Изобретение относится к области машиностроения, в частности к изготовлению деталей оснастки для создания буронабивных свай, используемых при строительстве фундаментов, а именно: к изготовлению замков секций бурильной колонны, применяемых для соединения секций в колонну, каждый из которых имеет центральное отверстие и состоит из следующих элементов: корпуса, втулки, четырех малых вкладышей, двух больших вкладышей и четырех винтов М16.
Известно, что для изготовления замков секций бурильной колонны необходимы заготовки, размеры которых составляют Д 340/d 200×L 540 мм, где Д - внешний диаметр кольца, d - внутренний диаметр центрального отверстия, L - длина заготовки. При этом в крупносерийном производстве деталь, имеющую центральное отверстие и такие размеры, удовлетворяющие требованиям стали, можно изготовить из трубы соответствующего размера с последующей разрезкой, термообработкой и дальнейшей механической обработкой путем обтачивания и фрезерования (см., например, ТУ 14-3р-51-2001 «Трубы стальные бесшовные горячекатаные толстостенные для машиностроения»). Однако производство этих труб из высокопрочной ударностойкой стали очень дорогостоящее, и оно может окупиться только при заказе большой по количеству изделий партии. Изготовление же замков секций бурильной колонны чаще всего возможно отнести исключительно к единичному или мелкосерийному производству разового заказа. Известно также, что в мелкосерийном производстве деталь, имеющую центральное отверстие и изготавливаемую из высокопрочной, ударностойкой стали можно производить с использованием метода ковки (см., например, сайт предприятия: www.omz-specialsteel.com). При этом следует иметь в виду, изготовление таких деталей ограничено размерами заготовок, которые могут быть обработаны в процессе ковки. Так, например, для изготовления замка секций бурильной колонны, состоящего из корпуса и втулки, необходима обработка методом ковки заготовок размером Д 340/d 200×L 540 мм, а заготовки таких размеров не могут быть обработаны методом ковки на известном оборудовании (см., например, проспект ЗАО «Кузнечно-механический завод ИЖОРА-МЕТАЛЛ»).
Получение подобных деталей из заготовок, не имеющих центрального отверстия, т.е. только методами механической обработки на станках совсем не экономично и очень дорого из-за большого количества отходов дорогостоящей стали, значительно увеличенной трудоемкости и наличия специального высокостойкого инструмента.
Известна также фирма «FRANKI GEOTECHNICS», Бельгия (см., например сайт www.franki-geotechnics.be), которая создает и использует секции буровых колон с применением замков, но производство замков осуществляет из цельных элементов: корпуса и втулки (см., например, копию чертежа №2050).
Известен также способ изготовления замков секций бурильной колонны из высокопрочной ударной стали (см., например, патент РФ №2385791), в котором заготовку для каждого из элементов замка (корпус и втулку) вначале изготавливают из двух частей путем ковки в виде кольца с учетом припусков под термическую и механическую обработки, затем производят механическую обработку кромок будущего сварного соединения путем точения торцов соответствующих заготовок с обеспечением центрирования одного относительно другого и расположения корня сварного шва за пределами чистовых размеров корпуса и втулки, после чего осуществляют сварку этих частей для получения соответствующих заготовок корпуса и втулки, которые затем подвергают термической обработке в виде отпуска. Далее производят черновую и чистовую механическую обработку заготовок корпуса и втулки до требуемых чистовых размеров с удалением корня сварного шва. В результате снижают затраты на реализацию указанного способа изготовления замков. Однако при использовании указанного способа элементы замка, как и его заготовок, целиком изготавливают из высокопрочной, ударностойкой стали, что очень дорого и трудоемко. При этом разные части замка при работе подвергаются различным нагрузкам, и, следовательно, требования к материалу, из которого сделана эта или часть детали, по прочности и ударностой кости в процессе эксплуатации различны, а значит, и изготавливать их можно из разных материалов.
Технический результат настоящего изобретения заключается в получении возможности использования более экономичного метода изготовления элементов замка секций бурильной колонны за счет использования материалов с различными свойствами по прочности и ударностойкости как более дорогих по цене, так и более дешевых.
Указанный технический результат достигают тем, что изготовление замков секций бурильной колонны, применяемых для соединения секций в колонну, каждый из которых состоит из подвергающихся предварительной ковке их заготовок: корпуса, втулки, четырех малых вкладышей, двух больших вкладышей, и четырех винтов, содержащее операцию сварки и механическую обработку с удалением корня сварного шва, производят так, что заготовку для втулки замка секций бурильной колонны изготавливают из различных по прочности и ударностойкости материалов с последующим их соединением сваркой, корпус замка секций бурильной колонны изготавливают из двух заготовок из высокопрочной и ударностойкой стали с последующим их соединением сваркой, каждый малый вкладыш изготавливают из высокопрочной и ударностойкой стали, каждый большой вкладыш изготавливают из различных по прочности и ударностойкости материалов, при этом у втулки каждый зуб, передающий вращение от втулки к корпусу, изготавливают путем отрезки механическим способом от поковки, изготовленной из высокопрочной ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки с прибавлением к нему величины припуска для механической обработки, внутренний диаметр равен внутреннему диаметру втулки с уменьшением его на величину припуска для механической обработки, и ширина равна высоте зуба на втулке с ее увеличением на величину припуска для механической обработки, при этом ту часть втулки, которая прилегает к секции, изготавливают из поковки, выполненной из стали с категорией прочности 315 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки с добавлением припуска для механической обработки, внутренний диаметр равен внутреннему диаметру втулки с его уменьшением на величину припуска для механической обработки, ширина равна половине высоты втулки с добавлением припуска для механической обработки, одновременно, производя токарную обработку с получением формы детали, идентичной данной части втулки, но без зубьев, предназначенных для передачи вращения от втулки к корпусу, но с учетом припуска для окончательной механической обработки, в том числе и с учетом необходимости удаления корня сварочных швов, и производя фрезерование, получая при этом прямоугольные отверстия для установки в них заготовок зубьев, при этом концевую часть втулки изготавливают, производя предварительную механическую обработку из поковки, изготовленной из высокопрочной ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру в этой части втулки, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру в этой части втулки, уменьшенному на величину припуска для механической обработки, ширина равна половине высоты втулки, увеличенной на припуск для механической обработки, при этом втулку в целом собирают из части, прилегающей к секции, концевой части, и четырех зубьев, осуществляя одновременно проварку всех сварочных швов, последующую термообработку в виде отпуска, окончательную механическую обработку с удалением корней сварочных швов, слесарную доводку, а также выполняя две кольцевые прямоугольные выборки на кольцевой части втулки, при этом корпус изготавливают из двух поковок, выполненных из высокопрочной и ударностойкой стали с категорией прочности 735 и имеющих форму колец, у которых внешний диаметр равен диаметру корпуса, увеличенному на величину припуска для механической обработки, внутренний диаметр равен минимальному внутреннему диаметру корпуса, уменьшенному на величину припуска для механической обработки, ширина равна половине высоты замка, увеличенной на припуск для механической обработки, собирая одновременно указанные поковки в виде колец в обечайку, сваривая их, и далее производя термообработку в виде отпуска, после чего осуществляя механическую обработку, включающую помимо остального удаление корня сварочного шва, и также производя образование торцевых выборок под зубья втулки, посредством которых передается вращение, и образование кольцевых внутренних прямоугольных выборок и окон напротив них, при этом малый вкладыш изготавливают путем разрезания поковки, выполненной из высокопрочной и ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен диаметру прямоугольной выборки на корпусе, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру прямоугольной выборки на втулке, уменьшенному на величину припуска для механической обработки, ширина равна ширине выборки на корпусе или на втулке, увеличенной на величину припуска для механической обработки, длина равна длине окна на корпусе, осуществляя в последующем сверление отверстий и нарезание затем в них резьбы, при этом большой вкладыш, состоящий из внешнего и внутреннего сегментов, изготавливают из различных по прочности и ударностойкости материалов, с последующей сборкой этих сегментов так, что внутренний сегмент располагают по центру внешнего, после чего их сваривают, производят отпуск и слесарную доводку, а сам внешний сегмент изготавливают путем разрезания поковки, выполненной из стали с категорией прочности 315 и имеющей форму кольца, у которого внешний диаметр равен диаметру корпуса, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру кольцевой выборки на корпусе, уменьшенному на величину припуска для механической обработки, ширина равна ширине кольцевой выборки на корпусе, увеличенной на величину припуска для механической обработки, длина равна длине окна на корпусе, увеличенную на величину припуска для механической обработки, а сам внутренний сегмент изготавливают путем разрезания кольцевой заготовки, выполненной из высокопрочной и ударностойкой стали с категорией прочности 735, у которой внешний диаметр равен диаметру выборки на корпусе, увеличенному на величину припуска для механической обработки, внутренний диаметр которой равен диаметру выборки на втулке, уменьшенному на величину припуска для механической обработки, ширина которой равна ширине выборки, увеличенной на величину припуска для механической обработки, длина которой равна одной трети длины окна на корпусе, производя в последующем сверление отверстий во внешнем сегменте, с нарезанием затем резьбы в среднем из них.
Благодаря наличию приведенных отличительных признаков обеспечивается возможность изготовления описываемых деталей значительно более экономичным способом на имеющемся оборудовании с сохранением их потребительских качеств.
На фиг.1 изображен общий вид замка секции бурильной колонны в сборе; на фиг.2 - втулка замка; на фиг.3-корпус замка, на фиг.4 - малый вкладыш, на фиг.5 - большой вкладыш.
Замок секции буровой колонны состоит из корпуса 1, втулки 2 четырех малых вкладышей 3, двух больших вкладышей 4 и четырех винтов 5 размером М16. Имеется центральное отверстие 6. При этом в процессе производства замка заявляемым способом заготовку для каждого из элементов замка изготавливают с учетом тех условий, в которых этот элемент будет работать, т.е. с учетом нагрузок, которым будет подвергаться каждый элемент. С учетом этого у втулки 2 каждый зуб 7, передающий вращение от втулки 2 к корпусу 1, изготавливают путем отрезки механическим способом от поковки, изготовленной из высокопрочной ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки 2 с прибавлением к нему величины припуска для механической обработки, внутренний диаметр равен внутреннему диаметру втулки 2 с уменьшением его на величину припуска для механической обработки, и ширина равна высоте зуба 7 на втулке 2 с ее увеличением на величину припуска для механической обработки. Часть 8 втулки 2, которая прилегает к секции (на фиг. не показана), изготавливают из поковки, выполненной из стали с категорией прочности и 315 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки 2 с добавлением припуска для механической обработки, внутренний диаметр равен внутреннему диаметру втулки 2 с его уменьшением на величину припуска для механической обработки, ширина равна половине высоты втулки 2 с добавлением припуска для механической обработки, при этом производят токарную обработку с получением формы детали, идентичной данной части 8 втулки 2, но без зубьев 7, предназначенных для передачи вращения от втулки 2 к корпусу 1, но с учетом припуска для окончательной механической обработки, в том числе и с учетом необходимости удаления корня сварочных швов, и производят фрезерование, получая при этом прямоугольные отверстия 9 для установки в них заготовок зубьев 7. Концевую часть 10 втулки 2 изготавливают, производя предварительную механическую обработку из поковки, изготовленной из высокопрочной ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру в этой части втулки 2, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру в этой части втулки 2, уменьшенному на величину припуска для механической обработки, ширина равна половине высоты втулки 2, увеличенной на припуск для механической обработки. Втулку 2 в целом собирают из части 8, прилегающей к секции, концевой части 10 и четырех зубьев 7, осуществляя при этом проварку всех сварочных швов, последующую термообработку в виде отпуска, окончательную механическую обработку с удалением корня сварочных швов, слесарную доводку, а также выполняя две кольцевых прямоугольных выборки 11 на концевой части 10 втулки 2. Малый вкладыш 3 изготавливают путем разрезания поковки, выполненной из высокопрочной и ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен диаметру прямоугольной выборки 12 на корпусе 1, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру прямоугольной выборки 11 на втулке 2, уменьшенному на величину припуска для механической обработки, ширина равна ширине выборки 12 на корпусе 1 или 11 на втулке 2, увеличенной на величину припуска для механической обработки, длина равна длине окна 13 на корпусе 1, осуществляя в последующем сверление отверстий 14 и нарезание затем в них резьбы. Большой вкладыш 4, состоящий из внешнего 15 и внутреннего сегментов 16, изготавливают из различных по прочности и ударостойкости материалов, с последующей сборкой этих сегментов так, что внутренний сегмент 16 располагают по центру внешнего 15, после чего их сваривают, производят отпуск и слесарную доводку, при этом сам внешний сегмент 15 изготавливают путем разрезания поковки, выполненной из стали с категорией прочности 315 и имеющей форму кольца, у которого внешний диаметр равен диаметру корпуса 1, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру кольцевой выборки 12 на корпусе 1, уменьшенному на величину припуска для механической обработки, ширина равна ширине кольцевой выборки 12 на корпусе 1, увеличенной на величину припуска для механической обработки, длина равна длине окна 13 на корпусе 1, увеличенной на величину припуска для механической обработки, сам внутренний сегмент 16 изготавливают путем разрезания кольцевой заготовки, выполненной из высокопрочной и ударностойкой стали с категорией прочности 735, у которой внешний диаметр которой равен диаметру выборки 12 на корпусе 1, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру выборки 11 на втулке 2, уменьшенному на величину припуска для механической обработки, ширина которой равна ширине выборки 11, увеличенной на величину припуска для механической обработки, длина которой равна одной трети длины окна 13 на корпусе 1, в последующем производят сверление отверстий 17 во внешнем сегменте 15 с нарезанием затем резьбы в среднем 18 из них.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ ЗАМКА БУРИЛЬНОЙ КОЛОННЫ | 2011 |
|
RU2465980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКОВ СЕКЦИЙ БУРИЛЬНОЙ КОЛОННЫ ИЗ ВЫСОКОПРОЧНОЙ УДАРОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2385791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2010 |
|
RU2465085C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2465087C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЫ | 2011 |
|
RU2476756C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЫЧАГА МЕХАНИЗМА ПОВОРОТА ЛОПАСТЕЙ РАБОЧЕГО КОЛЕСА ГИДРОТУРБИНЫ | 1996 |
|
RU2106521C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК | 2007 |
|
RU2370334C2 |
| Способ изготовления детали вкладыш спайдера | 2019 |
|
RU2788297C2 |
Изобретение относится к области машиностроения, в частности к изготовлению замков секций бурильной колонны, каждый из которых состоит из корпуса, втулки, четырех малых и двух больших вкладышей. Заготовку корпуса замка изготавливают из двух поковок, выполненных из высокопрочной и ударностойкой стали и соединенных сваркой. Заготовку втулки замка изготавливают из трех поковок. Заготовки больших вкладышей изготавливают из двух поковок, выполненных из различных по прочности и ударностойкости сталей и соединенных сваркой. Заготовки малых вкладышей изготавливают из поковок, выполненных из высокопрочной и ударностойкой сталей. Корни сварных швов на заготовках корпуса и втулки удаляют механической обработкой. Обеспечивается более экономичный метод изготовления элементов замка секций бурильной колонны за счет возможности использования материалов с различными свойствами по прочности и ударностойкости. 7 з.п. ф-лы, 5 ил.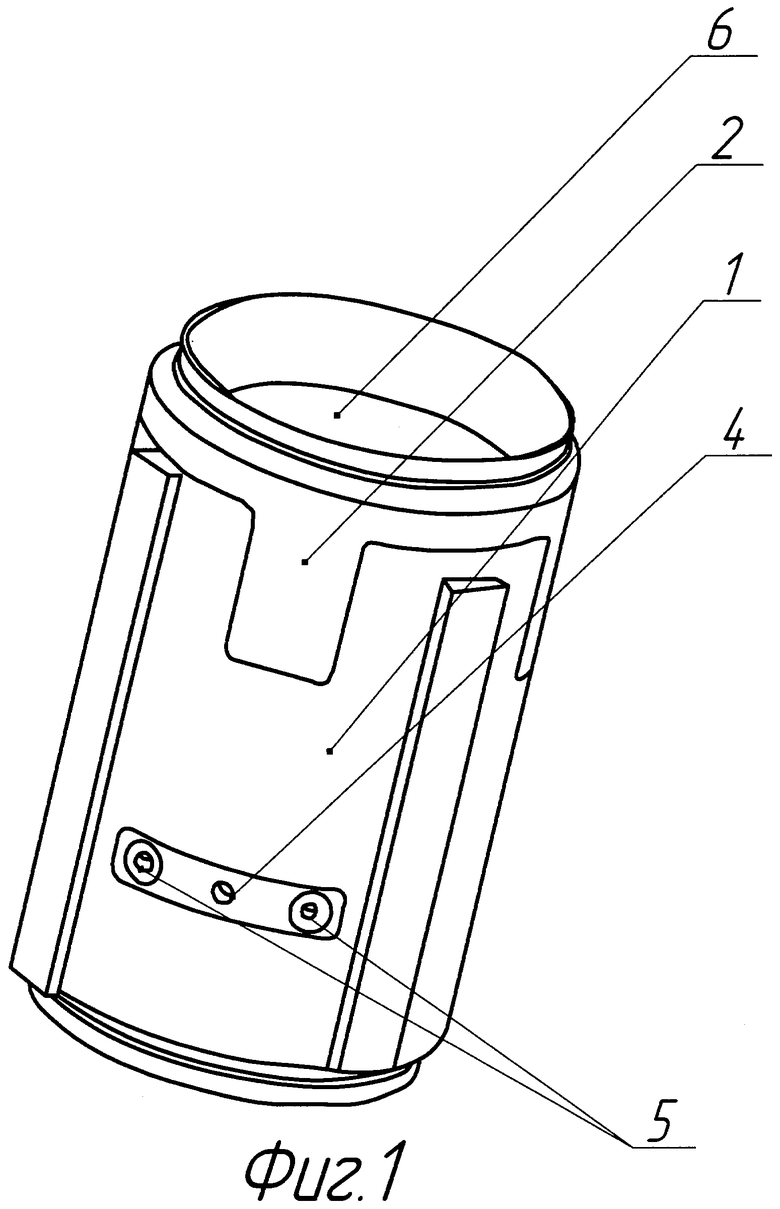
1. Способ изготовления замка секции бурильной колонны, состоящего из корпуса, втулки, больших и малых вкладышей и четырех винтов, включающий изготовление заготовок элементов замка из поковок, отличающийся тем, что заготовку корпуса замка изготавливают из двух поковок, выполненных из высокопрочной и ударностойкой стали и соединенных сваркой, заготовку втулки замка изготавливают из трех поковок, выполненных из различных по прочности и ударностойкости сталей и соединенных сваркой, каждую заготовку большого вкладыша изготавливают из двух поковок, выполненных из различных по прочности и ударностойкости сталей и соединенных сваркой, а каждую заготовку малого вкладыша изготавливают из поковки, выполненной из высокопрочной и ударностойкой сталей, при этом корни сварных швов на заготовках корпуса и втулки замка удаляют механической обработкой.
2. Способ по п.1, отличающийся тем, что у втулки каждый зуб, передающий вращение от втулки к корпусу, изготавливают путем отрезки механическим способом от поковки, изготовленной из высокопрочной ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки с прибавлением к нему величины припуска для механической обработки, внутренний диаметр равен внутреннему диаметру втулки с уменьшением его на величину припуска для механической обработки, а ширина равна высоте зуба на втулке с ее увеличением на величину припуска для механической обработки.
3. Способ по п.1, отличающийся тем, что ту часть втулки, которая прилегает к секции, изготавливают из поковки, выполненной из стали с категорией прочности 315 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки с добавлением припуска для механической обработки, внутренний диаметр равен внутреннему диаметру втулки с его уменьшением на величину припуска для механической обработки, а ширина равна половине высоты втулки с добавлением припуска для механической обработки, при этом производят токарную обработку упомянутой поковки с получением формы детали, идентичной данной части втулки, но без зубьев, предназначенных для передачи вращения от втулки к корпусу, и с учетом припуска для окончательной механической обработки, в том числе и с учетом необходимости удаления корня сварочных швов, и производят фрезерование поковки с получением прямоугольных отверстий для установки в них заготовок зубьев.
4. Способ по п.1, отличающийся тем, что концевую часть втулки изготавливают предварительной механической обработкой поковки, изготовленной из высокопрочной ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен максимальному диаметру втулки в этой части, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру в этой части втулки, уменьшенному на величину припуска для механической обработки, а ширина равна половине высоты втулки, увеличенной на припуск для механической обработки.
5. Способ по п.1, отличающийся тем, что втулку в целом собирают из части, которая прилегает к секции, концевой части и четырех зубьев, осуществляют проварку всех сварочных швов, последующую термообработку в виде отпуска, окончательную механическую обработку с удалением корня сварочных швов, слесарную доводку, а также выполняют две кольцевые прямоугольные выборки на концевой части втулки.
6. Способ по п.1, отличающийся тем, что заготовку корпуса замка изготавливают из двух поковок, выполненных из высокопрочной и ударностойкой стали с категорией прочности 735 и имеющих форму колец, у которых внешний диаметр равен диаметру корпуса, увеличенному на величину припуска для механической обработки, внутренний диаметр равен минимальному внутреннему диаметру корпуса, уменьшенному на величину припуска для механической обработки, а ширина равна половине высоты замка, увеличенной на припуск для механической обработки, собирают указанные поковки в виде колец в обечайку, сваривают их и далее производят термообработку в виде отпуска, после чего осуществляют механическую обработку, включающую удаление корня сварочных швов, и производят образование торцевых выборок под зубья втулки, посредством которых передается вращение, и образование кольцевых внутренних прямоугольных выборок и окон напротив них.
7. Способ по п.1, отличающийся тем, что заготовку малого вкладыша изготавливают путем разрезания поковки, выполненной из высокопрочной и ударностойкой стали с категорией прочности 735 и имеющей форму кольца, у которого внешний диаметр равен диаметру прямоугольной выборки на корпусе, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру прямоугольной выборки на втулке, уменьшенному на величину припуска для механической обработки, ширина равна ширине выборки на корпусе или на втулке, увеличенной на величину припуска для механической обработки, а длина равна длине окна на корпусе, и осуществляют в последующем сверление отверстий и нарезание затем в них резьбы.
8. Способ по п.1, отличающийся тем, что заготовку каждого большого вкладыша выполняют из внешнего и внутреннего сегментов, изготавленных из различных по прочности и ударностойкости сталей с последующей сборкой этих сегментов так, что внутренний сегмент располагают по центру внешнего, после чего их сваривают, производят отпуск и слесарную доводку, при этом сам внешний сегмент изготавливают путем разрезания поковки, выполненной из стали с категорией прочности 315 и имеющей форму кольца, у которого внешний диаметр равен диаметру корпуса, увеличенному на величину припуска для механической обработки, внутренний диаметр равен диаметру кольцевой выборки на корпусе, уменьшенному на величину припуска для механической обработки, ширина равна ширине кольцевой выборки на корпусе, увеличенной на величину припуска для механической обработки, и длина равна длине окна на корпусе, увеличенной на величину припуска для механической обработки, внутренний сегмент изготавливают путем разрезания кольцевой заготовки, выполненной из высокопрочной и ударностойкой стали с категорией прочности 735, у которой внешний диаметр равен диаметру выборки на корпусе, увеличенному на величину припуска для механической обработки, внутренний диаметр которой равен диаметру выборки на втулке, уменьшенному на величину припуска для механической обработки, ширина которой равна ширине выборки, увеличенной на величину припуска для механической обработки, и длина которой равна одной трети длины окна на корпусе, и производят в последующем сверление отверстий во внешнем сегменте с нарезанием затем резьбы в среднем из них.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКОВ СЕКЦИЙ БУРИЛЬНОЙ КОЛОННЫ ИЗ ВЫСОКОПРОЧНОЙ УДАРОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2385791C1 |
| БУРИЛЬНАЯ ТРУБА С СОЕДИНИТЕЛЬНЫМИ ЗАМКАМИ | 2007 |
|
RU2334156C1 |
| СОЕДИНЕНИЕ ТРУБ С ТЕХНОЛОГИЧЕСКИМ ЗАМКОМ | 2005 |
|
RU2293244C1 |
| Приспособление к шлифовально-обдирочным станкам для автоматической подачи деталей | 1950 |
|
SU90867A1 |
| US 6572315 В1, 03.06.2003. | |||

