подложки. Рабочая часть вставки, самая наружная часть которой представляет собой сверхтвердую головку, имеет форму притупленного конуса с вершиной;
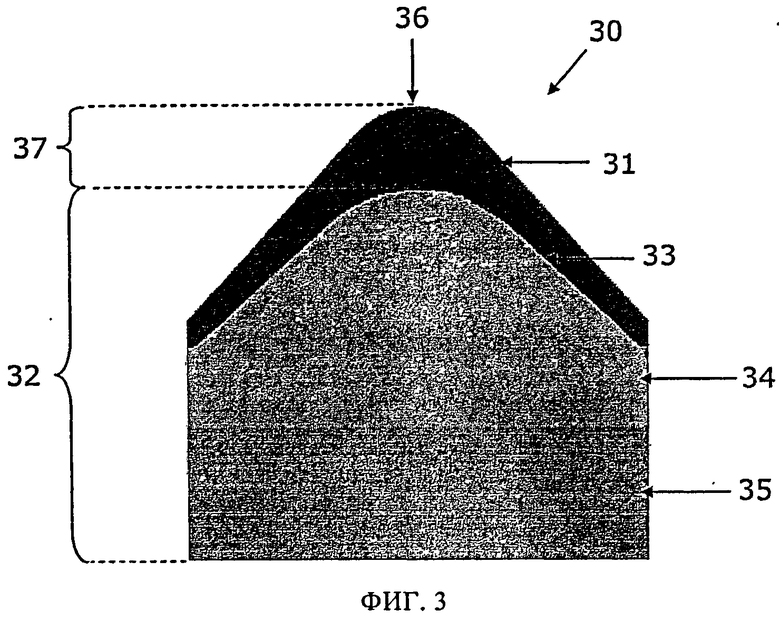
на фиг.3 изображена вставка разрушающего инструмента, показанная частично в сечении. Данный вариант включает сверхтвердый наконечник, несущую часть и упрочняющую подкладку, расположенную между наконечником и несущей частью. Рабочая часть вставки, самая наружная часть которой представляет собой сверхтвердую головку, имеет форму притупленного конуса с вершиной. Упрочняющая подкладка с одного конца прикреплена к нижней поверхности наконечника по неплоской границе раздела, которая в целом соответствует рабочей поверхности наконечника, а с противоположного конца прикреплена к несущей части по в целом плоской границе раздела;
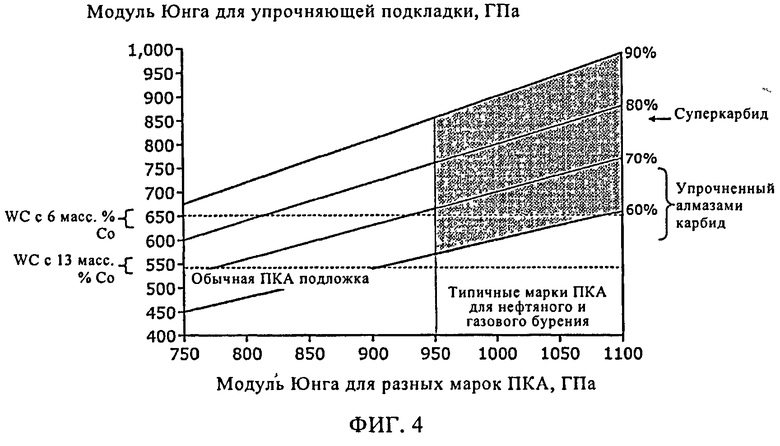
на фиг.4 представлен график, показывающий диапазон приемлемых средних значений модулей Юнга для упрочняющей подкладки в функции средних значений модулей Юнга сверхтвердого наконечника от 750 до 1100 ГПа. Выделен интервал значений модуля Юнга для различных марок ПКА, обычно используемых в бурении нефтяных и газовых скважин, т.е. примерно 960-1050 ГПа. Также обозначены интервалы значений модуля Юнга для марок карбида вольфрама с кобальтом в качества связующего материала, обычно используемых для подложек ПКА вставок, и марок с низким содержанием кобальта, и, кроме того, показаны опубликованные интервалы значений для марок цементированного карбида, упрочненного распределенными внутри сверхтвердыми частицами;
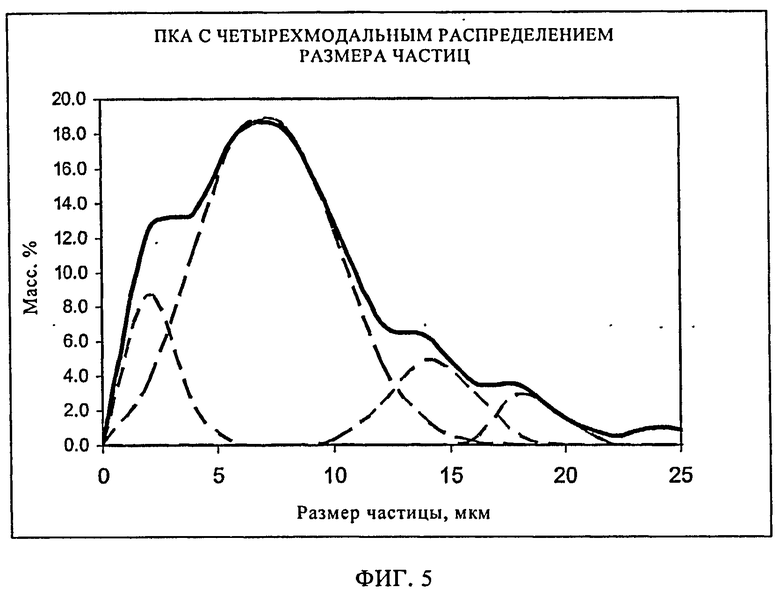
на фиг.5 представлено распределение размера частиц ПКА с так называемым четырехмодальным распределением размера, измеренным в полностью спеченном ПКА изделии. На распределении размера могут быть выделены по меньшей мере четыре различимые по существу нормальные или асимметрично-нормальные распределения, в которых более 80% алмазных частиц имеет размер менее примерно 20 микрон. Общий средний размер алмазных частиц находится в интервале 1-15 мкм, и основной максимум расположен между примерно 5 и 10 мкм;
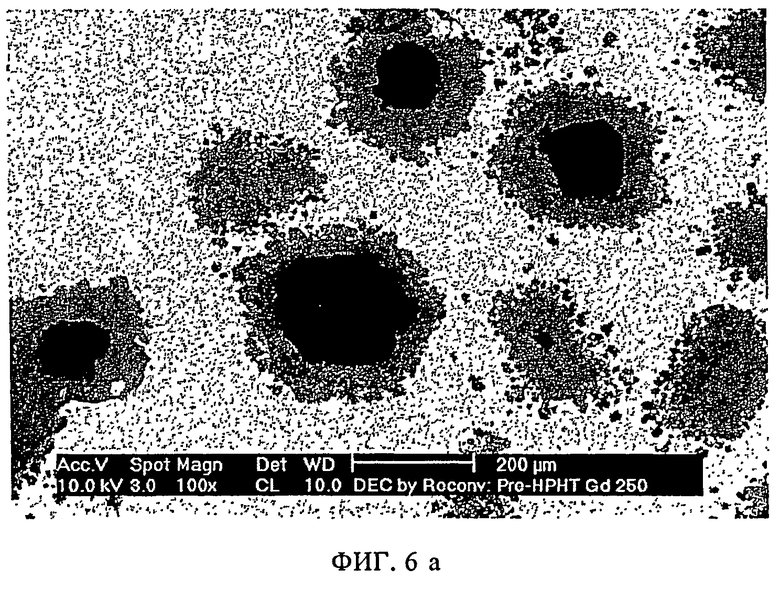
на фиг.6(а) представлена полученная на сканирующем электронном микроскопе (СЭМ) микрофотография образца предпочтительного варианта осуществления предварительно отформованной упрочняющей подкладки, включающей частицы WC и частично преобразованные алмазные частицы, скрепленные кобальтом в качестве связующего вещества. Алмазные частицы включают ядра алмаза (черные), окруженные графитом (темно серый), сформировавшиеся в процессе термической обработки, при которой наружные части исходных более крупных алмазных частиц преобразовались в графит. Размер алмазных частиц составляет порядка 100-200 мкм. Светлая часть микрофотографии соответствует матрице твердого металла (т.е. частицам WC, скрепленным кобальтом в качестве связующего вещества);
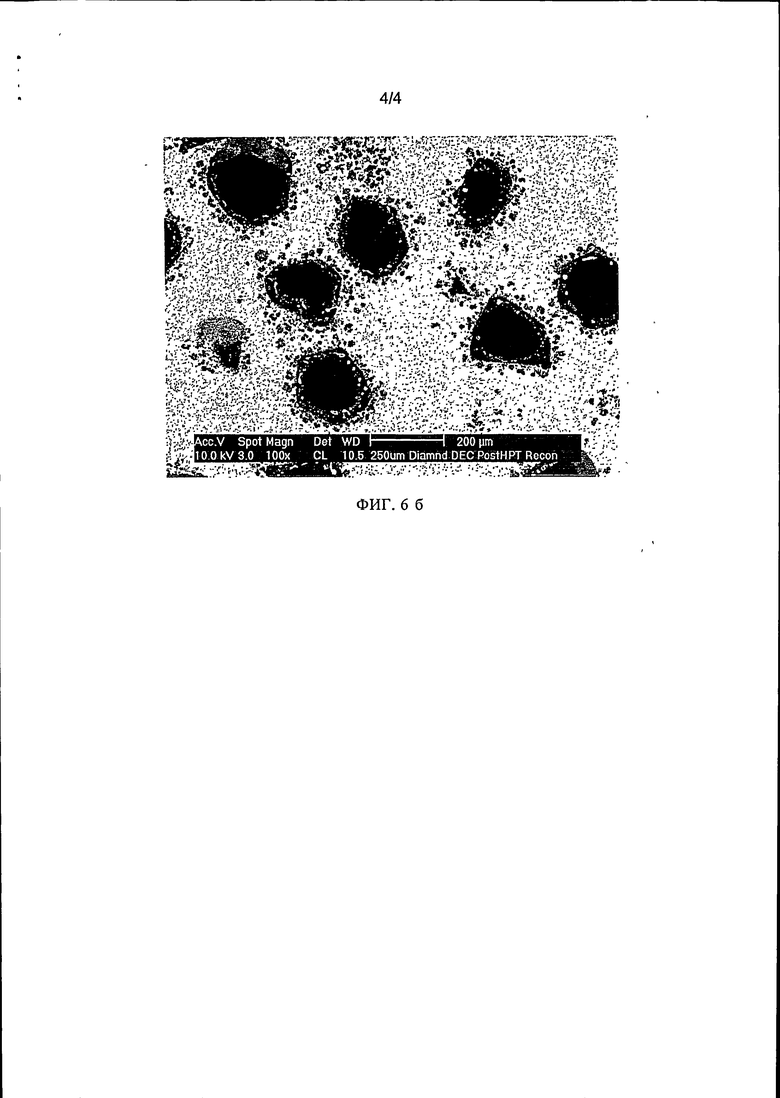
на фиг.6(б) представлена полученная посредством сканирующего электронного микроскопа (СЭМ) микрофотография образца предпочтительного варианта осуществления упрочняющей подкладки. Образец был приготовлен путем воздействия на предварительно отформованную заготовку согласно фиг.6(а) сверхвысокими давлениями и температурами, при которых алмаз сохраняет термодинамическую стабильность. Хорошо различимы ядра алмазных частиц (черные), которые были видны в изображении предварительно отформованной заготовки, но графит, окружавший ядра в заготовке, преобразовался в алмаз (черный). Основная часть преобразованного алмаза на микрофотографиях выглядит в виде гало из более мелких частиц, окружающих ядра. Средний размер алмазных ядер по меньшей мере на порядок больше размера алмазных частиц, возникших при обратном преобразовании.
Подробное описание осуществления изобретения
Термин "сверхтвердый материал" используется здесь для обозначения материалов с твердостью по Викерсу, превышающей примерно 25 ГПа. Такие материалы включают алмаз, кубический нитрид бора, недокись бора, карбид бора, поликристаллический алмаз (ПКА), поликристаллический кубический нитрид бора (ПКНБ) и алмаз, скрепленный карбидом кремния.
Термин "ПКНБ" используется здесь для обозначения поликристаллического кубического нитрида бора, обычно включающего частицы кубического нитрида бора, рассеянные в связующей фазе, включающей металлическую и/или керамическую фазу.
Термин "ПКА" используется здесь для обозначения материалов, включающих спеченные алмазы в форме частиц или гранул, при сильной непосредственной связи между алмазными частицами.
Термин "упрочненный алмазами карбид" или DEC используется здесь для обозначения порошковых формовок, включающих алмаз и карбидную фазу, обычно в форме частиц или гранул, рассеянных в упрочняющей или связующей фазе.
Под термином "разрушающий инструмент" понимается инструмент или вставка для инструмента, используемого для разрушения или дробления материала, например скальной породы, бетона, асфальта и т.п., который может применяться для измельчения материала, в горной промышленности, буровых работах, при разрушении и выемке породы.
Конструкция разрушающего инструмента обычно предусматривает его максимально возможную износоустойчивость и ударную прочность, хотя относительная важность этих свойств зависит от конкретного применения. К разрушающему инструменту относятся отбойные молотки, резцы, инструмент для ударно-поворотного бурения и инструмент для роторного бурения.
Под термином "отбойный инструмент" понимается разрушающий инструмент, приспособленный для раздробления или разрушения массива материала в основном с использованием механизма проникновения в массив или по меньшей мере раскалывания или обкалывания массива. Рабочие концы отбойного инструмента обычно заострены или имеют форму долота.
Термин "вставка инструмента" означает здесь компонент, имеющий рабочую часть и используемый как дискретный элемент, который может быть присоединен, зафиксирован или иначе прикреплен к инструменту или иному носителю каким-либо образом. При этом не подразумевается и не предполагается какого-либо конкретного способа соединения или прикрепления, например введение в соответствующее гнездо.
Под термином "сплав металла" или просто "сплав" понимается материал, включающий по меньшей мере один металл и обладающий свойствами металла, полуметалла или интерметаллического соединения. Кроме того, он может включать керамический компонент.
Термин "наконечник", например в "сверхтвердый наконечник", означает существенно жесткий в условиях окружающей среды (т.е., недеформируемый или твердый) наружный слой или головку, прикрепленные или связанные с корпусом, обычно на одном конце вставки инструмента для, например, его защиты от износа или для выполнения функции основной рабочей части вставки инструмента. Наконечник не должен быть однородным по своей структуре и составу и может, например, включать слои или материалы с разными конструкционными свойствами.
Предпочтительный вариант осуществления вставки 10 разрушающего инструмента, в соответствии с изобретением, показанный на фиг.1, включает сверхтвердый наконечник 11, характеризуемый объемом и прикрепленный к подложке 12 по границе раздела 13, в котором подложка отличается тем, что включает первую упрочняющую (усиливающую) подкладку 14 в качестве средства повышения средней твердости области подложки, примыкающей к границе раздела, причем по меньшей мере часть упрочняющей подкладки расположена вблизи по меньшей мере части границы раздела и имеет непрерывный объем, превышающий объем сверхтвердого наконечника, и средний модуль Юнга, составляющий по меньшей мере 80% модуля Юнга сверхтвердого наконечника. В показанном на фиг.1 варианте осуществления, упрочняющая подкладка представляет собой единую непрерывную область, проходящую в целом от первой границы раздела, прилегающей к ПКА наконечнику, ко второй границе раздела со второй несущей частью 15 подложки, которая вместе с упрочняющей подкладкой образует подложку в целом, причем вторая граница раздела в целом удалена от первой границы раздела, а наружная поверхность упрочняющей подкладки открыта по наружной боковой поверхности подложки. Рабочий конец вставки заострен или имеет форму долота с гребнем или вершиной 16.
Показанная на фиг.2 упрочняющая подкладка 24 из варианта осуществления вставки 20 разрушающего инструмента включает материал 26 с модулем Юнга, превышающим модуль Юнга несущей части подложки 25, внедренный в массив подложки. Объем упрочняющей подкладки 24 не обязательно должен совпадать с объемом внедренного материала. Объем упрочняющей подкладки вычисляется как максимальный объем внутри подложки, который может быть заключен в ней так, что средний модуль Юнга составляет по меньшей мере 60% модуля Юнга сверхтвердого наконечника, желательно 70% и наиболее желательно 80%. На фиг.2 показано, каким образом может быть выбран подходящий материал для упрочняющей подкладки, в зависимости от типа, марки и, следовательно, модуля Юнга материала сверхтвердого наконечника.
Важно, что упрочняющая подкладка обладает высокой жесткостью, которая является экстенсивным свойством, определяемым не только упругостью или модулем Юнга, но также и ее объемом и формой. Упрочняющая подкладка в соответствии с изобретением отличается от так называемых "промежуточных слоев", которые обычно включали частицы карбида и алмаза, скрепленные друг с другом металлической матрицей, и имели относительно малую толщину, располагаясь между сверхтвердым наконечником и лежащей под ним подложкой из цементированного карбида. Считается, что промежуточные слои снижают напряжения на границе раздела между наконечником и подложкой, особенно напряжения термического происхождения, которые могут возникнуть при охлаждении готовой вставки после спекания при высоком давлении и высокой температуре. В то время как известные промежуточные слои могут иметь относительно высокий модуль Юнга, их объем обычно слишком мал для обеспечения при использовании достаточной жесткости и достаточной опоры для сверхтвердого наконечника. Объем упрочняющей подкладки в настоящем изобретении должен быть по меньшей мере в два, желательно в три раза больше и предпочтительно более чем в три раза больше объема сверхпрочного наконечника. Упрочняющая подкладка также должна обладать средним модулем Юнга, составляющим по меньшей мере 60% модуля Юнга сверхтвердого наконечника, желательно более 80%.
Следует иметь в виду, что упрочняющая подкладка может включать иной, нежели алмаз, сверхтвердый материал либо может не содержать алмаз или иной сверхтвердый материал.
В первом предпочтительном варианте осуществления, схематически представленном на фиг.3, сверхтвердый наконечник 31 состоит из ПКА по большей части либо даже целиком, причем модуль Юнга ПКА наконечника составляет в интервале от 750 до 850 ГПа, т.е. имеет максимальное значение. Сверхтвердый наконечник имеет скругленную сходящуюся или заостренную форму и вершину 36, радиус кривизны головки которой составляет от 1,3 до 4 мм, а толщина 37 составляет от 1,8 до 2,3 мм. Сверхтвердый наконечник сформирован и прикреплен к подложке 32, как неотъемлемая часть, по первой неплоской границе 33 раздела в условиях, при которых алмаз сохраняет термодинамическую стабильность. Сверхтвердый наконечник прикреплен к упрочняющей подкладке 34 подложки по первой границе раздела и прикреплен к несущей части 35 по второй границе раздела, часть которой может быть в целом плоской.
Упрочняющая подкладка включает упрочненный алмазами карбид (DEC). Существует много типов DEC материалов, и многие хорошо известные способы их получения могут быть использованы в известной или адаптированной форме для упрочняющей подкладки в настоящем изобретении. Известные примеры включают патенты US 4505746 и 5453105, в которых описываются способы получения композиционных материалов, включающих алмазные частицы, твердую фазу (например, WC) и связующую металлическую фазу (например, Со). В US 5453105, алмазы в упрочненном алмазами карбиде составляют 50 объемных % и отчасти срастаются. Спекание при высоких давлениях и температурах используется в US 5786075, где описан синтез DEC для применения в теплоотводах. В US 7033408 просто описывается спекание при высоком давлении и температуре при синтезе DEC, и также показано, что возможно дальнейшее улучшение износостойкости при включении второго металла в связующий материал, причем второй металл образует более прочные карбиды, чем первичный связующий металл. В US 5158148 описан способ, в котором в порошок карбида добавляется углерод, не имеющий структуры алмаза, так, что общее содержание углерода в конечной порошковой смеси превышает стехиометрический уровень порошка карбида. Порошковая смесь, в присутствии металлической связующей фазы, подвергается обычному процессу спекания карбида, и полученная спеченная деталь включает скопления углеродного материала, не имеющего структуры алмаза. Эта спеченная деталь далее подвергается второму циклу спекания при высоких давлениях и температурах, в котором происходит преобразование углерода, не имеющего структуры алмаза, в алмаз. Конечный продукт включает частицы карбида и алмаза, сцементированные связующим металлом, а углеродная фаза невелика или полностью отсутствует. В US 6214079 описывается химическое просачивание содержащего углерод газа в спеченную, но пористую массу карбида, которая впоследствии подвергается циклу спекания при высоком давлении и температуре. Так же как и в US 5158148, углерод, не имеющий структуры алмаза, в этом цикле преобразуется в алмаз.
Спекание DEC материалов при температуре и давлении, находящихся ниже порога стабильности алмаза, требует принятия мер для предотвращения или сведения к минимуму превращения добавленного алмаза в углерод, не имеющий структуры алмаза. Поскольку, как известно, этот процесс деградации алмаза усиливается в присутствии металлов, обычно используемых в качестве связующего материала в DEC материалах, используют покрытие алмазных частиц барьерным слоем, предотвращающим или сокращающим площадь контакта между поверхностью алмаза и связующего материала (см., например, US 5723177, ЕР 1028171 и US 6673439). Другой подход состоит в использовании способа спекания, при котором алмаз в прессованной порошковой заготовке находится при высокой температуре относительно непродолжительное время, благодаря чему ослабляется его преобразование. Это может быть осуществлено, например, использованием так называемой технологии спекания, стимулированного электрическим полем, хорошо известным примером которой является искровое плазменное спекание (см., например, ЕР 1028171 и US 5889219), а также СВЧ спекание (см., например, US 6315066).
В одной версии первого предпочтительного варианта осуществления, упрочняющая подкладка включает материал, который обобщенно может быть назван "суперкарбидом" и который включает сверхтвердые зерна или частицы в кристаллической или поликристаллической форме, зерна карбида вольфрама и связующий металл, например кобальт. Зерна карбида вольфрама могут быть предварительно спечены либо спечены уже в изделии, в той же операции, где осуществляется спекание ПКА наконечника. В предпочтительном варианте, сверхтвердые частицы включают алмаз, хотя в менее предпочтительном варианте они могут включать кубический нитрид бора или поликристаллический кубический нитрид бора (ПКНБ). Варианты суперкарбидов и способы их получения раскрыты в US 5453105, 6919040 и 7033408, а также и некоторых упомянутых там других источниках. Суперкарбиды изготавливаются процессом, в ходе которого прессованная порошковая заготовка подвергается воздействию сверхвысоких давлений и температур, при которых алмаз сохраняет термодинамическую стабильность. Суперкарбиды обычно имеют существенно более низкое содержание сверхтвердого материала по сравнению с ПКА и ПКНБ, как правило, менее примерно 10-18 мас.%, в результате чего срастание частиц сверхтвердой фазы проявляется значительно меньше, чем в ПКА. Поэтому суперкарбид с алмазной фазой отличается от ПКА по структуре и имеет значительно меньшую твердость и прочность на истирание, чем ПКА. Как показано на фиг.4, модуль Юнга суперкарбида может превышать 800 ГПа или даже 850 ГПа.
Во втором предпочтительном варианте осуществления, упрочняющая подкладка может включать цементированный карбид, желательно карбид вольфрама, в котором в качестве связующего вещества используется кобальт, с низким содержанием связующего металла, желательно меньше 8 мас.%, более желательно менее 6 мас.% связующего металла, и в котором практически отсутствуют сверхтвердые частицы. Этот вариант желательно использовать в комбинации с желательными признаками первого предпочтительного варианта осуществления.
В одном варианте способа изготовления изделия, в соответствии с изобретением, сверхтвердый наконечник формируют совместно с упрочняющей подкладкой и несущей частью в условиях сверхвысоких давлений и температур, используемых в технологии получения ПКА и ПКНБ. Готовится предварительно отформованная заготовка вставки разрушающего инструмента, включающая три секции, первая из которых представляет несущую часть подложки, вторая является предварительно отформованной заготовкой упрочняющей подкладки, а третья является заготовкой ПКА наконечника. В предпочтительном варианте, несущую часть и упрочняющую подкладку подложки предварительно спекают по обычной технологии спекания карбидов, либо как отдельные детали, либо совместно. В случае их спекания по отдельности, они могут быть скреплены друг с другом при спекании при высоких давлениях и высоких температурах в процессе формирования ПКА наконечника спеканием алмазных частиц. Средний размер алмазных частиц в ПКА заготовке обычно составляет от 0,5 до 60 мкм. В одном варианте осуществления, средний размер составляет от 0,5 до 20 мкм. В варианте осуществления, часть подложки, наиболее близкая к границе раздела с ПКА заготовкой, включает кобальт или другой металл группы железа, способный пропитывать ПКА заготовку в расплавленном состоянии в условиях высоких давлений и температур и служить катализатором образования прямых связей между алмазными частицами для формирования упорядочение связанной ПКА массы. Покрытую оболочкой предварительно отформованную заготовку обычно подвергают термической обработке для выжигания связующего вещества и загрязнений и вводят в капсулу в сборе, пригодную для использования в процессе и установке для спекания в условиях высоких давлений и температур.
Вставка разрушающего инструмента, в соответствии с изобретением, может быть использована, например, в барабанах для разрушения дорожного покрытия, долотах для ударно-поворотного бурения, срезающих долотах для роторного бурения, используемых при добыче нефти и газа, механических пилах и фрезах. Геометрическая форма этого инструмента может быть в целом такой же, как и обычного инструмента для упомянутых применений со сверхтвердыми вставками, и обычно не возникает необходимости устанавливать вставки в держатели инструмента иначе, нежели обычные сверхтвердые вставки, хотя в некоторых случаях может понадобится некоторая адаптация процесса установки для оптимизации рабочих характеристик.
ПРИМЕРЫ
Пример 1
Был изготовлен комплект из семи вставок для отбойного инструмента в соответствии с конструкцией, показанной на фиг.4. Сверхтвердый наконечник 31 был изготовлен из ПКА и прикреплен непосредственно на упрочняющую подкладку 34 подложки 32, составляя с ней единое целое. Упрочняющая подкладка включала карбид, упрочненный алмазами, а несущая часть 35 подложки 32 представляла собой карбид вольфрама, использующий кобальт в качестве связующего материала.
ПКА наконечник включал спеченные частицы алмаза, средний размер которых распределялся в интервале 1-20 мкм и характеризовался многомодовым распределением. Эта фракция ПКА частиц и способ их получения раскрыты в патентных заявках US 10/503323 и 11/712067 с использованием известной технологии. Модуль Юнга ПКА составлял в интервале от 1030 до 1055 ГПа. Толщина 37 ПКА наконечника по вершине или гребню 36 составляла примерно 2,2 мм, а радиус кривизны скругленной вершины был примерно 2,0 мм.
Упрочняющая подкладка включала 9 мас.% алмазных частиц, 5,4 мас.% связующего кобальта и 85,6 мас.% частиц карбида вольфрама, средний размер которых составлял от 1 до 3 мкм. Алмазные частицы были достаточно равномерно распределены по упрочняющей подкладке и имели средний размер зерна в интервале 200-250 мкм. Модуль Юнга упрочняющей подкладки оценивался равным примерно 700±20 ГПа, что находится в пределах интервала от 64% до 70% модуля Юнга ПКА наконечника. Упрочняющая подкладка представляла собой непрерывную область в подложке и была прикреплена к ПКА наконечнику по неплоской границе раздела с открытой боковой цилиндрической наружной поверхностью подложки. Объем упрочняющей подкладки был примерно в три-пять раз больше объема ПКА наконечника, благодаря чему служил жесткой укрепляющей опорой для наконечника. Упрочняющая подкладка была прикреплена к несущей части подложки по в целом плоской поверхности.
Вставка в данном примере была изготовлена посредством воздействия на предварительно отформованные заготовки ПКА наконечника, упрочняющей подкладки и несущей части условиями высоких давлений и температур, при которых алмаз сохраняет термодинамическую стабильность. Три заготовки были изготовлены по отдельности как три компонента, которые были соединены и заключены в оболочку из тугоплавкого металла перед воздействием высокого давления и высокой температуры. ПКА заготовки располагались, соприкасаясь с заготовкой упрочняющей подкладки по неплоской границе раздела, а упрочняющая подкладка располагалась, соприкасаясь с несущей частью по в целом плоской границе раздела. Сборка заготовок в целом соответствовала по форме спеченному изделию, схематически показанному на фиг.3.
Изготовление заготовки упрочняющей подкладки проводилось процессом, включающем шаги i) подготовки порошков, ii) формования твердой сырой заготовки и iii) спекания сырой заготовки с использованием обычного способа спекания твердых металлов. Подготовка исходных порошков включала смешивание алмазных частиц, имеющих средний размер в интервале примерно от 200 до 250 мкм, с частицами WC, имеющими средний размер в интервале примерно 1-3 мкм, и кобальтовым порошком, тип и размер которого соответствует обычно используемому в порошковой металлургии для изготовления цементированных карбидных материалов. Соответствующее соотношение алмазного, WC и Со порошков были примерно 9 мас.%, 85,6 мас.% и 5,4 мас.%. Порошки смешивались в сухом виде в многокоординатном миксере Turbula™, и в смесь вводилась органическая добавка для прессования. Затем при температуре окружающей среды (комнатной) формовалась сырая заготовка посредством линейного уплотнения порошков в форме, показанной схематически на фиг.3. Сырая заготовка помещалась в печь и подвергалась обычному процессу спекания твердых металлов, включающему нагрев до температуры свыше 1400°С в течение примерно 2 часов в вакууме. Спеченная деталь извлекалась из печи (после остывания). Исследование детали показало, что наружные части алмазных частиц превратились в углерод со структурой графита, но их внутренние части или ядра сохранили структуру алмаза. Спеченные детали использовались в качестве заготовки подкладки.
Несущая часть подложки представляла собой карбид вольфрама, цементированный кобальтом, включающий 90 мас.% частиц WC и 10 мас.% связующего Со, причем средний размер частиц WC составлял от 1 до 3 мкм. Несущая часть изготавливалась по обычной технологии, используемой при изготовлении изделий из твердых металлов и технологии подготовки подложек для ПКА вставок, например вставок для бурения земных пород в нефтяной и газовой промышленности.
Заготовка ПКА наконечника содержала алмазные частицы, скрепленные органическим связующим веществом. Известны ПКА заготовки различных типов и способы их изготовления, и специалистам известно как ими воспользоваться для осуществления настоящего изобретения.
Составная заготовка, включающая ПКА заготовку, помещенную в соприкосновении с заготовкой упрочняющей подкладки на остроконечной неплоской поверхности, и упрочняющая подкладка устанавливались в контакте с несущей частью. Собранная таким образом заготовка подвергалась воздействию давления, превышающего примерно 5,5 ГПа, и температуры примерно 1400°С в течение примерно 10 мин. При этих условиях, в которых алмаз сохраняет термодинамическую стабильность, кобальт расплавлялся в компонентах заготовки, и происходило спекание ПКА и его скрепление с упрочняющей подкладкой в единую деталь. При этом упрочняющая подкладка скреплялась и спекалась в единое целое с несущей частью.
В ходе спекания при высоком давлении и высокой температуре графит, окружающий алмазные ядра внутри заготовки подкладки преобразуется в алмаз, хотя и в иную его форму, чем форма алмаза, введенного в порошок. Преобразованные алмазы имеют форму гранул с размером частицы, значительно меньшим, чем размер ядер, и в основном равномерно распределены вокруг ядер, образуя нечто вроде концентричного сферического гало. В результате преобразования графита в алмаз объем упрочняющей подкладки сокращается примерно на 30%. Важно учитывать эту усадку при подготовке заготовки упрочняющей подкладки с тем, чтобы в конечном продукте могли быть получены требуемые форма и размеры упрочняющей подкладки. Степень этой объемной усадки может быть оценена расчетом, однако опыт показал, что последовательность экспериментальных шагов "проб и ошибок" позволяет сделать более точный прогноз, поскольку невозможно заранее точно знать, какая часть объема алмазных частиц будет преобразована в графит на шаге обычного спекания.
После шага спекания при высоком давлении и высокой температуре вставка в оболочке была удалена из капсулы и оболочка снята погружением в кислый раствор, а вставка подвергнута точной чистовой обработке известным в уровне техники путем.
Первые данные испытаний в условиях эксплуатации показали, что вставки, выполненные в соответствии с приведенным примером, могут обладать значительно более высокой ударной прочностью и эффективным сроком службы при использовании для разрушения асфальта, чем известные ПКА вставки.
Пример 2
Пример 1 был повторен, с той разницей, что средний размер алмазных частиц, введенных в порошок упрочняющей подкладки, составлял от 10 до 50 мкм.
Исследование спеченной сырой заготовки упрочняющей подкладки после извлечения ее из печи (после остывания) показало, что по существу все алмазные частицы были покрыты графитом.
Пример 3
В данном примере вставки с ПКА наконечниками срезающего типа спекались на подложках, которые целиком использовались в качестве упрочняющих подкладок, имея необходимый модуль Юнга и жесткость. Рабочие поверхности этих ПКА вставок были по существу плоскими. Упрочненные алмазами подложки были изготовлены описанным в Примере 1 способом изготовления упрочненной алмазами упрочняющей подкладки, где алмазные частицы вводились в исходный порошок. Соответствующее содержание алмаза, WC и Со было примерно 7,1 мас.%, 86,4 мас.% и 6,5 мас.%. Средний размер алмазных частиц составлял примерно от 60 до 80 мкм, согласно измерениям аппаратом Malvern Mastersizer™. В качестве алмазного порошка использовался порошок Element Six PDA878 240/270.
Процесс изготовления подложек включал следующие шаги.
1. 62 г алмазного порошка, 56 г порошка кобальта и 750 г порошка WC, включающего 13 мас.% кобальта с ~2 мас.% полиэтиленгликоля, засыпались в сосуд объемом примерно 500 мл.
2. Добавлялся метанол в количестве, достаточном для образования пастообразной смеси.
3. Пастообразная смесь перемешивалась.
4. Пастообразная смесь высушивалась и разбивалась в мягкие комочки пестиком в ступке.
5. Высушенный порошок помещался в пресс-форму и уплотнялся для формирования сырой заготовки.
6. Сырая заготовка спекалась в обычной установке для спекания карбида при обычных температурах и давлениях. После спекания заготовки имели тускло-серый цвет из-за наличия графита (к этой стадии, по меньшей мере часть алмаза в образцах, содержащих алмаз, полностью преобразовалась в графит).
7. Затем подложки, имеющие в целом цилиндрическую форму, шлифовалась до одинакового диаметра и высоты.
Улучшенные заготовки подложек использовались вместо обычных подложек из карбида, цементированного кобальтом, при дальнейшем изготовлении ПКА вставок. ПКА слой спеканием прикреплялся на каждую улучшенную подложку, образуя с ней единое целое, с использование обычной технологии воздействия высоких давлений и температур. Как известно, в ходе этого процесса ПКА заготовка, включающая алмазные частицы, помещается на одном конце подложки, образуя составную заготовку. Заготовки устанавливались в обычные капсулы для ПКА вставок, используемые для спекания при высоких давлениях и температурах, и капсулы подвергались обезгаживанию обычной процедурой откачки воздуха и затем герметизировались. Капсулы подвергались воздействию стандартного цикла спекания при высоких давлениях и температурах, используемого при изготовлении ПКА вставок резцов для бурения скальных пород (т.е. давлениях более примерно 5 ГПа и температурах более примерно 1400°С). Во время цикла воздействия высоких давлений и температур по существу весь углерод в подложке, не имеющий структуры алмаза, преобразовывался в алмаз, как и в Примере 1.
Пример 4
Была изготовлена профилированная вставка резца с упрочняющей подкладкой из карбида, упрочненного алмазами, имеющая геометрию в соответствии с фиг.3. Была спрессована алмазная пластинка из частиц ПКА с органическими технологическими добавками, которые выжигались перед спеканием. Толщина слоя алмазной пластинки и его форма определялись соответствующим выбором формы инструмента для прессования. Алмазная прессованная заготовка состояла из смеси алмазных частиц, характеризующихся широким многомодовым распределением размера с максимумами в интервале примерно от 10 до 45 мкм. Полный интервал размеров частиц составлял от ~2 до 50 мкм.
Алмазная прессованная заготовка включала кобальт в качестве добавки, но для обеспечения спекания в основном пропитывалась Со из подложки и упрочняющей подкладки. Упрочняющая подкладка состояла из добавки частиц WC размером 1-6 мкм и частиц алмаза размером ~22 мкм и кобальта.
Объемное соотношение WС:алмаз варьировалось от 1:1 до 3:1. Получение более высокого модуля Юнга предполагалось при отношении 1:1.
Прессованные порошковые заготовки алмаза и упрочняющей подкладки спрессовывались во время конечных этапов сборки для обеспечения хорошей связи между обоими слоями. Этим также обеспечивалось хорошее уплотнение перед удалением органических технологических добавок.
Подложка с плоской границей раздела помещалась у основания упрочняющей подкладки. Эта составная заготовка для спекания из WC/Co выполняла функцию прочного основания во время спекания при высоком давлении, а также обеспечивала дополнительный кобальт для пропитывания и надлежащего спекания как упрочняющей подкладки, так и алмазной пластинки.
Несмотря на то, что приведенное выше описание уплотненных сверхтвердых материалов, способов изготовления и их различных применений содержит много подробностей, они не должны восприниматься как ограничивающие область притязаний настоящего изобретения, а только в качестве иллюстрации некоторых частных вариантов осуществления. Аналогично, могут быть предложены другие варианты осуществления изобретения, не выходящие за пределы существа или области притязаний настоящего изобретения. Область притязаний изобретения, таким образом, определяется и ограничивается только приложенной формулой и ее законными эквивалентами, нежели приведенным выше описанием. Также охватываются все добавления, изъятия и модификации описанного здесь изобретения, попадающие в пределы концепции и области притязаний формулы.
Группа изобретений относится к вставкам для разрушающего инструмента, способам изготовления и использования таких вставок. Обеспечивает минимальную толщину сверхтвердого материала с достижением высокого ударного сопротивления. Вставка для разрушающего инструмента включает сверхтвердый наконечник, обладающий объемом, скрепленный с подложкой по границе раздела и имеющий средний модуль Юнга более 900 ГПа, причем подложка включает упрочняющую подкладку, имеющую средний модуль Юнга, составляющий по меньшей мере 60% от модуля Юнга сверхтвердого наконечника, выполненную как средство повышения жесткости области подложки вблизи границы раздела и имеющую суммарный объем, превышающий объем сверхтвердого наконечника по меньшей мере в два раза или более. Согласно способу изготовления указанной вставки подготавливают предварительно сформированные заготовки для упрочняющей подкладки, для несущей части и для ПКА наконечника, собирают и соединяют заготовки в нужной конфигурации для формирования сборки заготовок и подвергают сборку заготовок воздействию условий сверхвысоких давлений и температур, при которых алмаз сохраняет термодинамическую стабильность. Согласно способу использования указанной вставки обеспечивают ударное воздействие сверхтвердым наконечником на массив, объект или породу. 3 н. и 12 з.п. ф-лы, 6 ил.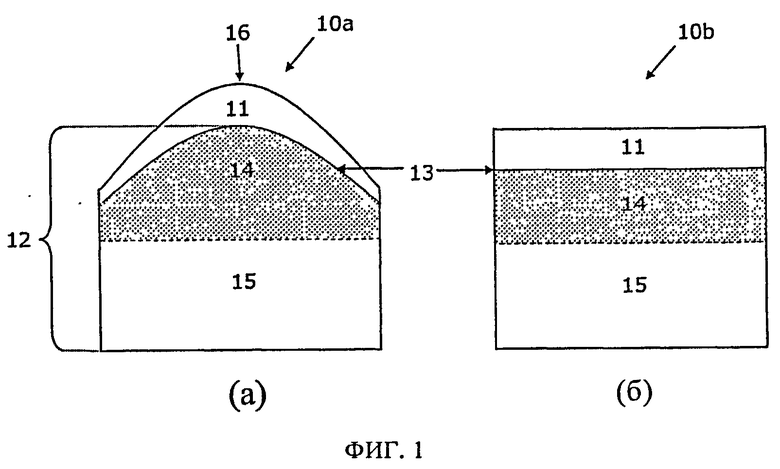
1. Вставка для разрушающего инструмента, включающая сверхтвердый наконечник, обладающий объемом, скрепленный с подложкой по границе раздела и имеющий средний модуль Юнга более 900 ГПа, причем подложка включает упрочняющую подкладку, имеющую средний модуль Юнга, составляющий по меньшей мере 60% от модуля Юнга сверхтвердого наконечника, выполненную как средство повышения жесткости области подложки вблизи границы раздела и имеющую суммарный объем, превышающий объем сверхтвердого наконечника по меньшей мере в два раза или более.
2. Вставка по п.1, в которой упрочняющая подкладка расположена вблизи границы раздела.
3. Вставка по п.1, в которой упрочняющая подкладка имеет суммарный объем, по меньшей мере втрое превышающий объем сверхтвердого наконечника, и средний модуль Юнга, составляющий по меньшей мере 70% от модуля Юнга сверхтвердого наконечника.
4. Вставка по любому из пп.1-3, в которой упрочняющая подкладка включает сверхтвердый материал.
5. Вставка по любому из пп.1-3, в которой упрочняющая подкладка включает частицы сверхтвердого материала, распределенные в связующем материале, например кобальте, и в которой средний размер сверхтвердых частиц превышает 50 мкм.
6. Вставка по п.4, в которой сверхтвердый материал включает алмаз.
7. Вставка по любому из пп.1-3, в которой сверхтвердый наконечник прикреплен к упрочняющей подкладке по первой границе раздела и к несущей части по второй границе раздела, причем несущая часть включает твердый металл.
8. Вставка по п.1, в которой сверхтвердый наконечник имеет скругленную, сходящуюся или заостренную форму и вершину, радиус кривизны которой составляет от 1,4 до 4 мм.
9. Вставка по п.1, в которой сверхтвердый наконечник имеет скругленную, сходящуюся или заостренную форму и вершину, и толщина которого по вершине составляет от 1,4 до 2,4 мм.
10. Вставка по п.1, в которой средний модуль Юнга сверхтвердого наконечника превышает 960 ГПа.
11. Вставка по п.1, в которой средний модуль Юнга упрочняющей подкладки составляет от 650 до 900 ГПа.
12. Вставка по п.1, в которой средний модуль Юнга сверхтвердого наконечника превышает 960 ГПа, а средний модуль Юнга упрочняющей подкладки составляет от 650 до 900 ГПа.
13. Вставка по п.1, в которой сверхтвердый наконечник включает поликристаллический алмаз (ПКА), а упрочняющая подкладка содержит частицы карбида металла, выбранного из группы, включающей W, Ti, Та, Nb, Mo, Cr, Hf, Zr, Si, и также включает связующее вещество, содержащее переходной металл и алмаз в форме гранул или частиц, при этом сверхтвердый наконечник прикреплен непосредственно к упрочняющей подкладке.
14. Способ изготовления вставки по любому из предыдущих пунктов, при осуществлении которого подготавливают предварительно сформированные заготовки для упрочняющей подкладки, для несущей части и для ПКА наконечника, собирают и соединяют заготовки в нужной конфигурации для формирования сборки заготовок и подвергают сборку заготовок воздействию условий сверхвысоких давлений и температур, при которых алмаз сохраняет термодинамическую стабильность, для формирования сверхтвердого наконечника, имеющего средний модуль Юнга более 900 ГПа, и подложки, включающей упрочняющую подкладку, имеющую средний модуль Юнга, составляющий по меньшей мере 60% от модуля Юнга сверхтвердого наконечника, выполненную как средство повышения жесткости области подложки вблизи границы раздела и имеющую суммарный объем, превышающий объем сверхтвердого наконечника по меньшей мере в два раза или более.
15. Способ использования вставки по любому из пп.1-13 для дробления или разрушения массивов, объектов или пород, содержащих твердые материалы, выбранные из группы, включающей скальную породу, бетон и асфальт, при осуществлении которого обеспечивают ударное воздействие сверхтвердым наконечником на массив, объект или породу.
| US 4811801 A, 14.03.1989 | |||
| СПРЕССОВАННЫЙ В ТАБЛЕТКУ РЕЖУЩИЙ ЭЛЕМЕНТ | 2001 |
|
RU2320615C9 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| АЛМАЗНАЯ СПЕЧЕННАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2210488C2 |
| Породоразрушающая вставка для буровых долот | 1980 |
|
SU911003A1 |

