Область техники, к которой относится изобретение
Настоящее изобретение относится к пластинам из титана или титанового сплава, которые используются в качестве материалов для теплообменников и установок химической переработки. В частности, настоящее изобретение относится к пластинам из титана или титанового сплава, которые обладают отличной способностью к штамповке при сохранении заранее заданной прочности.
Предшествующий уровень техники
Пластины из титана или титанового сплава (далее по тексту также называемые как «титановая(ые) пластина(ы)» обладают отличной коррозионной стойкостью и удовлетворительной удельной прочностью (удельной напряженностью) и в последнее время использовались как материалы для теплообменников и установок химической переработки. В частности, титановые пластины широко используются для теплообменников, использующих морскую воду, так как они не подвергаются коррозии под действием морской воды.
Теплообменники пластинчатого типа представляют одну из главных областей применения титановых пластин. Титановые пластины, предназначенные для данных областей применения, желательно, должны обладать удовлетворительной способностью к штамповке, обеспечивающую штамповку изделий сложных конфигураций для большей эффективности теплопереноса (эффективности теплообмена). Кроме того, данные титановые пластины должны обладать такой высокой прочностью, которая обеспечивала бы работу теплообменников при более высоких рабочих давлениях. Однако прочность и способность к штамповке представляют взаимоисключающие свойства, и до сих пор не разработаны титановые пластины, удовлетворяющие обоим этим свойствам.
Для улучшения способности к штамповке металлических пластин, таких как стальные листы, используются методы улучшения свойств обычно за счет состава сплава и регулирования структуры с целью ее оптимизации, например, структуры агрегатов и размера зерна. Помимо данных методов, известны методы, основанные на нанесении смазывающей пленки на поверхность стального листа, как описано в PTL 1 и PTL 2. Способность к штамповке улучшается согласно данным методам за счет формирования смазывающей пленки на поверхности стального листа, обеспечивающей деформацию стального листа и соответствие штампу.
Соответствующие методы также указывают на применение принципа формирования смазывающей пленки на титановой пластине как металлической пластине. Независимо друг от друга, например, PTL 3 и PTL 4 указывают на то, что когда на стальной лист нанесена смазывающая пленка и регулируют величину r исходного стального листа и удлинение на уровнях удельного или выше, смазывающая пленка может проявить свое действие. В PTL3 и PTL4 упоминается, что формуемость обычно улучшается с повышением удлинения и увеличения величины r, и указывается, что стальной лист с лучшей формуемостью может проявлять дополнительно лучшую формуемость при нанесении смазывающей пленки на стальной лист. Однако авторы настоящего изобретения исследовали влияние смазывающей пленки на способность к штамповке титановой пластины и установили, что удовлетворительная формуемость не всегда достигается при формировании смазывающей пленки на поверхности титановой тонкой пластины, которая просто имеет высокое удлинение и высокое значение r и показывает хорошую формуемость.
А именно, титановая пластина имеет кристаллическую структуру плотно упакованной гексагональной решетки (hcp) и, как известно, имеет более высокую анизотропию свойств, чем анизотропия свойств стальных листов и других металлических пластин. Титановые пластины, изготовленные прокатом материала в одном направлении, характеризуются свойствами, которые существенно отличаются в направлении прокатки (далее по тексту также называемом «направлением L») и направлении, перпендикулярном направлению прокатки (далее по тексту также называемом «направлением Т»). Специфические характеристики просматриваются лишь для титановых пластин. Обычно титановые пластины имеют предел текучести (YS) в направлении L ниже, чем в направлении Т, приблизительно на 20% или больше и имеют удлинение в направлении L выше, чем в направлении Т приблизительно на 40% или больше. Вероятно, вследствие различий в свойствах между титановыми пластинами и стальными листами, методы, которые считаются эффективными для стальных листов, не так эффективно проявляют свое действие при простом перенесении на титановые пластины без модификаций.
PTL 1: Патент Японии № 3056446
PTL 2: Публикация нерассмотренной патентной заявки Японии № 2004-232085
PTL 3: Публикация нерассмотренной патентной заявки Японии № 2003-65564
PTL 4: Патент Японии № 3639060
Сущность изобретения
Техническая проблема
Основное внимание при создании настоящего изобретения было направлено на вышеуказанные обстоятельства, и задачей настоящего изобретения является разработка пластины из титана или титанового сплава, которая обладает отличным соотношением между способностью к прессованию и прочностью и может быть использована как материал для теплообменников и установок химической переработки.
Решение проблемы
Настоящее изобретение решает данную задачу и обеспечивает пластину из титана или титанового сплава, включающую базовую пластину из титана или титанового сплава, прокатанную в одном направлении, и смазывающую пленку, нанесенную на поверхность базовой пластины из титана или титанового сплава, при этом поверхность смазывающей пленки имеет коэффициент трения при скольжении, устанавливаемый менее чем 0,15, причем базовая пластина из титана или титанового сплава имеет удлинение в направлении прокатки (L-El) и величину r в направлении, перпендикулярном направлению прокатки (T-r), и величины L-El, и T-r удовлетворяют следующему выражению (1):
(T-r)/(L-El)≥0,07 (1)
Пластина из титана или титанового сплава, согласно настоящему изобретению, предпочтительно имеет толщину базовой пластины от приблизительно 0,3 до 1,0 мм.
В одном конкретном варианте осуществления изобретения смазывающая пленка представляет собой щелочерастворимую смазывающую пленку, образованную композицией для обработки поверхности, причем композиция для обработки поверхности содержит сополимер (А), коллоидный диоксид кремния (В) и парафиновую смесь (С), в которой сополимер (А) получен из мономерных компонентов, включающих составное звено (А-1), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа, и составное звено (А-2), образованное сложным эфиром карбоновой кислоты с α,β-ненасыщенностью этиленового типа, коллоидный диоксид кремния (В) имеет размер частиц от 40 до 50 нм, и парафиновая смесь (С) содержит сферический полиэтиленовый парафин, имеющий средний размер частиц 1 мкм, и сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм.
Парафиновая смесь (С) предпочтительно содержит сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм в количестве от 30 до 50 процентов по массе в расчете на общую массу (100 процентов по массе) сферического полиэтиленового парафина, имеющего средний размер частиц 1 мкм, и сферического полиэтиленового парафина, имеющего средний размер частиц 0,6 мкм.
Сферический полиэтиленовый парафин, имеющий средний размер частиц 1 мкм, и сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм, предпочтительно имеют температуры размягчения соответственно в интервале от 113°С до 132°С.
В предпочтительном варианте осуществления изобретения поверхность щелочерастворимой смазывающей пленки имеет коэффициент статического трения и коэффициент трения при скольжении каждый 0,15 или меньше и величину, полученную вычитанием коэффициента трения при скольжении из коэффициента статического трения, попадающую в интервал от -0,02 до +0,02.
В другом предпочтительном варианте осуществления изобретения композиция для обработки поверхности содержит сополимер (А) в количестве от 70 до 90 процентов по массе, коллоидный диоксид кремния (В) в количестве от 5 до 20 процентов по массе и парафиновую смесь (С) в количестве от 3,5 до 10 процентов по массе в расчете на общую массу (100 процентов по массе) сополимера (А), коллоидного диоксида кремния (В) и парафиновой смеси (С).
Еще в одном варианте осуществления изобретения составное звено (А-1) сополимера (А), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа, представляет собой составное звено, образованное метакриловой кислотой, и составное звено (А-1), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа, составляет от 20 до 40 процентов по массе от общей массы (100 процентов по массе) составных звеньев (А-1), образованных карбоновой кислотой с α,β-ненасыщенностью этиленового типа, и составных звеньев (А-2), образованных сложным эфиром карбоновой кислоты с α,β-ненасыщенностью этиленового типа.
Сополимер (А) предпочтительно имеет кислотное число 150 мг КОН/г или больше.
Масса покрытия из нанесенной щелочерастворимой смазывающей пленки предпочтительно составляет от 0,6 до 1,5 г/м2.
Положительные эффекты от изобретения
Настоящее изобретение относится к пластине из титана или титанового сплава, которая обладает отличным соотношением между способностью к штамповке и прочностью, достигаемым нанесением смазывающей пленки на поверхность базовой пластины из титана или титанового сплава и регулированием у базовой пластины из титана или титанового сплава показателей удлинения в направлении прокатки (L-El) и величины r в направлении, перпендикулярном направлению прокатки (T-r), которые оба удовлетворяют заранее заданному соотношению между ними. Полученная пластина из титана или титанового сплава может быть весьма успешно использована как материал для теплообменников и установок по химической переработке.
Краткое описание чертежей
[Фиг.1]. На фиг.1 представлена диаграмма, схематично показывающая присутствие парафинов в смазывающей пленке для использования в настоящем изобретении.
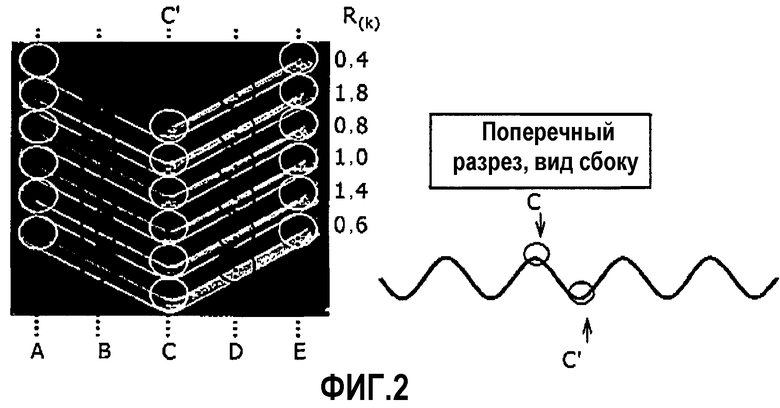
[Фиг.2]. На фиг.2 представлен пояснительный чертеж расположения точек для оценки способности к штамповке в настоящем изобретении.
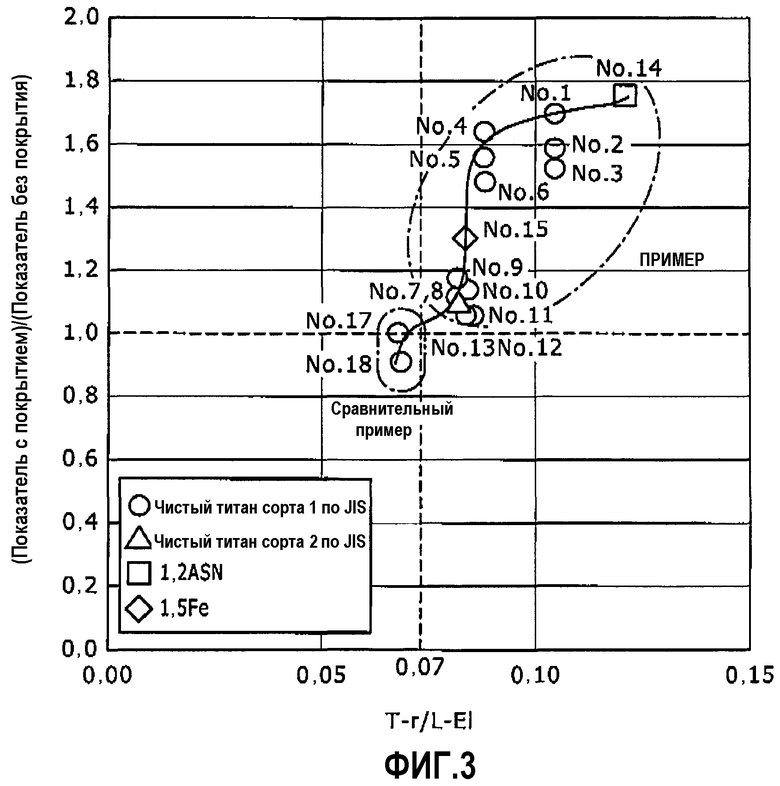
[Фиг.3]. На фиг.3 показан график, иллюстрирующий изменение отношения [(показатель с покрытием)/(показатель без покрытия)] в зависимости от отношения [(T-r)/(L-El)].
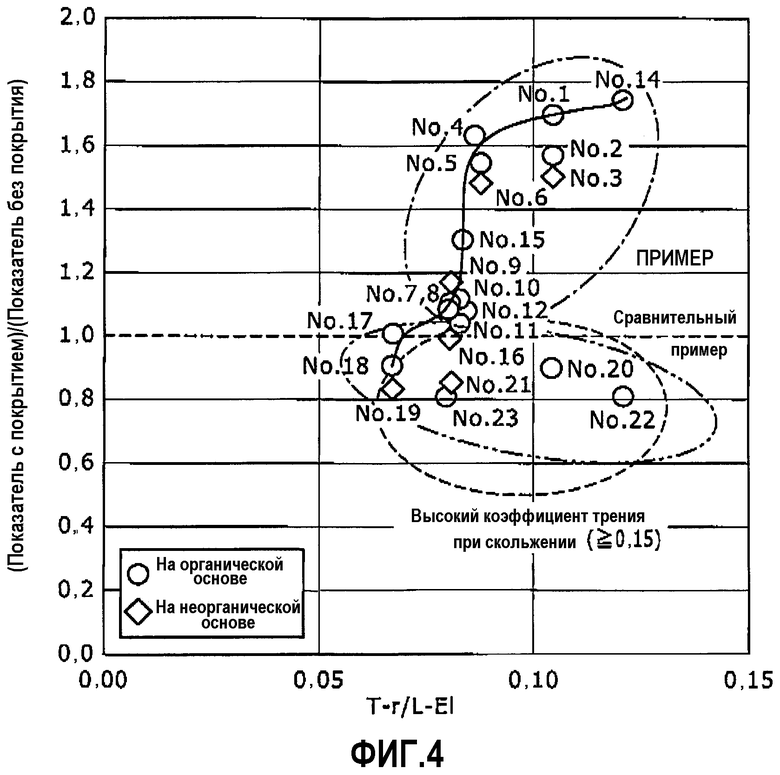
[Фиг.4]. На фиг.4 представлен график, иллюстрирующий изменение отношения [(показатель с покрытием)/(показатель без покрытия)] в зависимости от отношения [(T-r)/(L-El)], когда смазывающая пленка имеет высокий коэффициент трения при скольжении (0,15 или больше).
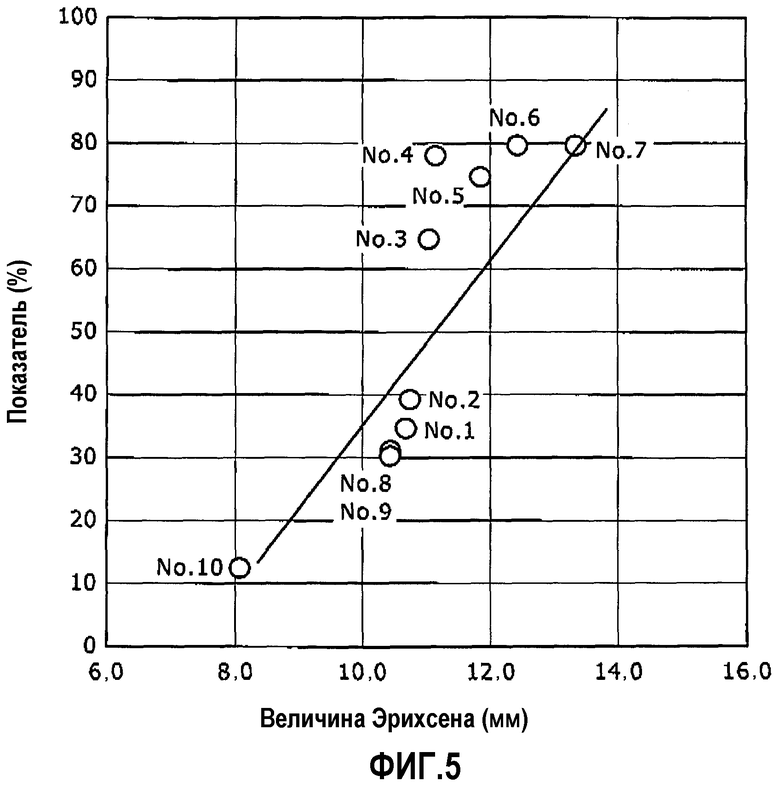
[Фиг.5]. На фиг.5 представлен график, иллюстрирующий зависимость между показателем и величиной Эрихсена (Erichsen).
Наилучшие пути осуществления изобретения
Авторы настоящего изобретения провели широкий спектр исследований влияния смазывающей пленки на способность к штамповке пластины из титана или титанового сплава и получили следующие результаты. Авторы настоящего изобретения сначала установили, что титановая пластина, имеющая более высокую смазывающую способность поверхности, может иметь при этом плохую способность к штамповке, так как титановая пластина становится подверженной пластической деформации в направлении Т, где пластичность низкая; и что базовая пластина должна контролироваться так, чтобы иметь сопротивление деформации в направлении Т, чтобы эффективно улучшить способность к штамповке при увеличении смазывающей способности. Авторы настоящего изобретения также высказали идею о том, что величина Лэнкфорда (Lankford) (величина r) выбрана как показатель деформируемости в направлении Т и что базовая пластина из титана или титанового сплава как материал становится стойкой к деформациям в направлении Т, когда имеет величину r в направлении Т на определенном высоком уровне.
Величина r (величина Лэнкфорда) выражается как отношение (γ=εw/εt) логарифма деформации εw по поперечному сечению (соответствующего направлению L в настоящем изобретении) к логарифму деформации εt в направлении толщины - оба, измеренные при одноосном растяжении. Известно, что ограниченное отношение вытяжки увеличивается с увеличением величины r. А именно, с увеличением величины r пластина в области штампа, которая принимает нагрузку, становится стойкой к утонению.
В отличие от этого, если титановая пластина не покрыта по своей поверхности смазывающей пленкой, но ей придана такая смазывающая способность, которая присуща нормальному прессовому маслу, титановая пластина имеет лучшую способность к штамповке при увеличении удлинения в направлении L (L-El). Однако, если титановая пластина имеет поверхность с высокой смазывающей способностью, как у смазывающей пленки, титановая пластина становится подверженной макроскопическому течению или перемещению, что вызывает более высокую площадь гомогенной деформации. В результате напряжения концентрируются на данной относительно большой площади и не могут быть перекрыты локальной деформацией и образуют большую площадь высокой пластической деформации. Это, наоборот, приводит к бòльшему растрескиванию, чем растрескивание в титановой пластине без смазывающей пленки. В этой связи, если образуется очень маленькая площадь высокой пластической деформации в области с таким же сопротивлением трению, что и прессовое масло, локальная деформация защищает площадь от растрескивания.
Авторы настоящего изобретения также установили, что во избежание данных обстоятельств, не так желательна высокая пластичность (высокая способность к растягиванию) в направлении L (а именно, низкая прочность в направлении L); и что пластическая деформация в направлении Т должна быть увеличена до некоторой степени за счет снижения удлинения в направлении L до некоторой степени с увеличением в результате прочности в направлении L до некоторой степени.
Авторы настоящего изобретения провели дополнительные исследования, основанные на установлении данных фактов, и обнаружили, что титановая пластина, покрытая смазывающей пленкой, может обеспечить удовлетворительную способность к штамповке при сохранении определенной прочности путем регулирования у самой базовой титановой пластины отношения [(T-r)/(L-El)] величины r в направлении Т (T-r) к удлинению в направлении L (L-El) в пределах заранее заданного интервала. Настоящее изобретение создано на основе полученных сведений. В частности, титановая пластина, покрытая смазывающей пленкой, может проявлять отличную способность к штамповке, когда удлинение в направлении прокатки (L-El) и величина r в направлении, перпендикулярном направлению прокатки (T-r), удовлетворяет следующему выражению (1). Правая часть (нижний предел) выражения (1) равна предпочтительно 0,08. Не будучи определяющим фактором, верхний предел отношения ((T-r)/(L-El)) составляет приблизительно 0,2 при рассмотрении прочностных свойств при растяжении и условий производства титана.
(T-r)/(L-El)≥0,07 (1)
Согласно настоящему изобретению, вышеупомянутые положительные эффекты реализуются при регулировании отношения величины r (T-r) в направлении, перпендикулярном направлению прокатки (направлению Т), к удлинению в направлении прокатки (направлении L) (L-El), как упомянуто выше. Хотя интервалы соответствующих параметров [удлинение (L-El) и величина r (T-r)] сами по себе не являются определяющими, удлинение (L-El) составляет предпочтительно 50% или меньше, а величина r (T-r) составляет предпочтительно 1,8 или больше при рассмотрении прочностных свойств при растяжении и условий производства титана.
Удлинение (L-El) можно регулировать изменением температуры конечного отжига с изменением, таким образом, роста размера зерна. В целом, температура конечного отжига составляет приблизительно от 750°С до 800°С, но удлинение в направлении L может быть снижено путем установки относительно низкой (например, приблизительно 700°С) температуры конечного отжига.
В лабораторном масштабе отжиг титана может быть осуществлен как вакуумный отжиг, в котором отжиг протекает под вакуумом или в атмосфере, полученной вакуумированием и продувкой аргоном (Ar), без последующей кислотной промывки. Однако в промышленном масштабе, где важна производительность, отжиг обычно проводят как отжиг в воздушной атмосфере в течение приблизительно 10 минут с последующей кислотной промывкой.
Величину r в направлении Т (T-r) можно регулировать установкой числа проходов при прокате (вытяжки при прокате) в случае холодной прокатки (в обычном направлении прокатки). В частности, согласно регулярному методу, осуществляют два прохода при холодной прокатке - каждый с обжатием до приблизительно 50% - 75%; а величину r (T-r) можно регулировать увеличением или снижением числа проходов при холодной прокатке. При рассмотрении агрегатной структуры величина r увеличивается с увеличением аккумулирования (0001) кристаллических плоскостей параллельно толщине пластины. Это обусловлено тем, что плоскость скольжения титана преимущественно образуется в (0001) плоскости. Кроме того, величину r можно регулировать увеличением числа проходов при холодной прокатке, так как холодная прокатка способствует аккумулированию агрегатной структуры с высокой величиной r, т.е. (0001) кристаллических плоскостей, параллельно плоскости пластины.
При удовлетворении величины r в направлении Т (T-r) и удлинения в направлении L (L-El) условиям, представленным выражением (1), титановая пластина может проявлять удовлетворительную способность к штамповке при сохранении определенной прочности. Вероятно, это обусловлено тем, что подходящая деформация может быть обеспечена без снижения прочности выбором соотношения между удлинением в направлении L (L-El) и величиной r в направлении Т (T-r), хотя не все деформационные свойства данной титановой пластины, которая имеет особенно высокую анизотропию, в ходе штамповки проанализированы и учтены.
Титановая пластина по настоящему изобретению сконструирована с тем условием, что она имеет пленку с высокой смазывающей способностью (покрытие) на своей поверхности, и в значительной степени реализуются преимущества, достигаемые при соблюдении условий, отраженных выражением (1), так как титановая пластина имеет высокую смазываемость. В частности, смазывающая пленка должна иметь коэффициент трения при скольжении менее 0,15, чтобы эффективно проявились эффекты улучшения способности к штамповке, достигаемые при нанесении смазывающей пленки, за счет удовлетворения условий, отраженных выражением (1) (см. фиг.4, указанную ниже). Если смазывающая пленка имеет коэффициент трения при скольжении 0,15 или больше, она может не проявить вышеназванных эффектов, потому что это препятствует значительной миграции материала и затрудняет улучшение макроскопической однородности. Коэффициенты трения при скольжении далее по тексту измеряли тем же методом.
Материалами для получения смазывающей пленки могут быть любые из известных или обычных материалов. Из них, подходящим образом, могут быть использованы органические смолы, главным образом включающие, например, полиуретановые смолы и полиолефиновые смолы (см. нижеупомянутые примеры). Смазывающая пленка может дополнительно содержать неорганический твердый смазывающий агент на основе диоксида кремния. Однако смазывающий агент при его содержании в чрезвычайно высокой концентрации может привести к высокому коэффициенту трения при скольжении поверхности смазывающей пленки. Чтобы избежать этого, содержание смазывающего агента предпочтительно регулируют в пределах такого интервала, который обеспечивает удовлетворительную смазывающую способность (а именно позволяющую минимизировать коэффициент трения при скольжении). Хотя коэффициент трения при скольжении на поверхности смазывающей пленки определяется в основном в некоторой степени типом полимерной пленки (смазывающей пленки), коэффициент трения при скольжении может несколько меняться в зависимости от качества поверхности (неравномерности поверхности или шероховатости) базовой титановой пластины даже в случае смазывающих пленок одного типа.
Далее будет рассмотрена смазывающая пленка, использованная особенно предпочтительным образом в настоящем изобретении. Смазывающая пленка представляет собой растворимую в щелочи смазывающую пленку, образованную композицией для обработки поверхности, в которой композиция для обработки поверхности включает сополимер (А); коллоидный диоксид кремния (В) и парафиновую смесь (С), сополимер (А) синтезирован из мономерных компонентов, включающих составляющее звено (А-1), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа и составляющее звено (А-2), образованное сложным эфиром карбоновой кислоты с α,β-ненасыщенностью этиленового типа, коллоидный диоксид кремния (В) имеет размер частиц от 40 до 50 нм, и парафиновая смесь (С) содержит сферический полиэтиленовый парафин, имеющий средний размер частиц 1 мкм, и сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм.
Парафиновая смесь (С) предпочтительно содержит сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм, в количестве от 30 до 50 процентов по массе в расчете на общую массу (100 процентов по массе) сферического полиэтиленового парафина, имеющего средний размер частиц 1 мкм, и сферического полиэтиленового парафина, имеющего средний размер частиц 0,6 мкм. Данные сферические полиэтиленовые парафины предпочтительно имеют температуры размягчения соответственно в интервале от 113°С до 132°С.
В предпочтительном варианте осуществления изобретения поверхность щелочерастворимой смазывающей пленки имеет коэффициент статического трения и коэффициент трения при скольжении каждый 0,15 или меньше, а величина, полученная вычитанием коэффициента трения при скольжении из коэффициента статического трения, лежит в интервале от -0,02 до +0,02.
В другом предпочтительном варианте осуществления изобретения композиция для обработки поверхности включает сополимер (А) в количестве от 70 до 90 процентов по массе, коллоидный диоксид кремния (В) в количестве от 5 до 20 процентов по массе и парафиновую смесь (С) в количестве от 3,5 до 10 процентов по массе в расчете на общую массу (100 процентов по массе) сополимера (А), коллоидного диоксида кремния (В) и парафиновой смеси (С). В другом предпочтительном варианте осуществления изобретения структурное звено (А-1), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа в сополимере (А), представляет собой структурное звено, образованное метакриловой кислотой, и структурное звено (А-1), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа, составляет от 20 до 40 процентов по массе по общей массе (100 процентов по массе) структурного звена (А-1), образованного карбоновой кислотой с α,β-ненасыщенностью этиленового типа, и структурного звена (А-2), образованного сложным эфиром карбоновой кислоты с α,β-ненасыщенностью этиленового типа. Также еще в одном предпочтительном варианте осуществления изобретения сополимер (А) имеет кислотное число 150 мг КОН/г или больше. В другом предпочтительном варианте осуществления изобретения масса покрытия из щелочерастворимой смазывающей пленки составляет от 0,6 до 1,5 г/м2.
Соответствующие компоненты смазывающей пленки будут рассмотрены ниже более подробно.
[Сополимер (А) для смазывающей пленки]
Металлическая пластина, покрытая щелочерастворимой смазывающей пленкой (титановая пластина, покрытая растворимой в основаниях смазывающей пленкой) по настоящему изобретению, включает базовую титановую пластину и образованную на одной или обеих ее сторонах смазывающую пленку. Смазывающая пленка представляет пленку или покрытие, полученное из композиции для обработки поверхности, содержащей сополимер (А) в качестве полимерного компонента. Сополимер (А) содержит главным образом структурное звено (А-1), образованное из карбоновой кислоты с α,β-ненасыщенностью этиленового типа, и структурное звено (А-2), образованное сложным эфиром карбоновой кислоты с α,β-ненасыщенностью этиленового типа.
Структурное звено (А-1), образованное карбоновой кислотой с α,β-ненасыщенностью этиленового типа, используется для введения карбоксильных групп в сополимер (А), что обеспечивает большую растворимость сополимера (А) в водном щелочном растворе и более высокую способность смазывающей пленки к удалению. Примеры карбоновой кислоты с α,β-ненасыщенностью этиленового типа для образования структурного звена (А-1) включают, но не ограничиваются ими, такие монокарбоновые кислоты, как акриловая кислота, метакриловая кислота, кротоновая кислота и изокротоновая кислота; дикарбоновые кислоты, такие как малеиновая кислота, фумаровая кислота и итаконовая кислота; и сложные моноэфиры данных дикарбоновых кислот. Каждая из них может быть использована самостоятельно или в комбинации. Из них более предпочтительной является метакриловая кислота.
Содержание структурных звеньев (А-1) предпочтительно составляет от 20 до 40 процентов по массе в расчете на общую массу (100 процентов по массе) структурных звеньев (А-1) и (А-2). В частности, карбоновая кислота с α,β-ненасыщенностью этиленового типа предпочтительно составляет от 20 до 40 процентов по массе от общего количества компонентов (100 процентов по массе) для использования при получении сополимера (А). Если ненасыщенная карбоновая кислота используется в количестве менее 20 процентов по массе, смазывающая пленка может иметь недостаточную способностью к удалению пленки щелочью. В отличие от этого, ненасыщенная карбоновая кислота, если использована в количестве более 40 процентов по массе, может давать смазывающую пленку, которая имеет малую прочность и склонна к отслоению в ходе обработки прессованием, что является нежелательным. Содержание структурных звеньев (А-1) в более предпочтительном случае составляет от 25 до 35 процентов по массе.
Сополимер (А), содержащий структурные звенья (А-1) в концентрации, лежащей в пределах указанного интервала, имеет кислотное число приблизительно от 150 до 300 мг КОН/г. Кислотное число в указанном интервале соответствует приблизительно от 2,69 до 5,37 ммоль карбоксильных групп на 1 г сополимера (А). Сополимер (А) более предпочтительно имеет кислотное число в интервале от 150 до 250 мг КОН/г.
Структурные звенья (А-2), образованные сложным эфиром карбоновой кислоты с α,β-ненасыщенностью этиленового типа, действуют как основание для сополимера (А) и снижают адгезию смазывающей пленки к металлической пластине (титановой пластине) и смазывающую способность. Кроме того, структурные звенья (А-2) представляют сложный эфир, и поэтому гидролизуются под действием водного раствора основания, и также могут влиять на способность к удалению смазывающей пленки.
Сложный эфир карбоновой кислоты с α,β-ненасыщенностью этиленового типа для получения структурного звена (А-2) не ограничивается, и его примеры включают сложные эфиры акриловой кислоты, такие как метилакрилат, этилакрилат, изомеры бутилакрилата (например, изобутилакрилат), 2-этилгексилакрилат, изооктилакрилат, изононилакрилат, изоборнилакрилат, N,N-диметиламиноэтилакрилат, 2-метоксиэтилакрилат, 3-метоксибутилакрилат, 2-гидроксиэтилакрилат, 2-гидроксипропилакрилат, 4-гидроксибутилакрилат, лаурилакрилат, н-стеарилакрилат, тетрагидрофурфурилакрилат, триметилолпропанакрилат и 1,9-нонандиолакрилат; и такие сложные эфиры метакриловой кислоты, как метилметакрилат, этилметакрилат, изомеры бутилметакрилата (например, н-бутилметакрилат, изобутилметакрилат и трет-бутилметакрилат), 2-этилгексилметакрилат, лаурилметакрилат, стеарилметакрилат, тридецилметакрилат, циклогексилметакрилат, бензилметакрилат, изоборнилметакрилат, глицидилметакрилат, тетрагидрофурурилметакрилат, аллилметакрилат, 2-гидроксиэтилметакрилат, гидроксипропилметакрилат, 2-метоксиэтилметакрилат, 2-этоксиэтилметакрилат, этиленгликольдиметакрилат, триэтиленгликольдиметакрилат, 1,3-бутиленгликольдиметакрилат, 1,6-гександиолдиметакрилат, полипропиленгликольдиметакрилат, триметилолпропантриметакрилат, диметиламиноэтилметакрилат, диэтиламиноэтилметакрилат, трифторэтилметакрилат и гептадекафтордецилметакрилат. Каждый из них может быть использован по отдельности или в комбинации. Из них предпочтительными являются монофункциональные мономеры, из которых этил(мет)акрилаты, 2-этилгексил(мет)акрилаты и н-бутил(мет)акрилаты обычно являются предпочтительными.
Сополимер (А) может быть синтезирован при дополнительном использовании другого мономера, помимо мономеров для формирования структурных звеньев (А-2). Однако сополимер (А) предпочтительно включает только структурные звенья (А-1) и структурные звенья (А-2) при рассмотрении адгезии к металлической пластине (титановой пластине), гибкости, смазывающей способности или способности к удалению смазывающей пленки. По этой причине структурные звенья (А-2) предпочтительно занимают от 60 до 80 процентов по массе от общей массы (100 процентов по массе) сополимера (А). В частности, композиция для обработки поверхности предпочтительно содержит одну или более ненасыщенных карбоновых кислот для структурных звеньев (А-1) в количестве от 20 до 40 процентов по массе; и один или более сложных эфиров ненасыщенной карбоновой кислоты для структурных звеньев (А-2) в количестве от 60 до 80 процентов по массе в расчете на общую массу (100 процентов по массе) ненасыщенных карбоновых кислот и сложных эфиров ненасыщенных карбоновых кислот.
Без ограничений, сополимер (А) предпочтительно получают эмульсионной полимеризацией, так как данный метод легко дает водную композицию для обработки поверхности и, таким образом, является безопасным для окружающей среды. Эмульсионная полимеризация может быть проведена известным методом. Например, эмульсионная полимеризация может быть проведена в воде, обычно с использованием персульфата аммония или другого водорастворимого инициатора полимеризации и эмульгатора. Без ограничений, эмульгатором для использования в настоящем изобретении может быть реакционный эмульгатор, внутримолекулярно содержащий ненасыщенную группу.
С точки зрения смазывающей способности и способности к удалению пленки, сополимер (А) имеет среднечисленную молекулярную массу предпочтительно 10000 или больше, более предпочтительно 12000 или больше и еще более предпочтительно 15000 или больше, и предпочтительно 30000 или меньше, более предпочтительно 25000 или меньше и еще более предпочтительно 20000 или меньше.
Сополимер (А) предпочтительно имеет температуру стеклования (Tg) от -40°С до 100°С. Сополимер (А), если его температура стеклования (Tg) составляет менее -40°С, может вызывать липкость смазывающей пленки, сопряженную с такими проблемами, как отложение пыли или загрязнение. Если температура стеклования сополимера (А) составляет выше 100°С, это может вызвать хрупкость смазывающей пленки, вызывающая ее отслоение в ходе штамповки.
Сополимер (А) не нейтрализуется в композиции для обработки поверхности для использования в настоящем изобретении с целью получения смазывающей пленки. Соответственно, основное соединение не добавляют к реакционной смеси в ходе эмульсионной полимеризации, к эмульсии, после завершения полимеризации, и к образовавшейся композиции для обработки поверхности. Следует отметить, что «основное соединение» в настоящем изобретении не включает парафиновую смесь (С), так как водная дисперсия парафиновой смеси (С) является щелочной. Когда композицию для обработки поверхности получают с использованием эмульсии после завершения полимеризации, композиция для обработки поверхности имеет рН в кислотном интервале от приблизительно 1,7 до приблизительно 4 вследствие наличия карбоксильных групп в сополимере (А).
Содержание сополимера (А) в композиции для обработки поверхности предпочтительно составляет от 70 до 90 процентов по массе в расчете на общую массу (100 процентов по массе) сополимера (А), коллоидного диоксида кремния (В) (в расчете на содержание сухого остатка) и парафиновой смеси (С). Сополимер (А), если его содержание составляет менее 70 процентов по массе, может вызвать плохое пленкообразование смазывающей пленки или не сможет поддерживать или покрывать парафиновую смесь (С) внутри смазывающей пленки и быть, таким образом, нежелательной. В отличие от этого, сополимер (А), если его содержание составляет более 90 процентов по массе, может вызвать недостаточную смазывающую способность смазывающей пленки и может инициировать возникновение проблем, таких как отслаивание пленки в ходе штамповки. Это обусловлено тем, что содержания диоксида кремния (В) и парафиновой смеси (С) становятся относительно низкими.
Коллоидный диоксид кремния (В) для смазывающей пленки
Композиция для обработки поверхности используется для получения смазывающей пленки на металлической пластине (титановой пластине), покрытой щелочерастворимой смазывающей пленкой по настоящему изобретению. Композиция содержит коллоидный диоксид кремния (В) в качестве основного компонента. Коллоидный диоксид кремния (В) вводится для достижения лучшей способности к штамповке. Коллоидный диоксид кремния (В) для использования в настоящем изобретении представляет собой тот, что имеет размер частиц от 40 до 50 нм. Коллоидный диоксид кремния, имеющий размер частиц менее 40 нм, характеризуется избыточно большой удельной поверхностью и избыточно высокой активностью и, в результате, может агрегировать в композиции для обработки поверхности с ухудшением стабильности при хранении композиции и может вызвать недостаточную способность к удалению смазывающей пленки щелочью, что является нежелательным. Коллоидный диоксид кремния, имеющий размер частиц более 50 нм, может оседать при хранении композиции для обработки поверхности и может быть с трудом повторно диспергирован даже при перемешивании, что является нежелательным. Кроме того, даже следовые количества осажденного вещества ухудшают способность к штамповке. По этим причинам коллоидный диоксид кремния (В) предпочтительно представляет собой тот, который имеет размер частиц от 40 до 50 нм.
Коллоидный диоксид кремния (В) является предпочтительно кислотным, потому что композиция для обработки поверхности для использования в настоящем изобретении является кислотной и имеет рН приблизительно от 1,7 до 4. Основной (щелочной) коллоидный диоксид кремния, если он используется, может вызвать гелеобразование в ходе получения композиции для обработки поверхности. Данный коллоидный диоксид кремния (В), имеющий размер частиц от 40 до 50 нм и являющийся кислотным, обычно доступен как «SNOWTEX (зарегистрированная торговая марка) OL» от Nissan Chemical Industries, Ltd. «Размер частиц» в настоящем документе представляет средний размер частиц, определенный методом Брандауэра-Эмметта-Теддера (Brandauer-Emmett-Teller) (BET).
Коллоидный диоксид кремния (В) в композиции для обработки поверхности предпочтительно содержится в количестве (по сухому остатку) от 5 до 20 процентов по массе в расчете на общую массу (100 процентов по массе) сополимера (А), коллоидного диоксида кремния (В) и парафиновой смеси (С). Если парафиновая смесь (С) содержится в количестве менее 5 процентов по массе, она может в недостаточной степени улучшать способность пленки к удалению и способность к штамповке. Если содержание парафиновой смеси (С) составляет более 20 процентов по массе, то она может вызвать низкую способность к штамповке образующейся титановой пластины и низкую стабильность композиции для обработки поверхности, что является нежелательным.
Парафиновая смесь (С) для смазывающей пленки
Композиция для обработки поверхности для получения смазывающей пленки на металлической пластине (титановой пластине), покрытой щелочерастворимой смазывающей пленкой по настоящему изобретению, содержит парафиновую смесь (С). Парафиновая смесь (С) для использования в настоящем изобретении представляет смесь сферического полиэтиленового парафина, имеющего средний размер частиц 1 мкм (далее по тексту также называемый «парафин (С-1)»), и другого сферического полиэтиленового парафина, имеющего средний размер частиц 0,6 мкм (далее по тексту также называемого «парафин (С-2)»). Два типа парафинов используют в комбинации как смесь, что проиллюстрировано на фиг.1. Это обусловлено тем, что парафин (С-1), имеющий средний размер частиц 1 мкм, образует выступы на поверхности смазывающей пленки с увеличением смазывающей способности поверхности, а парафин (С-2), имеющий средний размер частиц 0,6 мкм, которые погружены в пленку, проявляет смазывающее действие, когда металлическая пластина перемещается в полость матрицы в ходе штамповки. Если композиция для обработки поверхности содержит только один из двух типов парафинов, то она дает недостаточную способность к штамповке. Если композиция для обработки поверхности содержит парафин, имеющий средний размер частиц более 1 мкм, то она дает смазывающую пленку с плохим смазывающим действием. По данным причинам в настоящем изобретении используются конкретные два типа парафинов в комбинации друг с другом. В этой связи, если используются фторсодержащие смазки, то они показывают неудовлетворительное смазывающее действие. Следует отметить, что средний размер частиц 1 мкм и средний размер частиц 0,6 мкм являются схематическими величинами, в которых допустимы колебания при получении.
Как рассмотрено выше, в предпочтительном варианте осуществления настоящего изобретения парафин (С-1), имеющий средний размер частиц больше, чем толщина пленки, используется в комбинации с парафином (С-2), имеющим средний размер частиц меньше, чем толщина пленки. Соответственно данному варианту осуществления изобретения парафин (С-1) проявляет исходную смазывающую способность, когда металлическая пластина помещается в полость матрицы, а парафин (С-2) проявляет смазывающую способность при скольжении металлической пластины, которая уже помещена в полость, в матрице. Толщина пленки будет рассмотрена ниже.
Как показано на фиг.1, парафин (С-1) и парафин (С-2) для использования в настоящем изобретении должен оставаться сферическим в смазывающей пленке. Если парафины плавятся и стекают с поверхности смазывающей пленки в ходе штамповки, эффекты, достигаемые при комбинированном использовании двух типов парафинов, могут не проявиться. Металлическая пластина нагревается до 120°С - 130°С под действием теплоты трения с матрицей в ходе штампования. Соответственно, парафины (С-1) и (С-2) в настоящем изобретении представляют предпочтительно полиэтиленовые парафины, соответственно имеющие температуры размягчения от 113°С до 132°С. Это позволяет осуществить штампование в области, в которой твердая смазка и жидкая смазка находятся в комбинации и проявляют отличную смазывающую способность.
Парафин (С-1) может быть доступен обычно как CHEMIPEARL (зарегистрированная торговая марка) «WF-640» (температура размягчения 113°С) и CHEMIPEARL «WF-700» (температура размягчения 132°С) от Mitsui Chemicals Inc.; и парафин (С-2) может быть доступен как CHEMIPEARL «WF-950» (температура размягчения 113°С) и CHERMIPEARL «WF-900» (температура размягчения 132°С) от Mitsui Chemicals Inc. Данные продукты представляют собой водные дисперсии парафиновых частиц. Средние размеры частиц парафинов измеряют методом срезающего счетчика, и их температуры размягчения измеряют методом шарика и кольца.
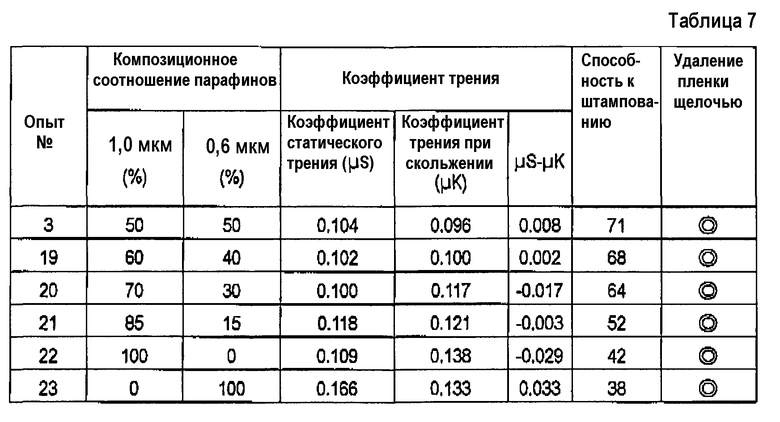
Отношение смешения парафина (С-1) и парафина (С-2) предпочтительно таково, что парафиновая смесь (С) содержит от 50 до 70 процентов по массе парафина (С-1) и от 30 до 50 процентов по массе парафина (С-2) в расчете на общую массу (100 процентов по массе) парафинов (С-1) и (С-2). Содержание каждого из данных компонентов указано в единицах содержания сухого остатка. Парафин (С-2), если содержится в количестве менее 30 процентов по массе, может в недостаточной степени проявлять свое смазочное действие внутри пленки. Это может вызвать недостаточную смазывающую способность по направлению глубины (в направлении по толщине) пленки и тем самым вызвать отслоение (когезионное разрушение в направлении скольжения) пленки вследствие скольжения о матрицу. В отличие от этого, парафин (С-2), если содержится в количестве более 50 процентов по массе, может вызвать недостаточное смазывающее действие на поверхности пленки и тем самым вызвать более низкую способность к штампованию, так как относительное количество парафина (С-1) становится малым.
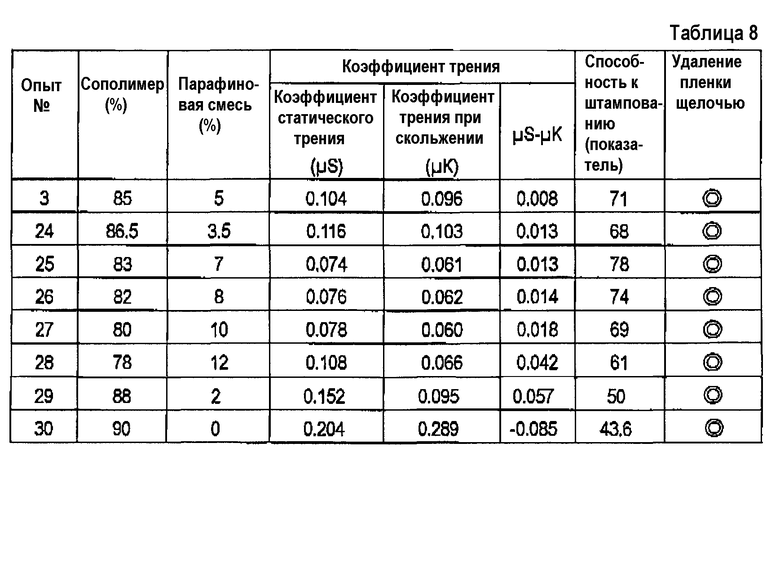
Содержание парафиновой смеси (С) в композиции для обработки поверхности составляет предпочтительно от 3,5 до 10 процентов по массе в расчете на общую массу (100 процентов по массе) сополимера (А), коллоидного диоксида кремния (В) и парафиновой смеси (С). С увеличением содержания парафина в смазывающей пленке коэффициент трения при скольжении значительно снижается при содержании парафина приблизительно 1 процент по массе; по существу выравнивается при 3,5 процентах по массе; после этого постепенно снижается и становится постоянным при приблизительно 10 процентов по массе. По этой причине содержание парафиновой смеси (С) составляет предпочтительно 3,5 процентов по массе или больше и более предпочтительно 5 процентов по массе или больше. Верхний предел содержания составляет предпочтительно 10 процентов по массе, так как, если парафиновая смесь (С) содержится в количестве более 10 процентов по массе, эффекты снижения коэффициента трения при скольжении достигают насыщения. Помимо этого, парафиновая смесь (С), если содержится в избытке, может вызвать существенное вспенивание в ходе нанесения покрытия из композиции для обработки поверхности на металлическую пластину и, в результате, затруднить образование однородной пленки. Вероятно, это связано с присутствием поверхностно-активных веществ в водной дисперсии парафинов. Содержание парафиновой смеси (С) более предпочтительно составляет 8 процентов по массе.
Комбинированное использование двух типов парафинов, как рассмотрено выше, позволяет смазывающей пленке на металлической пластине (титановой пластине), покрытой растворимой в щелочи смазывающей пленкой по настоящему изобретению, иметь коэффициент статического трения и коэффициент трения при скольжении, значения которых приближаются друг к другу. В частности, в предпочтительном варианте осуществления изобретения смазывающая пленка имеет коэффициент статического трения и коэффициент трения при скольжении каждый 0,15 или меньше, и величину, полученную вычитанием коэффициента трения при скольжении из коэффициента статического трения, лежащую в интервале от -0,02 до +0,02. Смазывающая пленка, имеющая параметры в пределах вышеуказанных интервалов, показывает меньшее сопротивление до тех пор, пока металлическая пластина располагается в полости матрицы и претерпевает удлинение. Помимо этого, коэффициент статического трения и коэффициент трения при скольжении, лежащие по существу в одном интервале, подавляют образование дефектов (образования шейки и растрескивания) вследствие разницы в проценте удлинения между направлением прокатки и поперечным направлением в ходе штампования. Образующаяся титановая пластина может быть обработана даже штампованием с получением пластины сложной конфигурации, такой как пластинчатый теплообменник.
Масса покрытия из смазывающей пленки
Трудно указать толщину смазывающей пленки просто, например, в микрометрах, потому что смазывающая пленка в настоящем изобретении имеет выступы из парафина (С-1), имеющего больший средний размер частиц, как показано на фиг.1. Чтобы получить выступы из парафина (С-1), имеющего средний размер частиц 1 мкм, на поверхности пленки, как показано на фиг.1, пленку предпочтительно наносят с массой покрытия от 0,6 до 1,5 г/м2. Если масса нанесенного покрытия составляет менее 0,6 г/м2, смазывающая пленка может не проявить смазывающей способности в достаточной степени, и это может вызвать отслоение пленки и, в результате, - металлоистирание и растрескивание. В отличие от этого, если масса покрытия смазывающей пленки составляет более 1,5 г/м2, то она может иметь недостаточную способность к пленкоудалению в щелочи и может снизить рН щелочного очистителя и затруднить тем самым действие очистителя, что является нежелательным.
Композиция для обработки поверхности
Композиция для обработки поверхности для использования в настоящем изобретении может быть получена, например, синтезом сополимера (А) методом эмульсионной полимеризации с получением эмульсии и тщательным смешением эмульсии с коллоидным диоксидом кремния (В) в виде водной дисперсии и с водной дисперсией парафиновой смеси (С), а именно, водной дисперсией парафина (С-1) и водной дисперсией парафина (С-2). Образующаяся композиция для обработки поверхности может быть разбавлена или сконцентрирована, чтобы иметь подходящую вязкость для нанесения покрытия.
Композиция для нанесения покрытия может дополнительно содержать любую из известных присадок для использования с металлическими пластинами с полимерным покрытием, такую как оксид титана и другие пигменты, замутнители, ингибиторы ржавчины и противоосадители.
Метод нанесения композиции для обработки поверхности на базовую пластину не ограничен, и им может быть любой из методов нанесения покрытий, такой как нанесение покрытий стержневым распределителем, нанесение покрытия валками, распыление и нанесение покрытий из падающего потока. Затем нанесенную пленку сушат. Однако сушки при нагревании при избыточно высоких температурах следует избегать, чтобы обеспечить сохранение парафиновой смеси (С) в виде частиц. В частности, сушку предпочтительно проводить при нагревании при температуре от 100°С до 130°С. Базовая пластина может быть подвергнута известной обработке поверхности (подготовке поверхности), такой как хроматная обработка, безхроматная обработка или фосфатная обработка. Обработку поверхности проводят с целью улучшения коррозионной стойкости и улучшения адгезии к смазывающей пленке.
Титановый сплав по настоящему изобретению предназначен для использования как материал для теплообменников и установок по химической переработке, и в случае использования в качестве данных материалов показывает удовлетворительную способность к штампованию. Однако, если титановая пластина имеет избыточно высокую толщину, то она может недостаточным образом проявлять улучшенную формуемость из-за покрытия смазывающей пленкой. В частности, когда титановая пластина покрыта смазывающей пленкой, то с увеличением толщины пластины происходит концентрация напряжений, и, в результате, образуется более высокая площадь высокой пластической деформации в данной относительно большей области, не покрываемой локальными деформациями. Это вызывает большее растрескивание, чем в случае титановой пластины без смазывающей пленки. В этой связи, если образуется очень маленькая площадь высокой пластической деформации в области с таким же сопротивлением трению, что и прессовое масло, то локальная деформация защищает площадь от растрескивания. По этим причинам титановая пластина предпочтительно имеет калибр (толщину) 1,0 мм или меньше.
Нижний предел толщины титановой пластины (или пластины из титанового сплава) может быть установлен с учетом обычно требуемой прочности и может меняться в зависимости от типа пластины из титана или титанового сплава. Обычно в случае промышленного чистого титана (Japanese Industrial Standards (JIS) сорт 1 или сорт 2) нижний предел толщины составляет предпочтительно 0,3 мм. В случае титанового сплава, содержащего небольшое количество элемента(ов) сплава, толщина может быть меньше, чем вышеуказанный нижний предел толщины пластины из чистого титана.
Титановые пластины, к которым применимо настоящее изобретение, предназначены главным образом для изготовления пластин из промышленного чистого титана (сорт 1 или сорт 2 по JIS). Титановые пластины дополнительно улучшают по показателю способности к штампованию, свойства, требуемого, когда данный промышленный чистый титан предназначен для элементов теплообменников и установок по химической переработке. Однако титановые сплавы, содержащие небольшие количества элементов сплава в интервалах содержания, не ухудшающего способность к штампованию, также включены в титановые сплавы, к которым применимо настоящее изобретение. Например, добавление таких элементов, как Al, Si и Nb, эффективно для увеличения прочности титановой пластины (а именно, пластины из титанового сплава). Однако данные элементы при их избыточном содержании могут вызвать избыточно высокую прочность и могут таким образом ингибировать проявление у титановой пластины удовлетворительной способности к штампованию, как ожидается в настоящем изобретении. Чтобы избежать этого, содержание (общее содержание одного или более элементов) данных элементов составляет предпочтительно приблизительно до 2%. Железо (Fe) содержится как неизбежная примесь в базовых пластинах из титана или титанового сплава. Однако настоящее изобретение также может быть применимо к пластине из титанового сплава, содержащей приблизительно до 1,5% Fe и имеющей в результате более высокую прочность.
Базовая титановая пластина или пластина из титанового сплава, к которой применимо настоящее изобретение, содержит вышеназванные компоненты, а остальное составляет титан и неизбежные примеси. Как использовано в настоящем документе, термин «неизбежные примеси» относится к примесным элементам, неизбежно содержащимся в материале титановой губки, и пояснительные примеры их включают кислород, железо (за исключением случая, когда Fe добавляют специально), углерод, азот, водород, хром и никель. Кроме того, неизбежные примеси дополнительно включают элементы, которые могут быть захвачены продуктом в ходе процесса получения, такие как водород. Из примесей кислород и железо особенно ухудшают свойства (предел прочности при разрыве и относительное удлинение) титановой пластины или пластины из титанового сплава, и данные свойства меняются в зависимости от содержания кислорода и железа (см. представленные ниже таблицы 1-3). Что касается содержания кислорода, железа и других неизбежных примесей, то содержание кислорода может составлять приблизительно от 0,03 до 0,05 процентов по массе, а содержание железа может составлять от 0,02 до 0,04 процентов по массе.
Настоящее изобретение будет проиллюстрировано более подробно со ссылкой на несколько примеров, изложенных ниже. Однако следует отметить, что данные примеры не предназначены для ограничения объема притязаний настоящего изобретения; различные изменения и модификации могут быть осуществлены без отклонения от объема и существа настоящего изобретения и все охватываются объемом притязаний настоящего изобретения.
ПРИМЕРЫ
Титановые пластины или пластины из титанового сплава, имеющие химические составы, указанные ниже в таблице 1, подвергали холодной прокатке до достижения заранее заданной толщины (0,5-1,5 мм). Использованные титановые пластины представляли собой пластины из чистого титана, соответствующие сорту 1 и сорту 2 по JIS; а использованные пластины из титанового сплава представляли пластины из титанового сплава, содержащие, например, Al, Si и Nb в общем количестве 1,2% (обозначено как «1,2ASH» в таблице 1), и пластины из титанового сплава, содержащие Fe в количестве 1,5% (обозначено как «1,5Fe титановый сплав» в таблице 1). Пластины из титана и титанового сплава подвергали отжигу в атмосфере воздуха в течение 10 минут, а затем подвергали промывке кислотой (промывке азотной и фтористоводородной кислотой). Пластины из чистого титана, соответствующие сорту 1 по JIS, контролировали так, чтобы они имели определенное удлинение в направлении (L-El) путем регулирования температуры отжига, и чтобы они имели определенную величину в направлении Т (T-r) путем выбора химического состава и числа проходов при холодной прокатке.
Полученные пластины из титана или титанового сплава покрывали смазочными пленками, упомянутыми ниже (масса покрытия: 0,2-3,0 г/м2). Температура отжига, число операций холодной прокатки и толщина пластин из титана или титанового сплава, тип смазывающих пленок и коэффициенты трения при скольжении поверхностей смазывающих пленок показаны ниже в таблице 2. Следует отметить, что даже смазывающие пленки одного типа могут иметь различные коэффициенты трения при скольжении по поверхности. Это связано с тем, что коэффициент трения при скольжении зависит от свойств поверхности (поверхностной неровности или шероховатости) пластин из титана или титанового сплава, как описано выше. Коэффициенты трения при скольжении по поверхности смазывающих пленок, как показано в таблице 2, измеряли согласно методу измерения коэффициента трения, упомянутому ниже ((1). Коэффициент трения в главе [Методы оценок]).
Типы смазывающих пленок
1 на органической основе: 90 процентов по массе полиуретана и 10 процентов по массе коллоидного диоксида кремния.
2 на органической основе: 90 процентов по массе полиолефина и 10 процентов по массе коллоидного диоксида кремния.
3 на органической основе: 80 процентов по массе полиолефина и 20 процентов по массе коллоидного диоксида кремния.
1 на неорганической основе: 70 процентов по массе коллоидного диоксида кремния, 25 процентов по массе полиуретана и 5 процентов по массе полиолефина.
2 на неорганической основе: 60 процентов по массе коллоидного диоксида кремния, 30 процентов по массе полиуретана и 10 процентов по массе полиолефина.
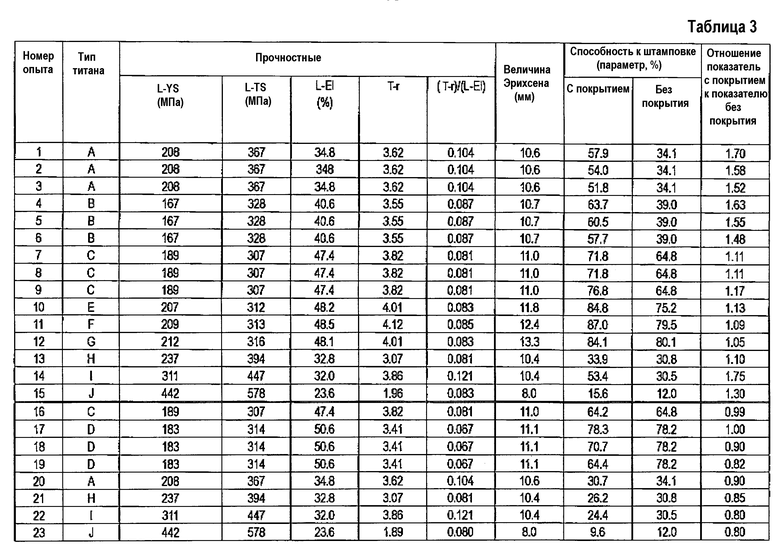
Перед нанесением смазывающих пленок из пластин из титана и титановых сплавов отбирали образцы для испытаний, предписанные стандартами Американского общества по методам испытаний и материалам (ASTM) и измеряли предел текучести в направлении (L-YS), предел прочности при разрыве в направлении (L-TS), общее удлинение (удлинение в направлении L, L-El) и величину r в направлении Т (T-r) образцов на основе метода испытаний при растяжении для металлических материалов, предписанного ASTM E8. Для измерений предела текучести (YS), предела прочности при разрыве (TS) и удлинения (L-El) испытания при растяжении осуществляли со скоростью 0,5% в минуту от начала до 0,5% деформации и со скоростью 40% в минуту после этого. Для измерения величины r (T-r) испытания при растяжении проводили при приложенной деформации 6% и со скоростью растяжения 10% в минуту для определения величины r (T-r).
Пластины из титана или титанового сплава, покрытые смазывающей пленкой, оценивали на способность к штампованию согласно методу, упомянутому ниже. В данном процессе также проводили измерение величины Эрихсена, которое считается методом регулярной оценки способности к штампованию в сравнении с методом оценки, использованным в настоящем изобретении. Для измерения величины Эрихсена из подготовленных выше пластин из титана или титанового сплава, покрытых смазочными пленками, готовили образцы для испытаний размером 90 мм по ширине и 90 мм по длине и использовали их для тестов по Эрихсену, предписанных JIS Z 2247. Метод оценки способности к штампованию, использованный в настоящем изобретении, состоит в следующем.
Пластины из титана или титанового сплава соответственно подвергали штампованию на 8-тонном масляном гидравлическом прессе с использованием пресс-формы, имеющей размер 100 мм в длину и 100 мм в ширину и имеющей шесть выступающих линий с шагом 10 мм, максимальной высотой 4 мм и радиусом кривизны R 0,4; 0,6; 0,8; 1,0; 1,4 и 1,8 (мм). Полученные штампованные изделия моделировали часть теплообменника пластинчатого типа. Штампование осуществляли как сдвиговое штампование на 4 мм в условиях максимальной нагрузки 300 Н и скорости штампования 1 мм в секунду.
Растрескивание полученных выше штампованных образцов измеряли в 36 точках пересечения ребер с разорванными линиями, показанными на фиг.2, где фиг.2(а) представляет фронтальный вид, и фиг.2(b) представляет поперечный разрез. При визуальном осмотре точки измерения оценивали как «2», когда она не показывала никаких дефектов, оценивали как «1», когда она показывала тенденцию к образованию шейки (явление утонения или защемления) и оценивали как «0», когда на ней происходило растрескивание. Для измерений точек А, С, С' и Е, которые вели себя как в начале растрескивания, определяли скорость E(k) в каждой точке измерения, увеличивая оцененную величину на 1,0 (выражение(2), представленное ниже). Для измерений точек B и D скорость E(k) в каждой точке измерения определяли увеличением оцененной скорости с коэффициентом на 0,5 (выражение (3), представленное ниже). В следующих выражениях (2) и (3) символ «k» представляет номер точки измерения. Скорость в каждой точке измерения умножается на обратную величину радиуса кривизны R(k) в этой точке, чтобы превратить состояние растрескивания в цифровую величину. Затем определяют показатель как индекс для оценки способности к штампованию в настоящем изобретении. Показатель представляет собой отношение между общей суммой измеренных величин состояния растрескивания во всех точках измерения и общей суммой величин состояния растрескивания во всех измеренных точках, чьи величины определены при условии, что никакой трещины не образовалось во всех точках измерений (выражение (4), представленное ниже). В правой части выражения (4) первый член в знаменателе относится к данным по измеренным точкам А, С, С' и Е; и второй член в знаменателе относится к точкам измерения B и D.
E(k)=1,0 × (оценка; без дефекта: 2, образование шейки: 1, образование трещины: 0) (2)
E(k)=0,5 × (оценка; без дефекта: 2, образование шейки: 1, образование трещины: 0) (3)
Показатель (%)= {[ΣE(k)/R(k)/[Σ(2/R(k))+Σ(1\R(k))]}×100 (4)
Измеряли показатель с покрытием смазывающей пленкой и показатель без покрытия смазывающей пленкой, и определяли отношение между ними [(показатель с покрытием)/(показатель без покрытия)]. Положительные эффекты настоящего изобретения подтверждали, определяя, можно ли еще более улучшить способность к штампованию нанесением покрытия из смазывающей пленки, т.е. определяя, может ли отношение быть равным 1,0 или больше.
Измеренные данные и прочностные свойства при растяжении (L-YS, L-TS, L-El, T-r и (T-r)/(L-El)) титановых пластин или пластины из титанового сплава все вместе показаны ниже в таблице 3. Эти данные анализировали, и на фиг.3 показано, как отношение показателя с покрытием к показателю без покрытия [показатель с покрытием)/(показатель без покрытия)] меняется в зависимости от отношения L-El к T-r [(T-r)/(L-El))]. Аналогичным образом, на фиг.4 показано, как отношение [показатель с покрытием)/(показатель без покрытия)] меняется в зависимости от отношения [(T-r)/(L-El))] при высоких коэффициентах трения при скольжении (0,15 или больше); и фиг.5 показывает зависимость между величиной Эрихсена и показателем (показатель с покрытием из смазывающей пленки). На соответствующих фигурах «№» представляет номер опыта.
Фиг.3 показывает, что влияние покрытий из смазывающей пленки на улучшение формуемости эффективно проявляется при установке отношения [(T-r)/(L-El)] на величине 0,07 или больше.
На фиг.4 представлен график, иллюстрирующий, как отношение [(показатель с покрытием)/(показатель без покрытия)] меняется в зависимости от отношения [(T-r)/(L-El)], когда смазывающая пленка имеет высокий коэффициент трения при скольжении (0,15 или больше). Фиг.4 показывает, что покрытие из смазывающей пленки не так эффективно улучшает способность к штампованию, пока смазывающая пленка имеет коэффициент трения при скольжении менее 0,13.
Фиг.5 показывает, что «показатель», использованный в настоящем изобретении как критерий оценки способности к штампованию, имеет удовлетворительную корреляцию с величиной Эрихсена и что способность к штампованию можно точно оценить по показателю.
Настоящее изобретение далее будет проиллюстрировано подробно со ссылкой на несколько экспериментальных примеров, представленных ниже. Однако следует отметить, что данные примеры никоим образом не предназначены ограничивать объем притязаний настоящего изобретения, и различные изменения и модификации без отклонения от объема притязаний и существа настоящего изобретения входят в объем притязаний настоящего изобретения. Все части и проценты далее в тексте рассчитаны по массе. Методы оценки, использованные в экспериментальных примерах, являются следующими.
Методы оценки
(1) Коэффициенты трения
Каждую композицию для обработки поверхности наносили на металлическую пластину, сушили и проводили измерение коэффициента статического трения и коэффициента трения при скольжении в следующих условиях с использованием тестера поверхностных свойств (TYPE; 14DR), поставляемого SHITO Scientific Co., Ltd., при скольжении шарика из нержавеющей стали (SUB) под давлением постоянной нагрузки.
Опытная нагрузка: 500 гс
Скорость скольжения: 100 мм/мин
Длина скольжения: 40 мм
Номер теста: n=3
Зажим скольжения: SUS шарик диаметром 10 мм
Температура измерения: комнатная температура (20°С)
(2) Способность к штампованию
Способность к штампованию оценивали тем же методом, что и упомянутый выше метод оценки способности к штампованию.
(3) Удаление пленки щелочью
Удаление пленки из смазывающей пленки в процессе щелочного обезжиривания оценивали следующим образом. Измеряли массу покрытия Vo (г/м2) смазывающей пленки, нанесенной на металлическую пластину образца, образец погружали в раствор 20 г/л щелочного обезжиривателя (“CL-N364S”, поставляемый Nihon Parkarizing Co., Ltd.), и держали в нем при 60°С в течение 2 минут, промывали водой, сушили и измеряли массу покрытия V1 (г/м2) из остаточной пленки. Затем определяли процент удаления пленки по следующему выражению (5):
[мат. 1]
[100(V o -V 1 )]/V o = Процент удаления пленки (%) Выражение (5)
Удаление пленки оценивали по следующему критерию. Образец, имеющий процент удаления пленки 100%, оценивали как имеющий отличную способность к удалению пленки ( ); образец, имеющий процент удаления пленки 95% или больше и меньше 100%, оценивали как имеющий хорошую удаляемость пленки (О); образец, имеющий процент удаления пленки 90% или больше и меньше 95%, оценивали как имеющий среднюю удаляемость пленки (Δ); и образец, имеющий процент удаления пленки меньше 90%, оценивали как имеющий плохую удаляемость пленки (X).
); образец, имеющий процент удаления пленки 95% или больше и меньше 100%, оценивали как имеющий хорошую удаляемость пленки (О); образец, имеющий процент удаления пленки 90% или больше и меньше 95%, оценивали как имеющий среднюю удаляемость пленки (Δ); и образец, имеющий процент удаления пленки меньше 90%, оценивали как имеющий плохую удаляемость пленки (X).
Массу покрытия (г/м2) из пленки определяли измерением количества элементарного кремния в пленке с использованием рентгеновской флуоресцентной спектрометрии (“MIF-2100”, поставляемый Shimadzu Corporation) и превращением количества кремния в массу покрытия по следующему выражению (6):
[Мат. 2]

В выражении (6) «Si» представляет содержание (мг/м2) элементарного кремния в пленке; «С» представляет содержание SiO2 в композиции для обработки поверхности; «28» представляет атомную массу кремния (Si); и «60» представляет молекулярную массу SiO2.
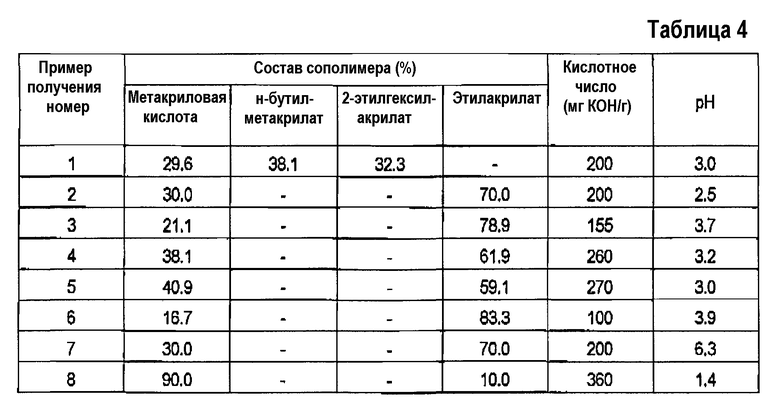
Пример получения 1
Воду (400 частей) помещали в четырехгорлую колбу, снабженную мешалкой, термометром, обратным холодильником и капельной воронкой, затем нагревали до 80°С с одновременной продувкой азотом. Водный раствор инициатора готовили растворением 0,4 части персульфата аммония в 200 частях воды. Независимо от этого готовили форэмульсию смешением и эмульгированием 60 частей метакриловой кислоты как ненасыщенной карбоновой кислоты, 77,4 частей н-бутилметакрилата и 65,6 частей 2-этилгексилакрилата - оба в качестве сложных эфиров ненасыщенной карбоновой кислоты, 200 частей воды и 15 частей реакционного поверхностно-активного вещества “LATEMUL (зарегистрированная торговая марка) S-180” (поставляемого Kao Corporation). Водный раствор инициатора и форэмульсию загружали в другую капельную воронку и одновременно по каплям приливали к воде в течение 1 часа. После окончания покапельного добавления смесь оставляли вызревать при 80°С на 1 час, охлаждали до 40°С, фильтровали через проволочный калибр 150 меш и в результате получали эмульсию сополимера № 1.
Пример получения 2
Эмульсию сополимера № 2 готовили по методике примера получения 1, за исключением того, что в качестве сложного эфира ненасыщенной карбоновой кислоты использовали только 140 частей этилакрилата.
Пример получения 3
Эмульсию сополимера № 3 готовили по методике примера получения 2, за исключением того, что использовали метакриловую кислоту в количестве 40 частей и этилакрилат в количестве 150 частей.
Пример получения 4
Эмульсию сополимера № 4 готовили по методике примера получения 2, за исключением того, что использовали метакриловую кислоту в количестве 80 частей и этилакрилат в количестве 130 частей.
Пример получения 5
Эмульсию сополимера № 5 готовили по методике примера получения 4, за исключением того, что использовали метакриловую кислоту в количестве 90 частей.
Пример получения 6
Эмульсию сополимера № 6 готовили по методике примера получения 3, за исключением того, что использовали метакриловую кислоту в количестве 30 частей.
Пример получения 7
Эмульсию сополимера № 7 готовили проведением эмульсионной полимеризации по методике примера получения 2, вызреванием реакционной смеси при 80°С в течение 1 часа; постепенным добавлением по каплям приблизительно 10 частей 50% водного раствора триэтиламина до рН 6, дополнительным непрерывным вызреванием в течение 30 минут и последующим осуществлением охлаждения и фильтрования по методике примера получения 1.
Пример получения 8
Эмульсию сополимера № 8 готовили по методике примера получения 2, за исключением того, что использовали метакриловую кислоту в количестве 180 частей и этилакрилат в количестве 20 частей.
Композиции и свойства соответствующих сополимеров представлены в таблице 4.
Экспериментальный пример 1
Композиции для обработки поверхности № 1-8 готовили с использованием каждой из эмульсий сополимеров № 1-8, полученных в примерах получения 1-8, коллоидного диоксида кремния, имеющего размер частиц от 40 до 50 нм (“SNOWTEX - зарегистрированная торговая марка) OL”, поставляемого Nissan Chemical Industries, Ltd.), сферического полиэтиленового парафина, имеющего средний размер частиц 1 мкм (“CHEMIPEARL - зарегистрированная торговая марка) W-700”, имеющего температуру размягчения 132°С, поставляемого Mitsui Chemicals Inc.) и сферического полиэтиленового парафина, имеющего средний размер частиц 0,6 мкм (“CHEMIPEARL - зарегистрированная торговая марка) W-900”, имеющего температуру размягчения 132°С, поставляемого Mitsui Chemicals Inc.). Композиционное отношение было таким, что каждая композиция содержала, по сухому остатку, 85% сополимера, 10% диоксида кремния и 5% парафиновой смеси. Парафиновая смесь содержала парафин, имеющий средний размер частиц 1 мкм, и парафин, имеющий средний размер частиц 0,6 мкм, в равных долях (каждый 50%).
Использованными базовыми пластинами были пластина из чистого титана сорта 1 по JIS, пластина из чистого титана сорта 2 по JIS, электрогальванизированный стальной лист (масса покрытия: 20 г/м2 на каждой стороне; EG) и лист из гальванизированной в жидкой среде стали (масса покрытия: 60 г/м2 на каждой стороне, GI) - каждый, имеющий толщину 0,5 мм. Титановая пластина, использованная в настоящем изобретении, состояла из титана типа H, описанная в таблицах 1-3. Каждую из композиций для обработки поверхностей № 1-8 наносили на обе стороны базовой пластины, сушили на воздухе с принудительной циркуляцией воздуха при температуре на выходной стороне пластины 120°С и в результате получали серию металлических пластин - каждую, покрытую растворимой в щелочах смазывающей пленкой с массой покрытия 1,0 г/м2.
Данные, касающиеся титановых пластин, представлены в таблице 5. Опыт № 1 представляет образец, в котором пластина из чистого титана сорта 1 по JIS была покрыта только прессовым маслом; и опыт № 2 представляет образец, в котором пластина из чистого титана сорта 2 по JIS была покрыта только прессовым маслом. Опыты № 3-10 представляют образцы, в которых пластины из чистого титана сорта 2 по JIS, использованные в качестве базовых пластин, были покрыты композициями для обработки поверхности, из которых опыты № 1-6 представляют примеры по настоящему изобретению, и опыты № 7-10 представляют сравнительные примеры.

2) Композиция для обработки поверхности разделялась на два слоя после ее получения, так как частицы парафина поднимались к поверхности. Композицию наносили сразу же после перемешивания с получением образца.
Результаты, относящиеся к EG и GI, представлены в таблице 6. Опыты № 11-15 представляли образцы, в которых базовая пластина была покрыта прессовым маслом, а опыты № 12 и 16 представляли образец, в которых штампование осуществляли после размещения на металлической пластине полиэтиленового листа (толщиной 20 мкм, термопластичный мешок поставляла фирма SANIPAK COMPANY OF JAPAN, LTD.)). Опыты № 13, 14, 17 и 18 представляли примеры по настоящему изобретению, а остальные образцы являются сравнительными примерами.
Экспериментальный пример 2
Каждую из серии металлических пластин, покрытых растворимой в щелочи смазывающей пленкой, получали нанесением композиций для обработки поверхности на пластину из чистого титана сорта 2 по JIS, имеющую толщину 0,5 мм, и сушкой пленки покрытия по методу экспериментального примера 1, за исключением того, что использовали парафин, имеющий средний размер частиц 1 мкм, и парафин, имеющий средний размер частиц 0,6 мкм, в соотношениях, показанных в таблице 7, и использовали только эмульсию сополимера № 1 в качестве эмульсии сополимера, при этом соотношения компонентов в композиции, т.е. 85% сополимера, 10% оксида кремния и 5% парафиновой смеси, не меняли. Результаты оценки металлических пластин с покрытием показаны в таблице 7.
Экспериментальный пример 3
Каждую из серии металлических пластин, покрытых растворимой в щелочи смазывающей пленкой, получали нанесением композиций для обработки поверхности на пластину из чистого титана сорта 2 по JIS, имеющую толщину 0,5 мм, и сушкой пленки покрытия по методу экспериментального примера 1, за исключением того, что использовали парафиновую смесь в количестве, указанном в таблице 8, использовали сополимер в количестве, указанном в таблице 8, так чтобы обеспечить общее количество сополимера, диоксида кремния и парафиновой смеси 100%, и использовали только эмульсию сополимера № 1 в качестве эмульсии сополимера. В данном способе диоксид кремния использовали в том же количестве, что и в экспериментальном примере 1 (10%). Парафиновая смесь в данном случае представляла смесь 50:50 парафина, имеющего средний размер частиц 1 мкм, и парафина, имеющего средний размер частиц 0,6 мкм. Результаты оценки полученных металлических пластин с покрытием показаны в таблице 8.
Экспериментальный пример 4
Серию композиций для обработки поверхности получали методом, описанным выше, за исключением того, что использовали только эмульсию сополимера № 1 в качестве эмульсии сополимера, но без изменения соотношений компонентов композиции, т.е. 85% сополимера, 10% оксида кремния и 5% парафиновой смеси (или смеси парафина и фторсодержащей смазки). Смеси парафинов или парафина и фторсодержащей смазки, использованные в настоящем примере- каждая представляла смесь 50:50% парафина, имеющего больший средний размер частиц, и парафина, имеющего меньший средний размер частиц. Типы парафинов и фторсодержащих смазок показаны ниже. Парафины под торговыми наименованиями CHEMIPEARL - все представляют сферические полиэтиленовые парафины.
а: “CHEMIPEARL (зарегистрированная торговая марка) W-700” (имеет средний диаметр 1 мкм и температуру размягчения 132°С, поставляется Mitsui Chemical Inc.);
b: “CHEMIPEARL (зарегистрированная торговая марка) W-900” (имеет средний диаметр 0,6 мкм и температуру размягчения 132°С, поставляется Mitsui Chemical Inc.);
с: “CHEMIPEARL (зарегистрированная торговая марка) W-300” (имеет средний диаметр 3 мкм и температуру размягчения 132°С, поставляется Mitsui Chemical Inc.);
d: “CHEMIPEARL (зарегистрированная торговая марка) W-600” (имеет средний диаметр 2,5 мкм и температуру размягчения 113°С, поставляется Mitsui Chemical Inc.);
е: “CHEMIPEARL (зарегистрированная торговая марка) W-640” (имеет средний диаметр 1,0 мкм и температуру размягчения 113°С, поставляется Mitsui Chemical Inc.);
f: “CHEMIPEARL (зарегистрированная торговая марка) W-950” (имеет средний диаметр 0,6 мкм и температуру размягчения 113°С, поставляется Mitsui Chemical Inc.);
g: фторсодержащая смазка “KTL 500F” (имеет средний диаметр 0,49 мкм (действительная величина) и температуру плавления 310°С, поставляется Kitamura Ltd.);
h: фторсодержащая смазка “PTFE 31-JR” (имеет средний диаметр от 0,2 до 0,25 мкм и температуру плавления 327°С, поставляется Du Pont-Mitsui Fluorochemicals Co., Ltd.);
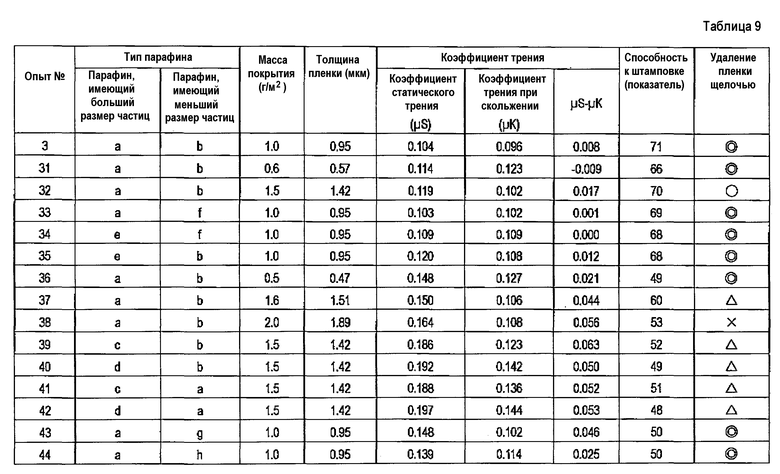
Кроме того, массу покрытия из пленки меняли в интервале от 0,5 до 2,0 г/м2, как показано в таблице 9. Каждую из серии металлических пластин, покрытых растворимой в щелочи смазывающей пленкой, получали нанесением каждой из композиций для обработки поверхности на пластину из чистого титана сорта 2 по JIS, имеющую толщину 0,5 мм, и сушкой пленки покрытия по методу экспериментального примера 1, за исключением того, что меняли вышеупомянутые условия. Результаты их оценки показаны в таблице 9.
Толщина пленки в таблице 9 является приблизительной величиной, полученной переводом массы покрытия (г/м2) пленки по следующему выражению. Следующее выражение использовали, так как пленка содержала коллоидный диоксид кремния, имеющий удельную плотность 2,2 в количестве 10%, и полимер и парафин - каждый, имеющий удельную плотность 1,0 при общем содержании 90%.
[Мат.3]
[(Масса покрытия (г/м 2 )×0,1)/2,2]+[(Масса покрытия (г/м 2 )×0,9)/1,0]=толщина пленки (мкм) (Выражение 7)
Экспериментальный пример 5
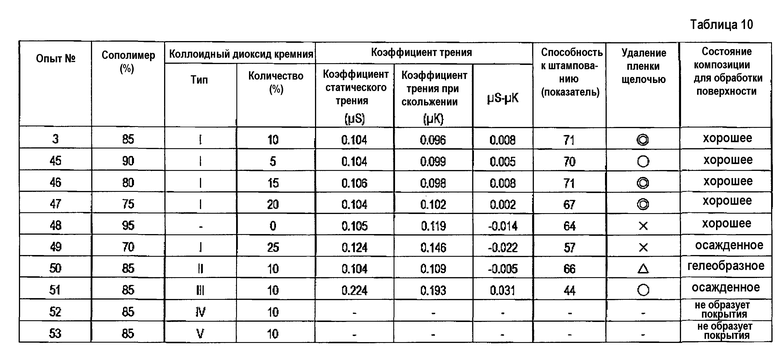
Каждую из серии металлических пластин, покрытых растворимой в щелочи смазывающей пленкой, получали нанесением композиций для обработки поверхности на пластины из чистого титана сорта 2 по JIS, имеющие толщину 0,5 мм, и сушкой пленки покрытия по методу экспериментального примера 1, за исключением того, что использовали эмульсию сополимера № 1 в качестве эмульсии сополимера, и использовали парафиновую смесь (смесь 50:50 парафина, имеющего средний размер частиц 1 мкм, и парафина, имеющего средний размер частиц 0,6 мкм) в количестве 5%, использовали диоксид кремния типа, показанного в таблице 10, в количестве, указанном в таблице 10, и использовали сополимер в таком количестве, чтобы общее количество сополимера, диоксида кремния и парафиновой смеси составляло 100%. Результаты оценки полученных металлических пластин с покрытием показаны в таблице 10.
Коллоидный диоксид кремния, использованный в настоящем изобретении, представляет собой следующий:
I: “SNOWTEX (зарегистрированная торговая марка) OL” (имеющий рН от 2 до 4 и размер частиц от 40 до 50 нм; поставляется Nissan Chemical Industries, Ltd.);
II: “SNOWTEX (зарегистрированная торговая марка) O” (имеющий рН от 2 до 4 и размер частиц от 10 до 20 нм; поставляется Nissan Chemical Industries, Ltd.);
III: “SNOWTEX (зарегистрированная торговая марка) OUP” (имеющий рН от 2 до 4 и размер частиц от 40 до 100 нм; поставляется Nissan Chemical Industries, Ltd.);
IV: “SNOWTEX (зарегистрированная торговая марка) АК” (имеющий рН от 4 до 6 и размер частиц от 10 до 20 нм; поставляется Nissan Chemical Industries, Ltd.);
V: “SNOWTEX (зарегистрированная торговая марка) 2OL” (имеющий рН от 9,5 до 11,0 и размер частиц от 40 до 50 нм; поставляется Nissan Chemical Industries, Ltd.).
Промышленная применимость
Каждая из металлических пластин, покрытая растворимой в щелочи смазывающей пленкой, согласно настоящему изобретению, включает смазывающую пленку, отличную по способности к штампованию и удалению пленки щелочью, и может проявлять отличную способность при штамповании, даже когда базовой пластиной является титановая пластина, которая, как считают, обладает плохой обрабатываемостью традиционными методами. Смазывающая пленка для использования в настоящем изобретении превосходна по способности к удалению пленки щелочью, и поэтому может быть легко удалена щелочным обезжириванием после штампования и отрицательно не влияет на покрытие в последующем процессе электрофоретического нанесения покрытия. По данным причинам металлические пластины, покрытые растворимой в щелочи смазывающей пленкой согласно настоящему изобретению, подходят для использования в тех областях, где применяется профилирование в жестких условиях. Среди таких областей применения - металлические пластины являются оптимальными для теплообменных узлов теплообменников пластинчатого типа. Металлические пластины также подходят для других областей применения, таких как бытовые электрические приборы, строительные материалы и материалы для транспортных средств, такие как детали для кораблей и автомобилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ПОКРЫТИЕМ | 1998 |
|
RU2203980C2 |
| КОМПОЗИЦИЯ ГАЗОЙЛЯ | 2007 |
|
RU2424278C2 |
| ЛИСТ ИЗ ЧИСТОГО ТИТАНА С ОТЛИЧНЫМ БАЛАНСОМ МЕЖДУ ШТАМПУЕМОСТЬЮ И ПРОЧНОСТЬЮ | 2012 |
|
RU2487955C1 |
| КОМПОЗИЦИИ АНТИАДГЕЗИВНЫХ АГЕНТОВ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 1999 |
|
RU2223288C2 |
| СВАРИВАЕМАЯ БИАКСИАЛЬНО ОРИЕНТИРОВАННАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА С ЗАЩИТНЫМ ПОКРЫТИЕМ, КОТОРОЕ СВАРИВАЕТСЯ С ПВДХ И АКРИЛАТНЫМ ЛАКОМ | 2001 |
|
RU2297331C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ И СМАЗОЧНЫЙ МАТЕРИАЛ, ЕЕ СОДЕРЖАЩИЙ (ВАРИАНТЫ) | 2007 |
|
RU2340658C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТАБИЛЬНОГО МИКРОПОРИСТОГО ПОКРЫТИЯ НА ОСНОВЕ СМЕШАННОГО ОКСИДА ТИТАНА-КРЕМНИЯ | 2020 |
|
RU2733936C1 |
| ФТОРПОЛИМЕРНЫЙ СОДЕРЖАЩИЙ ПОРОШКОВЫЙ НАПОЛНИТЕЛЬ ЗАЩИТНЫЙ ЛИСТ | 2010 |
|
RU2508202C2 |
| ГИБРИДНЫЕ СИСТЕМЫ-НОСИТЕЛИ | 2008 |
|
RU2491311C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ И ВЫХЛОПНАЯ ТРУБА ДЛЯ ДВИГАТЕЛЯ | 2007 |
|
RU2410456C2 |
Изобретение относится к пластинам из титана или титанового сплава, которые могут быть использованы в качестве материалов для теплообменников и установок химической переработки. Пластина из титана или титанового сплава с улучшенной комбинацией способности к штампованию и прочности включает в себя базовую пластину из титана или титанового сплава, прокатанную в одном направлении, и смазывающую пленку, нанесенную на поверхность базовой пластины из титана или титанового сплава. Поверхность смазывающей пленки имеет коэффициент трения при скольжении, установленный как менее чем 0,15. Базовая пластина из титана или титанового сплава имеет удлинение в направлении прокатки L (L-El) и величину Лэнкфорда r в направлении Т, перпендикулярном направлению прокатки (Т-r), причем L-El и Т-r удовлетворяют следующему выражению (1): . Получается пластина, которая обладает улучшенной комбинацией способности к прессованию и прочности. 9 з.п. ф-лы, 5 ил., 10 табл., 5 пр.
. Получается пластина, которая обладает улучшенной комбинацией способности к прессованию и прочности. 9 з.п. ф-лы, 5 ил., 10 табл., 5 пр.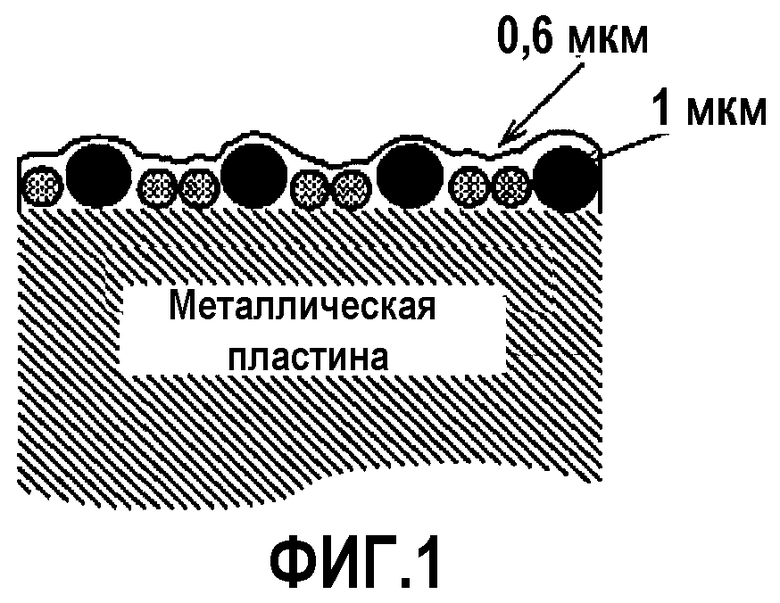
1. Пластина из титана или титанового сплава с улучшенной комбинацией способности к штампованию и прочности, включающая в себя базовую пластину из титана или титанового сплава, прокатанную в одном направлении, и смазывающую пленку, нанесенную на поверхность базовой пластины из титана или титанового сплава, при этом поверхность смазывающей пленки имеет коэффициент трения при скольжении, установленный как менее чем 0,15, причем базовая пластина из титана или титанового сплава имеет удлинение в направлении прокатки L (L-El) и величину Лэнкфорда r в направлении Т, перпендикулярном направлению прокатки (Т-r), причем L-El и Т-r удовлетворяют следующему выражению (1): 
2. Пластина из титана или титанового сплава по п.1, в которой базовая пластина из титана или титанового сплава имеет толщину от 0,3 до 1,0 мм.
3. Пластина из титана или титанового сплава по п.1, в которой смазывающей пленкой является щелочерастворимая смазывающая пленка, полученная из композиции для обработки поверхности, причем композиция для обработки поверхности включает в себя сополимер (А), коллоидный диоксид кремния (В) и парафиновую смесь (С); сополимер (А) синтезирован из мономерных компонентов, включающих структурное звено (А-1), образованное карбоновой кислотой с α, β-ненасыщенностью этиленового типа, и структурное звено (А-2), образованное сложным эфиром карбоновой кислоты с α, β-ненасыщенностью этиленового типа, коллоидный диоксид кремния (В) имеет размер частиц от 40 до 50 нм, и парафиновая смесь (С) содержит сферический полиэтиленовый парафин, имеющий средний размер частиц 1 мкм, и сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм.
4. Пластина из титана или титанового сплава по п.3, в которой парафиновая смесь (С) содержит сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм, в количестве от 30 до 50 процентов по массе в расчете на общую массу (100 процентов по массе) сферического полиэтиленового парафина, имеющего средний размер частиц 1 мкм, и сферического полиэтиленового парафина, имеющего средний размер частиц 0,6 мкм.
5. Пластина из титана или титанового сплава по п.3, в которой сферический полиэтиленовый парафин, имеющий средний размер частиц 1 мкм, и сферический полиэтиленовый парафин, имеющий средний размер частиц 0,6 мкм, имеют температуры размягчения соответственно в интервале от 113°С до 132°С.
6. Пластина из титана или титанового сплава по п.3, в которой поверхность щелочерастворимой смазывающей пленки имеет коэффициент статического трения и коэффициент трения при скольжении каждый 0,15 или меньше, причем величина, полученная вычитанием коэффициента трения при скольжении из коэффициента статического трения, составляет от -0,02 до +0,02.
7. Пластина из титана или титанового сплава по п.3, в которой композиция для обработки поверхности включает сополимер (А) в количестве от 70 до 90 процентов по массе, коллоидный диоксид кремния (В) в количестве от 5 до 20 процентов по массе, парафиновую смесь (С) в количестве от 3,5 до 10 процентов по массе в расчете на общую массу (100 процентов по массе) сополимера (А), коллоидного диоксида кремния (В) и парафиновой смеси (С).
8. Пластина из титана или титанового сплава по п.3, в которой структурное звено (А-1), образованное карбоновой кислотой с α, β-ненасыщенностью этиленового типа, в сополимере (А) представляет структурное звено, образованное метакриловой кислотой, причем структурное звено (А-1), образованное карбоновой кислотой с α, β-ненасыщенностью этиленового типа, составляет от 20 до 40 процентов по массе от общей массы (100 процентов по массе) структурных звеньев (А-1), образованных карбоновой кислотой с α, β-ненасыщенностью этиленового типа, и структурных звеньев (А-2), образованных сложным эфиром карбоновой кислоты с α, β-ненасыщенностью этиленового типа.
9. Пластина из титана или титанового сплава по п.3, в которой сополимер (А) имеет кислотное число 150 мг КОН/г или больше.
10. Пластина из титана или титанового сплава по п.3, в которой щелочерастворимая смазывающая пленка нанесена в виде покрытия массой от 0,6 до 1,5 г/м2.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1999 |
|
RU2176285C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

