Изобретение относится к химико-термической обработке жаропрочных сплавов и может использоваться в машиностроении.
Известен способ локальной защиты замковой части турбинных лопаток при алитировании путем обмазки замка следующим составом: диоксид титана - 18-22 мас.%, нитрид титана - 14-16 мас.%, триоксид теллура - 0,5-1,5 мас.%, жидкое стекло – остальное (а.с. СССР №1574677, С 23 С 8/02, 1983).
Недостатком способа является трудоемкость нанесения обмазки и неравномерность толщины обмазки. Возможно коррозионное взаимодействие обмазки с металлом лопатки и локальное алитирование защищаемой поверхности.
Наиболее близким по технической сущности является способ локальной защиты изделия от газового алитирования, включающий экранирование отдельных участков изделия путем нанесения на его поверхность подслоя керамики и последующего нанесения слоя металлического защитного вещества (патент США №5725905, С 23 С 10/04, 1998).
Недостаток способа проявляется в том, что керамический подслой имеет большую пористость, возможно растрескивание подслоя. Эти недостатки могут привести к появлению алюминидного покрытия на защищаемой поверхности.
Задачей изобретения является повышение надежности локальной защиты изделия от газового алитирования. Технологией изготовления лопаток не допускается нанесение алюминидного покрытия на наружную поверхность нарезанного замка лопаток, это может привести к значительному снижению усталостной прочности лопаток.
Поставленная задача достигается тем, что в способе локальной защиты изделия от газового алитирования, включающем экранирование отдельных участков изделия путем нанесения на его поверхность подслоя керамики и последующего нанесения слоя металлического защитного вещества, причем в качестве подслоя керамики наносят слой ZrО2·Y2O3 толщиной 10...30 мкм, а в качестве слоя металлического защитного вещества наносят комплексное покрытие системы MeCrAlY, где Me - Ni, Co, толщиной 50...70 мкм.
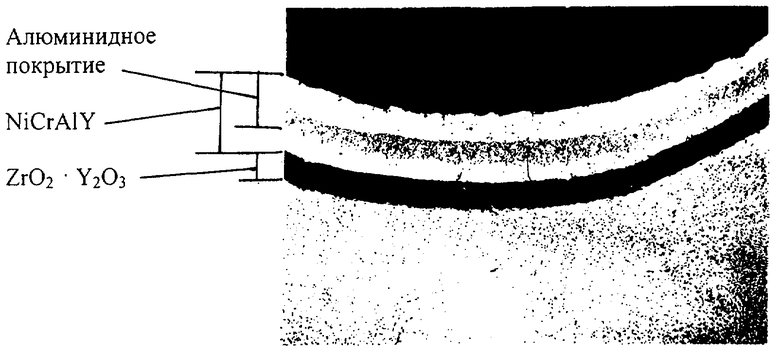
Известно, что для повышения жаростойкости на наружные поверхности лопаток турбины наносят теплозащитные покрытия, которые состоят из двух слоев: внешнего керамического ZrO2·Y2О3 и внутреннего металлического NiCrAlY. Обычно керамика наносится плазменным методом или электронно-лучевым напылением толщиной 60-200 мкм. Для предотвращения скалывания керамическое покрытие наносят с контролируемой пористостью и распределенными внутри микротрещинами. Стабилизация керамики 8% Y2О3 приводит к повышению ее термостойкости, прочности и вязкости разрушения. Однако керамика обладает низкой адгезией к жаропрочным никелевым сплавам. Этот недостаток устраняется за счет нанесения металлического подслоя системы NiCrAlY, который характеризуется высокой адгезией к двуокиси циркония. Металлический подслой наносится на поверхность детали методом вакуумной плазменной технологии высоких энергий или электронно-лучевым напылением из сплавов NiCrAlY, CoCrAlY, NiCoCrAlY толщиной 60...100 мкм (Н.В.Абраимов, Высокотемпературные материалы и покрытия для газовых турбин, М.: Машиностроение, 1993, с.17-61).
В предлагаемом техническом решении на поверхность изделия первым наносится подслой керамики ZrO2·Y2О3, а затем слой металлического защитного вещества - комплексное покрытие системы MeCrAlY, где - Me - Ni, Со. Подслой керамики выполняет роль инертной прослойки, которая не взаимодействует с металлом изделия при высокой температуре и обладает низкой адгезией. Слой металлического защитного вещества обеспечивает плотное прилегание керамического подслоя к металлу изделия и увеличивает его механическую прочность. При алитировании слой металлического защитного вещества взаимодействует с насыщающей газовой средой и в нем происходит формирование алюминидного покрытия, толщина которого определяется температурой и временем алитирования. Слой металлического защитного вещества исключает проникновение насыщающей газовой среды к поверхности изделия и образование на ней алюминидного покрытия.
На чертеже приведено изображение шлифа образца.
Способ локальной защиты изделий от газового алитирования реализуют следующим образом.
Для экранирования отдельного участка изделия, например наружной поверхности замка лопатки, на ее поверхность наносят подслой керамики ZrO2·Y2О3, которая не взаимодействует с металлом изделия при высокой температуре и обладает низкой адгезией.
Слой металлического защитного вещества, комплексное покрытие системы MeCrAlY, где Me - Со, Ni, наносят на керамику. Слой металлического защитного вещества обеспечивает плотное прижатие керамического подслоя к металлу изделия и увеличивает его механическую прочность. При алитировании слой металлического защитного вещества взаимодействует с насыщающей газовой средой и в нем происходит формирование алюминидного покрытия, толщина которого определяется температурой и временем алитирования. Слой металлического защитного вещества исключает проникновение насыщающей газовой среды к поверхности изделия и образование на ней алюминидного покрытия.
Толщина подслоя керамики определяется механическими характеристиками. При толщине керамического подслоя больше 30 мкм возможно его скалывание с поверхности изделия, а при толщине подслоя меньше 10 мкм он обладает большой пористостью.
Толщина металлического защитного вещества должна превышать толщину алюминидного покрытия. При толщине металлического слоя меньше 20 мкм в нем наблюдается высокая микропористость и возможно проникновение насыщающей газовой среды через керамический подслой к поверхности изделия и формирование алюминидного покрытия. При газовом алитировании лопаток толщина алюминидного покрытия обычно не превышает 40...50 мкм. Для исключения проникновения насыщающей газовой среды к поверхности изделия и образования на ней алюминидного покрытия достаточно нанести металлическое защитное вещество, комплексное покрытие системы MeCrAlY, где Me - Со, Ni, толщиной 50 мкм.
После нанесения защитного покрытия производят алитирование детали. Защитный слой после алитирования удаляется.
Пример конкретного выполнения.
На установке ШГА1/1 обрабатывались серии рабочих лопаток из сплава ЖС26ВНК - наносилось алюминидное покрытие методом газового алитирования. Режим насыщения: время обработки 6 ч, температура 980°С, периодическая работа вентилятора.
Серия 1. Партия лопаток без защиты (экранирования) замка лопаток с нанесенным на наружную поверхность лопатки покрытием из сплава СДП 2, имеющего следующий состав, маc.%: Ni - основа, Сr 18...22, Al 11...13, Y 0,3...0,6.
Серия 2, 3, 4. На замок лопатки, перед проведением газового алитирования, наносили защитный (экранирующий) подслой из керамики ZrO2·Y2О3, а затем металлический слой из сплава СДП 2.
Результаты металлографического контроля толщины алюминидного покрытия на замке лопатки и на наружной поверхностях пера лопатки приведены в таблице.
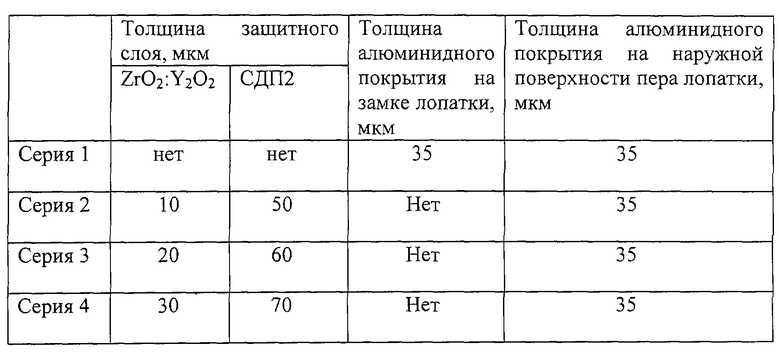
Предел выносливости лопаток (по замку) после 2·107 циклов испытаний составил: серия 1-80 МПа, серия 2, 3, 4 - 180 МПа.
Изобретение позволяет повысить надежность локальной защиты изделия от газового алитирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локальной защиты изделия из жаропрочного сплава от газового алитирования | 2016 |
|
RU2646304C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ПОКРЫТИЯ | 2003 |
|
RU2244041C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2479669C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2464350C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2007 |
|
RU2375499C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2423551C2 |
| СПОСОБ УПРОЧНЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2010 |
|
RU2445199C2 |
Изобретение относится к химико-термической обработке жаропрочных сплавов и может быть использовано в машиностроении. Данный способ включает экранирование отдельных участков изделия путем нанесения на его поверхность подслоя керамики и последующего нанесения слоя металлического защитного вещества, отличающийся тем, что в качестве подслоя керамики наносят слой ZrO2·Y2O2 толщиной 10…30 мкм, а в качестве слоя металлического защитного вещества наносят комплексное покрытие системы MeCrAlY, где Me - Со, Ni толщиной 50…70 мкм. Техническим результатом изобретения является повышение надежности локальной защиты изделия от газового алитирования. 1 ил., 1 табл.
Способ локальной защиты изделия от газового алитирования, включающий экранирование отдельных участков изделия путем нанесения на его поверхность подслоя керамики и последующего нанесения слоя металлического защитного вещества, отличающийся тем, что в качестве подслоя керамики наносят слой ZrO2 • Y2O2 толщиной 10...30 мкм, а в качестве слоя металлического защитного вещества наносят комплексное покрытие системы MeCrAlY, где Me - Ni, Co, толщиной 50...70 мкм.
| US 5725905, 10.03.1998 | |||
| Состав обмазки для локальной защиты при алитировании изделий | 1988 |
|
SU1574677A1 |
| US 5523165, 04.06.1996 | |||
| Приспособление для оправки висков обуви к машине "Мульти-плекси" | 1939 |
|
SU58531A1 |
